一种刀片式动力电池托盘薄底板焊接方法
技术领域
本发明涉及新能源汽车加工制造技术领域,具体为一种刀片式动力电池托盘薄底板焊接方法。
背景技术
近年来,新能源电动车辆逐渐取代燃油汽车,成为日益增长的汽车类型。电动汽车中的动力电池是其电能的储存部件,在整个车辆中属于核心部件。动力电池模组被电池包壳体承载,电池包壳体再与车辆底架相连,构成坚固的承载车身。由于新能源电动车重与其续航里程紧密关联,基于车身轻量化考虑,铝制车身结构由于其轻量化、耐腐蚀和回收残值等综合指标均达到优秀,成为越来越多新能源汽车的选择,电池包壳体及其电池托盘作为其结构重要部件,占去了电池系统重量的20~30%,也是新能源汽车的核心能量源,对电池模块的安全和防护起着关键作用。其一般是安装在车体下部,主要用于保护锂电池在受到外界碰撞、挤压时不会损坏。
传统的电池电池包模组之间由于还需要线束的连接,因此框架托盘底板设计为型材,中间还有横向或纵向的加强结构,整体结构刚度比较好,不易变形,生产制造容易控制。但是纵横结构件会占用了本已宝贵的电池包内部空间。近年来,出现了刀片式磷酸铁锂动力电池,刀片电池无需模组,可以直接由电芯构成电池包,并且具有更为优秀的自身结构强度,这种电池形式省去了电池包内的横纵梁,提升了整体空间利用率。传统电池的空间利用率约为40%,而刀片电池的电池包空间利用率则能够提升至60%。刀片电池所匹配的电池包下壳体(电池托盘)为带梁铝薄板壳体,与传统的电池模组框架式托盘相比,刀片电池托盘底板采用1.5mm的薄板,中间设置单根横梁的加强结构,加大了电池托盘生产制造的难度,对生产制造提出了更高的要求,特别是在对电池托盘底薄板与边框铝厚板进行搭接搅拌焊过程中,由于焊接处产生大量热量和焊接应力,焊接处发生严重扭曲,极大影响了电池托盘的技术精度,增加废品率,影响后续其他部件安装。
检索关键词:焊接、搅拌摩擦焊、电磁铁、压紧、压板、加热、电池托盘
1、新能源汽车电池托盘搅拌摩擦焊接用夹具;CN202021077233.9;一种新能源汽车电池托盘搅拌摩擦焊接用夹具,包括支撑架、夹持工位、X轴侧推机构组、Y轴侧推机构组、X轴定位机构组、Y轴定位机构组、前端压紧机构组、后端压紧机构组、左端压紧机构组、右端压紧机构组、及两个顶升机构组,夹持工位设于支撑架上,夹持工位X轴方向的相对两侧分别设置有X轴侧推机构组和X轴定位机构组,夹持工位Y轴方向的相对两侧分别设置有Y轴侧推机构组和Y轴定位机构组,前端压紧机构组、后端压紧机构组、左端压紧机构组、右端压紧机构组分别围设在夹持工位的前后左右侧,两个顶升机构组分别设置在夹持工位下方的相对两侧。本实用新型可装夹多种不同型号的电池托盘,降低了制造成本,且装夹稳定性高。
2、一种适用于空间面的搅拌摩擦焊接装置;CN201910614800.5;一种适用于空间面的搅拌摩擦焊接装置,包括支撑板,第一待焊工件和第二待焊工件,通过控制面板开启吹风机,进而对第一待焊工件和第二待焊工件的上表面进行清洁,通过控制面板开启电磁铁、第二气缸和搅拌摩擦焊接装置本体,使得电磁铁对第一待焊工件和第二待焊工件进行吸附固定,搅拌头对第一待焊工件和第二待焊工件进行焊接,设有第一气缸,第一气缸的第一伸缩杆推动滑块移动,进而使得支撑板移动,当滑块移动到滑槽的一端时,控制面板控制电磁铁关闭,且控制第一气缸的第一伸缩杆收缩,使得滑块移动到初始状态,如此往复,即实现对第一待焊工件和第二待焊工件的搅拌摩擦焊接,方便使用。
3、一种搅拌摩擦焊电磁铁工装;CN202121083570.3;一种搅拌摩擦焊电磁铁工装,包括基座、定位块、边框夹持机构、底板压覆机构和锁附机构,若干所述定位块对应于边框的外周轮廓壁分布设置在基座上,若干组所述边框夹持机构对应于边框的外轮廓设置在基座上,且所述边框通过所述边框夹持机构夹持在基座上方,所述基座位于若干定位块的内圈区域设置有锁附机构,所述锁附机构的上方间距设置有底板压覆机构,底板被磁吸夹持在所述锁附机构与底板压覆机构之间,其整体结构简单、使用方便。
4、新能源汽车电池盒搅拌摩擦焊夹具;CN202120893459.4;一种焊接夹具,具体说是新能源汽车电池盒搅拌摩擦焊夹具。它的特点是包括龙门架和矩形底板,矩形底板位于龙门架的两个竖部间。矩形底板上表面的四周均设置有支撑块。位于矩形底板长边的支撑块外侧的矩形底板上均有竖向布置的杠杆缸。位于矩形底板一个短边上的支撑块外侧的矩形底板上均有第一旋转缸。位于矩形底板上表面另一个短边上的支撑块外侧的矩形底板上均有支撑缸。支撑缸外侧有第二旋转缸。支撑块间的矩形底板上表面上固定有电磁铁。龙门架的横部上有驱动缸,驱动缸的活塞杆下端上固定有支撑板,支撑板的下方连接有水冷板。该夹具的工作效率较高,重复定位精度较高,整体冷却效果好。
5、带加热功能的搅拌摩擦焊工装;申请号:CN201711216631.7;摘要:一种带加热功能的搅拌摩擦焊工装,包括底座,所述底座上设置有用于安装待焊接工件的工件放置区,所述底座上位于工件放置区左右侧分别设置有侧向压紧机构,所述底座上位于工件放置区域前后方分别设置有端部压紧机构;在所述底座上还设置有多个用于压紧工件的纵向压紧机构,所述底座上设置有用于对待焊接工件背面进行加热的电加热元件。本发明,便于待焊接的左右工件在夹具上的安装固定,为了增大焊接工艺窗口,减小工件在厚度方向上的温度差异,提高厚板搅拌摩擦焊的焊接质量,在底座上预埋多个电加热元件,当焊接厚板时,将电加热元件通电,从而在焊接过程中对工件进行补充加热,减小焊缝厚度方向温度温差,提高焊接质量。
虽然现有技术中也出现例如公开文献:一种搅拌摩擦焊电磁铁工装;CN202121083570.3;关于设置电磁铁吸附压板,压紧托盘工件的搅拌焊接方式,但是压板装置无法自动抬升移动;其次,以此方式搅拌焊接后的薄底板平面度依然不足,无法满足产品需求。
发明内容
本发明的目的是提供一种刀片式动力电池托盘薄底板焊接方法,专门应用于刀片电池底板的搅拌摩擦焊,可消除薄底板焊接中出现的底板变形问题,利用电磁铁的吸合作用,压板在焊接过程中持续压紧底板,提前消解焊接所带来的应力,最终可使电池托盘薄板平面度符合产品要求。
为达到上述目的,本发明的技术方案如下:
一种刀片式动力电池托盘薄底板焊接方法,在进行搅拌摩擦焊之前,用加热管对电池托盘的边框和薄底板进行加热至预定温度后进行搅拌摩擦焊操作,搅拌摩擦焊的同时用压板将电池托盘的薄底板压紧。
一种刀片式动力电池托盘薄底板焊接方法,还包括如下步骤:
A、设备通电,将已经把薄底板和边框点焊固定的电池托盘摆放上加热工装,利用侧顶气缸将其定位准确,然后用气动夹具夹紧固定;
B、移动架带着压板行走至加热工装正上方,升降气缸下降将压板放在电池托盘正上方,插销缩回,移动架与压板分离,移动架移动回到原位;
C、打开电磁铁开关,压板将电池托盘的薄底板压紧,开启电热管加热开关,加热工装给电池托盘进行加热,当电池边框和薄底板加热到预定温度,进行底板与边框的搅拌摩擦焊作业;
D、搅拌摩擦焊结束后,关闭电磁铁和加热,滑动架移动入位吊板下降到位,插销伸出穿过吊耳,将吊板吊升,然后移动回原位;
E、完成电池托盘搅拌摩擦焊作业,松开气动夹具,取出托盘。
所述加热管包括底板加热管和边框加热管,底板加热管布置在每列电磁铁的相邻中间处,与薄底板的位置匹配;边框加热管布置在电磁铁阵列的四周,与边框的位置匹配。
所述薄底板与边框的加热温度为差温加热,薄底板加热温度较边框温度高。
所述薄底板加热温度为70℃,边框加热温度为40℃。
所述装置的机架安装导轨,导轨上安装可左右滑动的滑动架,滑动架顶部固定安装升降气缸,升降气缸向下的活塞杆端部与吊板连接,吊板下方可活动连接压板;机架的一端固定安装加热工装,加热工装上端面为焊接台面,焊接台面下方布置电磁铁阵列和加热管。
所述吊板上安装若干竖直的导杆,滑动架相应位置设置对应的导环。
所述压板上端面设置水平的插销气缸,插销气缸的活塞杆安装插销,吊板上端面对应位置设置吊耳。导杆能够导向吊板沿竖直方向运动,不发生偏转和歪斜的现象。
所述加热工装的四周设置若干夹具, 夹具开合通过设置在机架上的焊接缸手转柄电性控制。夹具用于将电池托盘夹紧定位。
所述加热工装的两端设置若干侧顶气缸。侧顶气缸用于推到限位处将电池托盘对中。
所述加热管包括底板加热管和边框加热管,底板加热管布置在每列电磁铁的相邻中间处,边框加热管布置在电磁铁阵列的四周。由于电池托盘的边框和中部厚度不均,需要加热的热量不相同。因此设置底板加热管和边框加热管共同作用,使电池托盘加热更为均匀可控。
本发明的优点:
1、本发明专门应用于刀片电池薄底板的搅拌摩擦焊,加热工装起到了以下两个作用:其一为:由于薄底板壁厚较薄,边框为5-6mm的厚板或型材,两者的搭接面在高温搅拌焊的过程中,高温搅拌部分与周围冷却部分温差较小,搅拌过程中的材料流动性更好,焊缝更为紧密牢固;其次,在电磁铁的吸合压力作用下,薄底板持续受压和加热作用,薄底板在焊接过程中所受到的焊接内应力不断得到释放和消解,应力不会残留,最终可使刀片动力电池托盘平面度符合产品要求,并且不会在后期使用过程中再次因残余应力释放而再次发生变形。
2、本发明中优选采用差温加热的方式对边框与薄底板进行加热焊接,所得到的薄底板平面度更好,且实现在最低加热能耗情况下,达到最好平面度的技术效果。
3、本发明工装设备自动化程度高,操作便捷,加热控制分区控制,控制温度精确可靠,操作人员只需简单培训即可上岗,维护方便。
附图说明:
图1为本发明俯视结构示意图;
图2为图1中Ⅰ处的放大结构图;
图3为图1中Ⅱ处的放大结构图;
图4为本发明主视结构示意图;
图5为电池托盘焊接状态结构示意图;
图6为刀片式动力电池托盘外观结构示意图;
图7为均温加热状态下,不同温度的焊接底板平面度坐标图;
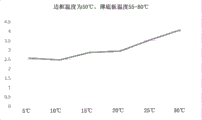
图8为差温加热状态下,边框温度35℃,薄底板温度55-80℃焊接底板平面度坐标图;
图9为差温加热状态下,边框温度40℃,薄底板温度55-80℃焊接底板平面度坐标图;
图10为差温加热状态下,边框温度45℃,薄底板温度55-80℃焊接底板平面度坐标图;
图11为差温加热状态下,边框温度50℃,薄底板温度55-80℃焊接底板平面度坐标图;
图中的序号和部件名称为:1-机架;2-轨道;3-滑动架;31-升降气缸;32-吊板;33-导杆;34-插销气缸;4-压板;41-吊耳;5-加热工装;51-焊接台面;52-夹具;53-侧顶气缸;54-电磁铁开关;55-电磁铁;56-焊接缸手转柄;57-底板加热管;58-边框加热管;61-前后边框;62-左右边框;63-薄底板。
具体实施方式
实施例1
一种刀片式动力电池托盘薄底板焊接方法,在进行搅拌摩擦焊之前,用加热管对电池托盘的边框和薄底板进行加热至预定温度后进行搅拌摩擦焊操作,搅拌摩擦焊的同时用压板将电池托盘的薄底板压紧。
所述刀片式动力电池托盘薄底板焊接方法,还包括如下步骤:
A、设备通电,将已经把薄底板和边框点焊固定的电池托盘摆放上加热工装,利用侧顶气缸将其定位准确,然后用气动夹具夹紧固定;
B、移动架带着压板行走至加热工装正上方,升降气缸下降将压板放在电池托盘正上方,插销缩回,移动架与压板分离,移动架移动回到原位;
C、打开电磁铁开关,压板将电池托盘的薄底板压紧,开启电热管加热开关,加热工装给电池托盘进行加热,当电池边框和薄底板加热到预定温度,进行底板与边框的搅拌摩擦焊作业;
D、搅拌摩擦焊结束后,关闭电磁铁和加热,滑动架移动入位吊板下降到位,插销伸出穿过吊耳,将吊板吊升,然后移动回原位;
E、完成电池托盘搅拌摩擦焊作业,松开气动夹具,取出托盘。
所述加热管包括底板加热管57和边框加热管58,底板加热管57布置在每列电磁铁55的相邻中间处,与薄底板的位置匹配;边框加热管58布置在电磁铁55阵列的四周,与边框的位置匹配。
所述薄底板与边框的加热温度为均温55℃。
所述薄底板与边框的加热温度为差温加热,薄底板加热温度较边框温度高。
所述薄底板加热温度为70℃,边框加热温度为40℃。
应用实施例:
刀片式动力电池托盘,采用6061合金铝合金的边框和1.5mm厚度的冷轧5083铝板进行搅拌焊焊接,铝合金托盘尺寸为1210*1777.6mm,托盘焊接后底板后,铝合金托盘的平面度为小于4mm。满足产品变形度≤4mm的指标要求。
同样的动力刀片电池托盘,采用传统方式进行横梁焊接,将边框直接与底板进行搅拌摩擦焊,焊接铝合金托盘地面平直度(不平度)尺寸为大于4mm。
申请人在上述条件下,在35℃-80℃均温加热状态下焊接底板平面度测试,将焊接后的电池托盘放在检测平台上,测得底板与平台台面的最大间距。
将各个温度状态下焊接底板平面度均值进行坐标表达如图7所示:
由上述可知,在边框和薄底板均温加热至55℃时,薄底板焊接平面间隙最小,其原因在于:加热温度低于55℃时,薄底板内部焊接所残余应力没有得到充分释放,当失去压板压力后,焊接带来的残余应力又导致薄底板产生弯曲;当加热温度高度55℃时,搅拌摩擦焊在焊区产生的热量,叠加加热管带来的热量,造成焊区周围温度过高,甚至接近铝合金过烧温度,导致焊区附近,即边框与薄底板搭接附近处,薄底板发生橘皮粗晶并发生轻微变形。
因此,如薄底板和边框同时加热至55℃左右,可以使之避免上述现象,处于一个较为黄金的平衡点。
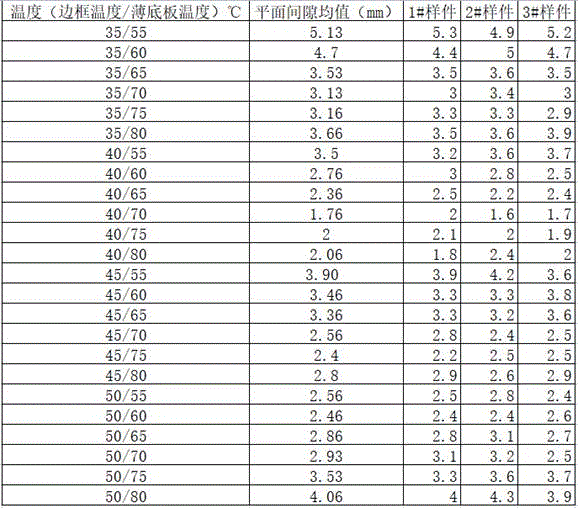
然后电池边框采用差温加热形式进行加热搅拌焊作业,所测试得到结果如下表:
将上述数据分成四组,根据边框温度和薄底板温度的差值,做成四个曲线图进行分析:曲线图纵坐标为平面间隙值,横坐标为边框温度与薄底板的温度差值,从附图8-11可以看出,温度差值与平面间隙值的关系大致呈下凹型曲线,说明边框温度和薄底板温度的温度差值存在一个最优点,大致在30-35摄氏度的差值时为佳。
由上述可知,在实际生产过程中,当电池托盘的边框和薄底板采用40/70℃加温时,平面间隙最小,其原因在于:当薄底板温度较高,但边框的温度较低,搅拌焊的过程中,薄底板和边框的搭接处,薄底板的热量能够持续传导到边框上,即使搅拌焊所产生的热量较大,但是却没有超过铝合金的过烧温度,薄底板能够在整个搅拌焊过程中,在压板的持续加压下保持形态,而且焊接边缘处依然保持平整。由此,找到焊接工艺的黄金平衡点。