CN116083831B - 一种养殖棚舍用中宽度带钢及其制备方法 - Google Patents
一种养殖棚舍用中宽度带钢及其制备方法 Download PDFInfo
- Publication number
- CN116083831B CN116083831B CN202310375683.8A CN202310375683A CN116083831B CN 116083831 B CN116083831 B CN 116083831B CN 202310375683 A CN202310375683 A CN 202310375683A CN 116083831 B CN116083831 B CN 116083831B
- Authority
- CN
- China
- Prior art keywords
- groove
- fixedly connected
- strip steel
- mounting
- plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images













Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/003—Apparatus
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/06—Zinc or cadmium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/34—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the shape of the material to be treated
- C23C2/36—Elongated material
- C23C2/40—Plates; Strips
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Coating With Molten Metal (AREA)
Abstract
本发明涉及带钢镀锌技术领域,尤其是一种养殖棚舍用中宽度带钢及其制备方法,包括带钢,所述带钢的表面涂覆有镀锌层该制备方法包括以下步骤:步骤一、带钢输送:通过带钢制备装置对带钢进行输送;步骤二、带钢镀锌:通过带钢制备装置对带钢的表面进行镀锌处理;步骤三、锌渣处理:在镀锌的过程中,通过带钢制备装置对制备过程中产生的锌渣进行清理;通过输送机构对从锌锅内部沉没辊表面经过的带钢进行输送,通过清理机构对从锌锅内部移出的沉没辊表面上的正向螺旋槽和反向螺旋槽中的锌渣进行清理,从而维持正向螺旋槽和反向螺旋槽内部的清洁,避免内部残留的锌渣对镀锌过程中带钢表面的锌层造成损伤的现象发生。
Description
技术领域
本发明涉及带钢镀锌领域,尤其涉及一种养殖棚舍用中宽度带钢及其制备方法。
背景技术
大多养殖棚舍中用到的带钢为中宽度的带钢,这种带钢在镀锌完成后具有耐腐蚀性强,强度大等优点。
现有技术公开了部分关于镀锌的专利文件,申请号为202010721104.7的中国专利,公开了一种用于热镀锌生产线的锌锅捞渣装置的专利,包括锌锅本体,吊装环,插接座,吊装架,打捞电机,可旋转推动打捞座结构,可调节旋转收集架结构,可调节排风处理箱结构,可通风降温固定箱结构,固定板,倒L型插接板,螺纹槽,第一螺纹杆,挂接环和固定孔,所述的吊装环分别螺栓连接在锌锅本体的左右两侧上部。
在热镀锌生产线工艺流程中,带钢是通过加热炉的热处理后,由炉鼻子进入锌锅,然后通过锌锅内部的带有螺旋沟槽的沉没辊辅助输送,从而完成热镀锌过程,在镀锌的过程中会伴随着锌渣的产生,锌渣颗粒容易粘附在沉没辊上的螺旋沟槽中,由于螺旋沟槽自身的螺旋状,这种特殊结构会增加工作人员的清理难度,在清理锌渣时不便于对输送过程中的沉没辊上的螺旋沟槽内的锌渣进行彻底清理,当带钢在锌锅中经过沉没辊时,积累在沉没辊上面的锌渣容易压入锌层转移到带钢表面,从而形成点状缺陷,进而对带钢的镀锌效果造成影响。
发明内容
本发明的目的是为了解决现有技术中存在的缺点,而提出的一种养殖棚舍用中宽度带钢,包括带钢,所述带钢的表面涂覆有镀锌层。
一种养殖棚舍用中宽度带钢的制备方法,该制备方法包括以下步骤:
步骤一、带钢输送:通过带钢制备装置对带钢进行输送;
步骤二、带钢镀锌:通过带钢制备装置对带钢的表面进行镀锌处理;
步骤三、锌渣处理:在镀锌的过程中,通过带钢制备装置对制备过程中产生的锌渣进行清理;
步骤一至步骤三中的所述带钢制备装置包括锌锅,所述锌锅的顶部设有输送机构,所述输送机构用于对需要镀锌的带钢进行输送,所述锌锅的顶部对称固定连接有第一安装板,两个所述第一安装板的顶部共同固定连接有第二安装板,所述锌锅的侧壁上固定连接有第一电机,所述第一电机的输出轴端部贯穿所述锌锅以及相近的所述第一安装板后向外延伸固定连接有转动板,所述转动板的侧壁上对称转动连接有转轴,两个所述转轴的表面上均固定连接有沉没辊,两个所述沉没辊的表面上均开设有正向螺旋槽和反向螺旋槽,两个所述沉没辊的内部均设有加热机构,所述加热机构用于对所述沉没辊的表面进行加热处理;
远离所述第一电机的所述第一安装板侧壁上设有清理机构,所述清理机构用于对所述正向螺旋槽和所述反向螺旋槽的槽壁进行清理。
优选的,所述输送机构包括两个第一支撑架,两个所述第一支撑架对称固定连接在所述锌锅的侧壁上,两个所述第一支撑架的顶部均固定安装有安装架,两个所述安装架的上分别对称转动连接有传送辊。
优选的,所述加热机构包括第一安装槽,所述第一安装槽开设在所述沉没辊的端部,所述第一安装槽的槽壁上固定连接有电加热板,所述第一安装槽的槽口处固定连接有封堵板。
优选的,所述锌锅的顶部设有刮动机构,在两个所述沉没辊切换位置的过程中,所述刮动机构用于对所述沉没辊表面上粘附的锌液进行刮动,所述刮动机构包括第三安装板、摩擦板、两个粗糙环,所述第三安装板固定连接在所述锌锅的顶部和相近的所述第一安装板之间,所述第三安装板的侧壁上固定连接有两组刮板,两组所述刮板均呈弧形阵列分布,所述摩擦板固定连接在所述第三安装板的侧壁上,两个所述粗糙环分别固定连接在两个所述转轴的表面上,两个所述粗糙环的运动轨迹与所述摩擦板的形状相适配。
优选的,所述清理机构包括第一让位口、两个平行四边形块,所述第一让位口贯穿开设在所述第一安装板的侧壁上,前侧的所述第一安装板的侧壁上设有矫正机构,所述矫正机构用于对所述正向螺旋槽和所述反向螺旋槽的槽口朝向位置进行矫正,所述第一让位口内设有第一环形板,所述第一环形板与所述第二安装板之间设有位移驱动机构,所述位移驱动机构用于带动所述第一环形板进行移动,所述第一环形板的外环壁上对称开设有安装口,两个所述安装口的内壁上均固定连接有弹性垫,所述第一环形板的内环壁上开设有环形腔,所述环形腔的腔口处固定连接有第二环形板,所述第二环形板的外环壁上开设有两对对称设置的安装孔,每对所述安装孔错开设置,所述第二环形板的外环壁上对称固定连接有两个第一气弹簧,两个所述第一气弹簧的活塞杆端部均固定连接有联动板,两个所述联动板的表面上均固定连接有两个清理辊,四个所述清理辊均与所述正向螺旋槽和所述反向螺旋槽的槽壁相适配,四个所述清理辊的端部分别穿过对应的所述安装孔并向外延伸,四个所述清理辊的表面分别与对应的所述安装孔内壁密封接触,两个所述联动板的表面上横向滑动连接有滑动柱,两个所述滑动柱的端部分别贯穿两个所述弹性垫并向外延伸,所述滑动柱的表面与对应位置的所述弹性垫固定连接,其中一个所述平行四边形块固定连接在所述第二安装板的底部,另一个所述平行四边形块固定连接在所述第一让位口的内壁上,两个所述平行四边形块的侧壁上均开设有第一滑动槽和第二滑动槽,任意一个所述平行四边形块上的第一滑动槽与另一个所述平行四边形块上的第二滑动槽相对应,每个所述平行四边形块上的所述第一滑动槽的前后端分别和所述第二滑动槽的前后端之间开设有倾斜连通槽,每个所述平行四边形块上的倾斜连通槽平行设置,所述倾斜连通槽具有第一倾斜面,两个所述平行四边形块上的上下方向对应设置的第一倾斜面倾斜方向相反,位于上方的所述滑动柱插设在相近的所述第一滑动槽的内部,位于下方的所述滑动柱插设在相近的所述第二滑动槽的内部,两个所述第一滑动槽的槽壁上均设有第一单向限位机构,两个所述第二滑动槽的槽壁上均设有第二单向限位机构,所述第一单向限位机构和所述第二单向限位机构用于维持所述滑动柱的单向滑动轨迹,所述第二安装板的顶部设有锌渣收集机构,所述锌渣收集机构用于将所述清理辊清理下的锌渣进行收集。
优选的,所述矫正机构包括第二支撑架、两个第三环形板,所述第二支撑架固定连接在位于前侧的所述第一安装板的正面,所述第二支撑架的表面上固定连接有电缸,所述电缸的活塞杆端部固定连接有第四安装板,所述第四安装板的侧壁上呈圆周阵列固定连接有两个推动板,两个所述推动板的端部均设有第二倾斜面,两个所述第三环形板分别固定连接在两个所述沉没辊的端部,两个所述第三环形板的端部均呈圆周阵列开设有两个螺旋斜面,四个所述螺旋斜面均与所述第二倾斜面相适配。
优选的,所述位移驱动机包括两个连接板、第二电机,两个所述连接板均固定连接在所述第一环形板的外环壁上,两个所述连接板均与所述第二安装板的底部前后方向滑动连接,所述第二电机固定连接在位于后侧的所述第一安装板的表面上,所述第二电机的输出轴端部贯穿所述第一安装板并延伸后固定连接有往复丝杆,靠近所述往复丝杆的所述连接板通过螺纹通孔与所述往复丝杆连接。
优选的,所述第一单向限位机构包括第二安装槽,所述第二安装槽开设在所述第一滑动槽的槽壁上,所述第二单向限位机构包括第三安装槽,所述第三安装槽开设在所述第二滑动槽的槽壁上,所述第二安装槽和所述第三安装槽的槽壁上均固定连接有第二气弹簧,两个所述第二气弹簧的活塞杆端部均固定连接有梯形块。
优选的,所述锌渣收集机构包括四个空腔、第二让位口、连通管、吸尘器,四个所述空腔分别开设在四个所述清理辊的内部,全部所述空腔的侧壁上均呈圆周阵列开设有第一通气口,全部所述空腔的侧壁上均开设有第二通气口,所述第二让位口贯穿开设在所述第二安装板的底部,所述连通管固定连通在所述第一环形板的外环形壁上,所述连通管与所述第二让位口内壁滑动连接,所述吸尘器固定连接在所述第二安装板的顶部,所述吸尘器的吸尘管通过软管与所述连通管固定连通。
与现有技术相比,本发明具有以下有益效果:
一、通过输送机构对从锌锅内部沉没辊表面经过的带钢进行输送,锌锅内部的镀锌液会对带钢的表面进行镀锌处理,镀锌一段时间后锌锅内部会产生一定的锌渣需要进行清理,对于粘附在沉没辊上的正向螺旋槽和反向螺旋槽内部的锌渣难以处理,此时需要短暂停止输送机构对带钢的输送,并借助外部控制器启动第一电机,第一电机的输出轴会带动转动板进行转动,从而将转动板上的两个沉没辊互换位置,切换好两个沉没辊的位置后,立即通过输送机构继续对带钢进行输送,减少镀锌过程中停止的时间,避免对镀锌的进度造成影响的现象发生,设置的加热机构有利于维持沉没辊表面的温度,避免锌锅内部的沉没辊上移后,其表面的锌液出现凝固现象的发生,通过清理机构对从锌锅内部移出的沉没辊表面上的正向螺旋槽和反向螺旋槽中的锌渣进行清理,从而维持正向螺旋槽和反向螺旋槽内部的清洁,避免内部残留的锌渣对镀锌过程中带钢表面的锌层造成损伤的现象发生。
二、将锌锅中的沉没辊切换至清理工位后,通过矫正机构将正向螺旋槽和反向螺旋槽的位置进行矫正,使得正向螺旋槽的槽口位于反向螺旋槽的正上方,然后通过位移驱动机构带动第一环形板沿着沉没辊的表面初次进行移动,位于上方的滑动柱在对应的第一滑动槽的阻挡下,借助滑动柱推动对应的联动板对第一气弹簧进行按压,使得上方的清理辊会往第一环形板的中心位置移动,位于下方的滑动柱端部与对应的第二滑动槽槽壁接触,并且该位置处的第一气弹簧处于初始状态,维持下方的清理辊位置不动,当位于上方的其中一个清理辊移动至正向螺旋槽的内部后,此时操作矫正机构复位,随着第一环形板的继续移动,在清理辊对正向螺旋槽槽壁的推动下,促使沉没辊发生旋转,从而方便位于上方的另一个清理辊一同移动至正向螺旋槽的内部,随着上方的滑动柱在对应的第一滑动槽内部的移动,借助上方的两个滑动柱对正向螺旋槽内部粘附的锌渣进行清理,并在清理的过程中借助锌渣收集机构对刮动清理下来的锌渣进行收集,减少锌渣随意乱飞的现象发生。
三、当锌锅内部的沉没辊切换至清理工位后,通过外部控制器启动电缸,电缸的活塞杆会推动连接有推动板的第四安装板往对应位置的第三环形板一侧进行移动,推动板移动的过程中其端部的第二倾斜面会对第三环形板端部上的螺旋斜面进行推动,在第二倾斜面对螺旋斜面的推动下,促使第三环形板发生转动,从而带动沉没辊发生转动,对正向螺旋槽和反向螺旋槽的槽口位置进行调整,当推动板移动至螺旋斜面的最终位置时,此时正向螺旋槽的槽口被调整至位于反向螺旋槽的槽口的正上方,从而完成正向螺旋槽和反向螺旋槽的槽口朝向位置的矫正,方便后期清理机构准确的对正向螺旋槽和反向螺旋槽槽内壁上的锌渣进行刮动清理。
附图说明
图1为本发明方法步骤流程图;
图2为本发明带钢以及锌层结构示意图;
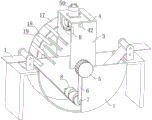
图3为本发明的整体结构示意图;
图4为本发明锌锅局部剖视图;
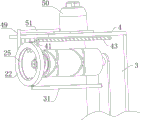
图5为本发明第一安装板和第二支撑架连接情况结构示意图;
图6为本发明沉没辊局部剖视结构示意图;
图7为本发明图6中A处放大结构示意图;
图8为本发明连接板和往复丝杆连接情况结构示意图(视图被截取部分内容);
图9为本发明第一环形板局部剖视图;
图10为本发明清理辊局部剖视图;
图11为本发明安装孔开设情况结构示意图;
图12为本发明正向螺旋槽和反向螺旋槽开设情况结构示意图;
图13为本发明第一滑动槽和第二滑动槽开设情况结构示意图;
图14为本发明第二气弹簧和梯形块结构示意图(视图被截取部分内容);
图15为本发明图4中B处放大结构示意图。
图中:1、带钢;101、镀锌层;2、锌锅;3、第一安装板;4、第二安装板;5、第一电机;6、转动板;7、转轴;8、沉没辊;9、正向螺旋槽;10、反向螺旋槽;11、第一支撑架;12、安装架;13、传送辊;14、第一安装槽;15、电加热板;16、封堵板;17、第三安装板;18、刮板;19、摩擦板;20、粗糙环;21、第一让位口;22、第一环形板;2201、环形腔;23、安装口;24、弹性垫;25、第二环形板;26、安装孔;27、第一气弹簧;28、联动板;29、清理辊;2901、空腔;2902、第一通气口;2903、第二通气口;30、滑动柱;31、平行四边形块;32、第一滑动槽;33、第二滑动槽;34、第一倾斜面;35、第二支撑架;36、电缸;37、第四安装板;38、推动板;3801、第二倾斜面;39、第三环形板;40、螺旋斜面;41、连接板;42、第二电机;43、往复丝杆;44、第二安装槽;45、第三安装槽;46、第二气弹簧;47、梯形块;48、第二让位口;49、连通管;50、吸尘器;51、软管;52、导电柱。
具体实施方式
以下描述用于揭露本发明以使本领域技术人员能够实现本发明。以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。
如图2所示的一种养殖棚舍用中宽度带钢,包括带钢1,带钢1的表面涂覆有镀锌层101。
如图1、图3-图15所示的一种养殖棚舍用中宽度带钢的制备方法,该制备方法包括以下步骤:
步骤一、带钢输送:通过带钢制备装置对带钢1进行输送;
步骤二、带钢镀锌:通过带钢制备装置对带钢1的表面进行镀锌处理;
步骤三、锌渣处理:在镀锌的过程中,通过带钢制备装置对制备过程中产生的锌渣进行清理;
步骤一至步骤三中的带钢制备装置包括锌锅2,锌锅2的顶部设有输送机构,输送机构用于对需要镀锌的带钢1进行输送,锌锅2的顶部对称固定连接有第一安装板3,两个第一安装板3的顶部共同固定连接有第二安装板4,锌锅2的侧壁上固定连接有第一电机5,第一电机5的输出轴端部贯穿锌锅2以及相近的第一安装板3后向外延伸固定连接有转动板6,转动板6的侧壁上对称转动连接有转轴7,两个转轴7的表面上均固定连接有沉没辊8,两个沉没辊8的表面上均开设有正向螺旋槽9和反向螺旋槽10,两个沉没辊8的内部均设有加热机构,加热机构用于对沉没辊8的表面进行加热处理;
远离第一电机5的第一安装板3侧壁上设有清理机构,清理机构用于对正向螺旋槽9和反向螺旋槽10的槽壁进行清理;工作时,在热镀锌生产线工艺流程中,带钢是通过加热炉的热处理后,由炉鼻子进入锌锅,然后通过锌锅内部的带有螺旋沟槽的沉没辊辅助输送,从而完成热镀锌过程,在镀锌的过程中会伴随着锌渣的产生,锌渣颗粒容易粘附在沉没辊上的螺旋沟槽中,由于螺旋沟槽自身的螺旋状,这种特殊结构会增加工作人员的清理难度,在清理锌渣时不便于对输送过程中的沉没辊上的螺旋沟槽内的锌渣进行彻底清理,当带钢在锌锅中经过沉没辊时,积累在沉没辊上面的锌渣容易压入锌层转移到带钢表面,从而形成点状缺陷,进而对带钢的镀锌效果造成影响,本技术方案可解决以上问题,具体实施方式如下,通过输送机构对从锌锅2内部沉没辊8表面经过的带钢1进行输送,锌锅2内部的镀锌液会对带钢1的表面进行镀锌处理,镀锌一段时间后锌锅2内部会产生一定的锌渣需要进行清理,对于粘附在沉没辊8上的正向螺旋槽9和反向螺旋槽10内部的锌渣难以处理,此时需要短暂停止输送机构对带钢1的输送,并借助外部控制器启动第一电机5,第一电机5的输出轴会带动转动板6进行转动,从而将转动板6上的两个沉没辊8互换位置,切换好两个沉没辊8的位置后,立即通过输送机构继续对带钢1进行输送,减少镀锌过程中停止的时间,避免对镀锌的进度造成影响的现象发生,设置的加热机构有利于维持沉没辊8表面的温度,避免锌锅2内部的沉没辊8上移后,其表面的锌液出现凝固现象的发生,通过清理机构对从锌锅2内部移出的沉没辊8表面上的正向螺旋槽9和反向螺旋槽10中的锌渣进行清理,从而维持正向螺旋槽9和反向螺旋槽10内部的清洁,避免内部残留的锌渣对镀锌过程中带钢1表面的锌层造成损伤的现象发生。
作为本发明的一种实施例,输送机构包括两个第一支撑架11,两个第一支撑架11对称固定连接在锌锅2的侧壁上,两个第一支撑架11的顶部均固定安装有安装架12,两个安装架12的上分别对称转动连接有传送辊13;工作时,驱动传送辊13转动的方式为现有技术中的通过现有电机的驱动方式进行的,传送辊13转动的过程中对需要镀锌的带钢1实现输送,从而方便锌锅2内部的锌液对带钢1进行镀锌的目的。
作为本发明的一种实施例,加热机构包括第一安装槽14,第一安装槽14开设在沉没辊8的端部,第一安装槽14的槽壁上固定连接有电加热板15,第一安装槽14的槽口处固定连接有封堵板16;工作时,第一安装槽14内部的电加热板15一直处于加热状态,有利于维持沉没辊8表面的温度,避免沉没辊8在切换的过程中其表面的锌液出现凝固的现象发生,在转动切换的过程中,方便其表面的锌液向下滴落至锌锅2的内部,进而方便后期对该沉没辊8表面的正向螺旋槽9和反向螺旋槽10内部的锌渣进行处理;
在实施的过程中,在转轴7的端部贯穿插接上两个导电柱52,两个导电柱52一个充当负极,一个充当正极,导电柱52的内侧端与电加热板15电性连接,在需要接电时,可以与外部的接触导电的导电环进行接触通电。
作为本发明的一种实施例,锌锅2的顶部设有刮动机构,在两个沉没辊8切换位置的过程中,刮动机构用于对沉没辊8表面上粘附的锌液进行刮动,刮动机构包括第三安装板17、摩擦板19、两个粗糙环20,第三安装板17固定连接在锌锅2的顶部和相近的第一安装板3之间,第三安装板17的侧壁上固定连接有两组刮板18,两组刮板18均呈弧形阵列分布,摩擦板19固定连接在第三安装板17的侧壁上,两个粗糙环20分别固定连接在两个转轴7的表面上,两个粗糙环20的运动轨迹与摩擦板19的形状相适配;工作时,光靠沉没辊8切换过程中的转动,不利于沉没辊8表面的锌液彻底滴落下,本技术方案可解决以上问题,具体实施方式如下,锌锅2内部的沉没辊8在转动上移的过程中,刮板18会对沉没辊8表面粘附的锌液进行刮动,刮动下来的锌液会滴落至锌锅2内部,同时沉没辊8表面的粗糙环20会与摩擦板19的表面摩擦接触,从而驱使连接有该粗糙环20的转轴7发生旋转,转轴7的旋转带动沉没辊8旋转,旋转的沉没辊8有利于扩大其表面与刮板18的刮动面积,进而方便刮板18对沉没辊8表面的锌液进行全方位的刮动,避免粘附在沉没辊8表面的锌液在锌渣清理的过程中滴落至清理机构的内部,对清理机构的使用造成影响的现象发生。
作为本发明的一种实施例,清理机构包括第一让位口21、两个平行四边形块31,第一让位口21贯穿开设在第一安装板3的侧壁上,前侧的第一安装板3的侧壁上设有矫正机构,矫正机构用于对正向螺旋槽9和反向螺旋槽10的槽口朝向位置进行矫正,第一让位口21内设有第一环形板22,第一环形板22与第二安装板4之间设有位移驱动机构,位移驱动机构用于带动第一环形板22进行移动,第一环形板22的外环壁上对称开设有安装口23,两个安装口23的内壁上均固定连接有弹性垫24,第一环形板22的内环壁上开设有环形腔2201,环形腔2201的腔口处固定连接有第二环形板25,第二环形板25的外环壁上开设有两对对称设置的安装孔26,每对安装孔26错开设置,第二环形板25的外环壁上对称固定连接有两个第一气弹簧27,两个第一气弹簧27的活塞杆端部均固定连接有联动板28,两个联动板28的表面上均固定连接有两个清理辊29,四个清理辊29均与正向螺旋槽9和反向螺旋槽10的槽壁相适配,四个清理辊29的端部分别穿过对应的安装孔26并向外延伸,四个清理辊29的表面分别与对应的安装孔26内壁密封接触,两个联动板28的表面上横向滑动连接有滑动柱30,两个滑动柱30的端部分别贯穿两个弹性垫24并向外延伸,滑动柱30的表面与对应位置的弹性垫24固定连接,其中一个平行四边形块31固定连接在第二安装板4的底部,另一个平行四边形块31固定连接在第一让位口21的内壁上,两个平行四边形块31的侧壁上均开设有第一滑动槽32和第二滑动槽33,任意一个平行四边形块31上的第一滑动槽32与另一个平行四边形块31上的第二滑动槽33相对应,每个平行四边形块31上的第一滑动槽32的前后端分别和第二滑动槽33的前后端之间开设有倾斜连通槽,每个平行四边形块31上的倾斜连通槽平行设置,倾斜连通槽具有第一倾斜面34,两个平行四边形块31上的上下方向对应设置的第一倾斜面34倾斜方向相反,位于上方的滑动柱30插设在相近的第一滑动槽32的内部,位于下方的滑动柱30插设在相近的第二滑动槽33的内部,两个第一滑动槽32的槽壁上均设有第一单向限位机构,两个第二滑动槽33的槽壁上均设有第二单向限位机构,第一单向限位机构和第二单向限位机构用于维持滑动柱30的单向滑动轨迹,第二安装板4的顶部设有锌渣收集机构,锌渣收集机构用于将清理辊29清理下的锌渣进行收集;工作时,将锌锅2中的沉没辊8切换至清理工位后,通过矫正机构将正向螺旋槽9和反向螺旋槽10的位置进行矫正,使得正向螺旋槽9的槽口位于反向螺旋槽10的正上方,然后通过位移驱动机构带动第一环形板22沿着沉没辊8的表面初次进行移动,位于上方的滑动柱30在对应的第一滑动槽32的阻挡下,借助滑动柱30推动对应的联动板28对第一气弹簧27进行按压,使得上方的清理辊29会往第一环形板22的中心位置移动,位于下方的滑动柱30端部与对应的第二滑动槽33槽壁接触,并且该位置处的第一气弹簧27处于初始状态,维持下方的清理辊29位置不动,当位于上方的其中一个清理辊29移动至正向螺旋槽9的内部后,此时操作矫正机构复位,随着第一环形板22的继续移动,在清理辊29对正向螺旋槽9槽壁的推动下,促使沉没辊8发生旋转,从而方便位于上方的另一个清理辊29一同移动至正向螺旋槽9的内部,随着上方的滑动柱30在对应的第一滑动槽32内部的移动,借助上方的两个滑动柱30对正向螺旋槽9内部粘附的锌渣进行清理,并在清理的过程中借助锌渣收集机构对刮动清理下来的锌渣进行收集,减少锌渣随意乱飞的现象发生;
位于上方的两个清理辊29完成对正向螺旋槽9的清理后,该位置的滑动柱30随着第一环形板22的继续移动会从第一滑动槽32沿着相近的第一倾斜面34往第二滑动槽33内部滑动,滑动的滑动柱30会对弹性垫24进行挤压并沿着环形板的表面滑动,在上方的滑动柱30沿着相近的第一倾斜面34滑动的过程中,被压缩的第一气弹簧27复位,从而推动联动板28对位于上方的两个清理辊29的进行收纳复位,在上方两个清理辊29收纳复位的过程中,位于下方的两个清理辊29在对应的滑动柱30与第一倾斜面34的作用下,从安装孔26内向第一环形板22的中心部位伸出,因此,在第一环形板22初次移动的过程中,位于上方的两个清理辊29处于伸出的工作状态,位于下方的两个清理辊29处于收纳状态,在上方的两个清理辊29完成对正向螺旋槽9槽内锌渣的刮动清理后,在对应位置的第一倾斜面34对滑动柱30的引导下,实现上下位置的清理辊29状态的切换,将上方清理辊29切换成收纳状态,下方清理辊29切换正伸出的工作状态,有利于第一环形板22复位移动的过程中,借助下方伸出的清理辊29对反向螺旋槽10中的锌渣进行刮动清理,进而在第一环形板22初次移动到复位的过中,借助上下位置的清理辊29依次实现对正向螺旋槽9和反向螺旋槽10槽壁中锌渣的清理,维持正向螺旋槽9和反向螺旋槽10的清洁状态,在后期切换到锌锅2中方便对带钢1的输送方向进行引导,避免正向螺旋槽9和反向螺旋槽10槽中残留的锌渣造成镀锌过程中带钢1表面锌层损伤现象的发生;
设置的第一单向限位机构和第二单向限位机构,有利于维持滑动柱30的单向运动轨迹,有利于保证上下位置清理辊29切换状态的准确性;
在联动板28的侧壁上设置两个错开的一前一后的清理辊29,有利于维持清理辊29在正向螺旋槽9或者反向螺旋槽10内部的移动轨迹,避免清理辊29在正向螺旋槽9和反向螺旋槽10的交界处出现偏离的现象发生。
作为本发明的一种实施例,矫正机构包括第二支撑架35、两个第三环形板39,第二支撑架35固定连接在位于前侧的第一安装板3的正面,第二支撑架35的表面上固定连接有电缸36,电缸36的活塞杆端部固定连接有第四安装板37,第四安装板37的侧壁上呈圆周阵列固定连接有两个推动板38,两个推动板38的端部均设有第二倾斜面3801,两个第三环形板39分别固定连接在两个沉没辊8的端部,两个第三环形板39的端部均呈圆周阵列开设有两个螺旋斜面40,四个螺旋斜面40均与第二倾斜面3801相适配;工作时,当锌锅2内部的沉没辊8切换至清理工位后,通过外部控制器启动电缸36,电缸36的活塞杆会推动连接有推动板38的第四安装板37往对应位置的第三环形板39一侧进行移动,推动板38移动的过程中其端部的第二倾斜面3801会对第三环形板39端部上的螺旋斜面40进行推动,在第二倾斜面3801对螺旋斜面40的推动下,促使第三环形板39发生转动,从而带动沉没辊8发生转动,对正向螺旋槽9和反向螺旋槽10的槽口位置进行调整,当推动板38移动至螺旋斜面40的最终位置时,此时正向螺旋槽9的槽口被调整至位于反向螺旋槽10的槽口的正上方,从而完成正向螺旋槽9和反向螺旋槽10的槽口朝向位置的矫正,方便后期清理机构准确的对正向螺旋槽9和反向螺旋槽10槽内壁上的锌渣进行刮动清理。
作为本发明的一种实施例,位移驱动机包括两个连接板41、第二电机42,两个连接板41均固定连接在第一环形板22的外环壁上,两个连接板41均与第二安装板4的底部前后方向滑动连接,第二电机42固定连接在位于后侧的第一安装板3的表面上,第二电机42的输出轴端部贯穿第一安装板3并延伸后固定连接有往复丝杆43,靠近往复丝杆43的连接板41通过螺纹通孔与往复丝杆43连接;工作时,当锌锅2内部的沉没辊8切换至清理工位后,通过外部的控制器启动第二电机42进行工作,第二电机42的输出轴端部带动往复丝杆43进行转动,转动的往复丝杆43带动连接在第一环形板22外环壁上的连接板41沿着第二安装板4的底部水平进行滑动,从而带动第一环形板22沿着沉没辊8的表面进行移动 ,当与往复丝杆43连接的连接板41移动至往复丝杆43的端部后,在往复丝杆43的持续转动下,促使该连接板41沿着往复丝杆43的表面反向复位移动,从而带动第一环形板22复位,进而实现第一环形板22的一个来回移动,方便清理机构依次对正向螺旋槽9和反向螺旋槽10槽壁上的锌渣进行清理。
作为本发明的一种实施例,第一单向限位机构包括第二安装槽44,第二安装槽44开设在第一滑动槽32的槽壁上,第二单向限位机构包括第三安装槽45,第三安装槽45开设在第二滑动槽33的槽壁上,第二安装槽44和第三安装槽45的槽壁上均固定连接有第二气弹簧46,两个第二气弹簧46的活塞杆端部均固定连接有梯形块47;工作时,清理辊29从第一倾斜面34移动后其表面会对相近的梯形块47斜面进行推动,从而推动梯形块47往对应的第二安装槽44或者第三安装槽45的内部进行移动,同时实现对第二气弹簧46的压缩,在清理辊29取消对梯形块47的挤压推动后,被压缩的第二气弹簧46复原,从而推动梯形块47复位,借助复位后的梯形块47对移动后的清理辊29进行阻挡,避免清理辊29出现往回移动的现象发生,有利于维持清理辊29的单向滑动轨迹。
作为本发明的一种实施例,锌渣收集机构包括四个空腔2901、第二让位口48、连通管49、吸尘器50,四个空腔2901分别开设在四个清理辊29的内部,全部空腔2901的侧壁上均呈圆周阵列开设有第一通气口2902,全部空腔2901的侧壁上均开设有第二通气口2903,第二让位口48贯穿开设在第二安装板4的底部,连通管49固定连通在第一环形板22的外环形壁上,连通管49与第二让位口48内壁滑动连接,吸尘器50固定连接在第二安装板4的顶部,吸尘器50的吸尘管通过软管51与连通管49固定连通;工作时,在锌锅2中的沉没辊8切换至清理工位后,在第一环形板22移动的过程中,位于上方的两个清理辊29处于伸出工作状态,此处对应的第一通气口2902移至安装孔26的外部,位于下方的两个清理辊29处于收纳状态,此处对应的第一通气口2902在安装孔26的内部,借助安装孔26的内壁对该位置的第一通气口2902实现密封,通过外设的控制器启动吸尘器50,吸尘器50上的吸尘管借助软管51对环形腔2201内部进行吸尘处理,环形腔2201内部气压减小,借助位于上方的两个清理辊29表面的第一通气口2902对该清理辊29的周围进行吸气处理,有利于对清理辊29从正向螺旋槽9中刮动清理下来的锌渣吸收至空腔2901内部,并经过第二通气口2903进入环形腔2201中,最后被吸进吸尘器50中,从而减少锌渣乱飞现象的发生,在第一环形板22反向复位移动的过程中,位于上方的第一通气口2902被收纳封堵,位于下方的第一通气口2902沿着至对应的安装孔26外部,在下方清理辊29对反向螺旋槽10中的锌渣刮动清理的过程,同样借助第一通气口2902对反向螺旋槽10中刮动清理下来的锌渣进行吸收。
本发明工作原理:通过输送机构对从锌锅2内部沉没辊8表面经过的带钢1进行输送,锌锅2内部的镀锌液会对带钢1的表面进行镀锌处理,镀锌一段时间后锌锅2内部会产生一定的锌渣需要进行清理,对于粘附在沉没辊8上的正向螺旋槽9和反向螺旋槽10内部的锌渣难以处理,此时需要短暂停止输送机构对带钢1的输送,并借助外部控制器启动第一电机5,第一电机5的输出轴会带动转动板6进行转动,从而将转动板6上的两个沉没辊8互换位置,切换好两个沉没辊8的位置后,立即通过输送机构继续对带钢1进行输送,减少镀锌过程中停止的时间,避免对镀锌的进度造成影响的现象发生,设置的加热机构有利于维持沉没辊8表面的温度,避免锌锅2内部的沉没辊8上移后,其表面的锌液出现凝固现象的发生,通过清理机构对从锌锅2内部移出的沉没辊8表面上的正向螺旋槽9和反向螺旋槽10中的锌渣进行清理,从而维持正向螺旋槽9和反向螺旋槽10内部的清洁,避免内部残留的锌渣对镀锌过程中带钢1表面的锌层造成损伤的现象发生。
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是本发明的原理,在不脱离本发明精神和范围的前提下本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明的范围内,本发明要求的保护范围由所附的权利要求书及其等同物界定。
Claims (5)
1.一种养殖棚舍用中宽度带钢的制备方法,其特征在于:该制备方法包括以下步骤:
步骤一、带钢输送:通过带钢制备装置对带钢(1)进行输送;
步骤二、带钢镀锌:通过带钢制备装置对带钢(1)的表面进行镀锌处理;
步骤三、锌渣处理:在镀锌的过程中,通过带钢制备装置对制备过程中产生的锌渣进行清理;
步骤一至步骤三中的所述带钢制备装置包括锌锅(2),所述锌锅(2)的顶部设有输送机构,所述输送机构用于对需要镀锌的带钢(1)进行输送,所述锌锅(2)的顶部对称固定连接有第一安装板(3),两个所述第一安装板(3)的顶部共同固定连接有第二安装板(4),所述锌锅(2)的侧壁上固定连接有第一电机(5),所述第一电机(5)的输出轴端部贯穿所述锌锅(2)以及相近的所述第一安装板(3)后向外延伸固定连接有转动板(6),所述转动板(6)的侧壁上对称转动连接有转轴(7),两个所述转轴(7)的表面上均固定连接有沉没辊(8),两个所述沉没辊(8)的表面上均开设有正向螺旋槽(9)和反向螺旋槽(10),两个所述沉没辊(8)的内部均设有加热机构,所述加热机构用于对所述沉没辊(8)的表面进行加热处理;
远离所述第一电机(5)的所述第一安装板(3)侧壁上设有清理机构,所述清理机构用于对所述正向螺旋槽(9)和所述反向螺旋槽(10)的槽壁进行清理;
所述加热机构包括第一安装槽(14),所述第一安装槽(14)开设在所述沉没辊(8)的端部,所述第一安装槽(14)的槽壁上固定连接有电加热板(15),所述第一安装槽(14)的槽口处固定连接有封堵板(16);
所述清理机构包括第一让位口(21)、两个平行四边形块(31),所述第一让位口(21)贯穿开设在所述第一安装板(3)的侧壁上,前侧的所述第一安装板(3)的侧壁上设有矫正机构,所述矫正机构用于对所述正向螺旋槽(9)和所述反向螺旋槽(10)的槽口朝向位置进行矫正,所述第一让位口(21)内设有第一环形板(22),所述第一环形板(22)与所述第二安装板(4)之间设有位移驱动机构,所述位移驱动机构用于带动所述第一环形板(22)进行移动,所述第一环形板(22)的外环壁上对称开设有安装口(23),两个所述安装口(23)的内壁上均固定连接有弹性垫(24),所述第一环形板(22)的内环壁上开设有环形腔(2201),所述环形腔(2201)的腔口处固定连接有第二环形板(25),所述第二环形板(25)的外环壁上开设有两对对称设置的安装孔(26),每对所述安装孔(26)错开设置,所述第二环形板(25)的外环壁上对称固定连接有两个第一气弹簧(27),两个所述第一气弹簧(27)的活塞杆端部均固定连接有联动板(28),两个所述联动板(28)的表面上均固定连接有两个清理辊(29),四个所述清理辊(29)均与所述正向螺旋槽(9)和所述反向螺旋槽(10)的槽壁相适配,四个所述清理辊(29)的端部分别穿过对应的所述安装孔(26)并向外延伸,四个所述清理辊(29)的表面分别与对应的所述安装孔(26)内壁密封接触,两个所述联动板(28)的表面上横向滑动连接有滑动柱(30),两个所述滑动柱(30)的端部分别贯穿两个所述弹性垫(24)并向外延伸,所述滑动柱(30)的表面与对应位置的所述弹性垫(24)固定连接,其中一个所述平行四边形块(31)固定连接在所述第二安装板(4)的底部,另一个所述平行四边形块(31)固定连接在所述第一让位口(21)的内壁上,两个所述平行四边形块(31)的侧壁上均开设有第一滑动槽(32)和第二滑动槽(33),任意一个所述平行四边形块(31)上的第一滑动槽(32)与另一个所述平行四边形块(31)上的第二滑动槽(33)相对应,每个所述平行四边形块(31)上的所述第一滑动槽(32)的前后端分别和所述第二滑动槽(33)的前后端之间开设有倾斜连通槽,每个所述平行四边形块(31)上的倾斜连通槽平行设置,所述倾斜连通槽具有第一倾斜面(34),两个所述平行四边形块(31)上的上下方向对应设置的第一倾斜面(34)倾斜方向相反,位于上方的所述滑动柱(30)插设在相近的所述第一滑动槽(32)的内部,位于下方的所述滑动柱(30)插设在相近的所述第二滑动槽(33)的内部,两个所述第一滑动槽(32)的槽壁上均设有第一单向限位机构,两个所述第二滑动槽(33)的槽壁上均设有第二单向限位机构,所述第一单向限位机构和所述第二单向限位机构用于维持所述滑动柱(30)的单向滑动轨迹,所述第二安装板(4)的顶部设有锌渣收集机构,所述锌渣收集机构用于将所述清理辊(29)清理下的锌渣进行收集;
所述矫正机构包括第二支撑架(35)、两个第三环形板(39),所述第二支撑架(35)固定连接在位于前侧的所述第一安装板(3)的正面,所述第二支撑架(35)的表面上固定连接有电缸(36),所述电缸(36)的活塞杆端部固定连接有第四安装板(37),所述第四安装板(37)的侧壁上呈圆周阵列固定连接有两个推动板(38),两个所述推动板(38)的端部均设有第二倾斜面(3801),两个所述第三环形板(39)分别固定连接在两个所述沉没辊(8)的端部,两个所述第三环形板(39)的端部均呈圆周阵列开设有两个螺旋斜面(40),四个所述螺旋斜面(40)均与所述第二倾斜面(3801)相适配;
所述位移驱动机包括两个连接板(41)、第二电机(42),两个所述连接板(41)均固定连接在所述第一环形板(22)的外环壁上,两个所述连接板(41)均与所述第二安装板(4)的底部前后方向滑动连接,所述第二电机(42)固定连接在位于后侧的所述第一安装板(3)的表面上,所述第二电机(42)的输出轴端部贯穿所述第一安装板(3)并延伸后固定连接有往复丝杆(43),靠近所述往复丝杆(43)的所述连接板(41)通过螺纹通孔与所述往复丝杆(43)连接;
所述第一单向限位机构包括第二安装槽(44),所述第二安装槽(44)开设在所述第一滑动槽(32)的槽壁上,所述第二单向限位机构包括第三安装槽(45),所述第三安装槽(45)开设在所述第二滑动槽(33)的槽壁上,所述第二安装槽(44)和所述第三安装槽(45)的槽壁上均固定连接有第二气弹簧(46),两个所述第二气弹簧(46)的活塞杆端部均固定连接有梯形块(47)。
2.根据权利要求1所述的一种养殖棚舍用中宽度带钢的制备方法,其特征在于:所述输送机构包括两个第一支撑架(11),两个所述第一支撑架(11)对称固定连接在所述锌锅(2)的侧壁上,两个所述第一支撑架(11)的顶部均固定安装有安装架(12),两个所述安装架(12)的上分别对称转动连接有传送辊(13)。
3.根据权利要求1所述的一种养殖棚舍用中宽度带钢的制备方法,其特征在于:所述锌锅(2)的顶部设有刮动机构,在两个所述沉没辊(8)切换位置的过程中,所述刮动机构用于对所述沉没辊(8)表面上粘附的锌液进行刮动,所述刮动机构包括第三安装板(17)、摩擦板(19)、两个粗糙环(20),所述第三安装板(17)固定连接在所述锌锅(2)的顶部和相近的所述第一安装板(3)之间,所述第三安装板(17)的侧壁上固定连接有两组刮板(18),两组所述刮板(18)均呈弧形阵列分布,所述摩擦板(19)固定连接在所述第三安装板(17)的侧壁上,两个所述粗糙环(20)分别固定连接在两个所述转轴(7)的表面上,两个所述粗糙环(20)的运动轨迹与所述摩擦板(19)的形状相适配。
4.根据权利要求1所述的一种养殖棚舍用中宽度带钢的制备方法,其特征在于:所述锌渣收集机构包括四个空腔(2901)、第二让位口(48)、连通管(49)、吸尘器(50),四个所述空腔(2901)分别开设在四个所述清理辊(29)的内部,全部所述空腔(2901)的侧壁上均呈圆周阵列开设有第一通气口(2902),全部所述空腔(2901)的侧壁上均开设有第二通气口(2903),所述第二让位口(48)贯穿开设在所述第二安装板(4)的底部,所述连通管(49)固定连通在所述第一环形板(22)的外环形壁上,所述连通管(49)与所述第二让位口(48)内壁滑动连接,所述吸尘器(50)固定连接在所述第二安装板(4)的顶部,所述吸尘器(50)的吸尘管通过软管(51)与所述连通管(49)固定连通。
5.一种养殖棚舍用中宽度带钢,适用于权利要求1至权利要求4中任意一项所述的一种养殖棚舍用中宽度带钢的制备方法,包括带钢(1),其特征在于:所述带钢(1)的表面涂覆有镀锌层(101)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202310375683.8A CN116083831B (zh) | 2023-04-11 | 2023-04-11 | 一种养殖棚舍用中宽度带钢及其制备方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202310375683.8A CN116083831B (zh) | 2023-04-11 | 2023-04-11 | 一种养殖棚舍用中宽度带钢及其制备方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN116083831A CN116083831A (zh) | 2023-05-09 |
| CN116083831B true CN116083831B (zh) | 2023-07-07 |
Family
ID=86188157
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202310375683.8A Active CN116083831B (zh) | 2023-04-11 | 2023-04-11 | 一种养殖棚舍用中宽度带钢及其制备方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN116083831B (zh) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN213162028U (zh) * | 2020-07-27 | 2021-05-11 | 江苏久保联实业有限公司 | 一种锌锅沉没辊沟槽清洁装置 |
| CN215508352U (zh) * | 2020-09-09 | 2022-01-14 | 上海梅山钢铁股份有限公司 | 一种便于更换沉没辊的卧式清洗槽 |
| CN217418787U (zh) * | 2021-12-27 | 2022-09-13 | 江苏联捷冶金设备有限公司 | 一种沉没辊表面清理结构 |
-
2023
- 2023-04-11 CN CN202310375683.8A patent/CN116083831B/zh active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN213162028U (zh) * | 2020-07-27 | 2021-05-11 | 江苏久保联实业有限公司 | 一种锌锅沉没辊沟槽清洁装置 |
| CN215508352U (zh) * | 2020-09-09 | 2022-01-14 | 上海梅山钢铁股份有限公司 | 一种便于更换沉没辊的卧式清洗槽 |
| CN217418787U (zh) * | 2021-12-27 | 2022-09-13 | 江苏联捷冶金设备有限公司 | 一种沉没辊表面清理结构 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN116083831A (zh) | 2023-05-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109169315A (zh) | 一种带有清理功能的环保猪舍 | |
| CN209935327U (zh) | 一种辊压机在线擦辊装置 | |
| CN112792660B (zh) | 自动化玻璃双边磨边装置 | |
| CN112775059A (zh) | 一种铝用预焙阳极炭碗环保清理设备 | |
| CN116083831B (zh) | 一种养殖棚舍用中宽度带钢及其制备方法 | |
| CN210080278U (zh) | 一种沉淀池内壁的清理装置 | |
| CN112720216A (zh) | 一种可减少酸洗液损耗的钢材酸洗前处理设备 | |
| CN218915959U (zh) | 一种节能型有色金属废料熔炉 | |
| CN216368146U (zh) | 一种石墨烯粉末裂变用三辊精心研磨机 | |
| CN215748661U (zh) | 一种喷砂机用刮板装置 | |
| CN217479769U (zh) | 一种滤袋生产加工滤布刮布装置 | |
| CN213792942U (zh) | 一种可降低摩擦温度的钢加工表面清理装置 | |
| CN115582701A (zh) | 回转筒体高精度卷圆成型装置 | |
| CN115333465A (zh) | 一种光伏板表面除尘装置 | |
| CN209379547U (zh) | 一种锻造件加工用冷却后表面灰尘清理装置 | |
| CN216705187U (zh) | 一种铝板切割用除尘装置 | |
| CN210501314U (zh) | 一种流延机正压风刀的收废装置 | |
| CN217188272U (zh) | 一种氨基磺酸生产用一体式加工设备 | |
| CN220165857U (zh) | 一种喷织废水处理用漂浮物移动清理装置 | |
| CN214004679U (zh) | 一种节能型辊式皮革拉软设备 | |
| CN220879820U (zh) | 一种管道自动清扫装置 | |
| CN114171815B (zh) | 一种废旧锂离子电池盖板的回收再利用设备及方法 | |
| CN220161988U (zh) | 一种钛板热轧线卷取机夹送辊在线打磨装置 | |
| CN218872967U (zh) | 一种木板胚型表面刮灰设备 | |
| CN218436312U (zh) | 一种纺织设备的除尘组件 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |