CN116117891A - 一种pe三通管加工装置 - Google Patents
一种pe三通管加工装置 Download PDFInfo
- Publication number
- CN116117891A CN116117891A CN202310408746.5A CN202310408746A CN116117891A CN 116117891 A CN116117891 A CN 116117891A CN 202310408746 A CN202310408746 A CN 202310408746A CN 116117891 A CN116117891 A CN 116117891A
- Authority
- CN
- China
- Prior art keywords
- fixed
- way pipe
- motor
- push rod
- processing apparatus
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000003754 machining Methods 0.000 title abstract description 8
- 238000009966 trimming Methods 0.000 claims abstract description 26
- 230000007246 mechanism Effects 0.000 claims abstract description 20
- 239000002390 adhesive tape Substances 0.000 claims abstract description 12
- 230000000087 stabilizing effect Effects 0.000 claims abstract description 4
- 230000001360 synchronised effect Effects 0.000 claims description 19
- 238000007789 sealing Methods 0.000 claims description 11
- 229920000742 Cotton Polymers 0.000 claims description 10
- 230000000694 effects Effects 0.000 claims description 10
- 238000009826 distribution Methods 0.000 claims description 6
- 239000003381 stabilizer Substances 0.000 claims description 4
- 239000004698 Polyethylene Substances 0.000 description 50
- 239000004033 plastic Substances 0.000 description 16
- 229920003023 plastic Polymers 0.000 description 16
- 230000009471 action Effects 0.000 description 11
- 239000000853 adhesive Substances 0.000 description 4
- 230000001070 adhesive effect Effects 0.000 description 4
- 238000011156 evaluation Methods 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 238000004043 dyeing Methods 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000005272 metallurgy Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- -1 polyethylene Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/01—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work
- B26D1/12—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis
- B26D1/14—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a circular cutting member, e.g. disc cutter
- B26D1/157—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a circular cutting member, e.g. disc cutter rotating about a movable axis
- B26D1/18—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a circular cutting member, e.g. disc cutter rotating about a movable axis mounted on a movable carriage
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D5/00—Arrangements for operating and controlling machines or devices for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D5/02—Means for moving the cutting member into its operative position for cutting
- B26D5/06—Means for moving the cutting member into its operative position for cutting by electrical means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D5/00—Arrangements for operating and controlling machines or devices for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D5/08—Means for actuating the cutting member to effect the cut
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/01—Means for holding or positioning work
- B26D7/02—Means for holding or positioning work with clamping means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/18—Means for removing cut-out material or waste
- B26D7/1845—Means for removing cut-out material or waste by non mechanical means
- B26D7/1863—Means for removing cut-out material or waste by non mechanical means by suction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/27—Means for performing other operations combined with cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/01—Means for holding or positioning work
- B26D2007/013—Means for holding or positioning work the work being tubes, rods or logs
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
- Electrical Discharge Machining, Electrochemical Machining, And Combined Machining (AREA)
Abstract
本发明公开了一种PE三通管加工装置,包括工作台,所述工作台的顶部设置有测平修整机构,所述测平修整机构包括U型架,所述U型架的顶部开设有安装孔,所述安装孔的内部设置有第一电动推杆,所述第一电动推杆的外表面固定套接有稳定件,所述第一电动推杆的伸缩端顶部安装有矩形板,所述矩形板的底部固定有两个相对称的细绳,两个所述细绳的底端均固定有连接板,两个所述连接板的底部均粘接连接有双面胶贴,本发明通过设置测平修整机构,可以快速地实现对PE三通管端口进行测平修整加工操作,且操作简单,智能操作,有效地保证了PE三通管销售前的质量,同时提高了对PE三通管测平修整的速度,提高工作效率,提高PE三通管加工装置的使用效率。
Description
技术领域
本发明涉及PE管技术领域,具体为一种PE三通管加工装置。
背景技术
PE管是聚乙烯管的简称,在市政管材市场中有着举足轻重的作用,在化工、化纤、食品、林业、印染、制药、轻工、造纸、冶金等液体输送方面都有运用,而PE三通管也隶属于PE管类中,主要是可以用于改变流体方向。
现有的PE三通管在制作出来后,其端口处都需要进行测评修整操作,以保证销售前的质量,然现有的PE三通管加工装置在实际使用过程中虽然可以进行测评修整加工操作,但是大多都需要工作人员完全手动操作,且操作步骤较为复杂,工作效率低,继而降低PE三通管加工装置的使用效率。
因此,需要提出新型的一种PE三通管加工装置,以便于解决上述中提出的问题。
发明内容
本发明的目的在于提供一种PE三通管加工装置,以解决PE三通管加工装置工作效率低,操作步骤复杂,降低其使用效率的问题。
为实现上述目的,本发明提供如下技术方案:一种PE三通管加工装置,包括工作台,所述工作台的顶部设置有测平修整机构;
所述测平修整机构包括U型架,所述U型架的顶部开设有安装孔,所述安装孔的内部设置有第一电动推杆,所述第一电动推杆的外表面固定套接有稳定件,所述第一电动推杆的伸缩端顶部安装有矩形板,所述矩形板的底部固定有两个相对称的细绳,两个所述细绳的底端均固定有连接板,两个所述连接板的底部均粘接连接有双面胶贴,所述U型架的一侧安装有主控制器,两个所述双面胶贴的底端之间粘接连接有水平测量仪,所述U型架的正表面固定有L型架,所述L型架的内壁顶部开设有滑槽,所述滑槽的内壁正表面活动贯穿有螺纹杆,所述滑槽的内部滑动连接有滑块,所述滑块的底部固定有凹型柱,所述凹型柱的内部安装有第二电动推杆,所述第二电动推杆的伸缩端底部固定有安装板,所述安装板的底部安装有第一电机,所述第一电机的输出端安装有锯片,所述L型架的正表面安装有第二电机。
优选的,所述U型架的底部与工作台的顶部相固定,所述稳定件通过螺栓安装在U型架的内壁顶部,两个所述细绳的底端均活动贯穿U型架的顶部,所述L型架的底部与工作台的顶部相固定,方便在细绳、连接板和双面胶贴的配合下,可以让矩形板带动水平测量仪进行移动。
优选的,所述螺纹杆的另一端通过轴承转动连接在滑槽的内壁另一侧,所述螺纹杆的另一端螺纹贯穿滑块的正表面,所述第二电机的输出端与螺纹杆的一端相固定,方便在第二电机、螺纹杆、滑槽、L型架和滑块的配合下,可以带动凹型柱进行水平移动。
优选的,所述主控制器分别与第一电动推杆、水平测量仪、第二电动推杆、第一电机和第二电机电性连接,方便在水平测量仪的作用下,可以对PE三通管的端口面进行测平修整加工操作。
优选的,所述工作台的底部四角均固定有矩形柱,所述工作台的顶部安装有两个相对称的电动伸缩杆,所述工作台的顶部开设有放置孔,两个所述电动伸缩杆的伸缩端均固定有弧形块,方便在电动伸缩杆、弧形块和防滑垫的配合下,可以对PE三通管进行固定。
优选的,两个所述弧形块的内壁均粘接连接有防滑垫,所述U型架的一侧安装有同步控制器,所述同步控制器分别与两个电动伸缩杆电性连接,所述同步控制器与主控制器电性连接,方便在同步控制器和主控制器的配合下,可以控制两个电动伸缩杆同步启动和关闭。
优选的,所述工作台的顶部设置有收集机构,所述收集机构包括两个卡槽,两个所述卡槽开设于两个U型架的顶部,所述工作台的顶部开设有限位槽,所述限位槽的内部设置有透明壳,所述第一电机的外表面安装有导流壳,所述导流壳的后表面固定有收集盒,所述收集盒的底部安装有密封塞,方便在导流壳的作用下,可以将锯片惯性带动塑料废屑导流到收集盒的内部。
优选的,所述放置孔的输出端安装有收集瓶,所述透明壳的后表面固定有空心块,所述空心块的内部设置有工型过滤棉,所述透明壳的后表面等距分布安装有多个微型气泵,所述空心块的内壁底部等距分布开设有多个圆柱孔,每个所述微型气泵的输入端分别处于每个圆柱孔的内部,方便在工型过滤棉的作用下,可以将气体中混有的塑料废屑过滤留在空心块的内部。
优选的,所述空心块的顶部固定贯穿有多通管,所述多通管的输出端活动固定贯穿透明壳的后表面,所述多通管的输入端均处于凹型块的内部,所述透明壳的内壁后表面固定有凹型块,所述凹型块的正表面等距分布开设有多个进气孔,方便在透明壳的作用下,可以观察PE三通管测平修整加工的情况。
优选的,所述透明壳的后表面安装有控制器本体,所述控制器本体分别与每个微型气泵电性连接,所述透明壳的正表面固定有两个卡块,两个所述卡块分别处于两个卡槽的内部,所述空心块的后表面安装有密封板,方便在微型气泵的作用下,可以为进气孔的进气端提供强大的吸力。
与现有技术相比,本发明的有益效果是:
1、本发明通过设置测平修整机构,可以快速地实现对PE三通管端口进行测平修整加工操作,且操作简单,能智能操作,有效地保证了PE三通管销售前的质量,同时提高了对PE三通管测平修整的速度,提高工作效率,当需要对PE三通管端口进行测平修整加工操作时,此时直接利用主控制器、同步控制器、电动伸缩杆、弧形块、放置孔和防滑垫的配合,将PE三通管进行固定,同时利用主控制器和第二电动推杆的配合,调整锯片的位置,接着利用主控制器和第一电动推杆的配合,带动矩形板慢慢地下移,此时在水平测量仪、连接板、双面胶贴和细绳都会在自身重量的作用下,慢慢下移,当第一电动推杆的伸缩端不能发生移动时,此时水平测量仪的底部刚好处于PE三通管朝上的端口上,这时细绳刚好处于松散状态,此时水平测量仪即可对PE三通管朝上端口面进行水平测平操作,接着检测到的数据会传输到主控器上,并将接收到的数据与事先设置的水平值数值进行比对,当两个数值不同时,此时主控制器会直接控制第一电机启动,这时启动的第一电机会直接带动锯片转动,同时主控制器也会在第一电动推杆、矩形板、细绳、连接板和双面胶贴的配合,带动水平测量仪复位到初始位置,接着主控制器也会启动第二电机,并通过滑槽、滑块、凹型柱、第二电动推杆、安装板和第一电机的配合,直接带动转动的锯片发生移动,实现对固定后的PE三通管进行修整加工操作。
2、本发明通过设置收集机构,可以让锯片对PE三通管修整加工时产生的塑料碎屑进行收集操作,防止塑料碎屑四散在工作台上,影响后期清理,当锯片接触到PE三通管朝上端口表面,并继续移动时,此时高速转动的锯片即可对其修整加工操作,而这时修整加工产生的一部分塑料碎屑会被高速转动的锯片惯性带动导流壳的内部,之后被导流到收集盒的内部,而修整加工产生的另一部分塑料碎屑会在多个进气孔进气端强大吸力的作用下,直接被吸收到凹型块的内部,接着进入多通管的内部,之后被导流到空心块的内部,再接着在工型过滤棉的作用下,直接将塑料碎屑过滤留在空心块的内部,而被过滤后的气体会直接被分离进入每个微型气泵的内部,最后从其输出端喷出,即完成对塑料碎屑收集操作。
附图说明
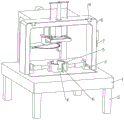
图1为本发明一种PE三通管加工装置的立体图;
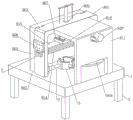
图2为本发明一种PE三通管加工装置的侧视角度立体图;
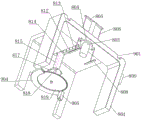
图3为本发明一种PE三通管加工装置的仰视角度部分立体图;
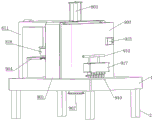
图4为本发明一种PE三通管加工装置的另一角度立体图;
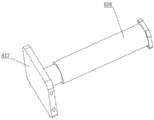
图5为本发明一种PE三通管加工装置的第二电动推杆和安装板的立体结构示意图;
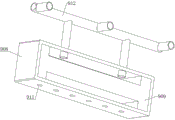
图6为本发明一种PE三通管加工装置的空心块、工型过滤棉、圆柱孔和多通管的立体结构示意图;
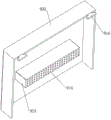
图7为本发明一种PE三通管加工装置的透明壳、凹型块、进气孔和卡块的立体结构示意图;
图8为本发明一种PE三通管加工装置的收集盒和密封塞的立体结构示意图;
图9为本发明一种PE三通管加工装置的收集瓶立体图。
图中:1、工作台;2、矩形柱;3、电动伸缩杆;4、放置孔;5、弧形块;6、防滑垫;7、同步控制器;
8、测平修整机构;801、U型架;802、安装孔;803、第一电动推杆;804、稳定件;805、矩形板;806、细绳;807、连接板;808、双面胶贴;809、主控制器;810、水平测量仪;811、L型架;812、滑槽;813、螺纹杆;814、滑块;815、凹型柱;816、第二电动推杆;817、安装板;818、第一电机;819、锯片;820、第二电机;
9、收集机构;901、卡槽;902、限位槽;903、透明壳;904、导流壳;905、收集盒;906、密封塞;907、收集瓶;908、空心块;909、工型过滤棉;910、微型气泵;911、圆柱孔;912、多通管;913、凹型块;914、进气孔;915、控制器本体;916、卡块;917、密封板。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施条例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1-图9所示,本发明提供一种技术方案:一种PE三通管加工装置,包括工作台1,工作台1的顶部设置有测平修整机构8;
测平修整机构8包括U型架801,U型架801的顶部开设有安装孔802,安装孔802的内部设置有第一电动推杆803,第一电动推杆803的外表面固定套接有稳定件804,第一电动推杆803的伸缩端顶部安装有矩形板805,矩形板805的底部固定有两个相对称的细绳806,两个细绳806的底端均固定有连接板807,两个连接板807的底部均粘接连接有双面胶贴808,U型架801的一侧安装有主控制器809,两个双面胶贴808的底端之间粘接连接有水平测量仪810,U型架801的正表面固定有L型架811,L型架811的内壁顶部开设有滑槽812,滑槽812的内壁正表面活动贯穿有螺纹杆813,滑槽812的内部滑动连接有滑块814,滑块814的底部固定有凹型柱815,凹型柱815的内部安装有第二电动推杆816,第二电动推杆816的伸缩端底部固定有安装板817,安装板817的底部安装有第一电机818,第一电机818的输出端安装有锯片819,L型架811的正表面安装有第二电机820。
根据图1-图4所示,U型架801的底部与工作台1的顶部相固定,稳定件804通过螺栓安装在U型架801的内壁顶部,两个细绳806的底端均活动贯穿U型架801的顶部,L型架811的底部与工作台1的顶部相固定,方便在细绳806、连接板807和双面胶贴808的配合下,可以让矩形板805带动水平测量仪810进行移动。
根据图2和图3所示,螺纹杆813的另一端通过轴承转动连接在滑槽812的内壁另一侧,螺纹杆813的另一端螺纹贯穿滑块814的正表面,第二电机820的输出端与螺纹杆813的一端相固定,方便在第二电机820、螺纹杆813、滑槽812、L型架811和滑块814的配合下,可以带动凹型柱815进行水平移动。
根据图2-图5所示,主控制器809分别与第一电动推杆803、水平测量仪810、第二电动推杆816、第一电机818和第二电机820电性连接,方便在水平测量仪810的作用下,可以对PE三通管的端口面进行测平修整加工操作。
根据图1、图2和图4所示,工作台1的底部四角均固定有矩形柱2,工作台1的顶部安装有两个相对称的电动伸缩杆3,工作台1的顶部开设有放置孔4,两个电动伸缩杆3的伸缩端均固定有弧形块5,方便在电动伸缩杆3、弧形块5和防滑垫6的配合下,可以对PE三通管进行固定。
根据图1-图3所示,两个弧形块5的内壁均粘接连接有防滑垫6,U型架801的一侧安装有同步控制器7,同步控制器7分别与两个电动伸缩杆3电性连接,同步控制器7与主控制器809电性连接,方便在同步控制器7和主控制器809的配合下,可以控制两个电动伸缩杆3同步启动和关闭。
根据图1-图4、图7和图8所示,工作台1的顶部设置有收集机构9,收集机构9包括两个卡槽901,两个卡槽901开设于两个U型架801的顶部,工作台1的顶部开设有限位槽902,限位槽902的内部设置有透明壳903,第一电机818的外表面安装有导流壳904,导流壳904的后表面固定有收集盒905,收集盒905的底部安装有密封塞906,方便在导流壳904的作用下,可以将锯片819惯性带动塑料废屑导流到收集盒905的内部。
根据图1-图4、图6、图7和图9所示,放置孔4的输出端安装有收集瓶907,透明壳903的后表面固定有空心块908,空心块908的内部设置有工型过滤棉909,透明壳903的后表面等距分布安装有多个微型气泵910,空心块908的内壁底部等距分布开设有多个圆柱孔911,每个微型气泵910的输入端分别处于每个圆柱孔911的内部,方便在工型过滤棉909的作用下,可以将气体中混有的塑料废屑过滤留在空心块908的内部。
根据图2、图4、图6和图7所示,空心块908的顶部固定贯穿有多通管912,多通管912的输出端活动固定贯穿透明壳903的后表面,多通管912的输入端均处于凹型块913的内部,透明壳903的内壁后表面固定有凹型块913,凹型块913的正表面等距分布开设有多个进气孔914,方便在透明壳903的作用下,可以观察PE三通管测平修整加工的情况。
根据图2-图4、图6和图7所示,透明壳903的后表面安装有控制器本体915,控制器本体915分别与每个微型气泵910电性连接,透明壳903的正表面固定有两个卡块916,两个卡块916分别处于两个卡槽901的内部,空心块908的后表面安装有密封板917,方便在微型气泵910的作用下,可以为进气孔914的进气端提供强大的吸力。
其整个机构达到的效果为:当需要对制作后的PE三通管的端面进行测平修整加工操作时,此时先将PE三通管的其中一个端放进放置孔4的内部,接着启动主控制器809,同时利用主控制器809启动第二电动推杆816,此时启动的第二电动推杆816会通过安装板817的配合,直接带动第一电机818下移,而下移的第一电机818也会带动导流壳904、锯片819、收集盒905和密封塞906同时发生移动,当锯片819下移到合适的位置时,此时直接利用主控制器809关闭第二电动推杆816,当第二电动推杆816的伸缩端不发生移动时,此时锯片819将不会发生移动,再接着设置好水平值数值,再之后利用主控制器809和同步控制器7的配合,同时启动两个电动伸缩杆3,此时启动的两个电动伸缩杆3会分别带动与之连接的弧形块5进行移动,这时相向移动的两个弧形块5会分别带动与之连接的防滑垫6进行移动,当两个电动伸缩杆3的伸缩端移动到不能移动时,此时PE三通管刚好紧紧地固定在两个防滑垫6之间,这时主控制器809和同步控制器7会将两个电动伸缩杆3同时关闭,接着再移动透明壳903,而这时移动的透明壳903会带动凹型块913、多通管912、工型过滤棉909、密封板917和微型气泵910发生移动,此时在通过限位槽902、卡块916和卡槽901的配合,即可对透明壳903进行限位固定,之后在利用主控制器809启动第一电动推杆803,此时启动的第一电动推杆803会带动矩形板805慢慢地下移,当矩形板805发生下移时,此时在水平测量仪810、连接板807、双面胶贴808和细绳806的配合下,慢慢地下移,当第一电动推杆803的伸缩端不能发生移动时,这时水平测量仪810的底部刚好处于PE三通管朝上的端口上,此时细绳806处于松散状态,这时水平测量仪810即可对PE三通管朝上端口面进行水平测平操作,接着水平测量仪810会将检测到的数据以电信号的方式传输到主控制器809上,此时主控制器809会将接收到的数据与事先设置的水平值数值进行比对,当接收到的数据数值与事先设置的水平数值不同时,此时主控制器809会直接控制第一电机818启动,此时启动的第一电机818会直接带动锯片819转动,同时主控制器809也会启动第一电动推杆803带动矩形板805慢慢上升,这时上升的矩形板805会在细绳806、连接板807和双面胶贴808的配合下,直接带动水平测量仪810复位到初始位置,同时主控制器809也会启动第二电机820,此时启动的第二电机820会在滑槽812的配合下,直接带动滑块814水平移动,而水平移动的滑块814也会带动凹型柱815发生移动,当凹型柱815发生移动时,此时移动的凹型柱815也会在第二电动推杆816、安装板817和第一电机818的配合下,直接带动转动的锯片819发生移动,同时移动的第一电机818也会带动导流壳904、收集盒905和密封塞906发生移动,与此同时,在锯片819发生移动时,直接利用控制器本体915启动所有的微型气泵910,此时启动的所有的微型气泵910会在所对应的圆柱孔911、密封板917、空心块908和凹型块913的配合下,使得每个进气孔914的进气端获得强大的吸力,当锯片819接触到PE三通管朝上端口表面,并继续移动时,此时高速转动的锯片819即可对其修整加工操作,这时修整加工产生的一部分塑料碎屑会被高速转动的锯片819惯性带动导流壳904的内部,此时在导流壳904的作用下,直接将进入导流壳904内部的塑料碎屑导流到收集盒905的内部,而修整加工产生的另一部分塑料碎屑会在多个进气孔914进气端强大吸力的作用下,直接被吸收到凹型块913的内部,接着通过多通管912的配合,直接将碎屑粉末导流到空心块908的内部,当塑料碎屑进入空心块908的内部时,此时在工型过滤棉909的作用下,直接将塑料碎屑过滤留在空心块908的内部,而被过滤后的气体会直接被分离进入每个微型气泵910的内部,最后从其输出端喷出,同时也会存在部分塑料碎屑进入放置孔4内部,最后掉落到收集瓶907的内部进行收集,当完成PE三通管的其中一端测平修整操作时,将锯片819复位,同时将透明壳903移出限位固定的位置,接着再利用主控制器809和同步控制器7的配合,同步启动两个电动伸缩杆3,让启动的两个电动伸缩杆3通过两个弧形块5,带动两个防滑垫6进行复位移动,之后再将PE三通管另一个端口朝上,并进行上述步骤操作,进行测平修整加工操作。
其中,电动伸缩杆3、同步控制器7、第一电动推杆803、主控制器809、水平测量仪810、第二电动推杆816、第一电机818、第二电机820、微型气泵910和控制器本体915均为现有技术,其组成部分和使用原理均为公开技术,在这里不做过多的解释。
尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
Claims (10)
1.一种PE三通管加工装置,其特征在于:包括工作台(1),所述工作台(1)的顶部设置有测平修整机构(8);
所述测平修整机构(8)包括U型架(801),所述U型架(801)的顶部开设有安装孔(802),所述安装孔(802)的内部设置有第一电动推杆(803),所述第一电动推杆(803)的外表面固定套接有稳定件(804),所述第一电动推杆(803)的伸缩端顶部安装有矩形板(805),所述矩形板(805)的底部固定有两个相对称的细绳(806),两个所述细绳(806)的底端均固定有连接板(807),两个所述连接板(807)的底部均粘接连接有双面胶贴(808),所述U型架(801)的一侧安装有主控制器(809),两个所述双面胶贴(808)的底端之间粘接连接有水平测量仪(810),所述U型架(801)的正表面固定有L型架(811),所述L型架(811)的内壁顶部开设有滑槽(812),所述滑槽(812)的内壁正表面活动贯穿有螺纹杆(813),所述滑槽(812)的内部滑动连接有滑块(814),所述滑块(814)的底部固定有凹型柱(815),所述凹型柱(815)的内部安装有第二电动推杆(816),所述第二电动推杆(816)的伸缩端底部固定有安装板(817),所述安装板(817)的底部安装有第一电机(818),所述第一电机(818)的输出端安装有锯片(819),所述L型架(811)的正表面安装有第二电机(820)。
2.根据权利要求1所述的PE三通管加工装置,其特征在于:所述U型架(801)的底部与工作台(1)的顶部相固定,所述稳定件(804)通过螺栓安装在U型架(801)的内壁顶部,两个所述细绳(806)的底端均活动贯穿U型架(801)的顶部,所述L型架(811)的底部与工作台(1)的顶部相固定。
3.根据权利要求1所述的PE三通管加工装置,其特征在于:所述螺纹杆(813)的另一端通过轴承转动连接在滑槽(812)的内壁另一侧,所述螺纹杆(813)的另一端螺纹贯穿滑块(814)的正表面,所述第二电机(820)的输出端与螺纹杆(813)的一端相固定。
4.根据权利要求1所述的PE三通管加工装置,其特征在于:所述主控制器(809)分别与第一电动推杆(803)、水平测量仪(810)、第二电动推杆(816)、第一电机(818)和第二电机(820)电性连接。
5.根据权利要求1所述的PE三通管加工装置,其特征在于:所述工作台(1)的底部四角均固定有矩形柱(2),所述工作台(1)的顶部安装有两个相对称的电动伸缩杆(3),所述工作台(1)的顶部开设有放置孔(4),两个所述电动伸缩杆(3)的伸缩端均固定有弧形块(5)。
6.根据权利要求5所述的PE三通管加工装置,其特征在于:两个所述弧形块(5)的内壁均粘接连接有防滑垫(6),所述U型架(801)的一侧安装有同步控制器(7),所述同步控制器(7)分别与两个电动伸缩杆(3)电性连接,所述同步控制器(7)与主控制器(809)电性连接。
7.根据权利要求5所述的PE三通管加工装置,其特征在于:所述工作台(1)的顶部设置有收集机构(9),所述收集机构(9)包括两个卡槽(901),两个所述卡槽(901)开设于两个U型架(801)的顶部,所述工作台(1)的顶部开设有限位槽(902),所述限位槽(902)的内部设置有透明壳(903),所述第一电机(818)的外表面安装有导流壳(904),所述导流壳(904)的后表面固定有收集盒(905),所述收集盒(905)的底部安装有密封塞(906)。
8.根据权利要求7所述的PE三通管加工装置,其特征在于:所述放置孔(4)的输出端安装有收集瓶(907),所述透明壳(903)的后表面固定有空心块(908),所述空心块(908)的内部设置有工型过滤棉(909),所述透明壳(903)的后表面等距分布安装有多个微型气泵(910),所述空心块(908)的内壁底部等距分布开设有多个圆柱孔(911),每个所述微型气泵(910)的输入端分别处于每个圆柱孔(911)的内部。
9.根据权利要求8所述的PE三通管加工装置,其特征在于:所述空心块(908)的顶部固定贯穿有多通管(912),所述多通管(912)的输出端活动固定贯穿透明壳(903)的后表面,所述多通管(912)的输入端均处于凹型块(913)的内部,所述透明壳(903)的内壁后表面固定有凹型块(913),所述凹型块(913)的正表面等距分布开设有多个进气孔(914)。
10.根据权利要求8所述的PE三通管加工装置,其特征在于:所述透明壳(903)的后表面安装有控制器本体(915),所述控制器本体(915)分别与每个微型气泵(910)电性连接,所述透明壳(903)的正表面固定有两个卡块(916),两个所述卡块(916)分别处于两个卡槽(901)的内部,所述空心块(908)的后表面安装有密封板(917)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202310408746.5A CN116117891A (zh) | 2023-04-18 | 2023-04-18 | 一种pe三通管加工装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202310408746.5A CN116117891A (zh) | 2023-04-18 | 2023-04-18 | 一种pe三通管加工装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN116117891A true CN116117891A (zh) | 2023-05-16 |
Family
ID=86299499
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202310408746.5A Pending CN116117891A (zh) | 2023-04-18 | 2023-04-18 | 一种pe三通管加工装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN116117891A (zh) |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102519404A (zh) * | 2011-12-07 | 2012-06-27 | 上海长星船舶设备服务有限公司 | 一种大直径法兰面平整度的测量和校正方法 |
| CN109080049A (zh) * | 2018-08-06 | 2018-12-25 | 林瑞 | 一种工程塑料脱模表面修整系统及其塑料表面修整工艺 |
| CN210360653U (zh) * | 2019-07-22 | 2020-04-21 | 安徽爱克瑞重工科技有限公司 | 一种工业自动化磨边机 |
| CN111558889A (zh) * | 2020-05-25 | 2020-08-21 | 柏涛涛 | 一种机械加工零件夹持装置及使用方法 |
| CN112658750A (zh) * | 2020-12-10 | 2021-04-16 | 湖南鸿云钢模科技有限公司 | 一种机械零件加工用切割设备 |
| CN216913205U (zh) * | 2021-12-30 | 2022-07-08 | 东莞市富垚精密模具有限公司 | 一种五金配件毛边打磨的五金模具 |
| CN217413559U (zh) * | 2021-12-30 | 2022-09-13 | 广东翰维电子有限公司 | 一种自行车车架加工用抛光装置 |
| CN115383539A (zh) * | 2022-09-02 | 2022-11-25 | 江苏迪威高压科技股份有限公司 | 一种高压管件的平整度检测装置及其检测方法 |
| CN218284991U (zh) * | 2022-10-08 | 2023-01-13 | 无锡市泰亨电子设备有限公司 | 一种用于非标准自动化设备的环保打磨装置 |
-
2023
- 2023-04-18 CN CN202310408746.5A patent/CN116117891A/zh active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102519404A (zh) * | 2011-12-07 | 2012-06-27 | 上海长星船舶设备服务有限公司 | 一种大直径法兰面平整度的测量和校正方法 |
| CN109080049A (zh) * | 2018-08-06 | 2018-12-25 | 林瑞 | 一种工程塑料脱模表面修整系统及其塑料表面修整工艺 |
| CN210360653U (zh) * | 2019-07-22 | 2020-04-21 | 安徽爱克瑞重工科技有限公司 | 一种工业自动化磨边机 |
| CN111558889A (zh) * | 2020-05-25 | 2020-08-21 | 柏涛涛 | 一种机械加工零件夹持装置及使用方法 |
| CN112658750A (zh) * | 2020-12-10 | 2021-04-16 | 湖南鸿云钢模科技有限公司 | 一种机械零件加工用切割设备 |
| CN216913205U (zh) * | 2021-12-30 | 2022-07-08 | 东莞市富垚精密模具有限公司 | 一种五金配件毛边打磨的五金模具 |
| CN217413559U (zh) * | 2021-12-30 | 2022-09-13 | 广东翰维电子有限公司 | 一种自行车车架加工用抛光装置 |
| CN115383539A (zh) * | 2022-09-02 | 2022-11-25 | 江苏迪威高压科技股份有限公司 | 一种高压管件的平整度检测装置及其检测方法 |
| CN218284991U (zh) * | 2022-10-08 | 2023-01-13 | 无锡市泰亨电子设备有限公司 | 一种用于非标准自动化设备的环保打磨装置 |
Non-Patent Citations (1)
| Title |
|---|
| 中国建筑装饰协会工程委员会编著: "《中型H型钢生产工艺与电气控制》", 北京:中国建筑工业出版社, pages: 715 * |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN113219186B (zh) | 一种全自动重金属分析仪 | |
| CN110823883A (zh) | 自动比色分析仪 | |
| CN116117891A (zh) | 一种pe三通管加工装置 | |
| CN219200923U (zh) | 一种土壤检测用取样器 | |
| CN218049121U (zh) | 一种新能源电池检测用治具 | |
| CN215846045U (zh) | 具有夹持功能的双工位锯床 | |
| CN214183229U (zh) | 一种多用途标本架 | |
| CN112497067A (zh) | 双工位发电机曲轴多点加工装置 | |
| CN210210507U (zh) | 带有定长机构的尿液试纸切割装置 | |
| CN217164481U (zh) | 一种用于血清测试前处理的实验平台 | |
| CN211978608U (zh) | 一种高效率毛细管效应检测仪 | |
| CN221342889U (zh) | 一种Type-C接头生产用搬运模组 | |
| CN220568510U (zh) | 一种生物科学细胞染色装置 | |
| CN220575562U (zh) | 一种用于导光板表面抛光装置 | |
| CN216636895U (zh) | 一种液体定量分装系统 | |
| CN110108867A (zh) | 一种用于尿液分析仪专用存放装置 | |
| CN218674590U (zh) | 一种混凝土硬度压力试验机 | |
| CN212045158U (zh) | 一种胶合板切割装置 | |
| CN221528178U (zh) | 一种混凝土强度检测装置 | |
| CN220671393U (zh) | 一种食品安全危害物检测装置 | |
| CN221826706U (zh) | 一种pet薄膜透湿性检测装置 | |
| CN221066596U (zh) | 数控裁板锯 | |
| CN221547267U (zh) | 一种泵体工装试验台 | |
| CN217980864U (zh) | 一种用于水利工程用取样装置 | |
| CN211741081U (zh) | 自动比色分析仪 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| RJ01 | Rejection of invention patent application after publication | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20230516 |