CN115971781A - 钢管纵缝焊接机 - Google Patents
钢管纵缝焊接机 Download PDFInfo
- Publication number
- CN115971781A CN115971781A CN202211054701.4A CN202211054701A CN115971781A CN 115971781 A CN115971781 A CN 115971781A CN 202211054701 A CN202211054701 A CN 202211054701A CN 115971781 A CN115971781 A CN 115971781A
- Authority
- CN
- China
- Prior art keywords
- steel pipe
- frame
- movable base
- longitudinal seam
- welded steel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 145
- 239000010959 steel Substances 0.000 title claims abstract description 145
- 238000003466 welding Methods 0.000 title claims abstract description 90
- 230000007246 mechanism Effects 0.000 claims abstract description 27
- 210000001503 joint Anatomy 0.000 claims abstract description 19
- 238000007493 shaping process Methods 0.000 claims abstract description 16
- 239000000428 dust Substances 0.000 claims description 38
- 238000000605 extraction Methods 0.000 claims description 22
- 230000036346 tooth eruption Effects 0.000 claims description 4
- 230000002093 peripheral effect Effects 0.000 claims description 2
- 230000000694 effects Effects 0.000 abstract description 4
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 12
- 238000000034 method Methods 0.000 description 8
- 229910052742 iron Inorganic materials 0.000 description 6
- 230000004907 flux Effects 0.000 description 4
- 238000005086 pumping Methods 0.000 description 3
- 230000001360 synchronised effect Effects 0.000 description 2
- 238000005452 bending Methods 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
Images



Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/10—Greenhouse gas [GHG] capture, material saving, heat recovery or other energy efficient measures, e.g. motor control, characterised by manufacturing processes, e.g. for rolling metal or metal working
Landscapes
- Butt Welding And Welding Of Specific Article (AREA)
Abstract
本申请涉及一种钢管纵缝焊接机,其特征在于,包括:立架;活动底座,水平设置,沿其长度方向可活动的设置于立架,用于带动焊接钢管沿两立架之间移动;两夹紧定形机构,分别固定于立架一表面对应底座两侧,用于挤压焊接钢管的一端两侧至相互抵接;承接架,设置于立架对应活动底座的上侧;内支撑架,固定于承接架的下侧,沿焊接钢管的输送方向设置;两焊枪,分别设置于承接架与内支撑架相近侧的对应位置,随焊接钢管移动,两所述焊枪能够对焊接钢管的对接位置的上下两侧焊接。本申请具有能够降低劳动强度,且保证焊接精度的效果。
Description
技术领域
本申请涉及钢管焊接的技术领域,尤其是涉及一种钢管纵缝焊接机。
背景技术
在铁塔行业中的钢管杆成型一般都是采用焊接钢管制成,而焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管。
目前钢管杆的缝焊接工作一般都需要采用夹持定位工装,首先将钢管弯曲至其两侧对接,然后再由工人持焊接设备沿钢管的焊缝进行焊接,由于铁塔行业的钢管杆尺寸都较大,长度较长,工人焊接时对工人的焊接能力极高,但人工焊接难免产生误差,因此难以保证焊缝的整体精度,尤其在大批量的钢管杆焊接过程中,便更容易产生误差,此外,工人的劳动强度也相对较高。
发明内容
本申请的目的是提供一种钢管纵缝焊接机,具有能够降低劳动强度,且保证焊接精度的效果。
本申请的上述发明目的是通过以下技术方案得以实现的:
一种钢管纵缝焊接机,包括:
立架;
活动底座,水平设置,沿其长度方向可活动的设置于立架,用于带动焊接钢管沿两立架之间移动;
两夹紧定形机构,分别固定于立架一表面对应底座两侧,用于挤压焊接钢管的一端两侧至相互抵接;
承接架,设置于立架对应活动底座的上侧;
内支撑架,固定于承接架的下侧,沿焊接钢管的输送方向设置;
两焊枪,分别设置于承接架与内支撑架相近侧的对应位置,随焊接钢管移动,两所述焊枪能够对焊接钢管的对接位置的上下两侧焊接。
通过采用上述技术方案,当需要对钢管进行焊接时,首先将焊接钢管置于活动底座的上侧,然后通过活动底座带动焊接钢管沿其长度方向运动,使焊接钢管的一端移动至立架内,并由立架的另一侧传送,此时,两夹紧定形机构对焊接钢管的两侧挤压,从而可以使焊接钢管的一端两侧相互对接,而继续随焊接钢管的输送,两焊枪则可以对焊接钢管对接位置的两侧进行焊接,完成钢管纵缝的连续焊接,有效的降低了劳动强度,避免了工人操作的失误率,保证了钢管焊接精度。
可选的,所述承接架与内支撑架的相近侧均设置有切槽轮;
所述切槽轮设置于所述焊枪与所述夹紧定形机构之间;
所述切槽轮用于沿对接后焊接钢管的对接位置处切槽。
通过采用上述技术方案,在钢管随活动底座的传送时,两夹紧定形机构对焊接钢管进行夹紧,使焊接钢管位于两夹紧定形机构的一端对接,然后继续随钢管的传送,通过切槽轮对焊接钢管对接位置的上下两侧进行切槽,以便于后续焊枪焊接时可以将焊料填充于槽内,从而使钢管的对接位置处牢固焊接。
可选的,所述承接架与内支撑架均设置有可竖直运动的升降架;
所述切槽轮轴线位置处同轴固定有驱动轴,所述驱动轴转动设置于升降架;
所述升降架一侧均设置有用于驱动驱动轴转动的驱动件。
通过采用上述技术方案,根据加工环境的不同,可以通过升降架带动切槽轮进行竖直运动,从而调节切槽轮切入焊接钢管对接位置处的深度,从而满足不同的焊接加工需求。
可选的,所述切槽轮周面均匀密布成形有多个切齿;
所述切槽轮内成形有抽尘腔;
所述切槽轮周面对应相邻切齿之间形成抽尘孔,抽尘孔与抽尘腔连通;
所述驱动轴一端成形有与抽尘腔连通的排尘孔,所述承接架上设置有与排尘孔连通的抽尘部件。
通过采用上述技术方案,钢管输送过程中,抽尘部件工作,切槽轮同时转动,随钢管输送与切槽,切槽轮产生的铁屑将被抽尘孔抽送至抽尘腔,然后废屑再通过排尘孔送出,以便于后续焊接加工。
可选的,所述内支撑架远离焊枪的一端固定有连板,所述连板上端转动连接于承接架;
所述承接架上铰接有竖直设置的第二调节缸,所述第二调节缸的伸缩杆铰接于内支撑架。
通过采用上述技术方案,采用的连板能够实现内支撑架与承接架的连接,且由于连板较薄,因此焊接钢管输送过程中,连板可以插设于与焊接钢管远离立架的夹紧定形机构的一端,此外,通过第二调节缸带动伸缩杆延伸,即可调节内支撑架的角度,满足不同的使用需求。
可选的,两所述焊枪均可竖直运动的设置于内支撑架与承接架。
通过采用上述技术方案,根据工作需求的不同,可以分别调节两焊枪的位置,从而满足不同焊接需求。
可选的,立架之间可竖直运动的设置有滑架,所述承接架铰接于滑架的下侧;
所述滑架两侧均铰接有第一调节缸,所述第一调节缸的伸缩杆均铰接于滑架。
通过采用上述技术方案,工作时,通过第一调节缸的伸缩杆伸缩,可以随焊接钢管的输送,同步调节焊枪角度,进而可以实现锥管的焊接。
可选的,所述夹紧定形机构包括竖直滑移连接于立架的滑座;
两所述滑座均滑移连接有能够趋向相近侧运动的夹紧臂;
两夹紧臂均转动连接有轴线方向垂直于焊接钢管输送方向的辊筒。
通过采用上述技术方案,两夹紧臂趋向相互靠近方向运动,即可推动焊接钢管的一端两侧运动至对接,以便于后续焊接加工。
可选的,所述活动底座的一侧沿其长度方向固定有齿条;
所述立架上固定有驱动电机,驱动电机的输出轴固定有齿轮;
所述齿轮啮合于所述齿条。
通过采用上述技术方案,驱动电机带动齿轮转动,即可通过齿条与齿轮啮合,从而实现活动底座的运动,以便于实现焊接钢管的运动。
可选的,所述活动底座对应立架远离夹紧定形机构的一侧固定有顶板;
所述活动底座的上侧竖直固定有多个沿活动底座长度方向排列的限位板,所述限位板的长度方向垂直于所述活动底座的长度方向,所述限位板的上侧成形有V形槽。
通过采用上述技术方案,采用的V形槽能够便于焊接钢管的定位,采用的顶板能够推动焊接钢管,使焊接钢管随活动底座同步运动。
综上所述,本申请的有益技术效果为:
1.当需要对钢管进行焊接时,首先将焊接钢管置于活动底座的上侧,然后通过活动底座带动焊接钢管沿其长度方向运动,使焊接钢管的一端移动至立架内,并由立架的另一侧传送,此时,两夹紧定形机构对焊接钢管的两侧挤压,从而可以使焊接钢管的一端两侧相互对接,而继续随焊接钢管的输送,两焊枪则可以对焊接钢管对接位置的两侧进行焊接,完成钢管纵缝的连续焊接,有效的降低了劳动强度,避免了工人操作的失误率,保证了钢管焊接精度;
2.在钢管随活动底座的传送时,两夹紧定形机构对焊接钢管进行夹紧,使焊接钢管位于两夹紧定形机构的一端对接,然后继续随钢管的传送,通过切槽轮对焊接钢管对接位置的上下两侧进行切槽,以便于后续焊枪焊接时可以将焊料填充于槽内,从而使钢管的对接位置处牢固焊接。
附图说明
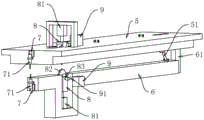
图1是本申请的整体结构示意图;
图2是本申请的承接架结构示意图;
图3是本申请的内支撑架结构示意图;
图4是本申请的切槽轮结构示意图。
图中,1、立架;11、驱动电机;12、齿轮;13、升降缸;2、活动底座;21、齿条;22、限位板;221、V形槽;23、顶板;3、夹紧定形机构;31、滑座;32、第一推缸;33、夹紧臂;34、第二推缸;35、辊筒;4、滑架;41、第一调节缸;5、承接架;51、第二调节缸;6、内支撑架;61、连板;7、调距缸;71、焊枪;8、升降架;81、第三推缸;82、切槽轮;821、切齿;822、抽尘腔;823、抽尘孔;83、驱动轴;831、排尘孔;84、驱动件;9、抽尘部件;91、抽尘管。
具体实施方式
以下结合附图对本申请作进一步详细说明。
参照图1,为本申请公开的一种钢管纵缝焊接机,包括立架1,立架1竖直设置并呈门字形,立架1之间水平设置有活动底座2,活动底座2的长度方向垂直于立架1所在的竖直面,活动底座2的下侧设置有滑轮,通过滑轮可以沿活动底座2的长度方向滑移。活动底座2的一侧沿其长度方向固定有齿条21,立架1上固定有驱动电机11,驱动电机11的输出轴固定有齿轮12,齿轮12啮合于齿条21。驱动电机11带动齿轮12转动,即可通过齿条21与齿轮12啮合,从而实现活动底座2的运动。
参照图1,活动底座2的上侧竖直固定有多个限位板22,多个限位板22沿活动底座2的长度方向排列,限位板22的长度方向垂直于活动底座2的长度方向,限位板22的上侧成形有V形槽221,用于承接焊接钢管,活动底座2的一端固定有顶板23,用于抵接于焊接钢管的一端。采用的V形槽221能够便于焊接钢管的定位,采用的顶板23能够推动焊接钢管,使焊接钢管随活动底座2同步运动。
立架1远离活动底座2顶板23的一表面两侧均设置有夹紧定形机构3,用于挤压焊接钢管的一端两侧至相互对接。夹紧定形机构3包括竖直滑移连接于立架1的滑座31,立架1上固定有第一推缸32,第一推缸32的伸缩杆固定于滑座31,用于推动滑座31竖直运动。两滑座31均沿水平方向滑移连接有夹紧臂33,两滑座31对应两夹紧臂33的背离侧均固定有第二推缸34,两第二推缸34的伸缩杆分别固定于两夹紧臂33,从而可以推动两夹紧臂33趋向相近侧运动,两夹紧臂33的相近侧均转动连接有多个辊筒35,多个辊筒35的轴线方向垂直于焊接钢管的输送方向。两夹紧臂33趋向相互靠近方向运动,即可推动焊接钢管的一端两侧运动至对接,以便于后续焊接加工。
参照图1和图2,立架1之间竖直滑移连接有滑架4,立架1上侧竖直固定有升降缸13,升降缸13的伸缩杆竖直朝下固定于滑架4,升降缸13带动伸缩杆延伸,即可带动滑架4竖直运动。滑架4的下侧水平设置有承接架5,承接架5的长度方向与活动底座2的长度方向相同,承接架5铰接于滑架4的下侧,滑架4两侧均铰接有第一调节缸41,第一调节缸41的伸缩杆均铰接于滑架4。第一调节缸41带动两伸缩杆伸缩,即可带动承接架5进行摆动。
参照图2和图3,承接架5的下侧水平设置有内支撑架6,内支撑架6的长度方向与承接架5的长度方向相同,内支撑架6靠近活动底座2上顶板23的一端竖直固定有连板61,连板61所在面垂直于立架1所在面,连板61上端转动连接于承接架5,承接架5上铰接有竖直设置的第二调节缸51,第二调节缸51的伸缩杆铰接于内支撑架6。采用的连板61与第二调节缸51能够实现内支撑架6与承接架5的连接,且由于连板61较薄,因此焊接钢管输送过程中,连板61可以插设于与焊接钢管远离立架1的夹紧定形机构3的一端,此外,通过第二调节缸51带动伸缩杆延伸,即可调节内支撑架6的角度,满足不同的使用需求。
参照图3,承接架5与内支撑架6远离连板61一端均竖直固定有调距缸7,两调距缸7的伸缩杆均朝向相互靠近一侧并固定有焊枪71,两焊枪71能够对焊接钢管的对接位置的上下两侧焊接。当需要对钢管进行焊接时,首先将焊接钢管置于活动底座2的上侧,然后通过活动底座2带动焊接钢管沿其长度方向运动,使焊接钢管的一端移动至立架1内,并由立架1的另一侧传送,此时,两夹紧定形机构3对焊接钢管的两侧挤压,从而可以使焊接钢管的一端两侧相互对接,而继续随焊接钢管的输送,两焊枪71则可以对焊接钢管对接位置的两侧进行焊接,完成钢管纵缝的连续焊接,有效的降低了劳动强度,避免了工人操作的失误率,保证了钢管焊接精度。
参照图1-图3,承接架5与内支撑架6均竖直滑移连接有升降架8,升降架8设置于承接架5与内支撑架6之间,承接架5与内支撑架6的背离侧均竖直固定有第三推缸81,两第三推缸81的伸缩杆均趋向相互靠近侧并固定于对应的升降架8;升降架8内均设置有轴线方向垂直于活动底座2长度方向的切槽轮82,切槽轮82同轴固定有驱动轴83,驱动轴83的两端均转动连接于升降架8,升降架8一侧均固定有用于驱动驱动轴83转动的驱动件84,驱动件84可以采用电机。切槽轮82用于沿对接后焊接钢管的对接位置处切槽。
在钢管随活动底座2的传送时,两夹紧定形机构3对焊接钢管进行夹紧,使焊接钢管位于两夹紧定形机构3的一端对接,然后继续随钢管的传送,通过切槽轮82对焊接钢管对接位置的上下两侧进行切槽,以便于后续焊枪71焊接时可以将焊料填充于槽内,从而使钢管的对接位置处牢固焊接,此外,根据加工环境的不同,可以通过升降架8带动切槽轮82进行竖直运动,从而调节切槽轮82切入焊接钢管对接位置处的深度,从而满足不同的焊接加工需求。
此外,通过第一调节缸41的伸缩杆伸缩,可以随焊接钢管的输送,同步调节焊枪71角度,进而可以实现锥管的焊接。
参照图3和图4,切槽轮82周面均匀密布成形有多个切齿821,切槽轮82内成形有抽尘腔822,切槽轮82周面对应相邻切齿821之间形成抽尘孔823,抽尘孔823与抽尘腔822连通,驱动轴83一端成形有与抽尘腔822连通的排尘孔831,承接架5和内支撑架6上还固定有抽尘部件9,抽尘部件9上连接有抽尘管91,抽尘管91与两切槽轮82的驱动轴83的排尘孔831连通。钢管输送过程中,抽尘部件9工作,切槽轮82同时转动,随钢管输送与切槽,切槽轮82产生的铁屑将被抽尘孔823抽送至抽尘腔822,然后废屑再通过排尘孔831送出,以便于后续焊接加工。
本实施例的实施原理为:当需要对钢管进行焊接时,首先将焊接钢管置于活动底座2的上侧,然后通过活动底座2带动焊接钢管沿其长度方向运动,使焊接钢管的一端移动至立架1内,并由立架1的另一侧传送,此时,两夹紧定形机构3对焊接钢管的两侧挤压,从而可以使焊接钢管的一端两侧相互对接,而继续随焊接钢管的输送,两焊枪71则可以对焊接钢管对接位置的两侧进行焊接,完成钢管纵缝的连续焊接,有效的降低了劳动强度,避免了工人操作的失误率,保证了钢管焊接精度;
在钢管随活动底座2的传送时,两夹紧定形机构3对焊接钢管进行夹紧,使焊接钢管位于两夹紧定形机构3的一端对接,然后继续随钢管的传送,通过切槽轮82对焊接钢管对接位置的上下两侧进行切槽,以便于后续焊枪71焊接时可以将焊料填充于槽内,从而使钢管的对接位置处牢固焊接。
本具体实施方式的实施例均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
Claims (10)
1.一种钢管纵缝焊接机,其特征在于,包括:
立架;
活动底座,水平设置,沿其长度方向可活动的设置于立架,用于带动焊接钢管沿两立架之间移动;
两夹紧定形机构,分别固定于立架一表面对应底座两侧,用于挤压焊接钢管的一端两侧至相互抵接;
承接架,设置于立架对应活动底座的上侧;
内支撑架,固定于承接架的下侧,沿焊接钢管的输送方向设置;
两焊枪,分别设置于承接架与内支撑架相近侧的对应位置,随焊接钢管移动,两所述焊枪能够对焊接钢管的对接位置的上下两侧焊接。
2.根据权利要求1所述的钢管纵缝焊接机,其特征在于:所述承接架与内支撑架的相近侧均设置有切槽轮;
所述切槽轮设置于所述焊枪与所述夹紧定形机构之间;
所述切槽轮用于沿对接后焊接钢管的对接位置处切槽。
3.根据权利要求2所述的钢管纵缝焊接机,其特征在于:所述承接架与内支撑架均设置有可竖直运动的升降架;
所述切槽轮轴线位置处同轴固定有驱动轴,所述驱动轴转动设置于升降架;
所述升降架一侧均设置有用于驱动驱动轴转动的驱动件。
4.根据权利要求3所述的钢管纵缝焊接机,其特征在于:所述切槽轮周面均匀密布成形有多个切齿;
所述切槽轮内成形有抽尘腔;
所述切槽轮周面对应相邻切齿之间形成抽尘孔,抽尘孔与抽尘腔连通;
所述驱动轴一端成形有与抽尘腔连通的排尘孔,所述承接架上设置有与排尘孔连通的抽尘部件。
5.根据权利要求1所述的钢管纵缝焊接机,其特征在于:所述内支撑架远离焊枪的一端固定有连板,所述连板上端转动连接于承接架;
所述承接架上铰接有竖直设置的第二调节缸,所述第二调节缸的伸缩杆铰接于内支撑架。
6.根据权利要求1所述的钢管纵缝焊接机,其特征在于:两所述焊枪均可竖直运动的设置于内支撑架与承接架。
7.根据权利要求1所述的钢管纵缝焊接机,其特征在于:立架之间可竖直运动的设置有滑架,所述承接架铰接于滑架的下侧;
所述滑架两侧均铰接有第一调节缸,所述第一调节缸的伸缩杆均铰接于滑架。
8.根据权利要求1所述的钢管纵缝焊接机,其特征在于:所述夹紧定形机构包括竖直滑移连接于立架的滑座;
两所述滑座均滑移连接有能够趋向相近侧运动的夹紧臂;
两夹紧臂均转动连接有轴线方向垂直于焊接钢管输送方向的辊筒。
9.根据权利要求1所述的钢管纵缝焊接机,其特征在于:所述活动底座的一侧沿其长度方向固定有齿条;
所述立架上固定有驱动电机,驱动电机的输出轴固定有齿轮;
所述齿轮啮合于所述齿条。
10.根据权利要求1所述的钢管纵缝焊接机,其特征在于:所述活动底座对应立架远离夹紧定形机构的一侧固定有顶板;
所述活动底座的上侧竖直固定有多个沿活动底座长度方向排列的限位板,所述限位板的长度方向垂直于所述活动底座的长度方向,所述限位板的上侧成形有V形槽。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202211054701.4A CN115971781A (zh) | 2022-08-30 | 2022-08-30 | 钢管纵缝焊接机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202211054701.4A CN115971781A (zh) | 2022-08-30 | 2022-08-30 | 钢管纵缝焊接机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN115971781A true CN115971781A (zh) | 2023-04-18 |
Family
ID=85961217
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202211054701.4A Pending CN115971781A (zh) | 2022-08-30 | 2022-08-30 | 钢管纵缝焊接机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN115971781A (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116984823A (zh) * | 2023-09-20 | 2023-11-03 | 江苏兴齐智能输电科技有限公司 | 一种电力钢管合缝焊接装置 |
-
2022
- 2022-08-30 CN CN202211054701.4A patent/CN115971781A/zh active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116984823A (zh) * | 2023-09-20 | 2023-11-03 | 江苏兴齐智能输电科技有限公司 | 一种电力钢管合缝焊接装置 |
| CN116984823B (zh) * | 2023-09-20 | 2024-01-05 | 江苏兴齐智能输电科技有限公司 | 一种电力钢管合缝焊接装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111890057B (zh) | 一种工字钢焊接加工系统 | |
| CN110587319B (zh) | 一种用于叉车门架槽钢加工的自动化生产线 | |
| CN203557058U (zh) | 平面分段自动焊接设备 | |
| CN109366176B (zh) | 搅拌车筒体自动成型设备 | |
| CN113996895B (zh) | 一种h型钢自动生产流水线及方法 | |
| CN215880596U (zh) | 一种焊接钢管的焊缝焊接装置 | |
| CN212823866U (zh) | 一种工字钢焊接加工系统 | |
| CN215316454U (zh) | 一种筒体组对拼接设备 | |
| CN210908956U (zh) | 一种用于叉车门架槽钢加工的自动化生产线 | |
| CN115971781A (zh) | 钢管纵缝焊接机 | |
| CN112643215A (zh) | 一种坡口切割用可移动式激光切割机 | |
| CN112643216A (zh) | 一种带机械臂的坡口切割用激光切割机 | |
| CN215356811U (zh) | 金属网篮生产线 | |
| CN213003215U (zh) | 一种便于取放钢材的门焊机 | |
| CN211727850U (zh) | 双向式氩弧焊机 | |
| CN112719676A (zh) | 一种筒体组对拼接设备 | |
| CN218476275U (zh) | 一种无缝焊接装置 | |
| CN216227925U (zh) | 一种管端对接自动化焊接生产线 | |
| CN108356528B (zh) | 一种方形壳体自动弯折焊接装置 | |
| CN216730574U (zh) | 一种h型钢自动生产流水线 | |
| CN114986010A (zh) | 一种轮毂生产用输送焊接设备 | |
| CN209793284U (zh) | 一种智能钢结构生产线 | |
| CN214520223U (zh) | 一种天车大梁内缝机器人焊接系统 | |
| CN215356810U (zh) | 用于金属网篮的夹持装置 | |
| CN114932368A (zh) | 箱型柱内隔板自动组焊设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20230418 |
|
| WD01 | Invention patent application deemed withdrawn after publication |