CN113914138B - 具透香功能的免打孔高透气度铝箔衬纸的制造方法及应用 - Google Patents
具透香功能的免打孔高透气度铝箔衬纸的制造方法及应用 Download PDFInfo
- Publication number
- CN113914138B CN113914138B CN202111194048.7A CN202111194048A CN113914138B CN 113914138 B CN113914138 B CN 113914138B CN 202111194048 A CN202111194048 A CN 202111194048A CN 113914138 B CN113914138 B CN 113914138B
- Authority
- CN
- China
- Prior art keywords
- paper
- pulp
- aluminum foil
- lining paper
- surface sizing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/10—Packing paper
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H11/00—Pulp or paper, comprising cellulose or lignocellulose fibres of natural origin only
- D21H11/02—Chemical or chemomechanical or chemothermomechanical pulp
- D21H11/04—Kraft or sulfate pulp
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H17/00—Non-fibrous material added to the pulp, characterised by its constitution; Paper-impregnating material characterised by its constitution
- D21H17/03—Non-macromolecular organic compounds
- D21H17/05—Non-macromolecular organic compounds containing elements other than carbon and hydrogen only
- D21H17/17—Ketenes, e.g. ketene dimers
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H17/00—Non-fibrous material added to the pulp, characterised by its constitution; Paper-impregnating material characterised by its constitution
- D21H17/20—Macromolecular organic compounds
- D21H17/21—Macromolecular organic compounds of natural origin; Derivatives thereof
- D21H17/24—Polysaccharides
- D21H17/28—Starch
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H17/00—Non-fibrous material added to the pulp, characterised by its constitution; Paper-impregnating material characterised by its constitution
- D21H17/20—Macromolecular organic compounds
- D21H17/21—Macromolecular organic compounds of natural origin; Derivatives thereof
- D21H17/24—Polysaccharides
- D21H17/31—Gums
- D21H17/32—Guar or other polygalactomannan gum
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H19/00—Coated paper; Coating material
- D21H19/10—Coatings without pigments
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H21/00—Non-fibrous material added to the pulp, characterised by its function, form or properties; Paper-impregnating or coating material, characterised by its function, form or properties
- D21H21/14—Non-fibrous material added to the pulp, characterised by its function, form or properties; Paper-impregnating or coating material, characterised by its function, form or properties characterised by function or properties in or on the paper
- D21H21/16—Sizing or water-repelling agents
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Paper (AREA)
Abstract
本发明提供一种具有透香功能的免打孔高透气度铝箔衬纸的制造方法,包括以下步骤:以漂白硫酸盐针叶木浆为原料,将其碎解并稀释后进一步疏解;将疏解后的漂白硫酸盐针叶木浆与抄纸过程中产生的损纸进行混配;S3、将混合浆进行磨浆处理,之后采用冲浆方式利用网下白水对浆料进行两次稀释,第一次稀释后加入AKD施胶剂混匀,第二次稀释后加入瓜尔胶助剂混匀;S4、将加完助剂的浆料采用经改造的长网纸机以车速为250‑300m/min进行成型与脱水;所述经改造的长网纸机中,对脱水板的结构以及排列方式进行了改进;将成型纸经压榨脱水、干燥;将纸张进行表面施胶后干燥至纸张含水量在5‑6%,表面施胶采用的施胶液中含改性淀粉和表面施胶剂,然后卷取即得。
Description
技术领域
本发明涉及一种烟用内衬纸的制造方法,具体涉及一种具透香功能的免打孔高透气度铝箔衬纸的制造方法及应用。
背景技术
烟用内衬纸为衬于卷烟小盒内层,包裹香烟的纸张。是由铝箔和内衬纸通过粘合剂复合在一起,其作用主要是用来包裹烟盒内的烟支,并维持烟支所需的保存环境、保持烟支水分、延缓卷烟香味成分散失。传统上,烟用内衬纸只起到对烟支的防潮、保香等单一功能。随着烟草行业的发展、科技水平的不断提高,卷烟企业对烟用内衬纸使用提出了更高的要求。当前烟用内衬纸仍以铝箔纸为主,现有的香烟内衬纸不具有加香的功能,而很多普通的香烟具有很重的烟味,如果没有经过特殊的加香处理,在吸食过程中口感不是很好,而且在打开过程中烟味便会散发出来,会给周围一些不吸烟的人带来一些不便。如何利用铝箔纸直接与烟支接触的特点,使之对所包装的烟支持续地产生作用,以优化卷烟的抽吸品质,成为现阶段各卷烟企业研发的热点。
当前的烟用内衬纸加香工艺,所采用的的技术方案有以下几种。CN102127879A涂布加香环保烟包内衬纸,是在内衬纸纸基表面涂覆有以烟草提取物为主要溶质组分的涂布液;不仅能使烟支防潮、保香,还可通过挥发自然烟香,改变烟支的微观陈化环境,使烟盒内香气丰满,并与烟支达到更好的香气平衡,增加烟支嗅香,并改善烟支吸味效果。CN203450574U一种防潮保润加香内衬纸,由内向外依次包括铝箔纸层、加香油墨层和加强膜层。该加香层是直接将香料加入油墨中涂覆在铝箔纸上,在不增加内衬纸厚度的同时可以使内衬纸起到加香的功能,增加吸食者的口感,并且可以防止香烟的味道散出给周围不吸烟者带来不便。CN101215803A长效缓释型铝箔纸及其制备方法,选择透气度为10~30000CU的内衬纸,将卷烟改性添加剂或增香剂涂覆于内衬纸的表面,或按照0.01%~5%的比例添加到现有铝箔纸用胶粘剂中,将铝箔与透气内衬纸按常规工艺进行粘合。所添加的物质在卷烟入库储存期间能够持续释放出香味物质,并有效地与烟支产生物理、化学作用,促进其内在品质的提升,使吸味更加醇和、舒适。CN112195684A一种香味缓释型防潮铝箔衬纸及其制备方法,将增香剂制成微胶囊,将亚油酸甲酯与烯基琥珀酸酐混合后,加入防潮增香微胶囊,制得施胶液;将施胶液均匀喷涂到纸页上,能使增香剂缓慢稳定释放。CN107675560 A一种具有缓控释凉感香精的烟用铝箔纸制备方法,该方法针对铝箔纸的特殊制备工艺,配制出一种可以直接添加到铝箔纸背涂胶中的凉感香精,该香精可以很好的溶于背涂胶中,并通过特殊的基质材料对其进行保护,能够降低其挥发性,制备出来的铝箔纸具有很好的凉感效果,并且能够在消费者打开包装后,给卷烟提供一个薄荷的环境,有助于卷烟凉感的长期保存。
但上述方案在烟用内衬纸上加香的方案中都存在一定的不足之处。比如:涂布加香环保烟包内衬纸是在内衬纸纸基表面涂覆有以烟草提取物为主要溶质组分的涂布液,一方面需要在内衬纸的制造工艺中额外增加涂布过程,缺乏广泛的适应性,另一方面现有的涂布技术与内衬纸制造技术工艺不相配套,附加的涂布工段制造和使用成本高,不容易工业推广。一种防潮保润加香内衬纸是将香料融入油墨中并涂覆在铝箔纸的外表面形成的加香涂层,属于目前比较常规的一种加香方法,不需要额外增加工序。但以上两种技术中香料没有保护层,直接暴露在外面,香气释放速度不稳定,初期释放较快,香料被大量损耗,后期释放速度大幅下降,对卷烟品质的改善不理想。一种长效缓释型铝箔纸是将卷烟改性添加剂或增香剂按照一定比例添加到现有铝箔纸用胶粘剂中,将铝箔与透气内衬纸按常规工艺进行粘合,使添加的物质在卷烟入库储存期间能够持续释放出香味物质,虽然解决了涂布加香环保烟包内衬纸香料释放速度不稳定,但所用透气内衬纸需要采用激光打孔或静电打孔设备,在普通内衬纸上打孔获得,这需要增加一道打孔工序,制造和使用成本高,对工业化推广存在一定的阻碍。一种香味缓释型防潮铝箔衬纸是将增香剂制成微胶囊,将防潮增香微胶囊添加在施胶液中,能使增香剂缓慢稳定释放,但施胶纸页需经压光后,才能获得铝箔衬纸,在压光过程中微胶囊会发生破裂,增香剂从微胶囊内溢出,实际并不会起到缓释作用,因而构思比较新颖,但实用性并不强。一种具有缓控释凉感香精的烟用铝箔纸,配制的含有凉感香精的背涂胶,涂覆在铝箔的背面,铝箔和衬纸通过压辊复合在一起,香精也随之进入到铝箔和衬纸之间,由于所采用的是普通铝箔衬纸,其最大的问题就是透气度较低,在长期储存中其薄荷醇的含量并没有降低太多,由于释放过于缓慢,添加量小时凉感不明显,添加量要达到10%、20%、30%,嗅香、烟气和回味均有凉感,程度分别达到微凉、中度凉感和冰凉三种程度,造成香精加入量过大,成本过高。
综上,目前烟用内衬纸加香方案中,普遍使用的技术为:其一是涂布或印刷技术,暨采用涂布或印刷技术将香料配成涂布液或混于油墨内,涂覆或印刷于内衬纸表面形成加香涂层;这种技术存在的不足是需增加涂布或印刷工序,制造和使用成本高,涂香层没有保护层,香料释放速度不稳定,初期释放快香料被大量消耗,后期释放慢。其二是采用缓释技术,包括微胶囊缓释技术和复合胶缓释技术;微胶囊缓释技术中通过表面施胶方式涂布在纸张表面的微胶囊,在铝箔衬纸生产工艺的压光过程中会发生破裂,失去缓释功能;复合胶缓释技术是将香精混在铝箔衬纸与铝箔之间的复合胶层中,通过采用具有一定透气性的铝箔衬纸来缓慢释放香气,达到缓释效果,这种技术的缺点是铝箔衬纸需要采用激光打孔或静电打孔来达到其所需的透气性,增加一道工序,制造和使用成本高;而采用普通铝箔衬纸,因其透气性不高,需要添加大量的香料才能达到预期的释放效果,造成成本上升较大。
发明内容
针对现有技术存在的问题和缺陷,本发明提供一种具透香功能的免打孔高透气度铝箔衬纸的制造方法及应用。本发明的技术方案为:
第一个方面,本发明提供一种具透香功能的免打孔高透气度铝箔衬纸的制造方法,包括以下步骤:
S1、以漂白硫酸盐针叶木浆为原料,将其碎解成10-12%质量浓度的纸浆,将纸浆稀释至质量浓度为4.0%-5.0%后,进一步疏解;
S2、将疏解后的漂白硫酸盐针叶木浆与抄纸过程中产生的损纸进行混配,损纸占混合后总浆量的质量配比小于10%,得到混合浆;
S3、将混合浆进行磨浆处理,之后采用冲浆方式利用网下白水对浆料进行两次稀释,最终稀释到质量浓度为0.1-0.2%,并且第一次稀释后加入AKD施胶剂混匀,第二次稀释后加入瓜尔胶助剂混匀;
S4、将加完助剂的浆料采用经改造的长网纸机以车速为250-300m/min进行成型与脱水,得到成型湿纸页;所述经改造的长网纸机中,按照网运行方向顺序排列若干个脱水板,且每3个脱水板排列时为相同的倾斜角度,倾斜角由大到小排列,依次为8°、7°、6°、5°,单个脱水板的一端为45°尖角,顶部为相连贯的水平支承平面和倾斜角度5°的倾斜面,底部两端设有对称的“L”型结构;所述倾斜面上刻有棱状凸起;
S5、将成型纸经压榨脱水、干燥后得到含水量在6-7%的纸张;
S6、将纸张进行表面施胶后干燥至纸张含水量在5-6%,表面施胶采用的施胶液中含改性淀粉和表面施胶剂,然后卷取,即得。
优选地,所述步骤S1中漂白硫酸盐针叶木浆是以美国南方松为原料制成的漂白硫酸盐针叶木浆。
进一步地,所述步骤S3中磨浆处理的控制参数为:功率150-180kw,纸浆的肖氏打浆度控制在15-20°SR,湿重10g-13g。
优选地,所述步骤S3中,浆料第一次稀释后经过除渣器进行净化,浆料第二次稀释后经过压力筛进行筛选,所述压力筛选择C型棒筛筛框。
进一步地,所述步骤S3中AKD施胶剂占总绝干浆的质量分数0.3%-0.5%。
进一步地,所述步骤S3中瓜尔胶助剂占总绝干浆的质量分数0.05%-0.10%。
优选地,所用瓜尔胶助剂为未经改性的天然瓜尔胶粉。
优选的,所述脱水板的总宽度为70mm,其中水平支承平面宽度为30mm,倾斜面水平宽度为40mm,使脱水缓慢且均匀,同时又有适当的浆料扰动性能,消除了正压,克服了跳浆现象。
优选地,所述棱状凸起具体为长条棱状结构,该结构可促使楔形真空区中的短水层稳定连续脱水,避免过分强烈脱水,在运动的网面和静止的斜面之间产生了很大的相对运动,引起小的涡流现象,这种小涡流的存在,使网面上的浆料也产生了相应微湍动,从而有利于克服纤维再絮聚,改善纤维纵横排列结构,提高了纸页的均匀度,缩小纤维纵横向排列数量上的差距。
优选地,在所述长网纸机网案湿端的相邻脱水板的间距为35-40cm,在所述长网纸机网案干端的相邻脱水板的间距为25-30cm。
优选地,所述步骤S5中压榨脱水采用靴式压榨方式,其中靴套内径750mm,线压力180-200KN/m。
优选地,所述步骤S5中干燥采用单托辊扬克大烘缸,并且托辊布置在烘缸垂直中心线沿旋转方向的前侧,材质是聚氨酯。
进一步地,所述步骤S6中表面施胶采用的施胶液的制备方法为:将100份改性淀粉加入到水中调配成质量浓度为5%的淀粉溶液,加热到95℃,并保温15-20min,然后加入10~15份表面施胶剂混合均匀。
优选地,所用改性淀粉是氧化阳离子表面施胶淀粉。
优选地,所述表面施胶剂是苯丙共聚物抗菌乳液。
第二个方面,本发明提供一种具有透香功能的免打孔高透气度铝箔衬纸,是采用上述制备方法获得。
进一步地,所述铝箔衬纸的指标为:定量:35-40g/m2;厚度:50-60μm;平滑度:400-450s;透气度:2800-3200CU;透气度变异系数:5-7;匀度指数:79-81;灰分:<1%;横向变形率:1.5-1.8%;纵横向拉力比:1.5-1.8。
第三个方面,本发明提供一种烟用加香铝箔纸,采用的是上述具有透香功能的免打孔高透气度铝箔衬纸,所述铝箔衬纸与铝箔复合用胶水内添加有香料。
本发明通过工艺和设备的优化改进生产出一种具有透香功能的免打孔高透气度铝箔衬纸,该纸张无需激光或静电打孔,就具有较高透气度。通过在复合胶内添加特定的香料再与铝箔复合时,便可生产一种具有透香功能的烟用铝箔纸。香料在铝箔衬纸的保护下,避免了香料直接暴露于环境中所产生的初期释放过快现象。香气通过铝箔衬纸的孔隙缓慢释放,起到长效透香作用。整个制造工艺操作简单,且成本低。
附图说明
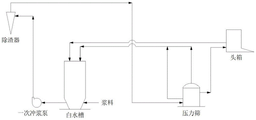
图1为本发明实施例中二次冲浆短循环流程图。
图2为本发明对比例4中一次冲浆短循环流程图。
图3为本发明实施例中倾斜面倾斜角度为5°的脱水板的结构示意图。
图4为图3的俯视图。
图5为图3的正视图。
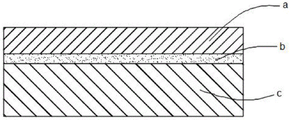
图6本发明实施例4的铝箔纸的结构示意图。
图3~5中,1-脱水板,2-45°尖角,3-水平支承平面,4-倾斜面,5-“L”型结构,6-棱状凸起。图6中,a-铝箔层,b-加香胶水层,c-衬纸层。
具体实施方式
在本发明的描述中,需要说明的是,实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品。
下面结合附图和具体的实施例对本发明做进一步详细说明,所述是对本发明的解释而不是限定。
实施例1
本实施例提供一种具有透香功能的免打孔高透气度铝箔衬纸的制造方法,具体步骤如下:
S1、由美国南方松制得的漂白硫酸盐浆针叶木浆板用碎浆机碎解成质量浓度为11%的纸浆,稀释成质量浓度在4.5%后,经过1台高频疏解机进一步疏解成浆;
S2、将疏解后的漂白硫酸盐针叶木浆与抄纸过程中产生的损纸进行混配,损纸占混合后总浆量的配比5%,不添加任何填料,得到混合浆;
S3、将混合浆经1台锥形精浆机进行磨浆处理,精浆机磨浆功率165kw,使纸浆的肖氏打浆度控制在17°SR,湿重12g;并采用两次冲浆的方式利用网下白水对浆料进行稀释,最终稀释到0.15%。二次冲浆过程的循环流程如图1所示,混合浆料经白水槽稀释后由一次冲浆泵泵入除渣器进行净化,而后经高位箱稳定压力后,再由二次冲浆泵泵入C型棒筛筛框压力筛进行筛选,而后直接进入头箱;在高位箱出口处用计量泵加入AKD施胶剂,加入量占总绝干浆的质量分数0.4%;在压力筛出口后利用计量泵添加瓜尔胶,加入量控制在占总绝干浆的质量分数0.08%;瓜尔胶采用未经改性的天然瓜尔胶粉,先往溶解罐内注入1/2的去离子水,开启搅拌,把称量好的瓜尔胶原粉慢慢加入到专用分散器中,加满去离子水后开蒸汽升温至85℃,溶解25分钟,然后过滤至贮存池中稀释至质量浓度0.1%备用,同时加入乳酸链球菌素作为防腐抑菌剂,使其在瓜尔胶溶液内的浓度为80ppm;
S4、将加完助剂并经过净化筛选的浆料采用经改造的长网纸机以车速为280m/min进行成型与脱水,得到成型湿纸页;所述经改造的长网纸机中,按照网运行方向顺序排列若干个脱水板1,且每3个脱水板1排列时为相同的倾斜角度,倾斜角由大到小排列,依次为8°、7°、6°、5°,单个脱水板1的一端为45°尖角2,顶部为相连贯的水平支承平面3和倾斜角度5°的倾斜面4,底部两端设有对称的“L”型结构5,用于安装时可固定在底座上,起到固定支撑作用;所述倾斜面上还刻有棱状凸起6,棱状凸起6具体为长条棱状结构,长条棱状结构的宽度为10mm,深5mm,相邻长条棱状结构之间的网接触面宽为10mm。
该结构可促使楔形真空区中的短水层稳定连续脱水,避免过分强烈脱水,在运动的网面和静止的斜面之间产生了很大的相对运动,引起小的涡流现象,这种小涡流的存在,使网面上的浆料也产生了相应微湍动,从而有利于克服纤维再絮聚,改善纤维纵横排列结构,提高了纸页的均匀度,缩小纤维纵横向排列数量上的差距。所述脱水板的总宽度为70mm,其中水平支承平面宽度为30mm,倾斜面水平宽度为40mm,使脱水缓慢且均匀,同时又有适当的浆料扰动性能,消除了正压,克服了跳浆现象。在网案湿端,相邻脱水板间距为35cm,在网案干端,相邻脱水板间距为25cm。脱水板的结构如图3-5所示。抄造成型中所用的成型网为聚酯成型网,为双层编织,透气度438CFM(7000m3/m2/h);
S5、将成型纸经靴套内径750mm的迷你靴压在线压力190KN/m下进行压榨脱水,再进入扬克大烘缸干燥后得到含水量在6.5%的纸张;扬克大烘缸采用一道普通聚氨酯托辊,托辊布置在沿烘缸旋转方向位于烘缸垂直中心线的前侧;
S6、将纸张经膜转移表面涂布设备涂以表面施胶液进行单面表面施胶后,经空气转向器及红外线干燥器预干燥后,进入由四个直径1.8m的烘缸组成的后干部干燥至纸张含水量在5.5%;然后卷取,即得。将氧化阳离子表面施胶淀粉加入冷水中,调成质量浓度13%的悬浮液,升温至95℃,并保温18分钟,加入温水稀释到质量浓度5%,并加入占绝干淀粉13%的苯丙共聚物抗菌乳液表面施胶剂,搅拌均匀即得表面施胶液。
所获得的铝箔衬纸的关键指标如表1所示:
表1实施例1的铝箔衬纸的关键指标
| 分析项目 | 实施例1的高透气度铝箔衬纸 |
| 定量/g/m<sup>2</sup> | 38.1 |
| 厚度/μm | 56 |
| 平滑度/s(正面) | 430 |
| 平滑度/s(反面) | 7 |
| 透气度/CU | 3050 |
| 透气度变异系数/% | 6.1 |
| 灰分/% | 0.3 |
| 横向变形率/% | 1.6 |
| 横向挺度/mN | 8.1 |
| 纵横向拉力比 | 1.6 |
| 印刷表面强度/m/s | 0.6 |
| 匀度指数 | 80 |
实施例2
本实施例提供一种具有透香功能的免打孔高透气度铝箔衬纸的制造方法,具体步骤如下:
S1、由美国南方松制得的漂白硫酸盐浆针叶木浆板用碎浆机碎解成质量浓度10%的纸浆,稀释成质量浓度在4.0%后,经过1台高频疏解机进一步疏解成浆;
S2、将疏解后的漂白硫酸盐针叶木浆与抄纸过程中产生的损纸进行混配,损纸占混合后总浆量的配比7%,不添加任何填料,得到混合浆;
S3、将混合浆经1台锥形精浆机进行磨浆处理,精浆机磨浆功率180kw,使纸浆的肖氏打浆度控制在20°SR,湿重10g;并采用两次冲浆的方式利用网下白水对浆料进行稀释,最终稀释到0.10%。冲浆方式同实施例1,一次冲浆后经过除渣器进行净化,二次冲浆后经过C型棒筛筛框压力筛进行筛选;在第一次稀释后的高位箱出口处用计量泵加入AKD施胶剂,加入量占总绝干浆的质量分数0.3%;在第二次稀释后的压力筛出口利用计量泵添加瓜尔胶,加入量控制在占总绝干浆的质量分数0.10%;瓜尔胶的种类和制备方式同实施例1;防腐抑菌剂同实施例1;
S4、将加完助剂并经过净化筛选的浆料采用经改造的长网纸机以车速为300m/min进行成型与脱水,得到成型湿纸页;所述经改造的长网纸机网案脱水板结构、排列方式、成型网参数均同实施例1;
S5、将成型纸进行压榨脱水(压榨形式同实施例1一致),线压力200kN/m,再进入扬克大烘缸干燥后得到含水量在6.0%的纸张;扬克大烘缸托辊布置同实施例1;
S6、将纸张经膜转移表面涂布设备涂以表面施胶液进行单面表面施胶后,经空气转向器及红外线干燥器预干燥后,进入后干部干燥至纸张含水量在5.0%,后干形式同实施例1;然后卷取,即得。将氧化阳离子表面施胶淀粉加入冷水中,调成质量浓度10%的悬浮液,升温至95℃,并保温15分钟,用温水稀释至质量浓度5%,并加入占绝干淀粉10%的苯丙共聚物抗菌乳液表面施胶剂,搅拌均匀即得表面施胶液。
所获得的铝箔衬纸的关键指标如表2所示:
表2实施例2的铝箔衬纸的关键指标
| 分析项目 | 实施例2高透气度铝箔衬纸 |
| 定量/g/m<sup>2</sup> | 35.2 |
| 厚度/μm | 50 |
| 平滑度/s(正面) | 453 |
| 平滑度/s(反面) | 8 |
| 透气度/CU | 3190 |
| 透气度变异系数/% | 7.2 |
| 灰分/% | 0.4 |
| 横向变形率/% | 1.5 |
| 横向挺度/mN | 6.2 |
| 纵横向拉力比 | 1.5 |
| 印刷表面强度/m/s | 0.5 |
| 匀度指数 | 81 |
实施例3
本实施例提供一种具有透香功能的免打孔高透气度铝箔衬纸的制造方法,具体步骤如下:
S1、由美国南方松制得的漂白硫酸盐浆针叶木浆板用碎浆机碎解成质量浓度12%浓度的纸浆,稀释成质量浓度在5.0%后,经过1台高频疏解机进一步疏解成浆;
S2、将疏解后的漂白硫酸盐针叶木浆与抄纸过程中产生的损纸进行混配,损纸占混合后总浆量的配比9%,不添加任何填料,得到混合浆;
S3、将混合浆经1台锥形精浆机进行磨浆处理,精浆机磨浆功率150kw,使纸浆的肖氏打浆度控制在15°SR,湿重13g;并采用两次冲浆的方式利用网下白水对浆料进行稀释,最终稀释到0.20%。冲浆方式同实施例1,一次冲浆后经过除渣器进行净化,二次冲浆后经过C型棒筛筛框压力筛进行筛选;在第一次稀释后的高位箱出口处用计量泵加入AKD施胶剂,加入量占总绝干浆的质量分数0.5%;在第二次稀释后的压力筛出口利用计量泵添加瓜尔胶,加入量控制在占总绝干浆的质量分数0.05%;瓜尔胶的种类和制备方式同实施例1;防腐抑菌剂同实施例1;
S4、将加完助剂并经过净化筛选的浆料采用经改造的长网纸机车速为250m/min进行成型与脱水,得到成型湿纸页;所述经改造的长网纸机中,网案脱水板结构、排列方式、成型网参数均同实施例1;
S5、将成型纸进行压榨脱水(压榨形式同实施例1一致),线压力180kN/m,再进入扬克大烘缸干燥后得到含水量在7.0%的纸张;扬克大烘缸托辊布置同实施例1;
S6、将纸张经膜转移表面涂布设备涂以表面施胶液进行单面表面施胶后,经空气转向器及红外线干燥器预干燥后,进入后干部干燥至纸张含水量在6.0%,后干形式同实施例1;然后卷取,即得。将氧化阳离子表面施胶淀粉加入冷水中,调成质量浓度15%的悬浮液,升温至95℃,并保温20分钟,用温水稀释至5%,并加入占绝干淀粉15%的苯丙共聚物抗菌乳液表面施胶剂,搅拌均匀即得表面施胶液。
所获得的铝箔衬纸的关键指标如表3所示:
表3实施例3的铝箔衬纸的关键指标


实施例4
本实施例提供一种烟用加香铝箔纸,采用的是本发明的具有透香功能的免打孔高透气度铝箔衬纸,所述铝箔衬纸与铝箔复合用胶水内添加有香料。其结构如图6所示。香料在铝箔衬纸的保护下,避免了香料直接暴露于环境中所产生的初期释放过快现象。香气通过铝箔衬纸的孔隙缓慢释放,起到长效透香作用。
对比例1
本对比例纸页成型采用网案结构未经优化的长网纸机,将加完助剂并经过净化筛选的浆料采用网案未经优化的长网纸机以车速为280m/min进行成型与脱水,得到成型湿纸页;其他同实施例1。
实施例1的网案经过优化改造,主要是对脱水板的形状参数及排列布置进行了优化:脱水板倾斜平面设置长条棱状结构,促使楔形真空区中的短水层稳定连续脱水,避免过分强烈脱水,在运动的网面和静止的斜面之间产生了很大的相对运动,引起小的涡流现象,这种小涡流的存在,使网面上的浆料也产生了相应微湍动,从而有利于克服纤维再絮聚;
通过计算对脱水板湿端和干端的布置进行了合理优化,使附在网底的白水层被下个脱水板的前缘刮入白水盘,恰好保持网面上的浆料产生了相应微湍动,从而有利于克服纤维絮聚的现象,并削弱大量白水回湿网上湿纸幅,使浆料形成湿纸幅不受干扰的影响,从而提高纸页的匀度和外观质量;
优化后整个网部脱水过程缓慢且均匀,同时又有适当的浆料扰动性能,消除了正压,克服了跳浆现象;改善纤维纵横排列结构,提高了纸页的均匀度,缩小纤维纵横拉力比,使成纸匀度及纸的物理指标较理想,大大降低了透气度变异系数;
而本对比例没有进行网案优化,所以较实施例1存在匀度差、透气性低、透气度变异大、纵横拉力比高、横向变形率大的缺点。
所获得的铝箔衬纸的关键指标如表4所示;
表4对比例1的铝箔衬纸的关键指标


对比例2
本对比例纸页成型采用双圆网纸机,将加完助剂并经过净化筛选的浆料采用双圆网纸机纸机以车速为280m/min进行成型与脱水,得到成型湿纸页;所用圆网为真空网笼,其他同实施例1。
受结构限制,圆网成型器的浆网速比不好调整,网速要大于浆速,导致成型的纸页纤维沿纸机纵向分布数量较长网纸机多出1倍,横向挺度低、是长网的1/2,横向变形大、是长网的2倍,所获得的铝箔衬纸的关键指标如表5所示。
其所生产的铝箔衬纸,在与铝箔复合后压纹时,尤其是压纹图案是斜列布置时容易导致纸页赶斜、产生褶皱;并且纸页的横向挺度低,烟包的挺阔度不够,影响包烟的折叠成型效果和外观质量。圆网纸机的水、电、蒸汽消耗费用较高,是长网纸机的2.5倍之多。
表5对比例2的铝箔衬纸的关键指标


对比例3
本对比例采用斜网纸机成型器进行成型脱水,纸浆混合及处理后,经过专门设计的二次冲浆对浆料进行大量的稀释,并进行筛选净化后,在斜网成型器以上浆浓度0.04%进行成型与脱水,网部倾斜角度20°,车速为280m/min,得到成型湿纸页;其他同实施例1。
斜网成型器与普通长网成型器不同之处在于,长网成型器网案几乎与底轨平行,而斜网成型器则与底轨成一定的角度(斜网的角度),斜网成型器上网浓度是实施例1的1/4,浆料在高度稀释状态形成纤维悬浮液,保证细长纤维可以充分的自由舒展,整个脱水和成型基本同步进行,多次长时间地使纤维在充分舒展的情况下网上成型,这样就保证纸页在成型后有较好的匀度和透气性;但是斜网纸机要求浆速不能大于网速,否则多次成型会对已经成型的纸页造成冲击,形成横向的纤维堆积条痕,这样只能在网速大于浆速的情况下抄纸,这种情况下纤维纵向排列较多,纸页异向性变大,纵横拉力比高,较长网纸机多出1倍以上,导致横向挺度低、是长网的1/2以下,横向变形率高,是长网的2倍以上,纸页松厚,透气度较高;
因此本对比例的产品与实施例1比较厚度大,透气度高,且变异系数小,但横向变形率大,横向挺度低;在与铝箔复合后压纹时,尤其是压纹图案是斜列布置时容易导致纸页赶斜、产生褶皱;并且纸页的横向挺度低,烟包的挺阔度不够,影响包烟的折叠成型效果和外观质量;斜网纸机的水、电、蒸汽消耗费用较高,是长网纸机的1.5倍之多;
所获得的铝箔衬纸的关键指标如表6所示:
表6对比例3的铝箔衬纸的关键指标
| 分析项目 | 对比例3的铝箔衬纸 | 实施例1的铝箔衬纸 |
| 定量/g/m<sup>2</sup> | 38.7 | 38.1 |
| 厚度/μm | 68 | 56 |
| 平滑度/s(正面) | 380 | 430 |
| 平滑度/s(反面) | 6 | 7 |
| 透气度/CU | 4808 | 3050 |
| 透气度变异系数/% | 4.5 | 6.1 |
| 灰分/% | 0.4 | 0.3 |
| 横向变形率/% | 3.9 | 1.6 |
| 横向挺度/mN | 3.7 | 8.1 |
| 纵横向拉力比 | 4.1 | 1.6 |
| 印刷表面强度/m/s | 0.3 | 0.6 |
| 匀度指数 | 85 | 80 |
对比例4
本对比例冲浆稀释方式与实施例1不同,采用一次冲浆的方式利用网下白水对浆料进行稀释,一次冲浆的循环流程如图2所示,混合浆料经白水槽稀释后由一次冲浆泵泵入除渣器进行净化,出除渣器的浆料直接进入普通压力筛进行筛选,而后直接进入头箱;由于只有一次冲浆稀释,受稀释能力影响,最终稀释到0.40%的上浆浓度;压力筛使用的是单鼓外流式旋翼筛,筛板是波形筛缝,流量5400L/min、处理浓度0.4%-1.0%,缝宽0.35mm,其他同实施例1。
本对比例的压力筛特点是脉冲大、扰动大、效率低,由于高透铝箔衬纸所用纤维原料较长,容易产生挂浆现象,严重影响短流程的正常运行;本例上浆浓度为0.40%,是实施例1的上浆浓度0.15%的2倍以上,纤维容易絮聚,致纸页成型过程中脱水量小,成型较快,纸页匀度较差,透气度变异系数较大;实施例1选用的是C型棒筛,筛缝宽度0.35mm,产生低强度的湍动和高的通过效率,正好适合高透铝箔衬纸所需的强烈稀释,并且上浆量大的特点,其加工精度高,可防止长纤维挂浆。
因此本对比例的匀度指数低于实施例1,透气度变异系数高于实施例1。
所获得的铝箔衬纸的关键指标如表7所示:
表7对比例4的铝箔衬纸的关键指标
| 分析项目 | 对比例4的铝箔衬纸 | 实施例1的铝箔衬纸 |
| 定量/g/m<sup>2</sup> | 37.8 | 38.1 |
| 厚度/μm | 55 | 56 |
| 平滑度/s(正面) | 415 | 430 |
| 平滑度/s(反面) | 9 | 7 |
| 透气度/CU | 2980 | 3050 |
| 透气度变异系数/% | 8.1 | 6.1 |
| 灰分/% | 0.3 | 0.3 |
| 横向变形率/% | 1.6 | 1.6 |
| 横向挺度/mN | 7.8 | 8.1 |
| 纵横向拉力比 | 1.7 | 1.6 |
| 印刷表面强度/m/s | 0.6 | 0.6 |
| 匀度指数 | 75 | 80 |
对比例5
本对比例表面施胶液与实施例1不同,采用普通氧化淀粉,配成质量浓度5%的溶液,并加入占绝干淀粉13%的苯乙烯-马来酸酐表面施胶剂,搅拌均匀即得表面施胶液。其他同实施例1。
本对比例所用的苯乙烯-马来酸酐表面施胶剂是国外最早开发且目前仍占较大市场份额的产品,该产品能赋予纸页一定的抗水性,但有一定的成膜能力,会降低纸页的透气度;实施例1所用的苯丙共聚物抗菌乳液表面施胶剂赋予纸张一定的抗水性的同时,受热在纸页从新分布并渗透到纸页内部,因此不能形成封闭的膜,对透气度影响较小。
本对比例所用普通氧化淀粉为造纸工业常用表面施胶淀粉,与实施例1所用的高浓低黏氧化阳离子施胶淀比较,采用氧化阳离子施胶淀粉施胶后纸张的表面强度、平滑度、抗张强度高,施胶效果佳;通过SEM观察发现,高留着氧化阳离子淀粉施胶后,表面纤维仍较疏松,胶液能很好地渗入纸张的孔隙中,成膜性较差,对透气度影响较小。
苯丙共聚物抗菌乳液,可与氧化阳离子淀粉产生轻微的交联并形成一定程度的网络结构,提高了纸的机械强度和耐水性能,并对透气度的影响非常小,共聚物带有一定的阳离子性,提高了共聚物乳液的内聚力,含碳碳双键官能团的功能化聚六亚甲基盐酸胍,使共聚物具有抗菌性能。
因此本对比例的透气度指标低于实施例1,且对比例的透气度降低较大。所获得的铝箔衬纸的关键指标如表8所示。
表8对比例5的铝箔衬纸的关键指标


对比例6
本对比例作为纸浆分散剂和增强剂的瓜尔胶与实施例1不同,采用改性的阳离子瓜尔胶,先往溶解罐内注入1/2的去离子水,开启搅拌,把称量好的改性阳离子瓜尔胶慢慢加入到专用分散器中,加满去离子水后搅拌溶解25分钟,然后过滤至贮存池中稀释至质量浓度0.1%备用,其他同实施例1。所用改性阳离子瓜尔胶,较实施例1所用的未经改性的天然瓜尔胶粉比较,其增强、助留作用相当,但其不具备延缓脱水的作用,使得浆料在网部脱水较快,纸页成型过快影响纸页成型匀度,因此其匀度指数不及实施例1,匀度差导致透气度变异系数较高。所获得的铝箔衬纸的关键指标如表9所示:
表9对比例6的铝箔衬纸的关键指标


对比例7
本对比例纸浆种类和配比与实施例1不同,由美国南方松制得的漂白硫酸盐浆针叶木浆与南美漂白硫酸盐桉木浆以5:5的比例用碎浆机碎解成纸浆,其他同实施例1。
以美国南方松为原料制成的漂白针叶木浆作为造纸纤维原料,其纤维粗度是所有针叶木中最大的,且密度大,纤维细胞壁厚,细胞壁上的微丝角度较大,因此南方松打浆较困难,纤维很难纵向帚化,且纤维较长,初始游离度高,撕裂度高、耐破度高、初始透气度较高;在初始打浆度下,漂白针叶木化学浆的透气度是漂白阔叶木化学浆的2倍以上,同时针叶浆的纤维长度以及物理强度都远高于阔叶浆,因此本对比例的透气度较实施例1低1/3。所获得的铝箔衬纸的关键指标如表10所示:
表10对比例7的铝箔衬纸的关键指标


对比例8
本对比例提供一种现有常规铝箔衬纸的制备案例。具体步骤如下:
S1、将俄罗斯漂白硫酸盐针叶木浆与俄罗斯漂白阔叶木浆按照3.5:6.5的比例在碎浆机碎解成11%浓度的纸浆,稀释成浓度在4.5%后,经过4台串联的双盘磨浆机在450kw的功率打浆到65°SR;
S2、将打浆后的漂白硫酸盐浆配入总绝干浆的质量分数30%的碳酸钙、1%的糊化后的阳离子淀粉,得到混合浆;
S3、将混合浆采用一次冲浆的方式利用网下白水对浆料进行稀释,最终稀释到质量浓度0.9%,并经过除渣器进行净化,后经过压力筛进行筛选;在压力筛入口加入CPAM助留剂,加量占总绝干浆的质量分数0.04%;在压力筛出口加入AKD施胶剂,加量占总绝干浆的质量分数0.4%;
S4、将加完助剂并经过净化筛选的浆料经普通的长网纸机以车速为280m/min进行成型与脱水,得到成型湿纸页;
S5、将成型纸经一道真空压榨和一道普通压榨,分别以60kN/m和110kN/m的线压力进行压榨脱水,再进入扬克大烘缸干燥后得到含水量在5.5%的纸张;大烘缸采用两道托辊,第一道托辊的位置为旋转方向前偏心,使用长盲孔沟纹聚氨酯辊,出托辊顺干毯脱水,第二道托辊使用聚氨酯普通托辊,为旋转方向后偏心,进托辊前逆干毯脱水;
S6、将纸张经一道软压光机在60kN/m线压力下进行压光,然后卷取,即得;
S7、将所获得的铝箔衬纸进行激光打孔,使其透气度达到3000CU;
S8、将某卷烟品牌的增香剂配方按0.01%的用量与粘合剂混合均匀,分别用S7获得的激光打孔铝箔衬纸和实施例1的高透气度铝箔衬纸与铝箔复合后得到两种透香铝箔纸应用于该品牌卷烟包装上,制成样品入库储存6个月后,送交评委进行感官品质比较,在标准环境条件下,评吸严格按规定进行。
所获得的铝箔衬纸及透香铝箔纸的关键指标如表11所示;
本对比例是普通铝箔衬纸工艺+长网成型+单大缸干燥工艺,由表11可见,实施例1的透香效果较普通铝箔衬纸激光打孔的透香效果接近,并且是免激光打孔。
表11对比例8的铝箔衬纸的关键指标


对比例9
本对比例提供另一种现有常规铝箔衬纸的制备案例。具体步骤如下:
S1、将俄罗斯漂白硫酸盐针叶木浆与南美漂白硫酸盐桉木按照3.0:7.0的比例在碎浆机碎解成10%浓度的纸浆,稀释成浓度在4.0%后,经过4台串联的双盘磨浆机在400kw的功率打浆到60°SR;
S2、将打浆后的漂白硫酸盐浆配入总绝干浆的质量分数30%的碳酸钙、1%的糊化后的阳离子淀粉,得到混合浆;
S3、将混合浆采用一次冲浆的方式利用网下白水对浆料进行稀释,最终稀释到质量浓度1.0%,并经过除渣器进行净化,后经过压力筛进行筛选;在压力筛入口加入CPAM助留剂,加量占总绝干浆的质量分数0.04%;在压力筛出口加入AKD施胶剂,加量占总绝干浆的质量分数0.4%;
S4、将加完助剂并经过净化筛选的浆料经普通的长网纸机以车速为350m/min进行成型与脱水,得到成型湿纸页;
S5、将成型纸经一道真空压榨和一道普通压榨,分别以60kN/m和110kN/m的线压力进行压榨脱水,再进入第一扬克大烘缸干燥后得到含水量在10.0%的纸张,然后再进入第二扬克大烘缸干燥至纸张含水量在6.0%;
S6、将纸张经一道软压光机在60kN/m线压力下进行压光,然后卷取,即得。所获得的铝箔衬纸的关键指标如表12所示:
本对比例是普通铝箔衬纸工艺+长网成型+双大缸干燥工艺,由于原料及工艺的差异,即便使用了透气度较高的南美漂白硫酸盐桉木,普通铝箔衬纸的透气度只有20CU,第二大缸使得反面平滑度较高。
表12对比例9的铝箔衬纸的关键指标
| 分析项目 | 对比例9的铝箔衬纸 | 实施例1的铝箔衬纸 |
| 定量/g/m<sup>2</sup> | 38 | 38.1 |
| 厚度/μm | 44 | 56 |
| 平滑度/s(正面) | 480 | 430 |
| 平滑度/s(反面) | 70 | 7 |
| 透气度/CU | 20 | 3050 |
| 透气度变异系数/% | 5.6 | 6.1 |
| 灰分/% | 10.5 | 0.3 |
| 横向变形率/% | 1.7 | 1.6 |
| 横向挺度/mN | 7 | 8.1 |
| 纵横向拉力比 | 1.6 | 1.6 |
| 印刷表面强度/m/s | 0.5 | 0.6 |
| 匀度指数 | 80 | 80 |
对比例10
本对比例提供第三种现有常规铝箔衬纸的制备案例。具体步骤如下:
S1、将加拿大漂白硫酸盐针叶木浆与南美漂白硫酸盐桉木按照2.5:7.5的比例在碎浆机碎解成10%浓度的纸浆,稀释成浓度在4.0%后,经过4台串联的双盘磨浆机在350kw的功率打浆到55°SR;
S2、将打浆后的漂白硫酸盐浆配入总绝干浆的质量分数30%的碳酸钙、1%的糊化后的阳离子淀粉,得到混合浆;
S3、将混合浆采用一次冲浆的方式利用网下白水对浆料进行稀释,最终稀释到质量浓度1.1%,并经过除渣器进行净化,后经过压力筛进行筛选;在压力筛入口加入CPAM助留剂,加量占总绝干浆的质量分数0.04%;在压力筛出口加入AKD施胶剂,加量占总绝干浆的质量分数0.4%;
S4、将加完助剂并经过净化筛选的浆料经普通的长网纸机以车速为250m/min进行成型与脱水,得到成型湿纸页;
S5、将成型纸经一道真空压榨和一道普通压榨,分别以60kN/m和110kN/m的线压力进行压榨脱水,再进入第一扬克大烘缸干燥后得到含水量在7.0%的纸张,经膜转移表面涂布设备涂以表面施胶液进行双面表面施胶后,进入由六个直径1.5m的烘缸组成的后干部干燥至纸张含水量在5.5%;表面施胶液由普通氧化淀粉组成,将氧化淀粉加入冷水中,调成质量浓度13%的悬浮液,升温至95℃,并保温18分钟,加入温水稀释到质量浓度5%,即得表面施胶液。
S6、将纸张经一道软压光机在60kN/m线压力下进行压光,然后卷取,即得。所获得的铝箔衬纸的关键指标如表13所示。
本对比例是普通铝箔衬纸工艺+长网成型+单大缸干燥+表面施胶+多缸后干燥工艺,表面施胶使透气度进一步降低,即使使用了透气度较高的桉木浆,透气度只有10CU,较对比例9没有表面施胶时有较大幅度降低。
表13对比例10的铝箔衬纸的关键指标


综上所述,本发明考察了一系列的工艺及设备才获得一种高透气度、单面高平滑度的铝箔衬纸的制造工艺,该铝箔衬纸的高透气度是在造纸过程中利用造纸工艺革新产生,无需后期的激光打孔或静电打孔,并能持续释放出香味物质,与烟支产生物理化学作用,提升体验感。
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
Claims (7)
1.一种具有透香功能的免打孔高透气度铝箔衬纸的制造方法,其特征在于:包括以下步骤:
S1、以漂白硫酸盐针叶木浆为原料,将其碎解成10-12%质量浓度的纸浆,将纸浆稀释至质量浓度为4.0%-5.0%后,进一步疏解;
S2、将疏解后的漂白硫酸盐针叶木浆与抄纸过程中产生的损纸进行混配,损纸占混合后总浆量的质量配比小于10%,得到混合浆;
S3、将混合浆进行磨浆处理,之后采用冲浆方式利用网下白水对浆料进行两次稀释,最终稀释到质量浓度为0.1-0.2%,并且第一次稀释后加入AKD施胶剂混匀,第二次稀释后加入瓜尔胶助剂混匀;浆料第一次稀释后经过除渣器进行净化,浆料第二次稀释后经过压力筛进行筛选,所述压力筛选择C型棒筛筛框;
S4、将加完助剂的浆料采用经改造的长网纸机以车速为250-300m/min进行成型与脱水,得到成型湿纸页;所述经改造的长网纸机中,按照网运行方向顺序排列若干个脱水板,且每3个脱水板排列时为相同的倾斜角度,倾斜角由大到小排列,依次为8°、7°、6°、5°,单个脱水板的一端为45°尖角,顶部为相连贯的水平支承平面和倾斜角度5°的倾斜面,底部两端设有对称的“L”型结构;所述倾斜面上刻有长条棱状结构;在所述长网纸机网案湿端的相邻脱水板的间距为35-40cm,在所述长网纸机网案干端的相邻脱水板的间距为25-30cm;
S5、将成型纸经压榨脱水、干燥后得到含水量在6-7%的纸张;
S6、将纸张进行表面施胶后干燥至纸张含水量在5-6%,表面施胶采用的施胶液中含改性淀粉和表面施胶剂,然后卷取,即得。
2.根据权利要求1所述的一种具有透香功能的免打孔高透气度铝箔衬纸的制造方法,其特征在于:所述步骤S6中表面施胶采用的施胶液的制备方法为:将100份改性淀粉加入到水中调配成质量浓度为5%的淀粉溶液,然后加入10~15份表面施胶剂混合均匀。
3.根据权利要求1或2所述的一种具有透香功能的免打孔高透气度铝箔衬纸的制造方法,其特征在于:所用改性淀粉是氧化阳离子表面施胶淀粉。
4.根据权利要求1或2所述的一种具有透香功能的免打孔高透气度铝箔衬纸的制造方法,其特征在于:所述表面施胶剂是苯丙共聚物抗菌乳液。
5.一种具有透香功能的免打孔高透气度铝箔衬纸,其特征在于:是采用权利要求1~4任意一项所述的制造方法获得。
6.根据权利要求5所述的一种具有透香功能的免打孔高透气度铝箔衬纸,其特征在于:所述铝箔衬纸的指标为:定量:35-40g/m2;厚度:50-60μm;平滑度:400-450s;透气度:2800-3200CU;透气度变异系数:5-7;匀度指数:79-81;灰分:<1%;横向变形率:1.5-1.8%;纵横向拉力比:1.5-1.8。
7.一种烟用加香铝箔纸,采用的是权利要求4任意一项所述制造方法获得的铝箔衬纸或者权利要求5~6任意一项所述的铝箔衬纸,所述铝箔衬纸与铝箔复合用胶水内添加有香料。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111194048.7A CN113914138B (zh) | 2021-10-13 | 2021-10-13 | 具透香功能的免打孔高透气度铝箔衬纸的制造方法及应用 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111194048.7A CN113914138B (zh) | 2021-10-13 | 2021-10-13 | 具透香功能的免打孔高透气度铝箔衬纸的制造方法及应用 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN113914138A CN113914138A (zh) | 2022-01-11 |
| CN113914138B true CN113914138B (zh) | 2022-12-16 |
Family
ID=79240065
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202111194048.7A Active CN113914138B (zh) | 2021-10-13 | 2021-10-13 | 具透香功能的免打孔高透气度铝箔衬纸的制造方法及应用 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113914138B (zh) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114775331B (zh) * | 2022-03-30 | 2023-04-18 | 黑龙江省造纸研究所有限公司 | 一种烟用内衬纸及其制造方法和应用 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101215803B (zh) * | 2008-01-07 | 2011-08-24 | 红云红河烟草(集团)有限责任公司 | 长效缓释型铝箔纸及其制备方法 |
| CN102704318A (zh) * | 2012-06-01 | 2012-10-03 | 福建铙山纸业集团有限公司 | 一种铝箔衬纸的生产工艺 |
| CN102899957B (zh) * | 2012-10-24 | 2015-01-07 | 浙江仙鹤特种纸有限公司 | 烟用内衬纸的生产方法 |
| CN109024054A (zh) * | 2018-08-10 | 2018-12-18 | 南京林业大学 | 高透气度滤棒成形纸及其生产方法 |
| CN112127212B (zh) * | 2020-08-25 | 2022-05-31 | 浙江哲丰新材料有限公司 | 一种具有防潮抑菌功能的铝箔衬纸及其制备方法 |
| CN112195684B (zh) * | 2020-08-25 | 2022-07-26 | 浙江哲丰新材料有限公司 | 一种香味缓释型防潮铝箔衬纸及其制备方法 |
-
2021
- 2021-10-13 CN CN202111194048.7A patent/CN113914138B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN113914138A (zh) | 2022-01-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11421387B2 (en) | Tissue product comprising cellulose acetate | |
| Holik | Handbook of paper and board | |
| WO2020046627A2 (en) | Highly absorbent articles | |
| US6379498B1 (en) | Method for adding an adsorbable chemical additive to pulp during the pulp processing and products made by said method | |
| FI101820B (fi) | Rullapainopaperi ja menetelmä sen valmistamiseksi | |
| FI126699B (en) | Process for making cardboard | |
| MXPA01010203A (es) | Productos de papel y un metodo para aplicar un aditivo quimico adsorbible a fibras celulosicas. | |
| CN107254797B (zh) | 一种石膏板护面纸上纸及下纸的生产工艺 | |
| RU2008102737A (ru) | Крепированный с использованием материала лист для выдачных устройств | |
| AU2001239938A1 (en) | Method for adding an adsorbable chemical additive to pulp during the pulp processing and products made by said method | |
| CN105970716A (zh) | 一种手工水彩画纸的制造方法 | |
| CN103502532A (zh) | 一种芳纶蜂窝芯板 | |
| CN105887540A (zh) | 使用白废纸生产无碳复写原纸工艺方法 | |
| CN113914138B (zh) | 具透香功能的免打孔高透气度铝箔衬纸的制造方法及应用 | |
| WO2018183335A1 (en) | Fibrous structures comprising acidic cellulosic fibers and methods of manufacturing the same | |
| CN109024058A (zh) | 一种牛皮箱板纸生产工艺 | |
| CN106087523A (zh) | 一种机内涂布水转印纸底纸原纸的造纸方法 | |
| CN102154927B (zh) | 一种双胶纸及其制备方法 | |
| CN102839559B (zh) | 一种涂布字典纸的生产方法 | |
| CN105672054B (zh) | 一种用于红包纸的灰底白板纸及其制备方法 | |
| CN106715797B (zh) | 用于生产纸或纸板的至少一个层的方法以及根据该方法生产的纸或纸板 | |
| CN106676942B (zh) | 一种单面蓝色工程纸的造纸工艺 | |
| CN106245416B (zh) | 一种烟卡纸的生产方法 | |
| CN112160182B (zh) | 一种披萨盒面纸及其制备方法 | |
| EP4305239A1 (en) | Method for fractionation of highly refined cellulose |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |