CN113909775A - 一种槽型托辊架拼焊工装 - Google Patents
一种槽型托辊架拼焊工装 Download PDFInfo
- Publication number
- CN113909775A CN113909775A CN202111251553.0A CN202111251553A CN113909775A CN 113909775 A CN113909775 A CN 113909775A CN 202111251553 A CN202111251553 A CN 202111251553A CN 113909775 A CN113909775 A CN 113909775A
- Authority
- CN
- China
- Prior art keywords
- welding
- roller frame
- groove
- sliding
- supporting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
- B23K37/04—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups for holding or positioning work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
- B23K37/02—Carriages for supporting the welding or cutting element
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
- B23K37/04—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups for holding or positioning work
- B23K37/0461—Welding tables
Abstract
本发明提供一种槽型托辊架拼焊工装,包括对称设立的工作台,所述工作台顶部一侧设有滑动轨道,所述滑动轨道顶部连接限位部,所述滑动轨道侧面对称设有焊接限位装置,所述焊接限位装置顶部连接支撑台,所述支撑台顶部设有槽型托辊架,对称的所述工作台中间设有旋转座,所述旋转座顶部连接焊接机械臂,用以解决上述背景技术中存在的目前的槽型托辊架在焊接较为繁琐,需要多人配的技术问题。
Description
技术领域
本发明主要涉及拼焊工装技术领域,具体涉及一种槽型托辊架拼焊工装。
背景技术
拼焊工装是用来方便操作人员对固定的一些结构进行焊接,这样可以加快工作人员的工作效率,准确的完成托辊架的焊接工作。
发明人在具体的实施例操作过程中,发现了以下缺陷:
目前的槽型托辊架在焊接时需要多人配合进行焊接,因为它的结构较多,若不通过工作人员安装到位,容易发生焊接不结实的情况,因此急需一种是适应性强的拼焊工装来对槽型托辊架进行焊接。
发明内容
发明要解决的技术问题
本发明的提供了一种槽型托辊架拼焊工装,用以解决上述背景技术中存在的目前的槽型托辊架在焊接较为繁琐,需要多人配的技术问题。
技术方案
为达到上述目的,本发明提供的技术方案为:一种槽型托辊架拼焊工装,包括对称设立的工作台,所述工作台顶部一侧设有滑动轨道,所述滑动轨道顶部连接限位部,所述滑动轨道侧面对称设有焊接限位装置,所述焊接限位装置顶部连接支撑台,所述支撑台顶部设有槽型托辊架,对称的所述工作台中间设有旋转座,所述旋转座顶部连接焊接机械臂。
进一步的,所述滑动轨道包括槽形板,所述槽形板两侧设有多组限位孔,所述槽形板顶部连接滑动板,所述滑动板上对称开有滑动口,所述滑动口匹配连接所述限位部。
进一步的,所述限位部包括对称设置的滑行板,所述滑行板上设有锁合孔,所述锁合孔匹配所述限位孔,所述滑行板顶部固定连接第一支撑板,所述第一支撑板顶部连接支撑柱,所述支撑柱顶部一侧连接凹形连接块,所述凹形连接块三侧开有第一螺纹孔,所述第一螺纹孔匹配连接快速夹钳。
进一步的,所述焊接限位装置包括对称设置的第一固定板,所述第一固定板顶部中面固定连接第二支撑板,所述第二支撑板中部连接转动轴承,所述转动轴承中部设有转动轴,所述转动轴一侧连接角度调节块,所述角度调节块顶部连接支撑块,所述支撑块顶部开有第二螺纹孔,所述第二螺纹孔匹配连接所述支撑台。
进一步的,所述支撑台包括第二固定板,所述第二固定板顶部两侧设有第三螺纹孔,所述第三螺纹孔匹配所述第二螺纹孔,所述第二固定板顶部两侧设有第一卡位块,所述第二固定板顶面中部固定连接第二卡位块。
进一步的,所述旋转座包括固定底座,所述固定底座顶部连接转动电机,所述转动电机顶部连接转动盘,所述转动盘顶部设有机械手臂座,所述机械手臂座匹配连接焊接机械臂。
有益效果
采用本发明提供的技术方案,与现有技术相比,具有如下有益效果:
本发明设计合理,利用支撑台完成对槽型托辊架的支撑作业,再通过焊接机械臂对其进行焊接作业,由于支撑台设置在焊接机械部两侧,焊接机械臂可以连续的对槽型托辊架进行焊接作业,由于支撑台可以配合快速夹钳对槽型托辊架进行定位,可以减少操作人员的参与;
滑动轨道配合顶部的限位部,可以适应不同规格的槽型托辊架,增加装置的适应性,整体装置均为可拆卸连接,有利于后期的维修替换工作;
底部的焊接限位装置可以使支撑台在平面内做角度微调,方便焊接机械臂的焊接工作。
附图说明
图1为本发明的结构示意图;
图2为本发明的滑动轨道结构示意图;
图3为本发明的限位部结构示意图;
图4为本发明的焊接限位装置结构示意图;
图5为本发明的支撑台结构示意图;
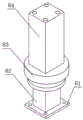
图6为本发明的旋转座结构示意图。
附图标记
1、工作台;2、滑动轨道;21、槽形板;22、限位孔;23、滑动板;24、滑动口;3、限位部;31、滑行板;32、锁合孔;33、第一支撑板;34、支撑柱;35、凹形连接块;36、第一螺纹孔;4、焊接限位装置;41、第一固定板;42、第二支撑板;43、转动轴承;44、角度调节块;45、支撑块;46、第二螺纹孔;5、支撑台;51、第二固定板;52、第三螺纹孔;53、第一卡位块;54、第二卡位块;6、旋转座;61、固定底座;62、转动电机;63、转动盘;64、机械手臂座。
具体实施方式
为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述,附图中给出了本发明的若干实施例,但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例,相反地,提供这些实施例的目的是使对本发明的公开内容更加透彻全面。
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“页”、“底”“内”、“外”、"顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”、“设有”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
实施例
参照附图1-6,一种槽型托辊架拼焊工装,包括对称设立的工作台1,所述工作台1顶部一侧设有滑动轨道2,所述滑动轨道2顶部连接限位部3,所述滑动轨道2侧面对称设有焊接限位装置4,所述焊接限位装置4顶部连接支撑台5,所述支撑台5顶部设有槽型托辊架,对称的所述工作台1中间设有旋转座6,所述旋转座6顶部连接焊接机械臂,本装置可以将需要焊接的槽型托辊架放置在顶部的支撑台5上,在通过焊接机械臂可以同时为两侧的槽型托辊架进行焊接。
所述滑动轨道2包括槽形板21,所述槽形板21两侧设有多组限位孔22,所述槽形板21顶部连接滑动板23,所述滑动板23上对称开有滑动口24,所述滑动口24匹配连接所述限位部3,滑动轨道2可以使多个限位部3在其上滑动,从而方便对各种不同型号的槽型托辊架进行支撑焊接,使用时将限位部3放置在滑动口24内,限位部3即可在滑动口24内滑动。
所述限位部3包括对称设置的滑行板31,所述滑行板31上设有锁合孔32,所述锁合孔32匹配所述限位孔22,所述滑行板31顶部固定连接第一支撑板33,所述第一支撑板33顶部连接支撑柱34,所述支撑柱34顶部一侧连接凹形连接块35,所述凹形连接块35三侧开有第一螺纹孔36,所述第一螺纹孔36匹配连接快速夹钳,限位部3可以通过底部的滑行板31在滑动口24内滑动,滑动到匹配槽型托辊架的位置时,通过螺丝将锁合孔32与限位孔22相连即可,顶部的凹形连接块35可以根据槽型托辊架的具体需求在三个方向安装快速夹钳。
所述焊接限位装置4包括对称设置的第一固定板41,所述第一固定板41顶部中面固定连接第二支撑板42,所述第二支撑板42中部连接转动轴承43,所述转动轴承43中部设有转动轴,所述转动轴一侧连接角度调节块44,所述角度调节块44顶部连接支撑块45,所述支撑块45顶部开有第二螺纹孔46,所述第二螺纹孔46匹配连接所述支撑台5,焊接限位装置4可以固定顶部的支撑台5,并且配合侧面的快速夹钳对槽型托辊架进行限位,转动轴承43可以调节顶部支撑台5的角度。
所述支撑台5包括第二固定板51,所述第二固定板51顶部两侧设有第三螺纹孔52,所述第三螺纹孔52匹配所述第二螺纹孔46,所述第二固定板51顶部两侧设有第一卡位块53,所述第二固定板51顶面中部固定连接第二卡位块54,所述第二螺纹孔46与第三螺纹孔52可以对顶部的槽型托辊架做限位作用,安装时使用螺丝将两个螺纹孔相连,便可固定支撑台5,工作时将槽型托辊架放置在第二卡位块54上,在通过快速夹钳使其定位,操控焊接机械臂对其进行焊接即可。
所述旋转座6包括固定底座61,所述固定底座61顶部连接转动电机62,所述转动电机62顶部连接转动盘63,所述转动盘63顶部设有机械手臂座64,所述机械手臂座64匹配连接焊接机械臂,转动电机62可以配合顶部的焊接机械臂对两侧的槽型托辊架进行焊接,在焊接一侧时,另一侧将新的槽型托辊架进行快速安装定型,定型后在等待焊接机械臂转过来进行焊接,如此反复最大化的提高焊接效率。
以上所述实施例仅表达了本发明的某种实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制;应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围;因此,本发明专利的保护范围应以所附权利要求为准。
Claims (6)
1.一种槽型托辊架拼焊工装,其特征在于:包括对称设立的工作台(1),所述工作台(1)顶部一侧设有滑动轨道(2),所述滑动轨道(2)顶部连接限位部(3),所述滑动轨道(2)侧面对称设有焊接限位装置(4),所述焊接限位装置(4)顶部连接支撑台(5),所述支撑台(5)顶部设有槽型托辊架,对称的所述工作台(1)中间设有旋转座(6),所述旋转座(6)顶部连接焊接机械臂。
2.根据权利要求1所述的一种槽型托辊架拼焊工装,其特征在于:所述滑动轨道(2)包括槽形板(21),所述槽形板(21)两侧设有多组限位孔(22),所述槽形板(21)顶部连接滑动板(23),所述滑动板(23)上对称开有滑动口(24),所述滑动口(24)匹配连接所述限位部(3)。
3.根据权利要求2所述的一种槽型托辊架拼焊工装,其特征在于:所述限位部(3)包括对称设置的滑行板(31),所述滑行板(31)上设有锁合孔(32),所述锁合孔(32)匹配所述限位孔(22),所述滑行板(31)顶部固定连接第一支撑板(33),所述第一支撑板(33)顶部连接支撑柱(34),所述支撑柱(34)顶部一侧连接凹形连接块(35),所述凹形连接块(35)三侧开有第一螺纹孔(36),所述第一螺纹孔(36)匹配连接快速夹钳。
4.根据权利要求1所述的一种槽型托辊架拼焊工装,其特征在于:所述焊接限位装置(4)包括对称设置的第一固定板(41),所述第一固定板(41)顶部中面固定连接第二支撑板(42),所述第二支撑板(42)中部连接转动轴承(43),所述转动轴承(43)中部设有转动轴,所述转动轴一侧连接角度调节块(44),所述角度调节块(44)顶部连接支撑块(45),所述支撑块(45)顶部开有第二螺纹孔(46),所述第二螺纹孔(46)匹配连接所述支撑台(5)。
5.根据权利要求4所述的一种槽型托辊架拼焊工装,其特征在于:所述支撑台(5)包括第二固定板(51),所述第二固定板(51)顶部两侧设有第三螺纹孔(52),所述第三螺纹孔(52)匹配所述第二螺纹孔(46),所述第二固定板(51)顶部两侧设有第一卡位块(53),所述第二固定板(51)顶面中部固定连接第二卡位块(54)。
6.根据权利要求1所述的一种槽型托辊架拼焊工装,其特征在于:所述旋转座(6)包括固定底座(61),所述固定底座(61)顶部连接转动电机(62),所述转动电机(62)顶部连接转动盘(63),所述转动盘(63)顶部设有机械手臂座(64),所述机械手臂座(64)匹配连接焊接机械臂。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111251553.0A CN113909775A (zh) | 2021-10-27 | 2021-10-27 | 一种槽型托辊架拼焊工装 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111251553.0A CN113909775A (zh) | 2021-10-27 | 2021-10-27 | 一种槽型托辊架拼焊工装 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN113909775A true CN113909775A (zh) | 2022-01-11 |
Family
ID=79243049
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202111251553.0A Pending CN113909775A (zh) | 2021-10-27 | 2021-10-27 | 一种槽型托辊架拼焊工装 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113909775A (zh) |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN205496869U (zh) * | 2016-03-21 | 2016-08-24 | 安徽盛运重工机械有限责任公司 | 托辊支架可调式制作工装 |
| CN106002029A (zh) * | 2016-07-28 | 2016-10-12 | 诸城市晨正汽车配件有限公司 | 用于汽车零部件焊接的机器人 |
| CN206343803U (zh) * | 2017-01-09 | 2017-07-21 | 中山市和科自动化科技设备有限公司 | 一种机器人自动焊接装置 |
| CN108188639A (zh) * | 2018-02-08 | 2018-06-22 | 太原向明智控科技有限公司 | 托辊支架机器人焊接夹具 |
| CN207629488U (zh) * | 2017-11-22 | 2018-07-20 | 芜湖安普机器人产业技术研究院有限公司 | 一种托辊横梁的焊接夹具 |
| CN210281192U (zh) * | 2019-06-19 | 2020-04-10 | 惠州市毅隆机电设备有限公司 | 一种槽型托辊架自动焊接装置 |
| CN211219339U (zh) * | 2019-08-19 | 2020-08-11 | 河南宝合元汽车配件有限公司 | 一种具有定位销的焊接治具 |
| CN112008287A (zh) * | 2020-09-06 | 2020-12-01 | 杜宗英 | 带式输送机槽形托辊横梁组件的自动装夹智能焊接设备 |
| DE212020000266U1 (de) * | 2020-07-03 | 2020-12-09 | Suzhou Zhongchuang Sunshine New Energy Technology Co., Ltd. | Eine Befestigungsvorrichtung für die Wartung von Vakuumpumpen |
| CN212398666U (zh) * | 2020-07-09 | 2021-01-26 | 合肥华瑞汽车零部件有限公司 | 一种真空管焊接夹具 |
| CN213945473U (zh) * | 2020-12-18 | 2021-08-13 | 西安重装蒲白煤矿机械有限公司 | 一种托辊架拼焊工装 |
| CN214024258U (zh) * | 2020-10-23 | 2021-08-24 | 宜昌楚疆铸造有限公司 | 传送带用托辊托架焊接夹具 |
-
2021
- 2021-10-27 CN CN202111251553.0A patent/CN113909775A/zh active Pending
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN205496869U (zh) * | 2016-03-21 | 2016-08-24 | 安徽盛运重工机械有限责任公司 | 托辊支架可调式制作工装 |
| CN106002029A (zh) * | 2016-07-28 | 2016-10-12 | 诸城市晨正汽车配件有限公司 | 用于汽车零部件焊接的机器人 |
| CN206343803U (zh) * | 2017-01-09 | 2017-07-21 | 中山市和科自动化科技设备有限公司 | 一种机器人自动焊接装置 |
| CN207629488U (zh) * | 2017-11-22 | 2018-07-20 | 芜湖安普机器人产业技术研究院有限公司 | 一种托辊横梁的焊接夹具 |
| CN108188639A (zh) * | 2018-02-08 | 2018-06-22 | 太原向明智控科技有限公司 | 托辊支架机器人焊接夹具 |
| CN210281192U (zh) * | 2019-06-19 | 2020-04-10 | 惠州市毅隆机电设备有限公司 | 一种槽型托辊架自动焊接装置 |
| CN211219339U (zh) * | 2019-08-19 | 2020-08-11 | 河南宝合元汽车配件有限公司 | 一种具有定位销的焊接治具 |
| DE212020000266U1 (de) * | 2020-07-03 | 2020-12-09 | Suzhou Zhongchuang Sunshine New Energy Technology Co., Ltd. | Eine Befestigungsvorrichtung für die Wartung von Vakuumpumpen |
| CN212398666U (zh) * | 2020-07-09 | 2021-01-26 | 合肥华瑞汽车零部件有限公司 | 一种真空管焊接夹具 |
| CN112008287A (zh) * | 2020-09-06 | 2020-12-01 | 杜宗英 | 带式输送机槽形托辊横梁组件的自动装夹智能焊接设备 |
| CN214024258U (zh) * | 2020-10-23 | 2021-08-24 | 宜昌楚疆铸造有限公司 | 传送带用托辊托架焊接夹具 |
| CN213945473U (zh) * | 2020-12-18 | 2021-08-13 | 西安重装蒲白煤矿机械有限公司 | 一种托辊架拼焊工装 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112719705B (zh) | 散热片焊接设备 | |
| CN113909775A (zh) | 一种槽型托辊架拼焊工装 | |
| CN219254892U (zh) | 一种旋转式夹具 | |
| CN113799013B (zh) | 一种机械维修用夹具 | |
| CN211804617U (zh) | 一种动车端板托架的可转动焊接工装 | |
| CN212705248U (zh) | 一种焊接加工用支撑调整装置 | |
| CN211361192U (zh) | 一种翻转电焊台的夹持装置 | |
| CN211639825U (zh) | 一种可调节角度的钳工台 | |
| CN217750174U (zh) | 一种多角度调节焊接工装 | |
| CN217167508U (zh) | 一种钻床加工用定位夹具 | |
| CN220498949U (zh) | 一种驱动轴工装夹具 | |
| CN111168222A (zh) | 一种真空扩散焊用治具 | |
| CN110064869A (zh) | 一种卷帘门框自动夹紧焊接装置 | |
| CN215787832U (zh) | 一种电机导轨自动焊接组对工装夹具 | |
| CN215035380U (zh) | 一种汽车前轴的卧加夹具 | |
| CN210525019U (zh) | 一种座椅用四连杆装配工装 | |
| CN220547818U (zh) | 一种焊接角度调节夹持装置 | |
| CN114178859B (zh) | 一种卧式龙门加工中心装置 | |
| CN219112995U (zh) | 一种便于调节的刨槽机用工作台架 | |
| CN214868680U (zh) | 一种龙门加工中心可移动调节的龙门支架 | |
| CN218891371U (zh) | 一种坡口万向枪架装置 | |
| CN210189132U (zh) | 一种旋转定位式工装 | |
| CN214641512U (zh) | 一种钢管焊接定位装置 | |
| CN218254009U (zh) | 一种机械加工用多角度夹持夹具 | |
| CN112222868B (zh) | 加工中心结构及加工中心控制方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |