CN113909363A - 一种数控冲床全自动上下料系统 - Google Patents
一种数控冲床全自动上下料系统 Download PDFInfo
- Publication number
- CN113909363A CN113909363A CN202111293945.3A CN202111293945A CN113909363A CN 113909363 A CN113909363 A CN 113909363A CN 202111293945 A CN202111293945 A CN 202111293945A CN 113909363 A CN113909363 A CN 113909363A
- Authority
- CN
- China
- Prior art keywords
- plate
- punch
- numerical control
- processing
- full
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/02—Stamping using rigid devices or tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/04—Movable or exchangeable mountings for tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/003—Positioning devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/02—Advancing work in relation to the stroke of the die or tool
- B21D43/04—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work
Abstract
本发明公开一种数控冲床全自动上下料系统,涉及数控冲床领域。该装置包括加工冲床,加工冲床的内部装配有传送皮带,加工冲床的上表面固定安装有支撑架,支撑架的下端装配有冲压头,加工冲床的两侧分别装配有上料台和下料台。该数控冲床全自动上下料系统在使用时,通过将多组板材放置在上料台的上表面,随着板材数量的增加,多组板材将上料台内部的固定座向下压动,使得固定座对上料台内部的第一弹簧进行压缩,且位于最上端的板材始终与加工冲床的表面向齐平,进而使得在加工过程中,方便一组板材的不断上料,减少工人搬运时的不便。
Description
技术领域
本发明涉及数控冲床技术领域,具体为一种数控冲床全自动上下料系统。
背景技术
数控冲床是数字控制冲床的简称,是一种装有程序控制系统的自动化机床,该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,从而使冲床动作并加工零件,数控冲床可用于各类金属薄板零件加工,可以一次性自动完成多种复杂孔型和浅拉伸成型加工。
在数控冲床的生产过程中,板材的上料下料操作一般是采用人工操作,在进行板材上料的过程中,大多是通过一块一块地搬运,但由于冲床存在一定高度,使得人工上下料占用了机台冲压生产的很大一部分时间,使得数控冲床的高效性得不到充分发挥,而且每次只能搬运一块、多次重复操作的情况,容易给工作人员造成较大疲劳。
板材的大小存在差异,一般的上料过程中无法对板材进行定位,使得板材不能准确地放置到数控冲床冲压头所在中心位置,进而使得板材在上料过程中容易偏位,影响板材的加工,且一般地在更换冲压头时很不方便,冲压头与设备之间焊接紧密,使得不能满足板材不同的加工需求,针对上述情况,我们提出一种数控冲床全自动上下料系统。
发明内容
(一)解决的技术问题
针对现有技术的不足,本发明公开了一种数控冲床全自动上下料系统,以解决上述背景技术中提出的问题。
(二)技术方案
为实现以上目的,本发明通过以下技术方案予以实现:一种数控冲床全自动上下料系统,包括;
加工冲床,所述加工冲床的内部装配有传送皮带,所述传送皮带的外表面装配有承载板,所述加工冲床的上表面固定安装有支撑架,所述支撑架的下端装配有冲压头,所述加工冲床的两侧分别装配有上料台和下料台;
限位机构,所述限位机构安装在上料台的内部,所述限位机构包括限位板,两组所述限位板滑动连接在上料台的上表面,所述上料台的上表面装配有板材,所述板材位于限位板之间。
优选的,所述上料台的安装有移动机构,所述移动机构包括放置槽、第一弹簧和凸板,所述上料台的内部开设有放置槽,所述放置槽的内部活动安装有第一弹簧,所述上料台的内部滑动连接有固定座。
优选的,所述固定座的一侧固定安装有凸板,所述上料台的一侧开设有连接槽,所述凸板滑动连接在连接槽的内部,所述固定座的上表面固定安装有固定板,所述固定板的上表面安装有限位机构。
优选的,所述限位机构还包括第一螺纹杆、第二螺纹杆和螺纹环,所述固定座的内部固定安装有第一螺纹杆和第二螺纹杆,所述第一螺纹杆和第二螺纹杆的外表面螺纹连接有螺纹环,所述螺纹环的上表面固定安装有限位板,所述固定板的上表面开设有限位槽,所述限位板的一端通过限位槽滑动连接在固定板的上表面。
优选的,所述第一螺纹杆和第二螺纹杆的连接处外表面固定套接有第一锥齿轮,所述第一锥齿轮的一侧啮合有第二锥齿轮,所述第二锥齿轮的内部固定插接有转动把手,所述转动把手的一端转动连接在固定座的一侧。
优选的,所述支撑架的内部装配有连接座,所述连接座的内部固定安装有第一齿轮,所述第一齿轮的内部螺纹连接有螺纹块,所述螺纹块的下表面固定安装有冲压头。
优选的,所述支撑架的一侧开设有条形槽,所述条形槽的内部装配有拉杆,所述拉杆的一端固定安装有固定块,所述固定块的一端装配有弹性套环,所述弹性套环活动套接在冲压头的外表面且位于螺纹块的下表面。
优选的,所述固定块的一侧固定安装有卡板,所述卡板的一端通过第一齿轮活动卡接在螺纹块的外表面,所述拉杆与固定块之间活动安装有第二弹簧。
优选的,所述支撑架下端装配的加工冲床的一侧安装有下料台,所述下料台的内部安装有下料板,所述下料板的下表面固定安装有液压柱。
优选的,S1、支撑架的一侧安装有PLC控制器,首先通过操作PLC控制器,设定好相应参数,使得加工冲床内部的传送皮带带动承载板一起运动,且此时当上料台上表面安装的板材移动至加工冲床的表面后,板材触碰到加工冲床内部安装的感应器。
S2、当板材触碰到加工冲床内部安装的感应器时,感应器传送相应信号到PLC控制器,使得PLC控制器带动支撑架内部装配的冲压头对板材进行冲压,且带动冲压头一端安装的连接座滑动在支撑架的内部。
S3、当加工完成后,操作PLC控制器,使得PLC控制器将下料台提升到加工冲床的一侧,使得板材移动至下料台的上表面,然后当加工冲床的表面的板材移出后,此时感应器将信息传送至PLC控制器,使得其带动液压柱进行上下移动,方便对板材进行卸料。
本发明公开了一种数控冲床全自动上下料系统,其具备的有益效果如下:
1、该数控冲床全自动上下料系统在使用时,通过将多组板材放置在上料台的上表面,随着板材数量的增加,多组板材将上料台内部的固定座向下压动,使得固定座对上料台内部的第一弹簧进行压缩,且位于最上端的板材始终与加工冲床的表面向齐平,进而使得在加工过程中,方便一组板材的不断上料,减少人工每次只能搬运一块地不便,从而减少对加工效率的影响。
2、该数控冲床全自动上下料系统在使用时,通过转动固定座一侧的转动把手,使得转动把手带动第二锥齿轮进行转动,进而使得与第二锥齿轮相啮合的第一锥齿轮带动两组螺纹杆进行转动,使得两组螺纹杆外表面螺纹连接的两组限位板同时向两侧或者中间移动,方便对不同尺寸大小的板材进行定位,进而使得板材能准确地移动到数控冲床冲压头所在中心位置。
3、该数控冲床全自动上下料系统在使用时,通过拉杆支撑架内部安装的连接座一侧的拉杆,使得拉杆一端的齿板从齿轮中移出,且此时拉杆一侧安装的弹性套环从冲压头一端安装的螺纹块的下表面移出,然后转动冲压头,使得冲压头的一端的螺纹块从齿轮中转出,进而方便对冲压头进行更换。
附图说明
图1为本发明总体结构示意图;
图2为本发明上料台结构示意图;
图3为本发明上料台内部结构示意图;
图4为本发明限位机构示意图;
图5为本发明冲压头结构示意图;
图6为本发明冲压头内部结构示意图;
图7为本发明图6中A处结构示意图;
图8为本发明下料台结构示意图。
图中:1、加工冲床;2、传送皮带;3、承载板;4、支撑架;5、PLC控制器;6、上料台;7、板材;8、移动机构;801、放置槽;802、第一弹簧;803、凸板;9、固定座;10、固定板;11、限位机构;111、限位板;112、第一螺纹杆;113、第二螺纹杆;114、螺纹环;12、连接槽;13、第一锥齿轮;14、第二锥齿轮;15、转动把手;16、限位槽;17、条形槽;18、连接座;19、冲压头;20、螺纹块;21、第一齿轮;22、拉杆;23、固定块;24、弹性套环;25、卡板;26、第二弹簧;27、下料台;28、液压柱。
具体实施方式
本发明实施例公开一种数控冲床全自动上下料系统,如图1-8所示,包括:
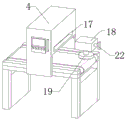
参照附图1所示,加工冲床1,加工冲床1的内部装配有传送皮带2,传送皮带2的外表面装配有承载板3,加工冲床1的上表面固定安装有支撑架4,支撑架4的一侧装配有PLC控制器5,支撑架4的下端装配有冲压头19,加工冲床1的两侧分别装配有上料台6和下料台27,通过在加工冲床1的两侧安装上料台6和下料台27,且通过传送皮带2的作用,方便将板材7通过上料台6移动至冲压头19的下端,然后对板材7进行加工。
参照附图2-3所示,上料台6的安装有移动机构8,移动机构8包括放置槽801、第一弹簧802和凸板803,上料台6的内部开设有放置槽801,放置槽801的内部活动安装有第一弹簧802,上料台6的内部滑动连接有固定座9,固定座9的一侧固定安装有凸板803,上料台6的一侧开设有连接槽12,凸板803滑动连接在连接槽12的内部,固定座9的上表面固定安装有固定板10,固定板10的上表面安装有限位机构11,通过移动机构8的作用,当上料台6的上表面放置较多板材7时,在多组板材7的重力作用下,多组板材7使得上料台6内部的固定座9向下压动,使得固定座9对上料台6内部的第一弹簧802进行压缩,且位于最上端的板材7始终与加工冲床1的表面向齐平,进而使得在加工过程中,方便一组板材7的不断上料。
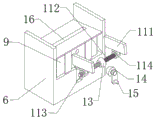
参照附图3-4所示,该装置还包括限位机构11,限位机构11安装在上料台6的内部,限位机构11包括限位板111,两组限位板111滑动连接在上料台6的上表面,上料台6的上表面装配有板材7,板材7位于限位板111之间,限位机构11还包括第一螺纹杆112、第二螺纹杆113和螺纹环114,固定座9的内部固定安装有第一螺纹杆112和第二螺纹杆113,第一螺纹杆112和第二螺纹杆113的外表面螺纹连接有螺纹环114,螺纹环114的上表面固定安装有限位板111,固定板10的上表面开设有限位槽16,限位板111的一端通过限位槽16滑动连接在固定板10的上表面,两组限位板111之间放置有多组板材7,且通过限位机构11的作用,使得两组限位板111同时向两侧或者同时向中间移动,进而调节两组限位板111之间的距离以适应板材7的直径大小。
参照附图4所示,第一螺纹杆112和第二螺纹杆113的连接处外表面固定套接有第一锥齿轮13,第一锥齿轮13的一侧啮合有第二锥齿轮14,第二锥齿轮14的内部固定插接有转动把手15,转动把手15的一端转动连接在固定座9的一侧,上料台6的一端开设有凹槽,使得固定座9在向下移动的过程中,转动把手15不会与上料台6之间发生碰撞,且通过转动固定座9一侧的转动把手15,使得转动把手15带动第二锥齿轮14转动,进而使得与第二锥齿轮14啮合的第一锥齿轮13带动第一螺纹杆112和第二螺纹杆113同时转动,且由于第一螺纹杆112和第二螺纹杆113的外表面螺纹相反,使得螺纹套接在第一螺纹杆112和第二螺纹杆113外表面的两组限位板111同时向两侧或者同时向中间移动,进而对不同带下尺寸的板材7进行限位定位。
参照附图5-6所示,支撑架4的内部装配有连接座18,连接座18的内部固定安装有第一齿轮21,第一齿轮21的内部螺纹连接有螺纹块20,螺纹块20的下表面固定安装有冲压头19,支撑架4的一侧开设有条形槽17,条形槽17的内部装配有拉杆22,拉杆22的一端固定安装有固定块23,固定块23的一端装配有弹性套环24,弹性套环24活动套接在冲压头19的外表面且位于螺纹块20的下表面,通过将冲压头19的一端螺纹连接在第一齿轮21的内部,且拉杆22一端安装的弹性套环24位于冲压头19一端的螺纹块20的下端,对螺纹块20进行限位作用,使得螺纹块20不会移动出第一齿轮21的内部。
参照附图6-7所示,固定块23的一侧固定安装有卡板25,卡板25的一端通过第一齿轮21活动卡接在螺纹块20的外表面,拉杆22与固定块23之间活动安装有第二弹簧26,第一齿轮21的一侧开设有定位孔,使得固定块23的一侧固定安装有卡板25能通过定位孔插接在冲压头19一端安装的螺纹块20的内部,以防冲压头19从第一齿轮21的内部移出,且后期通过拉动拉杆22,使得卡板25和弹性套环24均与螺纹块20分离,进而方便将冲压头19从第一齿轮21中移出,进而达到对冲压头19进行更换的目的。
参照附图8所示,支撑架4下端装配的加工冲床1的一侧安装有下料台27,下料台27的内部安装有下料板,下料板的下表面固定安装有液压柱28,通过操作PLC控制器5,当板材7从加工冲床1上表面离开时,感应器传送相应信号到PLC控制器5,得PLC控制器5控制液压柱28将下料台27提升到加工冲床1的一侧,使得板材7移动至下料台27的上表面,在通过液压柱28使得下料台27向下移动,进而方便对板材7进行卸料。
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明中的附图,并通过实施例的方式,对本发明实施例中的技术方案进行清楚、完整地描述。
工作原理:
该上料台6在初始位置时,上料台6内部的固定座9上表面安装的固定板10与加工冲床1的上表面相齐平,上料台6内部的第一弹簧802处于延展装状态。
进一步的,首先根据所需进行加工的板材7的尺寸,调节上料台6内部装配的两组限位板111之间的距离,可先通过转动固定座9一侧的转动把手15,使得转动把手15带动第二锥齿轮14转动,进而使得与第二锥齿轮14啮合的第一锥齿轮13带动第一螺纹杆112和第二螺纹杆113同时转动,使得螺纹套接在第一螺纹杆112和第二螺纹杆113外表面的两组限位板111同时向两侧或者同时向中间移动,进而对不同带下尺寸的板材7进行限位定位。
进一步的,然后将多组板材7放置在上料台6上表面的装配的固定板10的上表面,当不断向固定板10的上表面放置板材7时,此时板材7整体重量不断增加,使得多组板材7不断对固定板10下表面安装的固定座9产生压力作用,进而使得多组板材将上料台内部的固定座9向下压动。
进一步的,当固定座9向上料台6内部的放置槽801移动时,固定座9使放置槽801内部的第一弹簧802逐渐被压缩,进而使得多组位于固定板10最上端的板材7始终与加工冲床1的表面相齐平,进而使得在加工过程中,方便一组板材7的不断进行上料。
当数控冲床全自动上下料系统在使用之前,首先根据加工需求,将冲压头19的一端螺纹连接在第一齿轮21的内部,第一齿轮21固定安装在固定块23的内部,然后放开拉杆22,使得拉杆22一端安装的弹性套环24位于冲压头19一端的螺纹块20的下端,对螺纹块20进行限位作用,使得螺纹块20不会移动出第一齿轮21的内部.
且同时第一齿轮21的一侧开设有定位孔,使得固定块23的一侧固定安装有卡板25能通过定位孔插接在冲压头19一端安装的螺纹块20的内部,以防冲压头19从第一齿轮21的内部移出。
当数控冲床全自动上下料系统在使用时,通过操作PLC控制器5,使得加工冲床1内部的传送皮带2带动承载板3一起运动,且此时当上料台6上表面安装的板材7移动至加工冲床1的表面后,板材7触碰到加工冲床1内部安装的感应器,感应器传送相应信号到PLC控制器5,使得PLC控制器5带动支撑架4内部装配的冲压头19对板材7进行冲压。
最后,当对板材7加工完成后,板材7在传送皮带2的作用下移动至下料台27的上表面,当加工完成的板材7从加工冲床1上表面离开时,感应器传送相应信号到PLC控制器5,得PLC控制器5控制下料台27内部的液压柱28将下料台27提升到加工冲床1的一侧,使得板材7移动至下料台27的上表面,再通过控制液压柱28使得下料台27向下移动,进而方便对板材7进行卸料。
以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
Claims (10)
1.一种数控冲床全自动上下料系统,其特征在于,包括;
加工冲床(1),所述加工冲床(1)的内部装配有传送皮带(2),所述传送皮带(2)的外表面装配有承载板(3),所述加工冲床(1)的上表面固定安装有支撑架(4),所述支撑架(4)的一侧装配有PLC控制器(5),所述支撑架(4)的下端装配有冲压头(19),所述加工冲床(1)的两侧分别装配有上料台(6)和下料台(27);
限位机构(11),所述限位机构(11)安装在上料台(6)的内部,所述限位机构(11)包括限位板(111),两组所述限位板(111)滑动连接在上料台(6)的上表面,所述上料台(6)的上表面装配有板材(7),所述板材(7)位于限位板(111)之间。
2.根据权利要求1所述的一种数控冲床全自动上下料系统,其特征在于:所述上料台(6)的安装有移动机构(8),所述移动机构(8)包括放置槽(801)、第一弹簧(802)和凸板(803),所述上料台(6)的内部开设有放置槽(801),所述放置槽(801)的内部活动安装有第一弹簧(802),所述上料台(6)的内部滑动连接有固定座(9)。
3.根据权利要求2所述的一种数控冲床全自动上下料系统,其特征在于:所述固定座(9)的一侧固定安装有凸板(803),所述上料台(6)的一侧开设有连接槽(12),所述凸板(803)滑动连接在连接槽(12)的内部,所述固定座(9)的上表面固定安装有固定板(10),所述固定板(10)的上表面安装有限位机构(11)。
4.根据权利要求3所述的一种数控冲床全自动上下料系统,其特征在于:所述限位机构(11)还包括第一螺纹杆(112)、第二螺纹杆(113)和螺纹环(114),所述固定座(9)的内部固定安装有第一螺纹杆(112)和第二螺纹杆(113),所述第一螺纹杆(112)和第二螺纹杆(113)的外表面螺纹连接有螺纹环(114),所述螺纹环(114)的上表面固定安装有限位板(111),所述固定板(10)的上表面开设有限位槽(16),所述限位板(111)的一端通过限位槽(16)滑动连接在固定板(10)的上表面。
5.根据权利要求4所述的一种数控冲床全自动上下料系统,其特征在于:所述第一螺纹杆(112)和第二螺纹杆(113)的连接处外表面固定套接有第一锥齿轮(13),所述第一锥齿轮(13)的一侧啮合有第二锥齿轮(14),所述第二锥齿轮(14)的内部固定插接有转动把手(15),所述转动把手(15)的一端转动连接在固定座(9)的一侧。
6.根据权利要求1所述的一种数控冲床全自动上下料系统,其特征在于:所述支撑架(4)的内部装配有连接座(18),所述连接座(18)的内部固定安装有第一齿轮(21),所述第一齿轮(21)的内部螺纹连接有螺纹块(20),所述螺纹块(20)的下表面固定安装有冲压头(19)。
7.根据权利要求6所述的一种数控冲床全自动上下料系统,其特征在于:所述支撑架(4)的一侧开设有条形槽(17),所述条形槽(17)的内部装配有拉杆(22),所述拉杆(22)的一端固定安装有固定块(23),所述固定块(23)的一端装配有弹性套环(24),所述弹性套环(24)活动套接在冲压头(19)的外表面且位于螺纹块(20)的下表面。
8.根据权利要求7所述的一种数控冲床全自动上下料系统,其特征在于:所述固定块(23)的一侧固定安装有卡板(25),所述卡板(25)的一端通过第一齿轮(21)活动卡接在螺纹块(20)的外表面,所述拉杆(22)与固定块(23)之间活动安装有第二弹簧(26)。
9.根据权利要求8所述的一种数控冲床全自动上下料系统,其特征在于:所述支撑架(4)下端装配的加工冲床(1)的一侧安装有下料台(27),所述下料台(27)的内部安装有下料板,所述下料板的下表面固定安装有液压柱(28)。
10.根据权利要求1-9任意项所述的一种数控冲床全自动上下料系统,其特征在于:
S1、支撑架的一侧安装有PLC控制器,首先通过操作PLC控制器,设定好相应参数,使得加工冲床内部的传送皮带带动承载板一起运动,且此时当上料台上表面安装的板材移动至加工冲床的表面后,板材触碰到加工冲床内部安装的感应器。
S2、当板材触碰到加工冲床内部安装的感应器时,感应器传送相应信号到PLC控制器,使得PLC控制器带动支撑架内部装配的冲压头对板材进行冲压,且带动冲压头一端安装的连接座滑动在支撑架的内部。
S3、当加工完成后,操作PLC控制器,使得PLC控制器将下料台提升到加工冲床的一侧,使得板材移动至下料台的上表面,然后当加工冲床的表面的板材移出后,此时感应器将信息传送至PLC控制器,使得其带动液压柱进行上下移动,方便对板材进行卸料。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111293945.3A CN113909363A (zh) | 2021-11-03 | 2021-11-03 | 一种数控冲床全自动上下料系统 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111293945.3A CN113909363A (zh) | 2021-11-03 | 2021-11-03 | 一种数控冲床全自动上下料系统 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN113909363A true CN113909363A (zh) | 2022-01-11 |
Family
ID=79244915
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202111293945.3A Pending CN113909363A (zh) | 2021-11-03 | 2021-11-03 | 一种数控冲床全自动上下料系统 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113909363A (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115007933A (zh) * | 2022-07-12 | 2022-09-06 | 苏州达观克电子科技有限公司 | 一种可自动进料的裁板机 |
-
2021
- 2021-11-03 CN CN202111293945.3A patent/CN113909363A/zh active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115007933A (zh) * | 2022-07-12 | 2022-09-06 | 苏州达观克电子科技有限公司 | 一种可自动进料的裁板机 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103394606B (zh) | 冲压机之全自动送料装置 | |
| CN100563882C (zh) | 一种机床的自动供料装置 | |
| CN110883510B (zh) | 一种套筒工件翻转压装机构 | |
| CN110814191B (zh) | 一种全自动管材扩口机与管材扩口方法 | |
| CN102228925B (zh) | 数控金属旋压机及其软件操作方法 | |
| CN202701893U (zh) | 一种自动抓取生产线料仓可调托盘 | |
| CN108296577B (zh) | Pmc车丝机上料机械手 | |
| CN108637776B (zh) | 一种旋转式上下料机 | |
| CN210060337U (zh) | 一种卡簧自动压装设备 | |
| CN113909363A (zh) | 一种数控冲床全自动上下料系统 | |
| CN111185791A (zh) | 上下料机构及机床 | |
| CN216606820U (zh) | 一种数控冲床全自动上下料系统 | |
| CN203751620U (zh) | 自动挤光机 | |
| CN210413385U (zh) | 一种轴用卡簧装配装置 | |
| CN209577950U (zh) | 一种数控冲床进料装置 | |
| CN110625568A (zh) | 一种汽车阀套生产用套胶圈机 | |
| CN211165434U (zh) | 一种压力机 | |
| CN108942365B (zh) | 一种电机端盖多孔钻床设备的自动上下料装置 | |
| CN202037223U (zh) | 数控金属旋压机 | |
| CN209614869U (zh) | 一种零件端面多工位同步加工工装 | |
| CN208600606U (zh) | 法兰定位锁紧机构 | |
| CN111807055A (zh) | 一种双工位送料机 | |
| CN206343955U (zh) | 一种自动数控车床自动上下料料仓及自动夹取机械手设备 | |
| CN206046898U (zh) | 一种用于自动冲压智能生产系统的上下料机械手 | |
| CN215941201U (zh) | 一种电视机背板的自动化冲孔模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |