CN114312099A - 一种环保型隐式防伪包装材料的制作工艺 - Google Patents
一种环保型隐式防伪包装材料的制作工艺 Download PDFInfo
- Publication number
- CN114312099A CN114312099A CN202210030034.XA CN202210030034A CN114312099A CN 114312099 A CN114312099 A CN 114312099A CN 202210030034 A CN202210030034 A CN 202210030034A CN 114312099 A CN114312099 A CN 114312099A
- Authority
- CN
- China
- Prior art keywords
- coating
- layer
- packaging material
- environment
- friendly
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Abstract
本发明涉及一种环保型隐式防伪包装材料的制作工艺,包括下述步骤:(1)在基膜层上涂布上涂料,形成涂层,并将涂层经过烘箱烘干;(2)采用激光全息模压机在涂层上模压,形成带有全息图案的信息层,并采用电晕机对信息层进行电晕处理;(3)采用真空镀铝机在信息层上镀制铝层,铝层的厚度为300埃米‑350埃米;(4)采用网纹辊在铝层上印刷图文,形成图文层;(5)在图文层上涂布上水性涂料,形成保护层,并将保护层经过烘箱烘干;(6)在保护层上涂布水性转移胶,经过烘箱烘干后,使保护层与底纸进行复合再剥离掉基膜层,制得环保型隐式防伪包装材料。本发明既能够在强光下显示隐藏图文,提高防伪效果,又能大大减少铝用量,快速降解铝。
Description
技术领域
本发明涉及包装材料技术领域,具体涉及一种环保型隐式防伪包装材料的制作工艺。
背景技术
香烟包装一般由烟支包装内衬纸、烟支盒包装纸、烟盒外包热封薄膜、整条烟盒包装、整条烟盒薄膜热封包装等构成,上述多重包装的目的就是为了使卷烟达到保香、防潮、防伪等目的,烟支包装内衬纸做为卷烟包装的第一道工序,对整个卷烟包装的保香、防潮起到决定性的作用。香烟档次高低最直观的判别:一般中高档或高档香烟烟盒印刷图案精美且多重防伪,烟草包装从业人员对香烟档次的判别,在参考烟盒印刷图案的同时,还根据烟盒包装形式来区分,香烟包装盒分为软盒包装、硬盒包装、礼盒包装等。卷烟行业人员有个共识:一般低档香烟硬盒包装售价高,软盒包装售价低,中高档香烟硬盒包装售价低,软盒包装售价高,高档香烟一般为软盒包装或礼包装。
硬盒包装的香烟,由于其包装盒结构的特殊性,其保香、防潮效果比较理想,而软盒包装的香烟相对硬盒包装的香烟,其保香、防潮远远比不上硬盒包装,特别是已拆封的软盒包装香烟其保香、防潮效果更差。为了解决软盒包装香烟保香、防潮效果差的问题,一般中高档、低档香烟,采用多层复合包装材料来包装烟支,以增强保香、防潮效果,但由于多层复合型包装材料中的铝箔厚度达到了6um左右,这样厚的铝箔很难降解。而且多层复合包装材料上的图案无法得到有效对比显示,图案易于仿制,防伪效果差。
发明内容
本发明所要解决的技术问题是提供一种环保型隐式防伪包装材料的制作工艺,这种环保型隐式防伪包装材料的制作工艺既能够在强光下显示隐藏图文,提高防伪效果,又能大大减少铝用量,快速降解铝。
为了解决上述技术问题,本发明采用的技术方案如下:
一种环保型隐式防伪包装材料的制作工艺,其特征在于包括下述步骤:
(1)在基膜层上涂布上涂料,形成涂层,并将涂层经过烘箱烘干;
(2)采用激光全息模压机在涂层上模压,形成带有全息图案的信息层,并采用电晕机对信息层进行电晕处理;
(3)采用真空镀铝机在信息层上镀制铝层,铝层的厚度为300埃米-350埃米;
(4)采用网纹辊在铝层上印刷图文,形成图文层,并将图文层经过烘箱烘干;
(5)在图文层上涂布上水性涂料,形成保护层,并将保护层经过烘箱烘干;
(6)采用复合机在保护层上涂布水性转移胶,经过烘箱烘干后,使保护层与底纸进行复合再剥离掉基膜层,制得环保型隐式防伪包装材料;或者采用复合机在保护层上涂布水性复合胶,经过烘箱烘干后,使保护层与底纸进行复合,制得环保型隐式防伪包装材料。
作为本发明的优选方案,所述步骤(1)中的基膜层为PET复合膜或PET转移膜。PET复合膜与PET转移膜的区别主要有两点不同:一是两者PET基材表面张力不同,二是涂布工序中使用的涂料(涂在薄膜表面的信息层)不同。上述PET复合膜经复合到纸张上以后,PET基膜是剥离不掉的,属于不可回收利用型。上述PET转移膜的特性是成品膜复合到纸张上后,可以将PET基膜从纸张上剥离掉,仅将涂层、信息层、铝层、图文层、保护层转移在纸张上,被剥离后的基膜经处理后可以回收再利用。当薄膜的表面张力低于44达因的时候,薄膜上的涂层可以进行转移;当薄膜的表面张力高于46达因的时候,薄膜上的涂层可以进行复合。
作为本发明进一步的优选方案,所述基膜层为PET转移膜,PET转移膜的厚度12um-22um。更优选方案中,所述PET转移膜的厚度为14um。
作为本发明更进一步的优选方案,还包括步骤(7)将所述步骤(5)中复合后的底纸在常温下进行固化,固化后将薄膜剥离,剥离薄膜后的底纸即是所述环保型隐式防伪包装材料。
作为本发明再更进一步的优选方案,所述步骤(7)中的固化时间为20h-28h。
作为本发明的优选方案,所述步骤(1)中的涂料为镭射转移涂料或镭射复合涂料。
作为本发明进一步的优选方案,所述镭射转移涂料为聚丙烯酸树脂、纤维素树脂性和聚丙烯酸酯树脂中的一种或其中多种的组合;所述镭射复合涂料为聚丙烯酸树脂、纤维素树脂性和聚丙烯酸酯树脂中的一种或其中多种的组合。
作为本发明的优选方案,所述步骤(1)中涂层的厚度为0.8um-1.5um,涂层的涂布干量1.2ɡ/㎡-1.3ɡ/㎡。
作为本发明的优选方案,所述步骤(2)中的信息层为图案、文字和防伪信息中的一种或其中多种的组合。
作为本发明的优选方案,所述步骤(2)中的全息图案包括无版缝全息图案和/或定位全息图案, 无版缝全息图案和/或定位全息图案等间距排列。
作为本发明的优选方案,所述步骤(4)中的图文层为图案、文字和防伪信息中的一种或其中多种的组合。
作为本发明的优选方案,所述步骤(4)中,印刷使用的油墨为凹版水性油墨,需要在印刷使用的油墨中掺入适量的珠光粉。通常,凹版水性油墨为水性丙烯酸树脂。上述网纹辊的辊面上采用激光雕刻有专版电雕图文,专版电雕图文为防伪图案或文字,图案、文字采用无缝雕刻。将适量的珠光粉掺入印刷使用的油墨中,印刷生成的图文在透光的时候,图文具有珠光闪烁效果,更加容易显现,使人们更加容易观察到防伪图文。
作为本发明的优选方案,所述步骤(5)中的水性涂料为水性丙烯酸,水性涂料的涂布干量为4.5-5.5ɡ/㎡
作为本发明的优选方案,所述步骤(6)中水性转移胶为水性干式转移胶或水性湿式转移胶,水性转移胶的涂布干量为4.0ɡ/㎡-6.0ɡ/㎡;水性复合胶为水性干式复合胶或水性湿式复合胶,水性复合胶的涂布干量为4.0ɡ/㎡-6.0ɡ/㎡。
作为本发明的优选方案,所述步骤(6)中的底纸为可复合或者可转移的纸张。上述纸张可以为白卡纸、铜板纸或者硫酸纸。
作为本发明进一步的优选方案,所述步骤(6)中的纸张为硫酸纸。上述硫酸纸质地坚实、密致,不透气,透明性好,具有对油脂和水的渗透抵抗力强,将硫酸纸与上述步骤(5)中的保护层复合,能够保证防潮性的同时,又能进一步提高包装材料的防伪性。
本发明与现有技术相比,具有如下优点:
这种环保型隐式防伪包装材料采用真空镀铝方式在涂层上镀上一层铝层,在铝层上依次增加图文层与保护层,图文层是作为隐藏在铝层上的防伪信息,保护层是为了保护图文层的完整性,最后将底纸通过烘干的水性胶层与保护层复合,将基膜层上的各层信息图案复合到底纸上,由于将传统的铝箔复合替换为真空镀铝方式镀制的铝层,并将铝层厚度设置为300埃米-350埃米,铝层的厚度为传统铝箔的1/200左右,铝层能够快速降解,而且具有一定的透光性,一般底纸也能够透光,铝层在一般光线环境下能够反射镭射光线,如果将强光照射在包装材料的表面,强光能够投射出图文层,将隐藏的图文层在底纸上显示出来,通过利用光线折射变幻效应,在底纸的平面上将隐藏的多种文字和图案结合显示出来,进一步提高包装材料的防伪性。上述步骤(2)中采用电晕机对信息层进行电晕处理,能够增加涂层与铝层之间的附着力。
附图说明
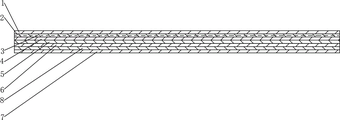
图1是本发明优选实施例1的结构示意图。
具体实施方式
下面结合附图和具体实施例对本发明进行具体描述。
实施例1
如图1所示,本实施例中的环保型隐式防伪包装材料的制作工艺,包括下述步骤:
(1)在基膜层1上涂布上涂料,形成涂层2,并将涂层2经过烘箱烘干;
(2)采用激光全息模压机在涂层2上模压,形成带有全息图案的信息层3,并采用电晕机对信息层3进行电晕处理;
(3)采用真空镀铝机在信息层3上镀制铝层4,铝层4的厚度为300埃米-350埃米;
(4)采用网纹辊在铝层4上印刷图文,形成图文层5,并将图文层5经过烘箱烘干;
(5)在图文层5上涂布上水性涂料,形成保护层6,并将保护层6经过烘箱烘干;
(6)采用湿式复合机在保护层6上涂布水性湿式转移胶8,经过烘箱烘干后,使保护层6与底纸7进行复合再剥离掉基膜层1,制得环保型隐式防伪包装材料。
步骤(1)中的基膜层1为PET转移膜,PET转移膜的厚度14um。。上述PET转移膜的特性是成品膜复合到纸张上后,可以将PET基膜从纸张上剥离掉,仅将涂层2、信息层3、铝层4、图文层5、保护层6转移在纸张上,被剥离后的基膜经处理后可以回收再利用。当薄膜的表面张力低于44达因的时候,薄膜上的涂层2可以进行转移;当薄膜的表面张力高于46达因的时候,薄膜上的涂层2可以进行复合。
本实施例还包括步骤(7)将所述步骤(5)中复合后的底纸7在常温下进行固化24h,固化后将薄膜剥离,剥离薄膜后的底纸7即是环保型隐式防伪包装材料。
步骤(1)中的涂料为镭射转移涂料,镭射转移涂料为聚丙烯酸树脂、纤维素树脂性和聚丙烯酸酯树脂中的一种或其中多种的组合。
步骤(1)中涂层2的厚度为1.0um,涂层2的涂布量1.25ɡ/㎡。
步骤(2)中的信息层3为图案、文字和防伪信息中的一种或其中多种的组合。
步骤(2)中的全息图案包括无版缝全息图案和定位全息图案,无版缝全息图案和定位全息图案等间距排列。
步骤(4)中的图文层5为图案、文字和防伪信息中的一种或其中多种的组合。
步骤(4)中,印刷使用的油墨为凹版水性油墨,需要在印刷使用的油墨中掺入适量的珠光粉。上述凹版水性油墨采用WG50042凹印水性覆纸油墨。上述网纹辊的辊面上采用激光雕刻有专版电雕图文,专版电雕图文为防伪图案或文字,图案、文字采用无缝雕刻。将适量的珠光粉掺入印刷使用的油墨中,印刷生成的图文在透光的时候,图文具有珠光闪烁效果,更加容易显现,使人们更加容易观察到防伪图文。
步骤(5)中的水性涂料为水性丙烯酸,水性涂料的涂布干量为4.5ɡ/㎡-5.5ɡ/㎡。上述水性丙烯酸采用BH4011水性丙烯酸。
本实施例中优选的底纸7为白卡纸和铜板纸,水性湿式转移胶8的涂布量为4.5-5.5ɡ/㎡。上述水性湿式转移胶8采用7190G的水性湿式转移胶。
实施例2
本实施例中的环保型隐式防伪包装材料的制作工艺与实施例1的区别在于:
步骤(6)中的纸张为硫酸纸。上述硫酸纸质地坚实、密致,不透气,透明性好,具有对油脂和水的渗透抵抗力强,将硫酸纸与上述步骤(5)中的保护层6复合,能够保证防潮性的同时,又能进一步提高包装材料的防伪性。
上述步骤(6)采用干式复合机在保护层6上涂布水性干式转移胶,经过烘箱烘干后,使保护层6与底纸7进行复合再剥离掉基膜层1,制得环保型隐式防伪包装材料。上述水性干式转移胶是先烘干后复合的,由于硫酸纸的透气性差,采用水性干式转移胶能够避免保护层6与底纸7复合时产生汽泡。水性干式转移胶的涂布干量为5.5-6.5ɡ/㎡。上述水性干式转移胶采用FM6030的水性干式转移胶。
实施例3
本实施例中的环保型隐式防伪包装材料的制作工艺与实施例1的区别在于:
步骤(1)中的基膜层1为PET复合膜。上述PET复合膜经复合到纸张上以后,PET基膜是剥离不掉的,属于不可回收利用型,但同样能达到隐式防伪效果。
步骤(1)中的涂料为镭射复合涂料,镭射复合涂料为聚丙烯酸树脂、纤维素树脂性和聚丙烯酸酯树脂中的一种或其中多种的组合。
上述步骤(6)采用干式复合机在保护层6上涂布水性干式复合胶,经过烘箱烘干后,使保护层6与底纸7进行复合,制得环保型隐式防伪包装材料。
实施例4
本实施例中的环保型隐式防伪包装材料的制作工艺与实施例1的区别在于:
步骤(1)中的基膜层1为PET复合膜。上述PET复合膜经复合到纸张上以后,PET基膜是剥离不掉的,属于不可回收利用型,但同样能达到隐式防伪效果。
步骤(1)中的涂料为镭射复合涂料,镭射复合涂料为聚丙烯酸树脂、纤维素树脂性和聚丙烯酸酯树脂中的一种或其中多种的组合。
上述步骤(6)采用湿式复合机在保护层6上涂布水性湿式复合胶,经过烘箱烘干后,使保护层6与底纸7进行复合,制得环保型隐式防伪包装材料。
此外,需要说明的是,本说明书中所描述的具体实施例,其各部分名称等可以不同,凡依本发明专利构思所述的构造、特征及原理所做的等效或简单变化,均包括于本发明专利的保护范围内。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离本发明的结构或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
Claims (10)
1.一种环保型隐式防伪包装材料的制作工艺,其特征在于包括下述步骤:
(1)在基膜层上涂布上涂料,形成涂层,并将涂层经过烘箱烘干;
(2)采用激光全息模压机在涂层上模压,形成带有全息图案的信息层,并采用电晕机对信息层进行电晕处理;
(3)采用真空镀铝机在信息层上镀制铝层,铝层的厚度为300埃米-350埃米;
(4)采用网纹辊在铝层上印刷图文,形成图文层,并将图文层经过烘箱烘干;
(5)在图文层上涂布上水性涂料,形成保护层,并将保护层经过烘箱烘干;
(6)采用复合机在保护层上涂布水性转移胶,经过烘箱烘干后,使保护层与底纸进行复合再剥离掉基膜层,制得环保型隐式防伪包装材料;或者采用复合机在保护层上涂布水性复合胶,经过烘箱烘干后,使保护层与底纸进行复合,制得环保型隐式防伪包装材料。
2.如权利要求1所述的环保型隐式防伪包装材料的制作工艺,其特征在于:所述步骤(1)中的基膜层为PET复合膜或PET转移膜。
3.如权利要求2所述的环保型隐式防伪包装材料的制作工艺,其特征在于:所述基膜层为PET转移膜,PET转移膜的厚度12um-22um。
4.如权利要求3所述的环保型隐式防伪包装材料的制作工艺,其特征在于:还包括步骤(7)将所述步骤(5)中复合后的底纸在常温下进行固化,固化后将薄膜剥离,剥离薄膜后的底纸即是所述环保型隐式防伪包装材料。
5.如权利要求4所述的环保型隐式防伪包装材料的制作工艺,其特征在于:所述步骤(7)中的固化时间为20h-28h。
6.如权利要求1所述的环保型隐式防伪包装材料的制作工艺,其特征在于:所述步骤(1)中的涂料为镭射转移涂料或镭射复合涂料。
7.如权利要求6所述的环保型隐式防伪包装材料的制作工艺,其特征在于:所述镭射转移涂料为聚丙烯酸树脂、纤维素树脂性和聚丙烯酸酯树脂中的一种或其中多种的组合;所述镭射复合涂料为聚丙烯酸树脂、纤维素树脂性和聚丙烯酸酯树脂中的一种或其中多种的组合。
8.如权利要求1所述的环保型隐式防伪包装材料的制作工艺,其特征在于:
所述步骤(1)中涂层的厚度为0.8um-1.5um,涂层的涂布干量1.2ɡ/㎡-1.3ɡ/㎡;
所述步骤(2)中的信息层为图案、文字和防伪信息中的一种或其中多种的组合;
所述步骤(2)中的全息图案包括无版缝全息图案和/或定位全息图案, 无版缝全息图案和/或定位全息图案等间距排列。
所述步骤(4)中的图文层为图案、文字和防伪信息中的一种或其中多种的组合;
所述步骤(4)中,印刷使用的油墨为凹版水性油墨,需要在印刷使用的油墨中掺入适量的珠光粉;
所述步骤(5)中的水性涂料为水性丙烯酸,水性涂料的涂布干量为4.5ɡ/㎡-5.5ɡ/㎡;
所述步骤(6)中水性转移胶为水性干式转移胶或水性湿式转移胶,水性转移胶的涂布干量为4.0ɡ/㎡-6.0ɡ/㎡;水性复合胶为水性干式复合胶或水性湿式复合胶,水性复合胶的涂布干量为4.0ɡ/㎡-6.0ɡ/㎡。
9.如权利要求1所述的环保型隐式防伪包装材料的制作工艺,其特征在于:所述步骤(6)中的底纸为可复合或者可转移的纸张。
10.如权利要求9所述的环保型隐式防伪包装材料的制作工艺,其特征在于:所述步骤(6)中的纸张为硫酸纸、白卡纸或铜板纸。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210030034.XA CN114312099B (zh) | 2022-01-12 | 2022-01-12 | 一种环保型隐式防伪包装材料的制作工艺 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210030034.XA CN114312099B (zh) | 2022-01-12 | 2022-01-12 | 一种环保型隐式防伪包装材料的制作工艺 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN114312099A true CN114312099A (zh) | 2022-04-12 |
| CN114312099B CN114312099B (zh) | 2022-10-04 |
Family
ID=81027121
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202210030034.XA Active CN114312099B (zh) | 2022-01-12 | 2022-01-12 | 一种环保型隐式防伪包装材料的制作工艺 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN114312099B (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115262279A (zh) * | 2022-08-04 | 2022-11-01 | 山东金麦材料科技股份有限公司 | 一种用于凹印渐变网印刷效果的转移纸及其制备方法 |
| CN115519917A (zh) * | 2022-11-29 | 2022-12-27 | 汕头市嘉信包装材料有限公司 | 一种精准双重防伪镭射转移卡纸生产工艺 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101486288A (zh) * | 2009-02-19 | 2009-07-22 | 黄汉祥 | 一种炫彩金属膜 |
| CN102463757A (zh) * | 2010-11-12 | 2012-05-23 | 武汉华工图像技术开发有限公司 | 一种替代全息烫金的全息转移膜的制备方法 |
| CN104532668A (zh) * | 2014-11-26 | 2015-04-22 | 烟台博源科技材料股份有限公司 | 一种镭射镂空镀铝纸生产工艺 |
| CN107059486A (zh) * | 2017-05-24 | 2017-08-18 | 烟台博源科技材料股份有限公司 | 一种珠光全息防伪纸及其制备工艺 |
| CN107905033A (zh) * | 2017-11-15 | 2018-04-13 | 上海紫江喷铝环保材料有限公司 | 一种转铝镭射防伪纸及其制备方法 |
| CN208562992U (zh) * | 2018-03-22 | 2019-03-01 | 上海紫江喷铝环保材料有限公司 | 一种保鲜保香防渗漏全息镭射防伪复合喷铝纸 |
-
2022
- 2022-01-12 CN CN202210030034.XA patent/CN114312099B/zh active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101486288A (zh) * | 2009-02-19 | 2009-07-22 | 黄汉祥 | 一种炫彩金属膜 |
| CN102463757A (zh) * | 2010-11-12 | 2012-05-23 | 武汉华工图像技术开发有限公司 | 一种替代全息烫金的全息转移膜的制备方法 |
| CN104532668A (zh) * | 2014-11-26 | 2015-04-22 | 烟台博源科技材料股份有限公司 | 一种镭射镂空镀铝纸生产工艺 |
| CN107059486A (zh) * | 2017-05-24 | 2017-08-18 | 烟台博源科技材料股份有限公司 | 一种珠光全息防伪纸及其制备工艺 |
| CN107905033A (zh) * | 2017-11-15 | 2018-04-13 | 上海紫江喷铝环保材料有限公司 | 一种转铝镭射防伪纸及其制备方法 |
| CN208562992U (zh) * | 2018-03-22 | 2019-03-01 | 上海紫江喷铝环保材料有限公司 | 一种保鲜保香防渗漏全息镭射防伪复合喷铝纸 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115262279A (zh) * | 2022-08-04 | 2022-11-01 | 山东金麦材料科技股份有限公司 | 一种用于凹印渐变网印刷效果的转移纸及其制备方法 |
| CN115519917A (zh) * | 2022-11-29 | 2022-12-27 | 汕头市嘉信包装材料有限公司 | 一种精准双重防伪镭射转移卡纸生产工艺 |
| CN115519917B (zh) * | 2022-11-29 | 2023-02-24 | 汕头市嘉信包装材料有限公司 | 一种精准双重防伪镭射转移卡纸生产工艺 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN114312099B (zh) | 2022-10-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN114312099B (zh) | 一种环保型隐式防伪包装材料的制作工艺 | |
| US6924026B2 (en) | Foil laminate credit card and method of producing foil laminate credit card with double-sided printing | |
| CN100588773C (zh) | 透明彩色荧光防伪拉线及其生产方法 | |
| ES2928880T3 (es) | Papel translúcido o transparente reciclable y reempastable para su uso en aplicaciones de embalaje | |
| RU2573968C2 (ru) | Упаковка и способ печати на ней | |
| CN201749625U (zh) | 镭射纸防伪标识 | |
| JP5262866B2 (ja) | レンズ効果を有する印刷物およびこれを用いた包装体 | |
| CN209779338U (zh) | 镭射纸 | |
| CN100429128C (zh) | 立体防伪拉线的制造方法 | |
| CN101871186A (zh) | 一种具有全息模糊防伪图纹的转移纸和制造方法 | |
| CN100532716C (zh) | 一种叠印防伪拉线及其制造方法 | |
| CN1131149C (zh) | 一种在包装塑料上转移印刷防伪镭射标志的新工艺 | |
| JP5069652B2 (ja) | 遊技機用化粧板 | |
| CN219153937U (zh) | 一种环保型隐式防伪包装纸 | |
| CN216427846U (zh) | 一种可生物降解复合纸和包装纸 | |
| CN113910794A (zh) | 一种展现大面积图文烫金且亮度可控的uv蚀刻印刷工艺 | |
| CN211055604U (zh) | 一种高精度柔版水墨印刷瓦楞纸箱 | |
| CN113417169A (zh) | 一种可生物降解复合纸及其制备方法和包装纸 | |
| CN201527745U (zh) | 镭射转移水印团花防伪封签 | |
| CN202786974U (zh) | 一种镭射转移纸 | |
| CN201498144U (zh) | 亮点光柱镭射转移防伪封签 | |
| CN201103079Y (zh) | 线条叠加型接装纸 | |
| CN202744899U (zh) | 烟用镭射印字框架纸 | |
| CN218322112U (zh) | 一种幻彩防伪纸 | |
| CN201381031Y (zh) | 一种激光防伪包装膜 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |