CN114248059A - 一种大型焊接辅助装置 - Google Patents
一种大型焊接辅助装置 Download PDFInfo
- Publication number
- CN114248059A CN114248059A CN202210196255.4A CN202210196255A CN114248059A CN 114248059 A CN114248059 A CN 114248059A CN 202210196255 A CN202210196255 A CN 202210196255A CN 114248059 A CN114248059 A CN 114248059A
- Authority
- CN
- China
- Prior art keywords
- baffle
- groove
- column
- plates
- scale welding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
- B23K37/04—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups for holding or positioning work
- B23K37/0426—Fixtures for other work
- B23K37/0435—Clamps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
Abstract
本发明涉及焊接装配技术领域,具体地说,涉及大型焊接辅助装置,包括固定座,竖板顶部对称开设有插槽,凹槽中设有液压缸,竖板上方设有顶板,顶板下表面与插槽对应处设有插板,顶板的底部对称开设有T型槽,横梁上表面与T型槽对应处设有T型块,横梁下表面设有挂钩,固定座上表面靠近两侧边缘处均设有挡板,挡板一侧面均设有夹板,夹板通过若干个弹簧与挡板连接;该装置的顶板在插板的配合下,稳定与竖板上的插槽插接配合,在液压缸的配合下,便于调节顶板的高度,横梁在T型块的配合下,与T型槽插接配合,方便手动推动横梁的移动,固定座上表面配合挡板,夹板在多组弹簧的配合下与挡板连接,便于夹持不同的大小的焊件。
Description
技术领域
本发明涉及焊接技术领域,具体为一种大型焊接辅助装置。
背景技术
在金属部件的焊接中,在装配过程中,需要将多个焊件进行组装,在装配过程中,焊件的数量较大,且部分焊接的质量较大,有的情况需要垂直焊接,且焊件底部接触面小,无法竖直立起,例如公路隔离带的主梁与隔离杆,隔离杆由于直径小,底部接触面小,无法立在主梁上进行焊接,此时在焊接过程中就需要人工将其扶住来进行焊接,这种情况下,不仅在焊接过程中无法保持稳定,且垂直度完全通过目测和尺子来进行测量,其焊接精度就无法保证。
因此,在对数量较多的焊接或者大型焊件进行焊接组装时,通过人工焊接的方式效率低下,使用全自动焊接设备对于一些规模较小的厂家来说成本又难以承受,在人工焊接组装大量零部件或者大型零部件时如何通过辅助器械来提高效率,同时保证各零部件水平或垂直来提高焊接精准度成为了亟待解决的问题。
发明内容
本发明的目的在于提供一种大型焊接辅助装置,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:
一种大型焊接辅助装置,包括固定座,所述固定座上表面靠近左端处设有竖板,所述竖板顶部对称开设有插槽,所述竖板左侧面上开设有凹槽,所述凹槽中设有液压缸,所述竖板上方设有顶板,所述液压缸的活塞杆与所述顶板底部连接,所述顶板下表面与插槽对应处设有插板,所述插板可滑动地插接在插槽内,所述顶板的底部对称开设有T型槽,所述顶板下方设有横梁,所述横梁上表面与T型槽对应处设有T型块,所述横梁下表面设有若干个挂钩,所述挂钩通过焊件连接组件连接焊件,所述焊件连接组件包括吊柱,所述吊柱上沿水平方向贯穿地开有弧形槽,所述挂钩的弯钩穿过弧形槽并与弧形槽滑动连接,所述吊柱顶部设有第一限位螺栓,所述第一限位螺栓与所述吊柱螺纹连接且所述第一限位螺栓的末端延伸至所述弧形槽内,所述吊柱的底部通过吊装螺杆连接有夹座,所述吊装螺杆的顶端延伸至吊柱内部的导向槽内,且在所述吊装螺杆的顶端固定有六角限位头,所述六角限位头可沿竖直方向在导向槽内滑动,所述吊柱的底部通过轴承转动连接有调节螺母,所述调节螺母与所述吊装螺杆螺纹连接,所述夹座的底部开有夹槽,所述夹座的一侧设有第二限位螺栓,所述第二限位螺栓穿过夹座的外壁并延伸至夹槽内,且所述第二限位螺栓与所述夹座螺纹连接,所述固定座上表面靠近两侧边缘处均设有挡板,所述挡板一侧面均设有夹板,所述夹板通过若干个弹簧与挡板连接。
优选的,所述固定座下表面靠近拐角处均设有万向轮,所述万向轮通过螺栓与固定座固定连接。
优选的,所述固定座下表面靠近万向轮处还设有连接柱,所述连接柱底部开设有螺纹孔,所述螺纹孔中设有调节柱。
优选的,所述调节柱底部设有防滑垫,防护垫与调节柱粘接固定,所述调节柱的直径与螺纹孔的孔径相适配,所述连接柱顶部与固定座底部通过万向球活动连接。
优选的,所述竖板底部与固定座焊接固定,所述竖板的宽度与固定座的宽度相适配,所述液压缸底部与竖板通过螺栓固定连接。
优选的,所述插板顶部与顶板焊接固定,所述插板的宽度与插槽的宽度相适配,所述竖板左端底部设有凸出块,所述凸出块与液压缸的缸体通过螺栓固定连接。
优选的,所述T型槽中还对称设有滑轨,所述T型块上与滑轨对应处开设有滑槽,所述滑槽中设有滑轮。
优选的,所述T型块的宽度与T型槽的宽度相适配,所述滑轨与T型槽焊接固定,所述滑轮与T型块转动连接,所述滑轮与滑轨紧密贴合。
优选的,所述横梁的长度与顶板的宽度相适配,所述T型块底部与横梁焊接固定,所述挂钩呈等间距分布,且所述挂钩与T型块焊接固定。
优选的,所述挡板的长度与固定座的长度相适配,所述挡板与固定座为一体成型结构,所述夹板的长度与挡板的宽度相适配,两个所述夹板相互对立的一面上均设有橡胶垫,所述橡胶垫与夹板粘接固定,所述弹簧呈等间距分布,且所述弹簧一端与夹板卡接固定,另一端与挡板卡接固定。
与现有技术相比,本发明的有益效果是:
1.本发明顶板在插板的配合下,稳定与竖板上的插槽插接配合,在液压缸的配合下,便于调节顶板的高度,横梁在T型块的配合下,与T型槽插接配合,方便手动推动横梁的移动,固定座上表面配合挡板,夹板在多组弹簧的配合下与挡板连接,便于夹持不同的大小的焊件。
2.本发明通过焊件连接组件来连接焊件,能够配合挂钩使其自动下垂来保证其竖直方向,并且能够锁紧保持焊接时其与其他焊件的垂直。其次通过调节螺母能够对各个焊件的高度分别微调,这样能够极大提高焊接精度。
3.本发明通过在T型块上安装滑轮,并配合滑轨,便于横梁移动更灵活稳定,固定座底部配合万向轮,方便整体的移动使用,连接柱与调节柱螺纹连接,便于对固定座的位置进行固定,在需要移动时,调节柱收缩在连接柱中,方便移动,在需要固定位置时,调节柱转动伸长,防滑垫与地面紧密贴合接触,又能起到良好的稳定性。
附图说明
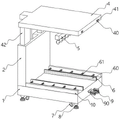
图1为本发明的整体结构示意图;
图2为本发明的使用状态结构示意图;
图3为本发明的固定座与竖板组合结构示意图;
图4为本发明的顶板框架结构示意图;
图5为本发明的横梁与T型板组合结构示意图;
图6为本发明的固定座与连接柱组合结构示意图;
图7为本发明的按压板与夹板的连接示意图;
图8为本发明的焊件连接分解示意图;
图9为本发明中焊件连接组件的结构示意图。
图中各个标号意义为:
1、固定座;10、挡板;11、导向槽;
2、竖板;20、插槽;21、凹槽;
3、液压缸;
4、顶板;40、T型槽;41、滑轨;42、插板;
5、横梁;50、T型块;500、滑槽;501、滑轮;51、挂钩;52、焊件连接组件;520、吊柱;5200、弧形槽;5201、导向槽;521、第一限位螺栓;522、吊装螺杆;523、六角限位头;524、调节螺母;525、夹座;5250、夹槽;526、第二限位螺栓;527、垫片;
6、夹板;60、橡胶垫;61、弹簧;
7、万向轮;
8、连接柱;80、螺纹孔;81、调节柱;9、按压板;90、连杆。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“若干”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
请参阅图1-9,本实施例提供一种技术方案:
一种大型焊接辅助装置,包括固定座1,固定座1上表面靠近左端处设有竖板2,竖板2顶部对称开设有插槽20,竖板2左侧面上开设有凹槽21,凹槽21中设有液压缸3,竖板2上方设有顶板4,液压缸3的活塞杆与顶板4底部连接,顶板4下表面与插槽20对应处设有插板42,插板42可滑动地插接在插槽20内,顶板4的底部对称开设有T型槽40,顶板4下方设有横梁5,横梁5上表面与T型槽40对应处设有T型块50,横梁5下表面设有若干个挂钩51,挂钩51通过焊件连接组件52连接焊件,焊件连接组件52包括吊柱520,吊柱520上沿水平方向贯穿地开有弧形槽5200,挂钩51的弯钩穿过弧形槽5200并与弧形槽5200滑动连接,弧形槽5200的形状和截面均与挂钩51一致,使得弧形槽5200能够贴合挂钩51滑动以调节焊件的垂直度,吊柱520顶部设有第一限位螺栓521,第一限位螺栓521与吊柱520螺纹连接且第一限位螺栓521的末端延伸至弧形槽5200内,吊柱520的底部通过吊装螺杆522连接有夹座525,吊装螺杆522的顶端延伸至吊柱520内部的导向槽5201内,且在吊装螺杆522的顶端固定有六角限位头523,六角限位头523可沿竖直方向在导向槽5201内滑动,吊柱520的底部通过轴承转动连接有调节螺母524,调节螺母524与吊装螺杆522螺纹连接,六角限位头523与导向槽5201的截面均为六边形,在转动调节螺母524时,吊装螺杆522无法转动,使得六角限位头523在导向槽5201内上下移动,以此分别对各个焊件的高度进行微调,夹座525的底部开有夹槽5250,夹座525的一侧设有第二限位螺栓526,第二限位螺栓526穿过夹座525的外壁并延伸至夹槽5250内,且第二限位螺栓526与夹座525螺纹连接,固定座1上表面靠近两侧边缘处均设有挡板10,挡板10一侧面均设有夹板6,夹板6通过若干个弹簧61与挡板10连接。具体的,夹槽5250的一侧内壁还贴有垫片527,能增大摩擦,保证焊件固定的稳定性。
本实施例中,固定座1下表面靠近拐角处均设有万向轮7,万向轮7通过螺栓与固定座1固定连接,万向轮7采用聚氨酯橡胶,结实度比较强,经久耐用,便于整体的灵活移动使用。
进一步的,固定座1下表面靠近万向轮7处还设有连接柱8,连接柱8底部开设有螺纹孔80,螺纹孔80中设有调节柱81,调节柱81与连接柱8配合,便于对固定座1的位置进行固定使用。
具体的,调节柱81底部设有防滑垫,防护垫与调节柱81粘接固定,调节柱81的直径与螺纹孔80的孔径相适配,连接柱8顶部与固定座1底部通过万向球活动连接,防滑垫粘接在调节柱81上,增加调节柱81与地面的摩擦力,增加固定时的稳定性。
其次,竖板2底部与固定座1焊接固定,竖板2的宽度与固定座1的宽度相适配,液压缸3底部与竖板2通过螺栓固定连接,液压缸3用于提供升降的动力,便于调节顶板4上下移动,进行焊件的位置高度调节。
进一步的,插板42顶部与顶板4焊接固定,插板42的宽度与插槽20的宽度相适配,竖板2左端底部设有凸出块,凸出块与液压缸3的缸体通过螺栓固定连接,插板42与插槽20插接配合,便于顶板4稳定的上下移动,液压缸3的活塞杆进行连接调整使用。
需要说明的是,T型槽40中还对称设有滑轨41,T型块50上与滑轨41对应处开设有滑槽500,滑槽500中均设有滑轮501,滑轮501与滑槽500配合,便于T型块50在滑轨41上稳定卡接配合,便于T型块50的稳定的移动。
具体的,T型块50的宽度与T型槽40的宽度相适配,滑轨41与T型槽40焊接固定,滑轮501与T型块50转动连接,滑轮501与滑轨41紧密贴合,横梁5的长度与顶板4的宽度相适配,T型块50底部与横梁5焊接固定,挂钩51呈等间距分布,且挂钩51与T型块50焊接固定,挂钩51的作用在于通过焊件连接组件52挂接不同大小的焊件,进行组合装配焊接使用。
除此之外,挡板10的长度与固定座1的长度相适配,挡板10与固定座1为一体成型结构,夹板6的长度与挡板10的宽度相适配,两个夹板6相互对立的一面上均设有橡胶垫60,橡胶垫60与夹板6粘接固定,弹簧61呈等间距分布,且弹簧61一端与夹板6卡接固定,另一端与挡板10卡接固定,具体的,夹板6和挡板10上均设有与弹簧61适配的弹簧槽,弹簧61的两端卡接在弹簧槽中以实现固定,弹簧61具有伸缩弹性,让夹板6稳定夹持不同大小的焊件,橡胶垫60采用硅胶材质,增加摩擦力,防止夹持损伤到焊件。其次,为了保证工作人员方便将两个夹板6分开使得焊件下降至两个夹板6之间,本实施例做出如下改进,固定座1的一端设有两个对称设置的按压板9,按压板9通过连杆90连接至位于其不同侧的夹板6,连杆90从固定座1内部一直延伸至夹板6底部,固定座1内开设有与连杆90运动路径一致的导向槽11。此时在需要分开两个夹板6时,只需要向中间挤压两个按压板9,即可克服弹簧61的弹力使得两个夹板6分开。需要注意的是,两个连杆90的形状不同,在运动过程中彼此不会产生干涉。
下面参阅图8举例说明焊接详细过程,本实施例中以公路隔离带的主梁a和分隔杆b为例,首先将主梁a水平放置在固定座1上表面,并分开两个夹板6使其夹持住主梁a,此时通过水平仪对主梁a水平度进行校准,并可通过微调调节柱81的高度调节固定座1四个角的高度,直到主梁a为水平状态。下一步将各个分隔杆b的顶端插入夹槽5250内,并保持分隔杆b与焊件连接组件52为一条直线,并通过锁紧第二限位螺栓526来固定住分隔杆b,此时在重力的作用下焊件连接组件52与分隔杆b下垂呈竖直状态(即分隔杆b与主梁a垂直)。再锁紧第一限位螺栓521,使得吊柱520无法在挂钩51上活动。最后即可通过液压缸3带动各个挂钩51下降,使得分隔杆b底面的焊面与主梁a顶面的焊面接触,进行焊接。需要补充的是,转动调节螺母524可分别对各个分隔杆b的高度进行调节,保证分隔杆b的焊面与主梁a紧密接触。
本实施例的大型焊接辅助装置在使用时,将万向轮7与固定座1连接,顶板4通过插板42与竖板2插接配合,液压缸3固定在凹槽21中,且活塞杆与顶板4组合连接,横梁5上的T型块50与T型槽40插接配合,两个夹板6在多个弹簧61的配合下,与挡板10连接,整体需要移动时,手动将调节柱81收缩在连接柱8中,万向轮7与地面接触,方便移动,在需要对固定座1位置进行固定时,手动转动调节柱81,防滑垫与地面紧密贴合,让万向轮7远离地面,对固定座1进行固定,将需要装配焊接的焊件通过焊件连接组件52与挂钩51挂接配合,控制液压缸3的活塞杆升降,带动焊件下降至夹板6之间,夹板6在弹簧61的作用下,稳定夹持另一焊件,进行焊接作业即可。
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的仅为本发明的优选例,并不用来限制本发明,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
Claims (10)
1.一种大型焊接辅助装置,包括固定座(1),其特征在于:所述固定座(1)上表面靠近左端处设有竖板(2),所述竖板(2)顶部对称开设有插槽(20),所述竖板(2)左侧面上开设有凹槽(21),所述凹槽(21)中设有液压缸(3),所述竖板(2)上方设有顶板(4),所述液压缸(3)的活塞杆与所述顶板(4)底部连接,所述顶板(4)下表面与插槽(20)对应处设有插板(42),所述插板(42)可滑动地插接在插槽(20)内,所述顶板(4)的底部对称开设有T型槽(40),所述顶板(4)下方设有横梁(5),所述横梁(5)上表面与T型槽(40)对应处设有T型块(50),所述横梁(5)下表面设有若干个挂钩(51),所述挂钩(51)通过焊件连接组件(52)连接焊件,所述焊件连接组件(52)包括吊柱(520),所述吊柱(520)上沿水平方向贯穿地开有弧形槽(5200),所述挂钩(51)的弯钩穿过弧形槽(5200)并与弧形槽(5200)滑动连接,所述吊柱(520)顶部设有第一限位螺栓(521),所述第一限位螺栓(521)与所述吊柱(520)螺纹连接且所述第一限位螺栓(521)的末端延伸至所述弧形槽(5200)内,所述吊柱(520)的底部通过吊装螺杆(522)连接有夹座(525),所述吊装螺杆(522)的顶端延伸至吊柱(520)内部的导向槽(5201)内,且在所述吊装螺杆(522)的顶端固定有六角限位头(523),所述六角限位头(523)可沿竖直方向在导向槽(5201)内滑动,所述吊柱(520)的底部通过轴承转动连接有调节螺母(524),所述调节螺母(524)与所述吊装螺杆(522)螺纹连接,所述夹座(525)的底部开有夹槽(5250),所述夹座(525)的一侧设有第二限位螺栓(526),所述第二限位螺栓(526)穿过夹座(525)的外壁并延伸至夹槽(5250)内,且所述第二限位螺栓(526)与所述夹座(525)螺纹连接,所述固定座(1)上表面靠近两侧边缘处均设有挡板(10),所述挡板(10)一侧面均设有夹板(6),所述夹板(6)通过若干个弹簧(61)与挡板(10)连接。
2.根据权利要求1所述的大型焊接辅助装置,其特征在于:所述固定座(1)下表面靠近拐角处均设有万向轮(7),所述万向轮(7)通过螺栓与固定座(1)固定连接。
3.根据权利要求2所述的大型焊接辅助装置,其特征在于:所述固定座(1)下表面靠近万向轮(7)处还设有连接柱(8),所述连接柱(8)底部开设有螺纹孔(80),所述螺纹孔(80)中设有调节柱(81)。
4.根据权利要求3所述的大型焊接辅助装置,其特征在于:所述调节柱(81)底部设有防滑垫,防护垫与调节柱(81)粘接固定,所述调节柱(81)的直径与螺纹孔(80)的孔径相适配,所述连接柱(8)顶部与固定座(1)底部通过万向球活动连接。
5.根据权利要求1所述的大型焊接辅助装置,其特征在于:所述竖板(2)底部与固定座(1)焊接固定,所述竖板(2)的宽度与固定座(1)的宽度相适配,所述液压缸(3)底部与竖板(2)通过螺栓固定连接。
6.根据权利要求1所述的大型焊接辅助装置,其特征在于:所述插板(42)顶部与顶板(4)焊接固定,所述插板(42)的宽度与插槽(20)的宽度相适配,所述竖板(2)左端底部设有凸出块,所述凸出块与液压缸(3)的缸体通过螺栓固定连接。
7.根据权利要求1所述的大型焊接辅助装置,其特征在于:所述T型槽(40)中还对称设有滑轨(41),所述T型块(50)上与滑轨(41)对应处开设有滑槽(500),所述滑槽(500)中设有滑轮(501)。
8.根据权利要求7所述的大型焊接辅助装置,其特征在于:所述T型块(50)的宽度与T型槽(40)的宽度相适配,所述滑轨(41)与T型槽(40)焊接固定,所述滑轮(501)与T型块(50)转动连接,所述滑轮(501)与滑轨(41)紧密贴合。
9.根据权利要求1所述的大型焊接辅助装置,其特征在于:所述横梁(5)的长度与顶板(4)的宽度相适配,所述T型块(50)底部与横梁(5)焊接固定,所述挂钩(51)呈等间距分布,且所述挂钩(51)与T型块(50)焊接固定。
10.根据权利要求1所述的大型焊接辅助装置,其特征在于:所述挡板(10)的长度与固定座(1)的长度相适配,所述挡板(10)与固定座(1)为一体成型结构,所述夹板(6)的长度与挡板(10)的宽度相适配,两个所述夹板(6)相互对立的一面上均设有橡胶垫(60),所述橡胶垫(60)与夹板(6)粘接固定,所述弹簧(61)呈等间距分布,且所述弹簧(61)一端与夹板(6)卡接固定,另一端与挡板(10)卡接固定。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210196255.4A CN114248059B (zh) | 2022-03-02 | 2022-03-02 | 一种大型焊接辅助装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210196255.4A CN114248059B (zh) | 2022-03-02 | 2022-03-02 | 一种大型焊接辅助装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN114248059A true CN114248059A (zh) | 2022-03-29 |
| CN114248059B CN114248059B (zh) | 2022-05-24 |
Family
ID=80797322
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202210196255.4A Active CN114248059B (zh) | 2022-03-02 | 2022-03-02 | 一种大型焊接辅助装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN114248059B (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114682941A (zh) * | 2022-04-06 | 2022-07-01 | 上海江海钢结构安装工程有限公司 | 一种可进行变形控制的t形钢梁焊接方法 |
| CN116852017A (zh) * | 2023-09-05 | 2023-10-10 | 青州市珺凯工业装备有限公司 | 一种金属压延工件加工定位焊接装置 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202012002863U1 (de) * | 2012-03-19 | 2012-05-08 | Reinhard Nigg | Haltespange zum Arretieren und Anpassen von Blechfächen |
| CN203610897U (zh) * | 2013-12-26 | 2014-05-28 | 中国重汽集团济南动力有限公司 | 一种客车自制车身骨架合车胎具 |
| CN204673179U (zh) * | 2015-05-27 | 2015-09-30 | 宁波象保合作区天吉自动化设备有限公司 | 一种带有运料装置的自动螺旋焊接装置 |
| CN106141548A (zh) * | 2016-08-29 | 2016-11-23 | 济南新智数控机械设备有限公司 | 护栏自动焊接设备 |
| CN206883077U (zh) * | 2017-03-29 | 2018-01-16 | 福建凯瑞实业有限公司 | 一种铁路护栏拼装焊接夹具 |
| CN111922584A (zh) * | 2020-07-17 | 2020-11-13 | 傅飞 | 一种公路护栏修复用栏杆定位焊接安装器 |
| WO2021147256A1 (zh) * | 2020-01-20 | 2021-07-29 | 中铁三局集团建筑安装工程有限公司 | 下跨多条铁路营业线单侧整体吊装大跨度天桥及施工方法 |
| CN113775247A (zh) * | 2021-10-25 | 2021-12-10 | 广西航务建设工程有限公司 | 一种涉路施工用防护装置的施工方法 |
-
2022
- 2022-03-02 CN CN202210196255.4A patent/CN114248059B/zh active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202012002863U1 (de) * | 2012-03-19 | 2012-05-08 | Reinhard Nigg | Haltespange zum Arretieren und Anpassen von Blechfächen |
| CN203610897U (zh) * | 2013-12-26 | 2014-05-28 | 中国重汽集团济南动力有限公司 | 一种客车自制车身骨架合车胎具 |
| CN204673179U (zh) * | 2015-05-27 | 2015-09-30 | 宁波象保合作区天吉自动化设备有限公司 | 一种带有运料装置的自动螺旋焊接装置 |
| CN106141548A (zh) * | 2016-08-29 | 2016-11-23 | 济南新智数控机械设备有限公司 | 护栏自动焊接设备 |
| CN206883077U (zh) * | 2017-03-29 | 2018-01-16 | 福建凯瑞实业有限公司 | 一种铁路护栏拼装焊接夹具 |
| WO2021147256A1 (zh) * | 2020-01-20 | 2021-07-29 | 中铁三局集团建筑安装工程有限公司 | 下跨多条铁路营业线单侧整体吊装大跨度天桥及施工方法 |
| CN111922584A (zh) * | 2020-07-17 | 2020-11-13 | 傅飞 | 一种公路护栏修复用栏杆定位焊接安装器 |
| CN113775247A (zh) * | 2021-10-25 | 2021-12-10 | 广西航务建设工程有限公司 | 一种涉路施工用防护装置的施工方法 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114682941A (zh) * | 2022-04-06 | 2022-07-01 | 上海江海钢结构安装工程有限公司 | 一种可进行变形控制的t形钢梁焊接方法 |
| CN116852017A (zh) * | 2023-09-05 | 2023-10-10 | 青州市珺凯工业装备有限公司 | 一种金属压延工件加工定位焊接装置 |
| CN116852017B (zh) * | 2023-09-05 | 2023-10-31 | 青州市珺凯工业装备有限公司 | 一种金属压延工件加工定位焊接装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN114248059B (zh) | 2022-05-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN114248059B (zh) | 一种大型焊接辅助装置 | |
| US4023394A (en) | Vehicle alignment apparatus | |
| CN212705371U (zh) | 一种免清洗石墨舟安装校准装置 | |
| US4050287A (en) | Method for vehicle alignment | |
| CN215280736U (zh) | 一种o型圈安装设备 | |
| CN111364799A (zh) | 一种钢结构支撑架 | |
| CN214939057U (zh) | 新型公路工程模板支撑装置 | |
| CN214164973U (zh) | 一种用于轨道列车实验的轨道设备 | |
| CN209849707U (zh) | 一种可调式汽车零部件加工模具托架 | |
| CN211664654U (zh) | 具有夹持功能的堆垛机 | |
| CN114193386A (zh) | 轨道安装调节机构 | |
| CN207900531U (zh) | 夹具快换装置 | |
| CN216541612U (zh) | 一种车桥附件焊接夹具 | |
| CN105484661A (zh) | 一种移动式斜梯 | |
| CN219365930U (zh) | 一种轨道用防侧倾结构及梯架 | |
| CN108972734A (zh) | 一种家具木板打孔装置 | |
| CN215326720U (zh) | 一种便捷的摩托车升降台 | |
| CN219689226U (zh) | 一种钢构件组合件 | |
| CN216596570U (zh) | 一种适用于全尺寸可升降的电缆附件安装培训支架 | |
| CN220245323U (zh) | 一种移动式龙门架 | |
| CN216634191U (zh) | 轨道安装调节机构 | |
| CN219967804U (zh) | 一种副梁翻转装置 | |
| CN213509482U (zh) | 一种便于拆装的钢结构支撑装置 | |
| CN217812226U (zh) | 一种建筑施工脚手架 | |
| CN214574638U (zh) | 一种钢结构梁柱的连接结构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| PE01 | Entry into force of the registration of the contract for pledge of patent right | ||
| PE01 | Entry into force of the registration of the contract for pledge of patent right |
Denomination of invention: A large welding auxiliary device Effective date of registration: 20230704 Granted publication date: 20220524 Pledgee: Weifang Jinma road sub branch of Bank of Weifang Co.,Ltd. Pledgor: Shandong Hongrui Lighting Technology Co.,Ltd. Registration number: Y2023980047336 |