CN115921188A - 一种实木型材底漆喷涂机 - Google Patents
一种实木型材底漆喷涂机 Download PDFInfo
- Publication number
- CN115921188A CN115921188A CN202211687815.2A CN202211687815A CN115921188A CN 115921188 A CN115921188 A CN 115921188A CN 202211687815 A CN202211687815 A CN 202211687815A CN 115921188 A CN115921188 A CN 115921188A
- Authority
- CN
- China
- Prior art keywords
- paint spraying
- box
- groups
- primer
- solid wood
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 239000003973 paint Substances 0.000 title claims abstract description 136
- 239000002023 wood Substances 0.000 title claims abstract description 44
- 239000007787 solid Substances 0.000 title claims abstract description 38
- 230000037452 priming Effects 0.000 title description 13
- 238000005507 spraying Methods 0.000 claims abstract description 120
- 238000009434 installation Methods 0.000 claims abstract description 31
- 238000001035 drying Methods 0.000 claims abstract description 25
- 238000003848 UV Light-Curing Methods 0.000 claims abstract description 15
- 230000000903 blocking effect Effects 0.000 claims abstract description 8
- 230000005540 biological transmission Effects 0.000 claims description 18
- 239000007921 spray Substances 0.000 claims description 15
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 13
- 238000001179 sorption measurement Methods 0.000 claims description 9
- 238000007599 discharging Methods 0.000 claims description 8
- 239000002912 waste gas Substances 0.000 abstract description 8
- 238000003912 environmental pollution Methods 0.000 abstract 1
- 239000002987 primer (paints) Substances 0.000 description 40
- 239000007789 gas Substances 0.000 description 8
- 238000001723 curing Methods 0.000 description 6
- 229910052799 carbon Inorganic materials 0.000 description 5
- 238000000034 method Methods 0.000 description 5
- 238000007598 dipping method Methods 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 230000029058 respiratory gaseous exchange Effects 0.000 description 4
- 238000007711 solidification Methods 0.000 description 3
- 230000008023 solidification Effects 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 230000001133 acceleration Effects 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- 239000002699 waste material Substances 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 239000008187 granular material Substances 0.000 description 1
- 230000003434 inspiratory effect Effects 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
Images



Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/10—Greenhouse gas [GHG] capture, material saving, heat recovery or other energy efficient measures, e.g. motor control, characterised by manufacturing processes, e.g. for rolling metal or metal working
Landscapes
- Spray Control Apparatus (AREA)
Abstract
本发明涉及实木型材底漆喷涂技术领域,具体为一种实木型材底漆喷涂机,包括工作台,工作台上设置有传送带单元,工作台顶端由左往右依次设置有喷漆箱、连接罩、速干箱以及挡光罩,速干箱内部顶端设置有UV固化单元;喷漆箱内部设置有第一调节机构和驱动机构,第一调节机构包括两组第一安装箱,两组第一安装箱内部均转动连接有第一螺杆,第一滑座底端延伸至第一安装箱底端外部安装有喷漆单元;喷漆箱顶端一侧设置有底漆箱,软管另一端延伸至喷漆箱内部并且与相对应的喷漆单元相连接。本发明便于根据实木型材的尺寸进行调整,使得喷漆更加均匀彻底,并且底漆固化更加快速,提升底漆喷漆效率,便于对喷漆废气进行处理,避免造成环境污染。
Description
技术领域
本发明涉及实木型材底漆喷涂技术领域,具体为一种实木型材底漆喷涂机。
背景技术
实木型材是实木与铁或钢以及具有一定强度和韧性的材料(如塑料、铝、玻璃纤维等)通过轧制、挤出、铸造等工艺制成的具有一定几何形状的物体。目前实木型材的底漆采用人工浸漆工艺。用一个不锈钢的槽,倒入底漆,把型材放到槽子里浸漆,要人工拖拽型材,浸漆只能每次单支加工。不能两支型材同时浸漆,如此操作,可以提高功效,但是质量出现问题。两支型材可能被底漆粘在一起或有浸不到的地方;而且很浪费漆,浸漆后薄厚不均匀。
授权公告号为CN105834053A的中国专利公开了一种实木型材底漆喷涂机,本发明通过与传动机构连接的传送带实现自动给料,节省人力;实现了型材自动进给、均匀喷涂和出口底漆清整为一体的自动化生产,既可节约涂料用量,又能节省人力,并大大提高了工作效率。
但是上述已公开方案存在如下不足之处:油漆管道向着型材表面喷涂时不够均匀,不能从型材的多个面进行喷漆,调整不便,不能适应不同尺寸的型材进行喷漆,通过气泵、通气铜管以及出气小孔将气体吹向型材上进行底漆烘干,不仅烘干效率低下,并且如果风速控制不当容易将型材表面的底漆吹至形变,产生波纹状,影响加工效率,并且底漆喷涂时产生的底漆异味直接排放到空气中,容易造成污染。
发明内容
(一)发明目的
为解决背景技术中存在的技术问题,本发明提出一种便于调节、喷漆效率更高、更加环保的实木型材底漆喷涂机。
(二)技术方案
为解决上述问题,本发明提供一种实木型材底漆喷涂机,包括工作台,工作台上设置有传送带单元,工作台顶端由左往右依次设置有喷漆箱、连接罩、速干箱以及挡光罩,连接罩左右两端分别连接喷漆箱出料端和速干箱入料端,挡光罩连接速干箱出料端,速干箱内部顶端设置有UV固化单元;
喷漆箱内部设置有第一调节机构和驱动机构,驱动机构设置在喷漆箱的后侧壁,第一调节机构包括两组第一安装箱,两组第一安装箱对称设置在喷漆箱内部并且靠近入料端和出料端位置,两组第一安装箱内部均转动连接有第一螺杆,两组第一螺杆通过驱动机构驱动,两组第一螺杆外壁上均螺纹套设有第一滑座,两组第一滑座滑动连接第一安装箱内壁,第一滑座底端延伸至第一安装箱底端外部安装有喷漆单元;
喷漆箱顶端一侧设置有底漆箱,底漆箱底端通过底漆管连接有高压泵,高压泵输出端安装有分流管,分流管输出端安装有若干组软管,软管另一端延伸至喷漆箱内部并且与相对应的喷漆单元相连接,软管与分流管的连接处安装有电磁阀。
优选的,驱动机构包括电机,电机设置在喷漆箱的后侧壁上端,两组第一螺杆的一端均延伸至喷漆箱后侧壁外部并且分别安装有第一链轮和第二链轮,第一链轮和第二链轮外壁配合套设有链条,第一链轮另一端传动连接电机。
优选的,还包括第二调节机构,第二调节机构包括两组第二安装箱,两组第二安装箱对称设置在喷漆箱内部前后两侧,两组第二安装箱内部均转动连接有第二螺杆,两组第二螺杆通过传动机构与驱动机构连接,两组第二螺杆的外壁上均螺纹套设有第二滑座,两组第二滑座滑动连接第二安装箱内壁,第二滑座底端延伸至第二安装箱底端外部安装有另一组喷漆单元。
优选的,传动机构包括两组皮带轮,两组皮带轮分别设置在两组第二螺杆上,两组皮带轮外壁配合套设有皮带,其中靠近驱动机构的一组第二螺杆上还设置有第二锥齿轮,第二锥齿轮啮合连接有第一锥齿轮,第一锥齿轮上安装有传动杆,传动杆转动连接第二安装箱和喷漆箱侧壁,传动杆远离第一锥齿轮的一端延伸至喷漆箱后侧壁外部安装有第三链轮,第三链轮啮合连接链条。
优选的,喷漆单元包括电动伸缩杆和喷漆嘴,喷漆嘴通过安装架连接在电动伸缩杆的输出端,电动伸缩杆顶端安装在第一滑座或者第二滑座底端。
优选的,喷漆嘴相对于电动伸缩杆倾斜设置。
优选的,软管和电磁阀均设置有四组,四组软管和电磁阀分别与第一调节机构、第二调节机构中的喷漆单元相对应,软管的输出端连接喷漆单元中的喷漆嘴。
优选的,还包括废气处理单元,废气处理单元包括气味处理箱,气味处理箱设置在速干箱顶端,气味处理箱一端连接有引风机,气味处理箱另一端通过两组吸气管分别连接有第一吸气罩、第二吸气罩,第一吸气罩设置在喷漆箱的内部顶端,第二吸气罩设置在速干箱的内部顶端。
优选的,废气处理单元还包括过滤网和活性炭吸附层,过滤网和活性炭吸附层由左往右依次设置在气味处理箱内部。
与现有技术相比,本发明的上述技术方案具有如下有益的技术效果:
本发明通过传送带单元可以将实木型材进行匀速运输,节省体力;
本发明通过驱动机构可以同时驱动第一调节机构和第二调节机构,减少动力源的设置,更加节能环保;通过第一调节机构和第二调节机构带动相对应的喷漆单元前后左右往复运动,便于对不同信号的实木型材的不同方向进行均匀快速的喷漆,提升底漆喷漆效率;
本发明通过底漆箱、高压泵、分流管、软管以及电磁阀的设置便于控制不同组喷漆单元中的底漆流向,可以根据实际加工情况进行调整,避免底漆遭到浪费;
本发明通过速干箱和UV固化单元的设置使得底漆喷漆之后快速固化,提升加工效率;
本发明通过废气处理单元不仅可以将喷漆箱中底漆喷漆时产生的废气进行过滤在排放,减小污染,并且还可以加速速干箱中UV固化单元工作时产生的热量排出,进一步提升固化效率。
附图说明
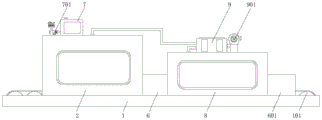
图1为本发明的整体结构示意图;
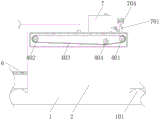
图2为本发明的喷漆箱内部结构示意图;
图3为本发明的喷漆箱与工作台连接方式侧视图;
图4为本发明的第一调节机构与驱动机构连接方式仰视图;
图5为本发明的驱动机构部分结构后视图;
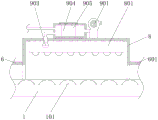
图6为本发明的速干箱内部结构示意图。
附图标记:1、工作台;101、传送带单元;2、喷漆箱;3、第一安装箱;301、第一螺杆;302、第一滑座;4、电机;401、第一链轮;402、第二链轮;403、链条;404、第三链轮;405、传动杆;406、第一锥齿轮;407、第二锥齿轮;5、第二安装箱;501、第二螺杆;502、第二滑座;503、皮带轮;504、皮带;6、连接罩;601、挡光罩;7、底漆箱;701、高压泵;702、分流管;703、软管;704、电磁阀;705、电动伸缩杆;706、喷漆嘴;8、速干箱;801、UV固化单元;9、气味处理箱;901、引风机;902、第一吸气罩;903、第二吸气罩;904、过滤网;905、活性炭吸附层。
具体实施方式
实施例一
如图1所示,本发明提出的一种实木型材底漆喷涂机,包括工作台1,工作台1上设置有传送带单元101,工作台1顶端由左往右依次设置有喷漆箱2、连接罩6、速干箱8以及挡光罩601,连接罩6左右两端分别连接喷漆箱2出料端和速干箱8入料端,挡光罩601连接速干箱8出料端,速干箱8内部顶端设置有UV固化单元801;UV固化单元801为已知技术领域中的公知技术,该技术领域中的技术人员熟知操作,并不在赘述,UV固化单元801用于对实木型材底漆喷涂完毕之后快速固化;
如图2至图5所示,喷漆箱2内部设置有第一调节机构和驱动机构,驱动机构设置在喷漆箱2的后侧壁,第一调节机构包括两组第一安装箱3,两组第一安装箱3对称设置在喷漆箱2内部并且靠近入料端和出料端位置,两组第一安装箱3内部均转动连接有第一螺杆301,两组第一螺杆301通过驱动机构驱动,两组第一螺杆301外壁上均螺纹套设有第一滑座302,两组第一滑座302滑动连接第一安装箱3内壁,第一滑座302底端延伸至第一安装箱3底端外部安装有喷漆单元;
进一步的,驱动机构包括电机4,电机4设置在喷漆箱2的后侧壁上端,两组第一螺杆301的一端均延伸至喷漆箱2后侧壁外部并且分别安装有第一链轮401和第二链轮402,第一链轮401和第二链轮402外壁配合套设有链条403,第一链轮401另一端传动连接电机4;通过控制器启动电机4带动第一链轮401转动,在链条403的带动下,第二链轮402转动,即可通过电机4驱动两组第一螺杆301转动;
进一步的,还包括第二调节机构,第二调节机构包括两组第二安装箱5,两组第二安装箱5对称设置在喷漆箱2内部前后两侧,两组第二安装箱5内部均转动连接有第二螺杆501,两组第二螺杆501通过传动机构与驱动机构连接,两组第二螺杆501的外壁上均螺纹套设有第二滑座502,两组第二滑座502滑动连接第二安装箱5内壁,第二滑座502底端延伸至第二安装箱5底端外部安装有另一组喷漆单元;传动机构包括两组皮带轮503,两组皮带轮503分别设置在两组第二螺杆501上,两组皮带轮503外壁配合套设有皮带504,其中靠近驱动机构的一组第二螺杆501上还设置有第二锥齿轮407,第二锥齿轮407啮合连接有第一锥齿轮406,第一锥齿轮406上安装有传动杆405,传动杆405转动连接第二安装箱5和喷漆箱2侧壁,传动杆405远离第一锥齿轮406的一端延伸至喷漆箱2后侧壁外部安装有第三链轮404,第三链轮404啮合连接链条403;当电机4带动链条403转动时,通过链条403可以带动第三链轮404转动,第三链轮404带动传动杆405转动,进而第一锥齿轮406带动第二锥齿轮407转动,使得第二螺杆501转动,通过皮带轮503和皮带504可以带动另一组第二螺杆501转动,进而驱动机构可以通哟传动机构带动两组第二螺杆501转动;
进一步的,喷漆单元包括电动伸缩杆705和喷漆嘴706,喷漆嘴706通过安装架连接在电动伸缩杆705的输出端,电动伸缩杆705顶端安装在第一滑座302或者第二滑座502底端;
更进一步的,喷漆嘴706相对于电动伸缩杆705倾斜设置;喷漆单元共设置有四组,通过倾斜设置的四组喷漆嘴706可以将传送带单元101上输送的实木型材多个角度均匀喷涂底漆,分别是实木型材的顶端面以及前后左右四个侧壁;
如图1至图3和图5所示,喷漆箱2顶端一侧设置有底漆箱7,底漆箱7底端通过底漆管连接有高压泵701,高压泵701输出端安装有分流管702,分流管702输出端安装有若干组软管703,软管703另一端延伸至喷漆箱2内部并且与相对应的喷漆单元相连接,软管703与分流管702的连接处安装有电磁阀704;
进一步的,软管703和电磁阀704均设置有四组,四组软管703和电磁阀704分别与第一调节机构、第二调节机构中的喷漆单元相对应,软管703的输出端连接喷漆单元中的喷漆嘴706,通过控制器控制各组电磁阀704阀口的开合,从而将底漆箱7中底漆通过高压泵701抽出,经过相对应的电磁阀704和软管703向着相对应的喷漆单元输送,便于控制底漆流向。
本实施例中,将实木型材放置在传送带单元101上对准喷漆箱2的入料端,通过控制器启动传送带单元101将实木型材向着喷漆箱2内部传送,通过通过控制器启动高压泵701将底漆箱7内部的底漆抽出输送到各组软管703中,并且将底漆输送到左右两侧和前后两侧的喷漆单元中,并且最终由喷漆单元中的喷漆嘴706喷出,电动伸缩杆705的设置便于调整喷漆嘴706相对于实木型材的高度,使用更加灵活,当实木型材在传送带单元101运输下匀速缓慢向着喷漆箱2出料端移动时,通过控制器启动驱动机构驱动两组第一螺杆301转动,进而带动两组第一滑座302沿着对应的第一螺杆301前后运动,进而带动左右两侧的喷漆单元前后往复运动,同时驱动机构通过传动机构带动两组第二螺杆501转动,进而两组第二滑座502带动前后两组喷漆单元左右往复运动,进而实木型材的顶端面以及前后左右各个侧壁均能被均匀喷上底漆,喷漆效果更加均匀彻底;传送带单元101继续将喷漆完毕的实木型材向着喷漆箱2出料端运动,直至实木型材进入到速干箱8内部时暂停传送带单元101,通过控制器启动UV固化单元801对喷漆之后的实木型材进行快速照射固化,采用此种方式不仅比传统方式中气泵吹干更加快速固化底漆,并且不会造成实木型材表面的底漆被气泵吹至形变,提升加工效率,当实木型材上的底漆被UV固化单元801照射固化之后,重启传送带单元101将实木型材向着挡光罩601外部传送,挡光罩601的设置便于将UV固化单元801产生的紫外线遮挡,减小危害。
实施例二
如图1和图6所示,本发明提出的一种实木型材底漆喷涂机,相较于实施例一,还包括废气处理单元,废气处理单元包括气味处理箱9,气味处理箱9设置在速干箱8顶端,气味处理箱9一端连接有引风机901,气味处理箱9另一端通过两组吸气管分别连接有第一吸气罩902、第二吸气罩903,第一吸气罩902设置在喷漆箱2的内部顶端,第二吸气罩903设置在速干箱8的内部顶端;
进一步的,废气处理单元还包括过滤网904和活性炭吸附层905,过滤网904和活性炭吸附层905由左往右依次设置在气味处理箱9内部,过滤网904可以将喷漆箱2中废气中的底漆颗粒进行过滤,避免污染引风机901,活性炭吸附层905可以将喷漆箱2中废气中的底漆异味进行过滤,避免直接排放到空气中造成污染。
本实施例中,通过控制器启动引风机901,通过第一吸气罩902将喷漆箱2中底漆喷漆时产生的废气快速吸收到气味处理箱9中,并且经过过滤网904过滤掉细微底漆颗粒、经过活性炭吸附层905吸除异味之后再排出;通过第二吸气罩903将速干箱8中UV固化单元801工作加速实木型材固化产生的热量排出,提升实木型材固化效率。
工作原理:通过传送带单元101可以将实木型材进行匀速运输,节省体力;通过驱动机构可以同时驱动第一调节机构和第二调节机构,减少动力源的设置,更加节能环保;通过第一调节机构和第二调节机构带动相对应的喷漆单元前后左右往复运动,便于对不同信号的实木型材的不同方向进行均匀快速的喷漆,提升底漆喷漆效率;通过底漆箱7、高压泵701、分流管702、软管703以及电磁阀704的设置便于控制不同组喷漆单元中的底漆流向,可以根据实际加工情况进行调整,避免底漆遭到浪费;通过速干箱8和UV固化单元801的设置使得底漆喷漆之后快速固化,提升加工效率;通过废气处理单元不仅可以将喷漆箱2中底漆喷漆时产生的废气进行过滤在排放,减小污染,并且还可以加速速干箱8中UV固化单元801工作时产生的热量排出,进一步提升固化效率。
上面结合附图对本发明的实施方式作了详细说明,但是本发明并不限于此,在所属技术领域的技术人员所具备的知识范围内,在不脱离本发明宗旨的前提下还可以作出各种变化。
Claims (9)
1.一种实木型材底漆喷涂机,其特征在于,包括工作台(1),工作台(1)上设置有传送带单元(101),工作台(1)顶端由左往右依次设置有喷漆箱(2)、连接罩(6)、速干箱(8)以及挡光罩(601),连接罩(6)左右两端分别连接喷漆箱(2)出料端和速干箱(8)入料端,挡光罩(601)连接速干箱(8)出料端,速干箱(8)内部顶端设置有UV固化单元(801);
喷漆箱(2)内部设置有第一调节机构和驱动机构,驱动机构设置在喷漆箱(2)的后侧壁,第一调节机构包括两组第一安装箱(3),两组第一安装箱(3)对称设置在喷漆箱(2)内部并且靠近入料端和出料端位置,两组第一安装箱(3)内部均转动连接有第一螺杆(301),两组第一螺杆(301)通过驱动机构驱动,两组第一螺杆(301)外壁上均螺纹套设有第一滑座(302),两组第一滑座(302)滑动连接第一安装箱(3)内壁,第一滑座(302)底端延伸至第一安装箱(3)底端外部安装有喷漆单元;
喷漆箱(2)顶端一侧设置有底漆箱(7),底漆箱(7)底端通过底漆管连接有高压泵(701),高压泵(701)输出端安装有分流管(702),分流管(702)输出端安装有若干组软管(703),软管(703)另一端延伸至喷漆箱(2)内部并且与相对应的喷漆单元相连接,软管(703)与分流管(702)的连接处安装有电磁阀(704)。
2.根据权利要求1所述的一种实木型材底漆喷涂机,其特征在于,驱动机构包括电机(4),电机(4)设置在喷漆箱(2)的后侧壁上端,两组第一螺杆(301)的一端均延伸至喷漆箱(2)后侧壁外部并且分别安装有第一链轮(401)和第二链轮(402),第一链轮(401)和第二链轮(402)外壁配合套设有链条(403),第一链轮(401)另一端传动连接电机(4)。
3.根据权利要求1所述的一种实木型材底漆喷涂机,其特征在于,还包括第二调节机构,第二调节机构包括两组第二安装箱(5),两组第二安装箱(5)对称设置在喷漆箱(2)内部前后两侧,两组第二安装箱(5)内部均转动连接有第二螺杆(501),两组第二螺杆(501)通过传动机构与驱动机构连接,两组第二螺杆(501)的外壁上均螺纹套设有第二滑座(502),两组第二滑座(502)滑动连接第二安装箱(5)内壁,第二滑座(502)底端延伸至第二安装箱(5)底端外部安装有另一组喷漆单元。
4.根据权利要求2或3所述的一种实木型材底漆喷涂机,其特征在于,传动机构包括两组皮带轮(503),两组皮带轮(503)分别设置在两组第二螺杆(501)上,两组皮带轮(503)外壁配合套设有皮带(504),其中靠近驱动机构的一组第二螺杆(501)上还设置有第二锥齿轮(407),第二锥齿轮(407)啮合连接有第一锥齿轮(406),第一锥齿轮(406)上安装有传动杆(405),传动杆(405)转动连接第二安装箱(5)和喷漆箱(2)侧壁,传动杆(405)远离第一锥齿轮(406)的一端延伸至喷漆箱(2)后侧壁外部安装有第三链轮(404),第三链轮(404)啮合连接链条(403)。
5.根据权利要求1或3所述的一种实木型材底漆喷涂机,其特征在于,喷漆单元包括电动伸缩杆(705)和喷漆嘴(706),喷漆嘴(706)通过安装架连接在电动伸缩杆(705)的输出端,电动伸缩杆(705)顶端安装在第一滑座(302)或者第二滑座(502)底端。
6.根据权利要求5所述的一种实木型材底漆喷涂机,其特征在于,喷漆嘴(706)相对于电动伸缩杆(705)倾斜设置。
7.根据权利要求1或5所述的一种实木型材底漆喷涂机,其特征在于,软管(703)和电磁阀(704)均设置有四组,四组软管(703)和电磁阀(704)分别与第一调节机构、第二调节机构中的喷漆单元相对应,软管(703)的输出端连接喷漆单元中的喷漆嘴(706)。
8.根据权利要求1所述的一种实木型材底漆喷涂机,其特征在于,还包括废气处理单元,废气处理单元包括气味处理箱(9),气味处理箱(9)设置在速干箱(8)顶端,气味处理箱(9)一端连接有引风机(901),气味处理箱(9)另一端通过两组吸气管分别连接有第一吸气罩(902)、第二吸气罩(903),第一吸气罩(902)设置在喷漆箱(2)的内部顶端,第二吸气罩(903)设置在速干箱(8)的内部顶端。
9.根据权利要求8所述的一种实木型材底漆喷涂机,其特征在于,废气处理单元还包括过滤网(904)和活性炭吸附层(905),过滤网(904)和活性炭吸附层(905)由左往右依次设置在气味处理箱(9)内部。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202211687815.2A CN115921188A (zh) | 2022-12-28 | 2022-12-28 | 一种实木型材底漆喷涂机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202211687815.2A CN115921188A (zh) | 2022-12-28 | 2022-12-28 | 一种实木型材底漆喷涂机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN115921188A true CN115921188A (zh) | 2023-04-07 |
Family
ID=86653902
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202211687815.2A Withdrawn CN115921188A (zh) | 2022-12-28 | 2022-12-28 | 一种实木型材底漆喷涂机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN115921188A (zh) |
-
2022
- 2022-12-28 CN CN202211687815.2A patent/CN115921188A/zh not_active Withdrawn
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN104588247A (zh) | 塑胶件全自动无尘涂装线 | |
| CN205673132U (zh) | 喷涂往复机的双臂往复喷涂装置 | |
| CN205673118U (zh) | 喷涂往复机 | |
| CN214416757U (zh) | 中小型悬挂式涂装设备 | |
| CN108838905A (zh) | 一种智能制造用板式工件喷砂机 | |
| CN114589039A (zh) | 一种建筑机械配件加工的环保局部喷漆装置及方法 | |
| CN115921188A (zh) | 一种实木型材底漆喷涂机 | |
| CN219723425U (zh) | 一种铝单板表面处理装置 | |
| CN220825002U (zh) | 一种车辆制动鼓喷漆清洗机构 | |
| CN115476281A (zh) | 一种用于长夹板型材表面处理的装置 | |
| CN205673131U (zh) | 喷涂往复机的净化喷室 | |
| CN211865617U (zh) | 一种镁合金铸造产品喷漆处理装置 | |
| CN210411285U (zh) | 一种应用于钢材加工的节能环保喷涂设备 | |
| CN203842745U (zh) | 一种可视隔离喷涂装置 | |
| CN212167938U (zh) | 一种用于静电喷粉家具板材的uv光固化喷涂处理装置 | |
| CN211756226U (zh) | 一种汽车钢板表面处理用喷涂装置 | |
| CN209849182U (zh) | 一种汽车自动大灯淋涂装置 | |
| CN209997853U (zh) | 一种汽车喷涂作业钢板密闭房 | |
| CN2725622Y (zh) | 汽车刹车片背板前处理机 | |
| CN207667910U (zh) | 一种环保型快速喷漆装置 | |
| CN114618727B (zh) | 一种节能建筑加工用具有防止油漆分子扩散的喷漆装置 | |
| CN205673122U (zh) | 喷涂往复机油漆回收装置 | |
| CN214347463U (zh) | 一种汽车玻璃钢件加工用喷漆装置 | |
| CN221619824U (zh) | 一种机电设备加工用自动喷涂装置 | |
| CN219702538U (zh) | 一种水性仿石材铝单板表面涂覆装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| WW01 | Invention patent application withdrawn after publication |
Application publication date: 20230407 |
|
| WW01 | Invention patent application withdrawn after publication |