CN114801340B - 一种包装箱生产用纸板贴合装置 - Google Patents
一种包装箱生产用纸板贴合装置 Download PDFInfo
- Publication number
- CN114801340B CN114801340B CN202210744668.1A CN202210744668A CN114801340B CN 114801340 B CN114801340 B CN 114801340B CN 202210744668 A CN202210744668 A CN 202210744668A CN 114801340 B CN114801340 B CN 114801340B
- Authority
- CN
- China
- Prior art keywords
- plate
- strip
- shaped
- conveying
- fixedly connected
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F1/00—Mechanical deformation without removing material, e.g. in combination with laminating
- B31F1/20—Corrugating; Corrugating combined with laminating to other layers
- B31F1/24—Making webs in which the channel of each corrugation is transverse to the web feed
- B31F1/26—Making webs in which the channel of each corrugation is transverse to the web feed by interengaging toothed cylinders cylinder constructions
- B31F1/28—Making webs in which the channel of each corrugation is transverse to the web feed by interengaging toothed cylinders cylinder constructions combined with uniting the corrugated webs to flat webs ; Making double-faced corrugated cardboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F1/00—Mechanical deformation without removing material, e.g. in combination with laminating
- B31F1/20—Corrugating; Corrugating combined with laminating to other layers
- B31F1/24—Making webs in which the channel of each corrugation is transverse to the web feed
- B31F1/26—Making webs in which the channel of each corrugation is transverse to the web feed by interengaging toothed cylinders cylinder constructions
- B31F1/28—Making webs in which the channel of each corrugation is transverse to the web feed by interengaging toothed cylinders cylinder constructions combined with uniting the corrugated webs to flat webs ; Making double-faced corrugated cardboard
- B31F1/2845—Details, e.g. provisions for drying, moistening, pressing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F5/00—Attaching together sheets, strips or webs; Reinforcing edges
Abstract
本发明公开了一种包装箱生产用纸板贴合装置,涉及到包装箱生产领域,包括输送机构和压紧机构,还包括U形板、单向传动机构、顶起机构及多个条形支撑台,多个条形支撑台均横向设置在输送机构中的两个侧板中间,且多个条形支撑台的上侧与输送机构中的两个输送带上侧平齐,U形板位于两个侧板的上侧,且U形板的下侧两端分别与两个侧板的上侧中部固定连接,压紧机构设置在U形板中。本发明能够自动对待压紧的瓦楞纸板和压紧后的瓦楞纸板进行输送和压紧,且不需要设置控制器,只需要控制气缸伸缩,不仅降低设备成本,且操作简单,还能够将压紧后瓦楞纸板向上顶起,从而便于人们对瓦楞纸板进行拿取。
Description
技术领域
本发明属于包装箱生产技术领域,具体为一种包装箱生产用纸板贴合装置。
背景技术
包装箱主要是为了便于运输装卸和仓贮,一般用木箱和瓦楞实木托盘,也有采用锡桶或白铁桶的,采用的标准是GB/T7284-1998框架木箱国标起草单位,根据被运输或装载的物品特性,采用国家标准保护,现在于2016年5月15日作废,被GB/T7284-2016代替。
目前,包装箱一般采用瓦楞纸板制成,而瓦楞纸板是一个多层的黏合体,它最少由一层波浪形芯纸夹层及一层纸板层构成,具有较高的机械强度,能抵受搬运过程中的碰撞和摔跌,瓦楞纸板的实际表现取决于三项因素:芯纸和纸板的特性及纸箱本身的结构,而瓦楞纸板在生产时,需要将波浪形芯纸夹层和纸板层通过胶水进行粘接贴合,在使用胶水贴合时,一般需要使用压紧装置对瓦楞纸板进行压紧,从而使波浪形芯纸夹层和纸板层粘接的更加牢固,但是,现有技术中,在对瓦楞纸板粘接贴合时,波浪形芯纸夹层和纸板层一般通过人工搬运或者输送带输送至压紧装置上,而通过人们搬运,不仅效率低,且增加了人们的劳动强度,而通过输送带输送,一般是通过控制器对压紧装置和输送带进行分别控制,不仅增加设备成本,且操作复杂,同时,当瓦楞纸板贴合压紧后,瓦楞纸板平放在压紧装置上,不便于人们进行拿取。
发明内容
针对上述情况,为克服现有技术的缺陷,本发明提供一种包装箱生产用纸板贴合装置,有效的解决了目前在对瓦楞纸板粘接贴合时,波浪形芯纸夹层和纸板层一般通过人工搬运或者输送带输送至压紧装置上,而通过人们搬运,不仅效率低,且增加了人们的劳动强度,而通过输送带输送,一般是通过控制器对压紧装置和输送带进行分别控制,不仅增加设备成本,且操作复杂,同时,当瓦楞纸板贴合压紧后,瓦楞纸板平放在压紧装置上,不便于人们进行拿取的问题。
为实现上述目的,本发明提供如下技术方案:一种包装箱生产用纸板贴合装置,包括输送机构和压紧机构,还包括U形板、单向传动机构、顶起机构及多个条形支撑台,多个所述条形支撑台均横向设置在输送机构中的两个侧板中间,且多个条形支撑台的上侧与输送机构中的两个输送带上侧平齐,所述U形板位于两个侧板的上侧,且U形板的下侧两端分别与两个侧板的上侧中部固定连接,所述压紧机构设置在U形板中,且压紧机构中的升降板和压紧板均可竖直滑动设置在U形板中,所述U形板的后侧中部开设有竖直设置的条形口,所述条形口中滑动设置有移动块,所述移动块的前端与升降板的后侧固定连接,所述单向传动机构设置在U形板的后侧,且单向传动机构中的齿条杆竖直设置在U形板后侧并与移动块的后端固定连接,所述升降板通过单向传动机构可带动两个输送带循环传动,所述顶起机构设置在多个条形支撑台上;
所述输送机构包括两个侧板、两个输送辊和两个输送带,两个所述侧板均横向设置并前后对称,两个所述输送辊均纵向设置在两个侧板中,且两个输送辊的前后两端均通过第一转轴分别与两个侧板转动连接,两个所述输送带均套设在两个输送辊上并可进行循环传动,多个所述条形支撑台与两个输送带纵向排列并依次交替分布,右侧所述输送辊通过多个轴承同时与多个条形支撑台前侧面右端转动连接,多个所述条形支撑台的前侧面左端共同固定插接有支撑辊,所述支撑辊从两个输送带的内部穿过,且支撑辊的前后两端分别与两个侧板固定连接;
所述顶起机构包括多个顶块、多个充气管、多个顶杆、通气管及压杆,多个所述条形支撑台的上侧右端均开设有方槽,多个所述顶块分别可竖直设置在多个方槽中,且多个顶块的下端分别与多个顶杆固定连接,多个所述充气管分别与多方槽的槽底中部固定插接,多个所述顶杆的下端分别延伸至多个充气管的内部并固定连接有第一活塞,多个所述第一活塞分别可滑动设置在充气管中,所述通气管设置在前侧所述侧板的前方,且通气管呈折弯形设置,所述通气管的竖直部位于齿条杆的正下方,且通气管的另一端固定贯穿前侧所述侧板并同时与多个充气管的下端连通,所述压杆竖直固定设置在齿条杆的下端,且压杆的下端延伸至通气管的竖直部内部并固定连接有第二活塞。
优选的,所述单向传动机构包括齿条杆、齿轮、第一链轮、第二链轮、链条及超越离合器,左侧所述第一转轴的后端与超越离合器的内圈固定连接,所述超越离合器的外圈固定连接有连接轴,所述连接轴的后端与第一链轮固定连接,所述齿轮位于U形板的后侧并通过第二转轴与U形板的后侧壁转动连接,且齿轮位于齿条杆的右侧并与齿条杆可啮合连接,所述第二转轴的后端还与第二链轮固定连接,所述第一链轮与第二链轮之间通过链条相互传动。
优选的,所述U形板的后侧固定设置有竖直设置的T形滑轨,所述T形滑轨位于条形口的左侧,所述T形滑轨中滑动设置有T形滑块,所述T形滑块的右端与齿条杆的杆壁中部固定连接。
优选的,压紧机构包括气缸、升降板、压紧板和弹性组件,所述气缸的上端与U形板的上内侧壁中部固定连接,所述气缸的下端与升降板的上侧中部固定连接,所述压紧板水平设置在升降板的下方,且压紧板通过弹性组件与升降板连接。
优选的,所述弹性组件包括两组伸缩杆和两组弹簧,两组所述伸缩杆前后对称分布,每组两个所述伸缩杆呈八字形设置,且两个伸缩杆的上端均通过第一轴销与升降板的下侧转动连接,两个所述伸缩杆的下端均通过第二轴销与压紧板的上侧转动连接,每组两个所述弹簧分别与两个伸缩杆活动套设。
优选的,所述升降板的前后两侧均固定连接有一组导向轮,所述U形板的相对两侧均开设有一组导向槽,两组所述导向轮分别可滚动设置在两组导向槽中。
优选的,每个所述方槽的左右两侧均开设有限位滑槽,两个所述限位滑槽的内部均滑动设置有限位滑块,两个所述限位滑块均与顶块的侧壁下方固定连接,所述顶块的上侧倾斜设置。
优选的,两个所述输送带的外表面均固定连接有多个均匀分布的推动杆,多个所述推动杆均呈纵向设置。
本发明的技术效果和优点:
1、在使用时,将使用胶水粘接的波浪形芯纸夹层和纸板层放置在两个输送带上,通过气缸带动升降板和压紧板向上移动,升降板带动移动块向上移动,移动块带动齿条杆向上移动,齿条杆带动齿轮正向转动,齿轮带动第二链轮正向转动,第二链轮通过链条带动第一链轮正向转动,第一链轮通过连接轴、超越离合器和第一转轴带动其中一个输送辊正向转动,从而能够带动两个输送带进行传动,两个输送带能够带动瓦楞纸板移动至压紧板的正下方并位于两个条形支撑台上,然后通过气缸带动升降板和压紧板向下移动,升降板带动移动块和齿条杆向下移动,齿条杆带动齿轮、第一链轮、第二链轮及连接轴反向转动,而由于连接轴和第一转轴之间通过超越离合器连接,从而连接轴反向转动无法带动第一转轴转动,继而输送辊和输送带不会发生传动,瓦楞纸板仍然处于压紧板的下侧,通过气缸继续带动升降板和压紧板向下移动,能够使压紧板对瓦楞纸板进行压紧,且同时齿条杆向下移动并与齿轮分离,压紧完毕后,通过气缸带动升降板和压紧板向上移动,当压紧板与瓦楞纸板分离时,齿条杆向上移动并与齿轮啮合,继续向上移动,齿条杆再次带动齿轮正转,从而能够使两个输送带进行输送,将压紧后的瓦楞纸板向右侧输送,同时将另一待压紧的瓦楞纸板输送至压紧板的下方,便于再次对瓦楞纸板进行压紧,能够自动对待压紧的瓦楞纸板和压紧后的瓦楞纸板进行输送,且不需要设置控制器,只需要控制气缸伸缩,不仅降低设备成本,且操作简单,同时齿条杆在向下移动时,会带动压杆向下移动,压杆带动第二活塞向下移动,第二活塞对通气管中的气体进行压缩,通过通气管和多个充气管中的气压传动,能够带动多个第一活塞向上移动,多个第一活塞分别带动多个顶杆向上移动,多个顶杆分别带动多个顶块向上移动,从而能够将压紧后瓦楞纸板向上顶起,从而便于人们对瓦楞纸板进行拿取,在齿条杆向上移动时,会使多个顶块移动至多个方槽中,便于压紧后的瓦楞纸板向右输送。
附图说明
图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
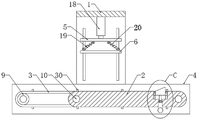
图1为本发明的正面剖面结构示意图;
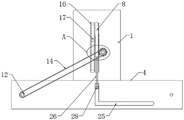
图2为本发明的背面结构示意图;
图3为本发明的俯视剖面结构示意图;
图4为本发明的条形支撑台的立体结构示意图;
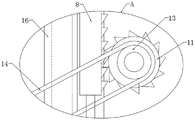
图5为本发明的图2中A部分的放大结构示意图;
图6为本发明的图3中B部分的放大结构示意图;
图7为本发明的升降板和压紧板的侧面结构示意图;
图8为本发明的图1中C部分的放大结构示意图;
图9为本发明的顶块的立体结构示意图。
图中:1、U形板;2、条形支撑台;3、输送带;4、侧板;5、升降板;6、压紧板;7、移动块;8、齿条杆;9、输送辊;10、支撑辊;11、齿轮;12、第一链轮;13、第二链轮;14、链条;15、超越离合器;16、T形滑轨;17、T形滑块;18、气缸;19、伸缩杆;20、弹簧;21、导向轮;22、顶块;23、充气管;24、顶杆;25、通气管;26、压杆;27、第一活塞;28、第二活塞;29、限位滑块;30、推动杆。
具体实施方式
本发明提供了如图1-9所示的一种包装箱生产用纸板贴合装置,包括输送机构和压紧机构,还包括U形板1、单向传动机构、顶起机构及多个条形支撑台2,多个条形支撑台2均横向设置在输送机构中的两个侧板4中间,且多个条形支撑台2的上侧与输送机构中的两个输送带3上侧平齐,U形板1位于两个侧板4的上侧,且U形板1的下侧两端分别与两个侧板4的上侧中部固定连接,压紧机构设置在U形板1中,且压紧机构中的升降板5和压紧板6均可竖直滑动设置在U形板1中,U形板1的后侧中部开设有竖直设置的条形口,条形口中滑动设置有移动块7,移动块7的前端与升降板5的后侧固定连接,单向传动机构设置在U形板1的后侧,且单向传动机构中的齿条杆8竖直设置在U形板1后侧并与移动块7的后端固定连接,升降板5通过单向传动机构可带动两个输送带3循环传动,顶起机构设置在多个条形支撑台2上。
如图1、图3和图4示,输送机构包括两个侧板4、两个输送辊9和两个输送带3,两个侧板4均横向设置并前后对称,两个输送辊9均纵向设置在两个侧板4中,且两个输送辊9的前后两端均通过第一转轴分别与两个侧板4转动连接,两个输送带3均套设在两个输送辊9上并可进行循环传动,多个条形支撑台2与两个输送带3纵向排列并依次交替分布,右侧输送辊9通过多个轴承同时与多个条形支撑台2前侧面右端转动连接,多个条形支撑台2的前侧面左端共同固定插接有支撑辊10,支撑辊10从两个输送带3的内部穿过,且支撑辊10的前后两端分别与两个侧板4固定连接,通过两个输送带3和两个输送辊9能够将待压紧的瓦楞纸板输送至压紧板6的正下方并位于多个条形支撑台2上,且可将压紧后的瓦楞纸板向右输送。
如图1-图3、图5和图6示,单向传动机构包括齿条杆8、齿轮11、第一链轮12、第二链轮13、链条14及超越离合器15,左侧第一转轴的后端与超越离合器15的内圈固定连接,超越离合器15的外圈固定连接有连接轴,连接轴的后端与第一链轮12固定连接,齿轮11位于U形板1的后侧并通过第二转轴与U形板1的后侧壁转动连接,且齿轮11位于齿条杆8的右侧并与齿条杆8可啮合连接,第二转轴的后端还与第二链轮13固定连接,第一链轮12与第二链轮13之间通过链条14相互传动。
如图2和6示,U形板1的后侧固定设置有竖直设置的T形滑轨16,T形滑轨16位于条形口的左侧,T形滑轨16中滑动设置有T形滑块17,T形滑块17的右端与齿条杆8的杆壁中部固定连接,通过设置的T形滑轨16和T形滑块17能够对齿条杆8竖直移动进行导向,使齿条杆8移动时更加稳定。
如图1示,压紧机构包括气缸18、升降板5、压紧板6和弹性组件,气缸18的上端与U形板1的上内侧壁中部固定连接,气缸18的下端与升降板5的上侧中部固定连接,压紧板6水平设置在升降板5的下方,且压紧板6通过弹性组件与升降板5连接。
在使用时,将使用胶水粘接的波浪形芯纸夹层和纸板层放置在两个输送带3上,通过气缸18带动升降板5和压紧板6向上移动,升降板5带动移动块7向上移动,移动块7带动齿条杆8向上移动,齿条杆8带动齿轮11正向转动,齿轮11带动第二链轮13正向转动,第二链轮13通过链条14带动第一链轮12正向转动,第一链轮12通过连接轴、超越离合器15和第一转轴带动其中一个输送辊9正向转动,从而能够带动两个输送带3进行传动,两个输送带3能够带动瓦楞纸板移动至压紧板6的正下方并位于两个条形支撑台2上,然后通过气缸18带动升降板5和压紧板6向下移动,升降板5带动移动块7和齿条杆8向下移动,齿条杆8带动齿轮11、第一链轮12、第二链轮13及连接轴反向转动,而由于连接轴和第一转轴之间通过超越离合器15连接,从而连接轴反向转动无法带动第一转轴转动,继而输送辊9和输送带3不会发生传动,瓦楞纸板仍然处于压紧板6的下侧,通过气缸18继续带动升降板5和压紧板6向下移动,能够使压紧板6对瓦楞纸板进行压紧,且同时齿条杆8向下移动并与齿轮11分离,压紧完毕后,通过气缸18带动升降板5和压紧板6向上移动,当压紧板6与瓦楞纸板分离时,齿条杆8向上移动并与齿轮11啮合,继续向上移动,齿条杆8再次带动齿轮11正转,从而能够使两个输送带3进行输送,将压紧后的瓦楞纸板向右侧输送,同时将另一待压紧的瓦楞纸板输送至压紧板6的下方,便于再次对瓦楞纸板进行压紧,能够自动对待压紧的瓦楞纸板和压紧后的瓦楞纸板进行输送,且不需要设置控制器,只需要控制气缸18伸缩,不仅降低设备成本,且操作简单。
如图1和图7示,弹性组件包括两组伸缩杆19和两组弹簧20,两组伸缩杆19前后对称分布,每组两个伸缩杆19呈八字形设置,且两个伸缩杆19的上端均通过第一轴销与升降板5的下侧转动连接,两个伸缩杆19的下端均通过第二轴销与压紧板6的上侧转动连接,每组两个弹簧20分别与两个伸缩杆19活动套设,通过两组伸缩杆19和两组弹簧20能够对升降板5和压紧板6之间进行弹性缓冲,避免压紧板6对瓦楞纸板硬性挤压而造成纸板损坏,且随着气缸18带动升降板5向下移动,升降板5可对多个弹簧20和多个伸缩杆19进行压缩,从而提高压紧板6对瓦楞纸板的压紧力。
如图3和图6示,升降板5的前后两侧均固定连接有一组导向轮21,U形板1的相对两侧均开设有一组导向槽,两组导向轮21分别可滚动设置在两组导向槽中,两组导向轮21和两组导向槽能够对升降板5的竖直移动进行导向,使升降板5竖直移动时更加稳定。
如图1-图4、图8和图9示,顶起机构包括多个顶块22、多个充气管23、多个顶杆24、通气管25及压杆26,多个条形支撑台2的上侧右端均开设有方槽,多个顶块22分别可竖直设置在多个方槽中,且多个顶块22的下端分别与多个顶杆24固定连接,多个充气管23分别与多方槽的槽底中部固定插接,多个顶杆24的下端分别延伸至多个充气管23的内部并固定连接有第一活塞27,多个第一活塞27分别可滑动设置在充气管23中,通气管25设置在前侧侧板4的前方,且通气管25呈折弯形设置,通气管25的竖直部位于齿条杆8的正下方,且通气管25的另一端固定贯穿前侧侧板4并同时与多个充气管23的下端连通,压杆26竖直固定设置在齿条杆8的下端,且压杆26的下端延伸至通气管25的竖直部内部并固定连接有第二活塞28,齿条杆8在向下移动时,会带动压杆26向下移动,压杆26带动第二活塞28向下移动,第二活塞28对通气管25中的气体进行压缩,通过通气管25和多个充气管23中的气压传动,能够带动多个第一活塞27向上移动,多个第一活塞27分别带动多个顶杆24向上移动,多个顶杆24分别带动多个顶块22向上移动,从而能够将压紧后瓦楞纸板向上顶起,从而便于人们对瓦楞纸板进行拿取,在齿条杆8向上移动时,会使多个顶块22移动至多个方槽中,便于压紧后的瓦楞纸板向右输送。
如图8和图9示,每个方槽的左右两侧均开设有限位滑槽,两个限位滑槽的内部均滑动设置有限位滑块29,两个限位滑块29均与顶块22的侧壁下方固定连接,便于对顶块22移动进行限位和导向,使顶块22移动时更加稳定,顶块22的上侧倾斜设置,避免顶块22对瓦楞纸板的移动造成阻挡。
如图1和图3示,两个输送带3的外表面均固定连接有多个均匀分布的推动杆30,多个推动杆30均呈纵向设置,便于输送带3对瓦楞纸板进行输送,且便于输送带3将待压紧的瓦楞纸板精确输送至压紧板6的下方。
本发明工作原理:在使用时,将使用胶水粘接的波浪形芯纸夹层和纸板层放置在两个输送带3上,通过气缸18带动升降板5和压紧板6向上移动,升降板5带动移动块7向上移动,移动块7带动齿条杆8向上移动,齿条杆8带动齿轮11正向转动,齿轮11带动第二链轮13正向转动,第二链轮13通过链条14带动第一链轮12正向转动,第一链轮12通过连接轴、超越离合器15和第一转轴带动其中一个输送辊9正向转动,从而能够带动两个输送带3进行传动,两个输送带3能够带动瓦楞纸板移动至压紧板6的正下方并位于两个条形支撑台2上,然后通过气缸18带动升降板5和压紧板6向下移动,升降板5带动移动块7和齿条杆8向下移动,齿条杆8带动齿轮11、第一链轮12、第二链轮13及连接轴反向转动,而由于连接轴和第一转轴之间通过超越离合器15连接,从而连接轴反向转动无法带动第一转轴转动,继而输送辊9和输送带3不会发生传动,瓦楞纸板仍然处于压紧板6的下侧,通过气缸18继续带动升降板5和压紧板6向下移动,能够使压紧板6对瓦楞纸板进行压紧,且同时齿条杆8向下移动并与齿轮11分离,压紧完毕后,通过气缸18带动升降板5和压紧板6向上移动,当压紧板6与瓦楞纸板分离时,齿条杆8向上移动并与齿轮11啮合,继续向上移动,齿条杆8再次带动齿轮11正转,从而能够使两个输送带3进行输送,将压紧后的瓦楞纸板向右侧输送,同时将另一待压紧的瓦楞纸板输送至压紧板6的下方,便于再次对瓦楞纸板进行压紧,能够自动对待压紧的瓦楞纸板和压紧后的瓦楞纸板进行输送,且不需要设置控制器,只需要控制气缸18伸缩,不仅降低设备成本,且操作简单,齿条杆8在向下移动时,会带动压杆26向下移动,压杆26带动第二活塞28向下移动,第二活塞28对通气管25中的气体进行压缩,通过通气管25和多个充气管23中的气压传动,能够带动多个第一活塞27向上移动,多个第一活塞27分别带动多个顶杆24向上移动,多个顶杆24分别带动多个顶块22向上移动,从而能够将压紧后瓦楞纸板向上顶起,从而便于人们对瓦楞纸板进行拿取,在齿条杆8向上移动时,会使多个顶块22移动至多个方槽中,便于压紧后的瓦楞纸板向右输送。
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
Claims (7)
1.一种包装箱生产用纸板贴合装置,包括输送机构和压紧机构,其特征在于:还包括U形板(1)、单向传动机构、顶起机构及多个条形支撑台(2),多个所述条形支撑台(2)均横向设置在输送机构中的两个侧板(4)中间,且多个条形支撑台(2)的上侧与输送机构中的两个输送带(3)上侧平齐,所述U形板(1)位于两个侧板(4)的上侧,且U形板(1)的下侧两端分别与两个侧板(4)的上侧中部固定连接,所述压紧机构设置在U形板(1)中,且压紧机构中的升降板(5)和压紧板(6)均可竖直滑动设置在U形板(1)中,所述U形板(1)的后侧中部开设有竖直设置的条形口,所述条形口中滑动设置有移动块(7),所述移动块(7)的前端与升降板(5)的后侧固定连接,所述单向传动机构设置在U形板(1)的后侧,且单向传动机构中的齿条杆(8)竖直设置在U形板(1)后侧并与移动块(7)的后端固定连接,所述升降板(5)通过单向传动机构可带动两个输送带(3)循环传动,所述顶起机构设置在多个条形支撑台(2)上;
所述输送机构包括两个侧板(4)、两个输送辊(9)和两个输送带(3),两个所述侧板(4)均横向设置并前后对称,两个所述输送辊(9)均纵向设置在两个侧板(4)中,且两个输送辊(9)的前后两端均通过第一转轴分别与两个侧板(4)转动连接,两个所述输送带(3)均套设在两个输送辊(9)上并可进行循环传动,多个所述条形支撑台(2)与两个输送带(3)纵向排列并依次交替分布,右侧所述输送辊(9)通过多个轴承同时与多个条形支撑台(2)前侧面右端转动连接,多个所述条形支撑台(2)的前侧面左端共同固定插接有支撑辊(10),所述支撑辊(10)从两个输送带(3)的内部穿过,且支撑辊(10)的前后两端分别与两个侧板(4)固定连接;
所述顶起机构包括多个顶块(22)、多个充气管(23)、多个顶杆(24)、通气管(25)及压杆(26),多个所述条形支撑台(2)的上侧右端均开设有方槽,多个所述顶块(22)分别可竖直设置在多个方槽中,且多个顶块(22)的下端分别与多个顶杆(24)固定连接,多个所述充气管(23)分别与多方槽的槽底中部固定插接,多个所述顶杆(24)的下端分别延伸至多个充气管(23)的内部并固定连接有第一活塞(27),多个所述第一活塞(27)分别可滑动设置在充气管(23)中,所述通气管(25)设置在前侧所述侧板(4)的前方,且通气管(25)呈折弯形设置,所述通气管(25)的竖直部位于齿条杆(8)的正下方,且通气管(25)的另一端固定贯穿前侧所述侧板(4)并同时与多个充气管(23)的下端连通,所述压杆(26)竖直固定设置在齿条杆(8)的下端,且压杆(26)的下端延伸至通气管(25)的竖直部内部并固定连接有第二活塞(28),
所述单向传动机构包括齿条杆(8)、齿轮(11)、第一链轮(12)、第二链轮(13)、链条(14)及超越离合器(15),左侧所述第一转轴的后端与超越离合器(15)的内圈固定连接,所述超越离合器(15)的外圈固定连接有连接轴,所述连接轴的后端与第一链轮(12)固定连接,所述齿轮(11)位于U形板(1)的后侧并通过第二转轴与U形板(1)的后侧壁转动连接,且齿轮(11)位于齿条杆(8)的右侧并与齿条杆(8)可啮合连接,所述第二转轴的后端还与第二链轮(13)固定连接,所述第一链轮(12)与第二链轮(13)之间通过链条(14)相互传动。
2.根据权利要求1所述的一种包装箱生产用纸板贴合装置,其特征在于:所述U形板(1)的后侧固定设置有竖直设置的T形滑轨(16),所述T形滑轨(16)位于条形口的左侧,所述T形滑轨(16)中滑动设置有T形滑块(17),所述T形滑块(17)的右端与齿条杆(8)的杆壁中部固定连接。
3.根据权利要求2所述的一种包装箱生产用纸板贴合装置,其特征在于:压紧机构包括气缸(18)、升降板(5)、压紧板(6)和弹性组件,所述气缸(18)的上端与U形板(1)的上内侧壁中部固定连接,所述气缸(18)的下端与升降板(5)的上侧中部固定连接,所述压紧板(6)水平设置在升降板(5)的下方,且压紧板(6)通过弹性组件与升降板(5)连接。
4.根据权利要求3所述的一种包装箱生产用纸板贴合装置,其特征在于:所述弹性组件包括两组伸缩杆(19)和两组弹簧(20),两组所述伸缩杆(19)前后对称分布,每组两个所述伸缩杆(19)呈八字形设置,且两个伸缩杆(19)的上端均通过第一轴销与升降板(5)的下侧转动连接,两个所述伸缩杆(19)的下端均通过第二轴销与压紧板(6)的上侧转动连接,每组两个所述弹簧(20)分别与两个伸缩杆(19)活动套设。
5.根据权利要求4所述的一种包装箱生产用纸板贴合装置,其特征在于:所述升降板(5)的前后两侧均固定连接有一组导向轮(21),所述U形板(1)的相对两侧均开设有一组导向槽,两组所述导向轮(21)分别可滚动设置在两组导向槽中。
6.根据权利要求5所述的一种包装箱生产用纸板贴合装置,其特征在于:每个所述方槽的左右两侧均开设有限位滑槽,两个所述限位滑槽的内部均滑动设置有限位滑块(29),两个所述限位滑块(29)均与顶块(22)的侧壁下方固定连接,所述顶块(22)的上侧倾斜设置。
7.根据权利要求6所述的一种包装箱生产用纸板贴合装置,其特征在于:两个所述输送带(3)的外表面均固定连接有多个均匀分布的推动杆(30),多个所述推动杆(30)均呈纵向设置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210744668.1A CN114801340B (zh) | 2022-06-29 | 2022-06-29 | 一种包装箱生产用纸板贴合装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210744668.1A CN114801340B (zh) | 2022-06-29 | 2022-06-29 | 一种包装箱生产用纸板贴合装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN114801340A CN114801340A (zh) | 2022-07-29 |
| CN114801340B true CN114801340B (zh) | 2022-09-30 |
Family
ID=82522581
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202210744668.1A Active CN114801340B (zh) | 2022-06-29 | 2022-06-29 | 一种包装箱生产用纸板贴合装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN114801340B (zh) |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0930511A (ja) * | 1995-07-14 | 1997-02-04 | Kawashima Packaging Mach Ltd | 段ボール箱の横送り装置 |
| CN112497837A (zh) * | 2020-12-10 | 2021-03-16 | 杭州秉创环保包装有限公司 | 适用于瓦楞纸板的输送粘合机构 |
| CN215094424U (zh) * | 2021-03-11 | 2021-12-10 | 江苏振宁半导体研究院有限公司 | 一种建筑加工用砖瓦泥边角料切割装置 |
| CN214527544U (zh) * | 2021-06-10 | 2021-10-29 | 成都业烽科技有限公司 | 一种电梯桥底平衡减震装置 |
| CN113856994A (zh) * | 2021-10-25 | 2021-12-31 | 徐曼 | 一种用于小型电路板的散热胶点胶设备 |
-
2022
- 2022-06-29 CN CN202210744668.1A patent/CN114801340B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN114801340A (zh) | 2022-07-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108908538B (zh) | 一种贴面板热压设备 | |
| CN112077957B (zh) | 竹规格材的高频热压连续自动化生产线及其生产方法 | |
| CN107265130B (zh) | 灌装机的料箱自动输送堆垛装置 | |
| FI61655B (fi) | Hoej- och saenkbar toemningsanordning foer pressaemnes paofyllnings- och toemningsunderlag foer flerskiktspress | |
| CN102825634A (zh) | 全自动拼板机 | |
| CN111807107A (zh) | 一种纸板加工线 | |
| CN210592663U (zh) | 一种瓦楞纸打包机 | |
| CN114801340B (zh) | 一种包装箱生产用纸板贴合装置 | |
| KR100808280B1 (ko) | 판재 언로딩 장치 | |
| CN217779980U (zh) | 多层热压机用码卸一体机 | |
| CN116567934A (zh) | 一种pcb板预烘烤装置 | |
| CN107235196B (zh) | 一种渔网自动折叠装置 | |
| CN216637978U (zh) | 强化地板包装线翻板装置 | |
| CN111805965B (zh) | 一种瓦楞纸板压痕装置 | |
| CN216037388U (zh) | 一种自动卸垛板设备 | |
| CN208747049U (zh) | 一种墙板生产系统 | |
| CN114955677B (zh) | 一种纸垛堆码机构及纸板生产线 | |
| CN217397790U (zh) | 一种包装后铜卷码垛机 | |
| CN218538704U (zh) | 一种纸板码垛设备 | |
| CN215248581U (zh) | 纸板堆叠输送装置 | |
| CN216582304U (zh) | 一种用于橱柜门生产的压贴设备 | |
| CN109018946A (zh) | 一种墙板生产系统 | |
| CN111216203A (zh) | 一种多层板自动装卸生产线 | |
| CN113927693A (zh) | 一种一次性筷子压板设备 | |
| CN219276644U (zh) | 一种聚氨酯复合板材加工压平装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |