CN116252053B - 一种激光雕刻三面外观检测装置 - Google Patents
一种激光雕刻三面外观检测装置 Download PDFInfo
- Publication number
- CN116252053B CN116252053B CN202310543794.5A CN202310543794A CN116252053B CN 116252053 B CN116252053 B CN 116252053B CN 202310543794 A CN202310543794 A CN 202310543794A CN 116252053 B CN116252053 B CN 116252053B
- Authority
- CN
- China
- Prior art keywords
- clamping
- supporting
- plate
- transmission
- rods
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/362—Laser etching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/70—Auxiliary operations or equipment
- B23K26/702—Auxiliary equipment
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N21/88—Investigating the presence of flaws or contamination
- G01N21/95—Investigating the presence of flaws or contamination characterised by the material or shape of the object to be examined
- G01N21/956—Inspecting patterns on the surface of objects
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/10—Greenhouse gas [GHG] capture, material saving, heat recovery or other energy efficient measures, e.g. motor control, characterised by manufacturing processes, e.g. for rolling metal or metal working
Landscapes
- Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Optics & Photonics (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Analytical Chemistry (AREA)
- Biochemistry (AREA)
- General Health & Medical Sciences (AREA)
- General Physics & Mathematics (AREA)
- Immunology (AREA)
- Pathology (AREA)
- Laser Beam Processing (AREA)
Abstract
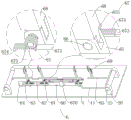
本发明涉及一种激光雕刻三面外观检测装置,包括底板,所述的底板上端设置有传输机构,底板上端位于传输机构前后两侧均匀设置有承托块,承托块上端之间设置有位于传输机构内侧的承托板,承托板上设置有提升换向机构,底板上端依次设置有位于提升换向机构上侧的激光雕刻机和拍照检测机;本发明能将待进行激光雕刻的矩形物品、的每一个面都朝上一次,以便于激光雕刻机能对物品依次进行三面雕刻,也便于拍照检测机能对物品依次进行三面外观拍照检测,较于现有技术而言,降低了生产企业对加工设备的采购成本、以及后续在使用加工设备过程中的保养维护成本。
Description
技术领域
本发明涉及激光雕刻领域,特别涉及一种激光雕刻三面外观检测装置。
背景技术
激光雕刻加工是利用数控技术为基础,激光为加工媒介。加工材料在激光照射下瞬间的熔化和气化的物理变性,达到加工的目的。激光加工特点:与材料表面没有接触、不受机械运动影响、表面不会变形、不受材料的弹性和柔韧影响、方便对软质材料加工;所以激光雕刻的加工精度高、速度快、应用领域广泛。
激光雕刻中有三面雕刻的说法,此三面雕刻为待雕物品的正面、背面以及其余所有的侧面,激光雕刻之后,还需要采用拍照检测设备对被雕刻物品的三面进行拍照检测;现有技术通常是先将待雕刻的物品抓取,再带动物品进行转动,使物品的不同面能依次被激光雕刻机所雕刻,然后再次从不同于上次抓取的方向对物品进行抓取,使得物品上次被夹持的两侧面能再次被激光雕刻机所进行雕刻,然后以相同的方式对经过三面雕刻后的物品进行拍照检测。
然而,在采用上述现有技术对物品进行三面雕刻及外观检测的过程中,若是在流水线上操作,则至少需要两台物品抓取调节的设备、两台激光雕刻设备和两台拍照检测设备,才足以完成对物品的三面雕刻以及三面外观拍照检测,对于生产企业而言,大大的提高了对加工设备的采购成本以及使用过程中的维护成本,也降低了对物品进行三面激光雕刻以及拍照检测的效率;若是采用人为的方式对被雕刻的物品进行换向以便于其被拍照检测,则难以保证雕刻后的物品在被拍照时的精准性,从而影响拍照检测设备对雕刻外观进行三面检测的准确性。
因此,在上述陈述的观点之下,现有的技术对物品进行三面的激光雕刻以及三面外观检测的过程还有可提高的空间。
发明内容
为了解决上述问题,本发明提供了一种激光雕刻三面外观检测装置,包括底板,所述的底板上端设置有传输机构,底板上端位于传输机构前后两侧均匀设置有承托块,承托块上端之间设置有位于传输机构内侧的承托板,承托板上设置有提升换向机构,底板上端依次设置有位于提升换向机构上侧的激光雕刻机和拍照检测机。
所述的提升换向机构包括对称设置在激光雕刻机和拍照检测机下侧的侧立板,侧立板上端滑动穿设有水平撑板,前后两侧水平撑板的相背侧面之间设置有冂形结构的连接架,承托板上开设有与连接架相对应的容纳槽,连接架相对侧面的下端对称设置有从动连杆,从动连杆滑动穿设在对应的承托块上端,其中两个前后对应的从动连杆之间设置有双向气缸一,双向气缸一中部的固定端通过气缸座与承托板相连接,水平撑板的相对侧面上设置有安装连板,安装连板的相对侧设置有夹持架,夹持架上设置有提升单元,夹持架上侧设置有旋转单元。
优选的,所述的提升单元包括传动辊、传动连杆、传动提升带、转动电机和铲料块,传动辊通过转动配合的方式对称设置在夹持架的上下两端,下端左右对应的传动辊之间设置有传动连杆,上下对应的传动辊之间传动设置有对称分布的传动提升带,左侧上端的传动辊的一端设置有转动电机,转动电机通过电机座与对应的夹持架相固定,前后两侧夹持架的相对侧面下端对称设置有铲料块,铲料块的相对侧面向下倾斜。
优选的,所述的旋转单元包括限位连板、夹持杆、旋转齿轮、驱动齿条、连接条、L形插杆、L形连杆、气缸连块和驱动气缸,限位连板设置在前后两侧夹持架的相背侧面上端,限位连板中部滑动穿设有位于传动提升带之间的夹持杆,前后两侧夹持杆的相对侧穿过对应的夹持架,前侧的夹持杆外侧面上远离夹持架的一侧设置有旋转齿轮,旋转齿轮下侧啮合有驱动齿条,驱动齿条之间设置有连接条,连接条下端右侧设置有L形插杆,L形插杆滑动插设在对应的水平撑板上,L形插杆的右端设置有与对应驱动齿条相连接的L形连杆,连接条下端左侧设置有气缸连块,气缸连块左端设置有驱动气缸,驱动气缸左侧的固定端通过气缸座与对应的夹持架相连接。
优选的,还包括用于推动夹持杆进行夹紧的夹紧单元,所述的夹紧单元包括限位环、从动连架、复位压簧和伸缩气缸,限位环设置在夹持杆的外侧面上且位于限位连板的相对侧,夹持杆的相背侧之间转动连接有T形结构的从动连架,限位环外侧面上套设有位于限位连板相背侧的复位压簧,前侧的复位压簧前端位于对应的旋转齿轮后侧,后侧的复位压簧后端抵紧对应的从动连架,从动连架垂直折边的相背侧设置有伸缩气缸,伸缩气缸的固定端与对应的连接架相固定。
优选的,所述的传输机构包括支撑侧板、传动杆、传输带和传动电机,呈矩形分布的至少四个支撑侧板设置在底板上端,前后对应的支撑侧板之间转动设置有传动杆,传动杆之间传动设置有对称分布的传输带,承托板的左右两端与对应的支撑侧板相连接,其中一侧的传动杆的一端设置有传动电机,传动电机通过电机座与底板相连接。
优选的,还包括设置在传输带之间的夹持换向机构,所述的夹持换向机构包括燕尾导条、支撑滑板、调节丝杠、安装块、调节电机、滑动通槽、销轴杆、调节单元、支撑转板和换向单元,燕尾导条设置在底板上端中部,燕尾导条上端滑动设置有位于夹持架两侧的支撑滑板,支撑滑板之间通过螺纹配合的方式设置有调节丝杠,调节丝杠上位于夹持架两侧的螺纹方向相反,调节丝杠两端转动设置有安装块,安装块与底板相固定,调节丝杠的一端穿过安装块并设置有调节电机,调节电机通过电机座与底板相固定,承托板中部开设有与支撑滑板相对应的滑动通槽,支撑滑板上端为凹形结构,支撑滑板上端转动设置有销轴杆,销轴杆的一端设置有调节单元,销轴杆外侧面上固定设置有支撑转板,支撑转板上端设置有换向单元。
优选的,所述的调节单元包括支撑中块、双向气缸二、连接块、连接杆、传动齿条和调节齿轮,支撑中块设置在底板中部,支撑中块与调节丝杠转动连接,支撑中块上端固定穿设有双向气缸二,双向气缸二左右两侧的伸缩端设置有L形结构的连接块,且连接块水平折边朝向相反,连接块的水平折边上均设置有连接杆,连接杆的两端均设置有传动齿条,传动齿条上端啮合有调节齿轮,前侧的调节齿轮与位于夹持架左侧的销轴杆相连接,后侧的调节齿轮与位于夹持架右侧的销轴杆相连接。
优选的,所述的换向单元包括换向转杆、夹持板、夹持垫、不完全齿轮、从动齿条、齿条板和调节气缸,支撑转板上端中部转动穿设有换向转杆,换向转杆靠近夹持架的一侧均设置有夹持板,夹持板远离换向转杆的一端设置有夹持垫,左右两端换向转杆的相背侧设置有不完全齿轮,不完全齿轮的一侧啮合有从动齿条,从动齿条下端设置有齿条板,齿条板下端设置有调节气缸,调节气缸通过气缸座与对应的支撑转板相固定。
综上所述,本申请包括以下至少一种有益技术效果:
一、本发明通过提升换向机构和夹持换向机构配合,能将待进行激光雕刻的矩形物品、的每一个面都朝上一次,以便于激光雕刻机能对物品依次进行三面雕刻,也便于拍照检测机能对物品依次进行三面外观拍照检测,较于现有技术需要采用两套设备才能完成上述操作而言,降低了生产企业对加工设备的采购成本、以及后续在使用加工设备过程中的保养维护成本;较于采用人为手动的方式对矩形物品进行换向拍照检测而言,提高了对物品进行三面外观拍照检测的精准性。
二、本发明通过提升换向机构和夹持换向机构配合,能对不同尺寸的矩形物品进行夹持换向,从而提高了本发明的适用性,并且,由于激光雕刻机和拍照检测机能同时同步的运行,也进一步的提高了对物品进行激光雕刻以及检测的效率。
附图说明
下面结合附图和实施例对本发明进一步说明。
图1是本发明的结构示意图。
图2是本发明除激光雕刻机和拍照检测机外、与作业对象之间的结构示意图。
图3是本发明提升换向机构的结构示意图。
图4是本发明提升换向机构的结构示意图(从下往上看)。
图5是本发明提升单元和旋转单元之间的结构示意图。
图6是本发明旋转单元和夹紧单元之间的结构示意图。
图7是本发明夹持换向机构的结构示意图。
图8是本发明夹持换向机构的部分结构示意图。
图9是本发明图8中的A处放大图。
图中,1、底板;10、承托块;11、承托板;4、激光雕刻机;5、拍照检测机;
2、传输机构;20、支撑侧板;21、传动杆;22、传输带;23、传动电机;
3、提升换向机构;30、侧立板;31、水平撑板;32、连接架;101、容纳槽;33、从动连杆;34、双向气缸一;35、安装连板;36、夹持架;
37、提升单元;370、传动辊;371、传动连杆;372、传动提升带;373、转动电机;374、铲料块;
38、旋转单元;380、限位连板;381、夹持杆;382、旋转齿轮;383、驱动齿条;384、连接条;385、L形插杆;386、L形连杆;387、气缸连块;388、驱动气缸;
39、夹紧单元;390、限位环;391、从动连架;392、复位压簧;393、伸缩气缸;
6、夹持换向机构;60、燕尾导条;61、支撑滑板;62、调节丝杠;63、安装块;64、调节电机;65、滑动通槽;66、销轴杆;68、支撑转板;
67、调节单元;670、支撑中块;671、双向气缸二;672、连接块;673、连接杆;674、传动齿条;675、调节齿轮;
69、换向单元;690、换向转杆;691、夹持板;692、夹持垫;693、不完全齿轮;694、从动齿条;695、齿条板;696、调节气缸。
具体实施方式
以下结合附图1-9对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
本申请实施例公开了一种激光雕刻三面外观检测装置,说明的有,本激光雕刻三面外观检测装置主要是应用在对物品进行三面雕刻以及三面检测的过程中,在技术效果上能够自动带动物品进行调节换向,以便于位于物品上端的激光雕刻机能对物品进行三面雕刻、也便于使位于物品上侧的拍照检测机对物品进行三面检测。
实施例
参照图1和图2所示,一种激光雕刻三面外观检测装置,包括底板1、传输机构2、承托块10、承托板11、提升换向机构3、激光雕刻机4和拍照检测机5,底板1上端设置有传输机构2,传输机构2用于对待雕刻的矩形物品进行传输,底板1上端位于传输机构2前后两侧均匀设置有承托块10,承托块10上端之间设置有位于传输机构2内侧的承托板11,承托板11用于对传输过程中的物品进行承托。
承托板11上设置有提升换向机构3,提升换向机构3能先将矩形物品夹持住,再带动矩形物品向上移动,之后带动矩形物品进行转动换向,底板1上端依次设置有位于提升换向机构3上侧的激光雕刻机4和拍照检测机5;激光雕刻机4能在矩形物品被向上提升后对其进行激光雕刻,并且,当提升换向机带动矩形物品进行转动换向后,激光雕刻机4能依次对矩形物品的正面、右侧面、背面和左侧面进行激光雕刻,而拍照检测机5则能依次对提升换向机构3所夹持的矩形物品的正面、右侧面、背面和左侧面进行拍照检测。
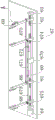
参照图2所示,即本申请中的传输机构2;具体的,传输机构2包括支撑侧板20、传动杆21、传输带22和传动电机23,呈矩形分布的至少四个支撑侧板20设置在底板1上端,前后对应的支撑侧板20之间转动设置有传动杆21,传动杆21之间传动设置有对称分布的传输带22,前后相邻的传输带22之间空有一定间隙,承托板11的左右两端与对应的支撑侧板20相连接,以提高承托板11被安装的稳定性。
其中一侧的传动杆21的一端设置有传动电机23,传动电机23通过电机座与底板1相连接;传动电机23输出轴旋转能带动对应的传动杆21进行转动,传动杆21转动时能带动传输带22进行转动,使得传输带22能对待雕刻的矩形物品进行传输,进而使待雕刻的矩形物品能依次被激光雕刻机4进行雕刻、被拍照检测机5进行检测。
参照图3和图4所示,即本申请中用于夹持、提升以及旋转矩形物品的提升换向机构3;具体的,提升换向机构3包括侧立板30、水平撑板31、连接架32、容纳槽101、从动连杆33、双向气缸一34、安装连板35、夹持架36、提升单元37和旋转单元38,侧立板30对称设置在激光雕刻机4和拍照检测机5下侧,侧立板30上端滑动穿设有水平撑板31,前后两侧水平撑板31的相背侧面之间设置有冂形结构的连接架32,以用于连接左右对应的水平撑板31;承托板11上开设有与连接架32相对应的容纳槽101,使得连接架32可以移动至贴合侧立板30的位置,扩大了水平撑板31的移动范围。
连接架32相对侧面的下端对称设置有从动连杆33,从动连杆33滑动穿设在对应的承托块10上端,从而提高了连接架32滑动过程的稳定性;其中两个前后对应的从动连杆33之间设置有双向气缸一34,双向气缸一34中部的固定端通过气缸座与承托板11相连接,双向气缸一34能通过对应的从动连杆33带动连接架32和水平撑板31进行移动;水平撑板31的相对侧面上设置有安装连板35,安装连板35的相对侧设置有夹持架36,夹持架36上设置有提升单元37,夹持架36上侧设置有旋转单元38。
水平撑板31能通过安装连板35带动夹持架36同时向中部移动以进行夹持、或向远离中部的一侧移动以不再夹持,进一步的,夹持架36还能对不同宽度的矩形物品进行夹持,从而提高了本发明的适用性;当前后两侧的夹持架36配合完成对矩形物品的夹持后,通过提升单元37能带矩形物品向上移动,当矩形物品移动至旋转单元38侧时,通过旋转单元38能带动矩形物品进行转动,使得矩形物品的不同面能依次朝上,以便于激光雕刻机4和拍照检测机5能依次对矩形物品的不同面进行雕刻和拍照检测。
参照图5所示,即本申请中用于带动矩形物品向上移动的提升单元37;具体的,提升单元37包括传动辊370、传动连杆371、传动提升带372、转动电机373和铲料块374,传动辊370通过转动配合的方式对称设置在夹持架36的上下两端,下端左右对应的传动辊370之间设置有传动连杆371,上下对应的传动辊370之间传动设置有对称分布的传动提升带372,左侧上端的传动辊370的一端设置有转动电机373,转动电机373通过电机座与对应的夹持架36相固定,前后两侧夹持架36的相对侧面下端对称设置有铲料块374,铲料块374的相对侧面向下倾斜。
当前后两侧的夹持架36向中部移动时能带动铲料块374一同移动,使得铲料块374的倾斜端能插入至矩形物品的底部,此时夹持架36能通过传动提升带372对矩形物品进行夹持,之后开启转动电机373,转动电机373输出轴旋转能带动对应的传动辊370进行转动,前后两侧的传动辊370转动方向相反,传动辊370转动时则能通过传动提升带372带动下侧对应的传动辊370进行转动,下侧的传动辊370能通过传动连杆371带动右侧的传动辊370和传动提升带372进行转动,使得两侧的传动提升带372能同时带动矩形物品向上移动至旋转单元38处,当矩形物品完成激光雕刻、拍照检测后,转动电机373输出轴反向转动则能带动矩形物品向下移动至传输带22上端。
参照图5和图6所示,即本申请中用于带动矩形物品进行转动换向的旋转单元38;具体的,旋转单元38包括限位连板380、夹持杆381、旋转齿轮382、驱动齿条383、连接条384、L形插杆385、L形连杆386、气缸连块387和驱动气缸388,限位连板380设置在前后两侧夹持架36的相背侧面上端,限位连板380中部滑动穿设有位于传动提升带372之间的夹持杆381,使得夹持杆381不会影响传动提升带372的转动,前后两侧夹持杆381的相对侧穿过对应的夹持架36,当前后两侧的夹持杆381向中部移动时,夹持架36能对矩形物品进行进一步的夹持。
前侧的夹持杆381外侧面上远离夹持架36的一侧设置有旋转齿轮382,旋转齿轮382下侧啮合有驱动齿条383,驱动齿条383之间设置有连接条384,连接条384下端右侧设置有L形插杆385,L形插杆385滑动插设在对应的水平撑板31上,L形插杆385的右端设置有与对应驱动齿条383相连接的L形连杆386,连接条384下端左侧设置有气缸连块387,气缸连块387左端设置有驱动气缸388,驱动气缸388左侧的固定端通过气缸座与对应的夹持架36相连接。
驱动气缸388能带动气缸连块387、连接条384、L形连杆386、L形插杆385和驱动齿条383进行移动,驱动齿条383移动时能带动对应的旋转齿轮382进行转动,旋转齿轮382转动时则能带动对应的夹持杆381进行转动,夹持杆381在受到外力挤压对矩形物品进行夹持时,就能带动矩形物品进行转动换向,使得矩形物品的不同面能依次朝上,以便于激光雕刻机4和拍照检测机5能对矩形物品进行激光雕刻和拍照检测。
参照图6所示,通过上述披露的技术方案可以看出,还未对夹持杆381进行挤压,因此夹持杆381的夹持力度不强,为了提高夹持杆381的夹持力度,便设置了用于推动夹持杆381进行夹紧的夹紧单元39;具体的,夹紧单元39包括限位环390、从动连架391、复位压簧392和伸缩气缸393,限位环390设置在夹持杆381的外侧面上且位于限位连板380的相对侧,夹持杆381的相背侧之间转动连接有T形结构的从动连架391,限位环390外侧面上套设有位于限位连板380相背侧的复位压簧392,前侧的复位压簧392前端位于对应的旋转齿轮382后侧。
后侧的复位压簧392后端抵紧对应的从动连架391,复位压簧392杆能通过对应的旋转齿轮382、从动连架391带动对应的夹持杆381向远离限位连板380的一侧移动,而限位环390又能对夹持杆381进行限位,以避免夹持杆381脱离对应的夹持架36;从动连架391垂直折边的相背侧设置有伸缩气缸393,伸缩气缸393的固定端与对应的连接架32相固定;伸缩气缸393能带动从动连架391从动连架391进行移动,从动连架391则能带动夹持杆381对矩形物品进行夹持。
实施例
参照图7所示,在实施例一的基础上,通过上述披露的技术方案可以看出,矩形物品受夹持杆381所夹持的前侧面和后侧面未能被换向朝上,于是,为了使矩形物品的前后侧面也能被依次转动朝上,便在传输带22之间设置了夹持换向机构6;具体的,夹持换向机构6包括燕尾导条60、支撑滑板61、调节丝杠62、安装块63、调节电机64、滑动通槽65、销轴杆66、调节单元67、支撑转板68和换向单元69,燕尾导条60设置在底板1上端中部。
燕尾导条60上端滑动设置有位于夹持架36两侧的支撑滑板61,燕尾导条60能为支撑滑板61的滑动轨迹进行限位和导向,支撑滑板61之间通过螺纹配合的方式设置有调节丝杠62,调节丝杠62上位于夹持架36两侧的螺纹方向相反,当调节丝杠62进行转动时,能带动位于夹持架36两侧的支撑滑板61同时向靠近夹持架36的一侧移动、或向远离夹持架36的一侧移动;调节丝杠62两端转动设置有安装块63,安装块63与底板1相固定。
调节丝杠62的一端穿过安装块63并设置有调节电机64,调节电机64通过电机座与底板1相固定,调节电机64输出轴旋转时能带动调节丝杠62进行转动,使得调节丝杠62能带动支撑滑板61进行移动;承托板11中部开设有与支撑滑板61相对应的滑动通槽65,支撑滑板61上端为凹形结构,支撑滑板61上端转动设置有销轴杆66,销轴杆66的一端设置有调节单元67,销轴杆66外侧面上固定设置有支撑转板68,支撑转板68上端设置有换向单元69。
调节单元67能通过销轴杆66带动支撑转板68和换向单元69进行折叠,以避免支撑转板68对矩形物品的传输造成阻挡,当需要对矩形物品进行夹持时,需要先通过调节单元67间接带动支撑转板68进行转动,当支撑转板68转动至垂直的展开状态时,通过调节电机64间接带动支撑滑板61和支撑转板68向靠近对应夹持架36的一侧移动,使得支撑转板68能对矩形物品的左右侧面进行夹持,进一步的,夹持换向机构6还能对不同长度的矩形物品进行夹持,从而提高了本发明的适用性。
当支撑转板68对矩形物品的左右侧面进行夹持后,通过提升换向机构3使其不再夹持矩形物品的前后侧面,然后再通过换向单元69就能带动矩形物品进行转动,从而使之前被夹持杆381所夹持的前后侧面能在转动的过程中依次朝上,从而使激光雕刻机4能对矩形物品进行全部的正面、背面和侧面的三面雕刻,而拍照检测机5则能对矩形物品同步进行正面、背面和侧面的三面检测。
参照图7和图8所示,即本申请中用于通过销轴杆66带动支撑转板68进行折叠或展开的调节单元67;具体的,调节单元67包括支撑中块670、双向气缸二671、连接块672、连接杆673、传动齿条674和调节齿轮675,支撑中块670设置在底板1中部,支撑中块670与调节丝杠62转动连接,从而不会干涉调节丝杠62的转动,支撑中块670上端固定穿设有双向气缸二671,双向气缸二671左右两侧的伸缩端设置有L形结构的连接块672,且连接块672水平折边朝向相反,连接块672的水平折边上均设置有连接杆673,连接杆673的两端均设置有传动齿条674,传动齿条674上端啮合有调节齿轮675,前侧的调节齿轮675与位于夹持架36左侧的销轴杆66相连接,后侧的调节齿轮675与位于夹持架36右侧的销轴杆66相连接。
双向气缸二671能带动连接块672、连接杆673和传动齿条674进行移动,当支撑滑板61随调节丝杠62的转动而带动调节齿条进行左右调节时,双向气缸二671能间接带动对应的传动齿条674一同进行移动调节,以配合调节齿轮675的位移调节,当需要将支撑转板68向上转动至垂直状态时,双向气缸带动调节齿轮675进行转动即可对支撑转板68进行调节。
参照图9所示,即本申请中的换向单元69;具体的,换向单元69包括换向转杆690、夹持板691、夹持垫692、不完全齿轮693、从动齿条694、齿条板695和调节气缸696,支撑转板68上端中部转动穿设有换向转杆690,换向转杆690靠近夹持架36的一侧均设置有夹持板691,夹持板691能在外力的驱使下沿换向转杆690进行转动,夹持板691远离换向转杆690的一端设置有夹持垫692,夹持垫692用于提高夹持板691对矩形物品进行夹持的稳定程度。
左右两端换向转杆690的相背侧设置有不完全齿轮693,不完全齿轮693的一侧啮合有从动齿条694,从动齿条694下端设置有齿条板695,齿条板695下端设置有调节气缸696,调节气缸696通过气缸座与对应的支撑转板68相固定;调节气缸696能带动对应的从动齿条694进行移动,从动齿条694移动时则能带动对应的不完全齿轮693、换向转杆690、夹持板691和夹持垫692进行转动,当左右对应的夹持板691在调节丝杠62的间接带动下将矩形物品夹住后,通过调节气缸696就能间接带动矩形物品进行转动换向,从而实现了将经夹持杆381夹持后的矩形物品前后侧面依次翻转换向朝上的作用。
工作时:第一步,将待激光雕刻的矩形物品放置在传输带22上端左侧,然后通过传输机构2带动矩形物品向右移动,当矩形物品移动至左侧的夹持架36之间时,通过调节单元67带动折叠状态的支撑转板68转动至垂直状态,在此过程中,位于左侧夹持架36右侧的支撑转板68能对矩形物品的右端进行限位,然后通过调节电机64带动调节丝杠62进行转动,使得位于矩形物品左右两侧的支撑转板68能对矩形物品的左右两端进行限位,进而使矩形物品的中部能对左侧的夹持架36相对应。
第二步:然后通过双向气缸一34间接带动夹持架36对矩形物品进行夹持,之后通过提升单元37带动矩形物品向上移动,在此过程中,通过调节单元67带动支撑转板68进行折叠,避免其对矩形物品的左右两端造成干涉,之后夹持单元会通过夹持杆381对矩形物品进行进一步的夹紧,然后就可以通过激光雕刻机4对矩形物品的上端面进行激光雕刻。
第三步:当矩形物品的上端面完成雕刻后,夹持单元需要始终通过夹持杆381对矩形物品进行夹持,而夹持架36则不需要再对矩形物品进行夹持,因此需要通过双向气缸一34间接带动夹持架36使其进行小幅度的向外移动,并使夹持架36不再夹持矩形物品、又不影响夹持杆381对矩形物品的夹持,之后旋转单元38将通过夹持杆381带动矩形物品进行转动,使得矩形物品的右侧面、背面以及左侧面能依次朝上受到激光雕刻机4的激光雕刻。
第四步:当矩形物品的正面、背面以及左右侧面都经过雕刻后,再通过调节单元67带动夹持转板转动至垂直状态,之后通过调节电机64间接带动夹持板691和夹持垫692将矩形物品的作用两端夹持住,再通过双向气缸一34使夹持架36远离矩形物品、并使夹持单元使其不再通过夹持杆381对矩形物品的前后侧面进行夹持,之后再通过换向单元69带动矩形物品进行转动,使矩形物品之前被夹持杆381所夹持的前后侧面能被依次转动朝上,以便于激光雕刻机4能对这两个未被雕刻的面进行雕刻。
第五步:当激光雕刻机4完成对矩形物品正面、背面以及所有侧面的三面雕刻后,再通过换向单元69带动矩形物品的正面朝上,然后通过双向气缸一34间接带动夹持架36对矩形物品的前后侧面进行夹持,之后再通过提升单元37带动矩形物品向下移动,最后通过双向气缸一34间接带动夹持架36和铲料块374脱离矩形物品,使矩形物品可以继续被传输机构2所传输。
第六步:当经过雕刻的矩形物品移动至拍照检测机5下侧时,重复上述步骤,从而使拍照检测机5能也能依次对矩形物品正面、背面以及所有侧面进行拍照检测,并将完成拍照检测后的矩形物品再次放置在传输带22上继续向右传输。
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
Claims (7)
1.一种激光雕刻三面外观检测装置,包括底板(1),其特征在于:所述的底板(1)上端设置有传输机构(2),底板(1)上端位于传输机构(2)前后两侧均匀设置有承托块(10),承托块(10)上端之间设置有位于传输机构(2)内侧的承托板(11),承托板(11)上设置有提升换向机构(3),底板(1)上端依次设置有位于提升换向机构(3)上侧的激光雕刻机(4)和拍照检测机(5),其中:
所述的提升换向机构(3)包括对称设置在激光雕刻机(4)和拍照检测机(5)下侧的侧立板(30),侧立板(30)上端滑动穿设有水平撑板(31),前后两侧水平撑板(31)的相背侧面之间设置有冂形结构的连接架(32),承托板(11)上开设有与连接架(32)相对应的容纳槽(101),连接架(32)相对侧面的下端对称设置有从动连杆(33),从动连杆(33)滑动穿设在对应的承托块(10)上端,其中两个前后对应的从动连杆(33)之间设置有双向气缸一(34),双向气缸一(34)中部的固定端通过气缸座与承托板(11)相连接,水平撑板(31)的相对侧面上设置有安装连板(35),安装连板(35)的相对侧设置有夹持架(36),夹持架(36)上设置有提升单元(37),夹持架(36)上侧设置有旋转单元(38);
所述的提升单元(37)包括传动辊(370)、传动连杆(371)、传动提升带(372)、转动电机(373)和铲料块(374),传动辊(370)通过转动配合的方式对称设置在夹持架(36)的上下两端,下端左右对应的传动辊(370)之间设置有传动连杆(371),上下对应的传动辊(370)之间传动设置有对称分布的传动提升带(372),左侧上端的传动辊(370)的一端设置有转动电机(373),转动电机(373)通过电机座与对应的夹持架(36)相固定,前后两侧夹持架(36)的相对侧面下端对称设置有铲料块(374),铲料块(374)的相对侧面向下倾斜。
2.根据权利要求1所述的一种激光雕刻三面外观检测装置,其特征在于:所述的旋转单元(38)包括限位连板(380)、夹持杆(381)、旋转齿轮(382)、驱动齿条(383)、连接条(384)、L形插杆(385)、L形连杆(386)、气缸连块(387)和驱动气缸(388),限位连板(380)设置在前后两侧夹持架(36)的相背侧面上端,限位连板(380)中部滑动穿设有位于传动提升带(372)之间的夹持杆(381),前后两侧夹持杆(381)的相对侧穿过对应的夹持架(36),前侧的夹持杆(381)外侧面上远离夹持架(36)的一侧设置有旋转齿轮(382),旋转齿轮(382)下侧啮合有驱动齿条(383),驱动齿条(383)之间设置有连接条(384),连接条(384)下端右侧设置有L形插杆(385),L形插杆(385)滑动插设在对应的水平撑板(31)上,L形插杆(385)的右端设置有与对应驱动齿条(383)相连接的L形连杆(386),连接条(384)下端左侧设置有气缸连块(387),气缸连块(387)左端设置有驱动气缸(388),驱动气缸(388)左侧的固定端通过气缸座与对应的夹持架(36)相连接。
3.根据权利要求1所述的一种激光雕刻三面外观检测装置,还包括用于推动夹持杆(381)进行夹紧的夹紧单元(39),其特征在于:所述的夹紧单元(39)包括限位环(390)、从动连架(391)、复位压簧(392)和伸缩气缸(393),限位环(390)设置在夹持杆(381)的外侧面上且位于限位连板(380)的相对侧,夹持杆(381)的相背侧之间转动连接有T形结构的从动连架(391),限位环(390)外侧面上套设有位于限位连板(380)相背侧的复位压簧(392),前侧的复位压簧(392)前端位于对应的旋转齿轮(382)后侧,后侧的复位压簧(392)后端抵紧对应的从动连架(391),从动连架(391)垂直折边的相背侧设置有伸缩气缸(393),伸缩气缸(393)的固定端与对应的连接架(32)相固定。
4.根据权利要求1所述的一种激光雕刻三面外观检测装置,其特征在于:所述的传输机构(2)包括支撑侧板(20)、传动杆(21)、传输带(22)和传动电机(23),呈矩形分布的至少四个支撑侧板(20)设置在底板(1)上端,前后对应的支撑侧板(20)之间转动设置有传动杆(21),传动杆(21)之间传动设置有对称分布的传输带(22),承托板(11)的左右两端与对应的支撑侧板(20)相连接,其中一侧的传动杆(21)的一端设置有传动电机(23),传动电机(23)通过电机座与底板(1)相连接。
5.根据权利要求4所述的一种激光雕刻三面外观检测装置,还包括设置在传输带(22)之间的夹持换向机构(6),其特征在于:所述的夹持换向机构(6)包括燕尾导条(60)、支撑滑板(61)、调节丝杠(62)、安装块(63)、调节电机(64)、滑动通槽(65)、销轴杆(66)、调节单元(67)、支撑转板(68)和换向单元(69),燕尾导条(60)设置在底板(1)上端中部,燕尾导条(60)上端滑动设置有位于夹持架(36)两侧的支撑滑板(61),支撑滑板(61)之间通过螺纹配合的方式设置有调节丝杠(62),调节丝杠(62)上位于夹持架(36)两侧的螺纹方向相反,调节丝杠(62)两端转动设置有安装块(63),安装块(63)与底板(1)相固定,调节丝杠(62)的一端穿过安装块(63)并设置有调节电机(64),调节电机(64)通过电机座与底板(1)相固定,承托板(11)中部开设有与支撑滑板(61)相对应的滑动通槽(65),支撑滑板(61)上端为凹形结构,支撑滑板(61)上端转动设置有销轴杆(66),销轴杆(66)的一端设置有调节单元(67),销轴杆(66)外侧面上设置有支撑转板(68),支撑转板(68)上端设置有换向单元(69)。
6.根据权利要求5所述的一种激光雕刻三面外观检测装置,其特征在于:所述的调节单元(67)包括支撑中块(670)、双向气缸二(671)、连接块(672)、连接杆(673)、传动齿条(674)和调节齿轮(675),支撑中块(670)设置在底板(1)中部,支撑中块(670)与调节丝杠(62)转动连接,支撑中块(670)上端固定穿设有双向气缸二(671),双向气缸二(671)左右两侧的伸缩端设置有L形结构的连接块(672),且连接块(672)水平折边朝向相反,连接块(672)的水平折边上均设置有连接杆(673),连接杆(673)的两端均设置有传动齿条(674),传动齿条(674)上端啮合有调节齿轮(675),前侧的调节齿轮(675)与位于夹持架(36)左侧的销轴杆(66)相连接,后侧的调节齿轮(675)与位于夹持架(36)右侧的销轴杆(66)相连接。
7.根据权利要求5所述的一种激光雕刻三面外观检测装置,其特征在于:所述的换向单元(69)包括换向转杆(690)、夹持板(691)、夹持垫(692)、不完全齿轮(693)、从动齿条(694)、齿条板(695)和调节气缸(696),支撑转板(68)上端中部转动穿设有换向转杆(690),换向转杆(690)靠近夹持架(36)的一侧均设置有夹持板(691),夹持板(691)远离换向转杆(690)的一端设置有夹持垫(692),左右两端换向转杆(690)的相背侧设置有不完全齿轮(693),不完全齿轮(693)的一侧啮合有从动齿条(694),从动齿条(694)下端设置有齿条板(695),齿条板(695)下端设置有调节气缸(696),调节气缸(696)通过气缸座与对应的支撑转板(68)相固定。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202310543794.5A CN116252053B (zh) | 2023-05-15 | 2023-05-15 | 一种激光雕刻三面外观检测装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202310543794.5A CN116252053B (zh) | 2023-05-15 | 2023-05-15 | 一种激光雕刻三面外观检测装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN116252053A CN116252053A (zh) | 2023-06-13 |
| CN116252053B true CN116252053B (zh) | 2023-07-14 |
Family
ID=86684737
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202310543794.5A Active CN116252053B (zh) | 2023-05-15 | 2023-05-15 | 一种激光雕刻三面外观检测装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN116252053B (zh) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116897827B (zh) * | 2023-08-11 | 2024-05-07 | 新疆农业科学院经济作物研究所(新疆维吾尔自治区棉花研究所新疆维吾尔自治区甜菜改良中心) | 一种甜菜选育套帐隔离装置及使用方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN212122083U (zh) * | 2020-04-01 | 2020-12-11 | 广德竹昌电子科技有限公司 | 一种多头多面旋转高精度镭雕机 |
| CN214322207U (zh) * | 2020-12-25 | 2021-10-01 | 广州市宏新机电设备有限公司 | 一种高效打标机 |
| CN113155834A (zh) * | 2021-04-28 | 2021-07-23 | 深圳市路安仪器设备有限公司 | 一种数据采集工作站的连接件检测设备 |
| CN113085425A (zh) * | 2021-05-13 | 2021-07-09 | 深圳市恒茂科技有限公司 | 一种翻板雕刻机构及方法 |
| CN215615813U (zh) * | 2021-08-20 | 2022-01-25 | 福建省腾恒光电有限公司 | 一种电子元件加工用打标设备 |
| CN115922100A (zh) * | 2022-12-21 | 2023-04-07 | 安徽恒茂高科科技有限责任公司 | 一种自动送料平台视觉定位激光打标机 |
| CN218877841U (zh) * | 2022-12-28 | 2023-04-18 | 苏州正意自控技术有限公司 | 一种在线提升翻转产品机构 |
-
2023
- 2023-05-15 CN CN202310543794.5A patent/CN116252053B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN116252053A (zh) | 2023-06-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN116252053B (zh) | 一种激光雕刻三面外观检测装置 | |
| CN112264908B (zh) | 一种亚克力板表面抛光装置 | |
| CN214393404U (zh) | 型材加工用自动送料装置 | |
| CN110395011B (zh) | 一种自动压纹机 | |
| CN113118647A (zh) | 一种全自动雨伞布小裁机的使用方法 | |
| CN210704116U (zh) | 一种水磨拉丝设备 | |
| CN216990380U (zh) | 一种纺织布料激光刻花机 | |
| CN111532857B (zh) | 一种工业海绵制备自动化卷切加工机械 | |
| CN210822395U (zh) | 一种电缆包装膜用防折叠搬运装置 | |
| CN212287997U (zh) | 一种木料切割机的上料机构 | |
| CN213617397U (zh) | 一种烧结砖生产用切割装置 | |
| CN210336892U (zh) | 玻璃自动覆膜切膜机 | |
| CN110385894B (zh) | 一种便于收集整理的纸张压纹机 | |
| CN113118645A (zh) | 一种雨伞布切割装置及其使用方法 | |
| CN211591215U (zh) | 一种塑料薄膜膜卷自动输送切边装置 | |
| CN210337288U (zh) | 一种可调节的包装装潢印刷品印刷装置 | |
| CN113844939A (zh) | 一种防褶皱收集胶带用复卷机 | |
| CN209840961U (zh) | 一种板材自动边界探测切割设备 | |
| CN219823062U (zh) | 一种纸张印刷翻转装置 | |
| CN217412829U (zh) | 一种高精确度镭射切割装置 | |
| CN108582979A (zh) | 一种筷子印花机 | |
| CN111235858B (zh) | 一种西装面料加工用裁切设备及其使用方法 | |
| CN220864155U (zh) | 一种多功能型的裁剪治具 | |
| CN219926312U (zh) | 一种用于板材加工的饰面纸自动对齐贴合设备 | |
| CN220807351U (zh) | 一种可调节的电梯导轨放置架 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |