CN113830375B - 一种全自动小包入盒机 - Google Patents
一种全自动小包入盒机 Download PDFInfo
- Publication number
- CN113830375B CN113830375B CN202111159192.7A CN202111159192A CN113830375B CN 113830375 B CN113830375 B CN 113830375B CN 202111159192 A CN202111159192 A CN 202111159192A CN 113830375 B CN113830375 B CN 113830375B
- Authority
- CN
- China
- Prior art keywords
- cigarette
- box
- cylinder
- carton
- belt
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B57/00—Automatic control, checking, warning, or safety devices
- B65B57/10—Automatic control, checking, warning, or safety devices responsive to absence, presence, abnormal feed, or misplacement of articles or materials to be packaged
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B19/00—Packaging rod-shaped or tubular articles susceptible to damage by abrasion or pressure, e.g. cigarettes, cigars, macaroni, spaghetti, drinking straws or welding electrodes
- B65B19/02—Packaging cigarettes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B35/00—Supplying, feeding, arranging or orientating articles to be packaged
- B65B35/30—Arranging and feeding articles in groups
- B65B35/36—Arranging and feeding articles in groups by grippers
- B65B35/38—Arranging and feeding articles in groups by grippers by suction-operated grippers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B35/00—Supplying, feeding, arranging or orientating articles to be packaged
- B65B35/30—Arranging and feeding articles in groups
- B65B35/40—Arranging and feeding articles in groups by reciprocating or oscillatory pushers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B35/00—Supplying, feeding, arranging or orientating articles to be packaged
- B65B35/30—Arranging and feeding articles in groups
- B65B35/50—Stacking one article, or group of articles, upon another before packaging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/26—Opening or distending bags; Opening, erecting, or setting-up boxes, cartons, or carton blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/42—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation
- B65B43/52—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation using roller-ways or endless conveyors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
Abstract
本发明涉及一种全自动小包入盒机,属于烟包装备技术领域;所述机架上安装有主输送勾板带和细支烟包输送装置,主输送勾板带对接有细支条盒输送带,细支条盒输送带上安装有用于将细支条盒推送至主输送勾板带上的条盒推送装置,细支条盒输送带后侧的机架上安装有用于对条盒进行开盒动作的条盒开盒机构,条盒开盒机构后侧的机架上安装有将条盒内部的硫酸纸展开至条盒外的开硫酸纸机构;本发明烟包经六面检测后由凸轮顶升机构完成烟包顶升与堆垛、随后经过条盒推送装置到装夹区域,由安装吸盘的机器人输送到导向模盒,装入主输送带上由开盒机构打开的细支条盒中,条盒经过折舌、盖硫酸纸、合盒操作后转送到下一工位,很好地满足了市场需求。
Description
技术领域
本发明涉及一种全自动小包入盒机,属于烟包装备技术领域。
背景技术
近年来人们消费水平的日益提升和消费观念的逐渐转变,特色、异型香烟包装能够吸引消费者的购买欲。因此,各卷烟厂均开发不同形式的烟包、条包。由于异型条盒不规则,大部分采用手工方式包装,透明纸小包采用设备包装,但小包入条盒采用手工入盒,效率较低。
鉴于异型烟包入条盒的特殊性,包装方式采用充填结构方式。异型条盒按照设计尺寸要求直接在条盒制造厂家生产完毕。包装完透明纸的烟包通过“异型条盒包装机”直接装入异型条盒内。实现异型条盒的自动包装,同异型透明纸包装机、异型条外透明纸包装机一起形成完成的生产线,减少人工,提高产品生产能力和质量。异型条盒包装由于条盒尺寸与传统尺寸有较大不规则变化,各个厂家为体现异型条盒的差异性,设计的烟盒有不同的外形尺寸、不同开启方式。采用传统的包装方式无法进行包装。目前各生产厂家均采用大量人手进行包装,对产品的产能、质量、人员管理等方面均带来较多问题。
发明内容
为了克服背景技术中存在的问题,本发明采用小包定位装置及条盒二次定位与烟包模盒柔性导片入盒方式,烟包经六面检测后由凸轮顶升机构完成烟包顶升与堆垛、随后经过条盒推送装置到装夹区域,由安装吸盘的机器人输送到导向模盒,装入主输送带上由开盒机构打开的细支条盒中,条盒经过折舌、盖硫酸纸、合盒操作后转送到下一工位,整个过程实现高度自动化,无需人工参与,效率高,生产迅速,很好地满足了市场需求。
为了克服背景技术中存在的问题,为解决上述问题,本发明通过如下技术方案实现:
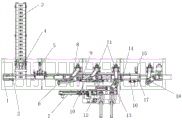
所述全自动小包入盒机包括细支条盒输送带、机架、主输送勾板带、条盒推送装置、条盒开盒机构、开硫酸纸机构、开拉舌机器人、拉舌挡平机构、细支烟包吸附入盒机器人、细支烟包输送装置、烟包堆垛推送装置、压拉舌机构、硫酸纸拉盖机构、拉带反折机构、条盒关盒设备,所述机架上安装有主输送勾板带和细支烟包输送装置,主输送勾板带对接有细支条盒输送带,细支条盒输送带上安装有用于将细支条盒推送至主输送勾板带上的条盒推送装置,细支条盒输送带后侧的机架上安装有用于对条盒进行开盒动作的条盒开盒机构,条盒开盒机构后侧的机架上安装有将条盒内部的硫酸纸展开至条盒外的开硫酸纸机构,开硫酸纸机构后侧安装有将条盒内部的拉舌展开至条盒外的开拉舌机器人,细支烟包输送装置对接有用于对烟包进行堆叠的烟包堆垛推送装置,堆叠后的烟包通过机架上的细支烟包吸附入盒机器人转运至开盒后展开硫酸纸和拉舌的条盒内,满包的条盒通过压拉舌机构将拉舌反折回条盒内,并通过硫酸纸拉盖机构将硫酸纸翻折回条盒并覆盖在烟包上,通过条盒关盒设备对条盒进行关闭。
优选地,所述条盒推送装置包括顶升气缸、检测开关、推送气缸,所述主输送勾板带和细支条盒输送带之间安装有顶升气缸,顶升气缸上连接有推送板,支架上还安装有用于将烟盒推送至推送板上的推送气缸。
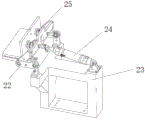
优选地,所述条盒开盒机构包括摆杆机构、摆杆支架、SMC气缸、负压吸板,所述摆杆支架安装于主输送勾板带上,负压吸板通过摆杆机构与摆杆支架相连接,摆杆支架上安装有连接用于驱动负压吸板的SMC气缸。
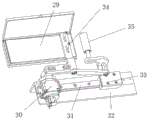
优选地,所述开硫酸纸机构包括摆动气缸、导轨、安装支架、滑块、导辊、负压吸盘,所述安装支架设置于主输送勾板带上,安装支架上设置有摆动气缸和导轨,摆动气缸上连接有用于吸附硫酸纸的负压吸盘,导轨上滑动连接有滑块,连杆两端分别铰接滑块和负压吸盘,滑块上连接有辅助硫酸纸展开的导辊。
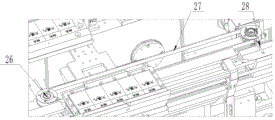
优选地,所述开硫酸纸机构后侧的主输送勾板带上安装有将拉舌反折的拉舌挡平机构,所述拉舌挡平机构包括第一带轮、挡平传动带、拉舌挡平杆,两第一带轮通过挡平传动带相连接,第一带轮上连接有驱动电机,挡平传动带外侧至少安装有一根用于反折拉舌的拉舌挡平杆。
优选地,所述拉舌挡平机构后侧安装有烟包模盒机构,所述烟包模盒机构包括支座、模盒调整气缸、条盒定位夹、细支烟包模盒、空条盒限位气缸,所述支座安装在机架上,支座上安装有模盒调整气缸和条盒定位夹,模盒调整气缸上安装有用于对接空条盒的细支烟包模盒,细支烟包模盒前侧的机架上还安装有防止空条盒移动的空条盒限位气缸。
优选地,所述烟包堆垛推送装置包括从动凸轮旋转驱动装置、主动凸轮驱动装置、第一伺服电机、顶升杆、曲柄连杆机构、顶升板、滑杆、滑块、叠包推板,机箱,所述机箱内安装有第一凸轮机构和第二凸轮机构,第一凸轮机构和第二凸轮机构通过传动带机构和第一伺服电机相连接,第一凸轮机构上连接有顶升杆,第二凸轮机构上安装有顶升板,顶升杆和顶升板顶部安装有滑杆,滑杆上连接有滑块,滑块上安装有用于将堆叠后的烟包推出的叠包推板,顶升杆通过曲柄连杆机构与滑块相连接。
优选地,所述烟包堆垛推送装置上对接有进烟底板,进烟底板上安装有对烟包进行限位的压烟毛刷,进烟底板后侧设置有直线模组,直线模组上竖直安装有压烟气缸,压烟气缸上连接有推板。
优选地,所述第一旋转气缸、旋转头、压拉舌杆,所述第一旋转气缸安装于主输送勾板带上,第一旋转气缸上安装有连接压拉舌杆的旋转头,压拉舌杆用于将满包条盒上的拉舌进行翻折。
优选地,所述硫酸纸拉盖机构包括第二伺服电机、第二带轮、硫酸纸拉盖杆,至少两个第二带轮通过传动带相连接,第二带轮上连接有第二伺服电机,传动带外侧安装有用于将硫酸纸送入条盒内的硫酸纸拉盖杆。
优选地,所述拉带反折机构包括第二旋转气缸、旋转座、拉带反折板,所述第二旋转气缸安装于主输送勾板带上,第二旋转气缸上安装有连接拉带反折板的旋转座,拉带反折板用于将拉舌折入条盒内。
优选地,所述条盒关盒设备包括条盒关合气缸、支撑座、滚轮,所述条盒关合气缸安装于主输送勾板带上的条盒盖一侧,条盒关合气缸上连接有支撑座,支撑座上安装有滚轮。
本发明的有益效果为:
本发明采用小包定位装置及条盒二次定位与烟包模盒柔性导片入盒方式,烟包经六面检测后由凸轮顶升机构完成烟包顶升与堆垛、随后经过条盒推送装置到装夹区域,由安装吸盘的机器人输送到导向模盒,装入主输送带上由开盒机构打开的细支条盒中,条盒经过折舌、盖硫酸纸、合盒操作后转送到下一工位,整个过程实现高度自动化,无需人工参与,效率高,生产迅速,很好地满足了市场需求。
附图说明
图1为本发明俯视图;
图2为本发明结构示意图;
图3为本发明条盒推送装置结构示意图;
图4为本发明条盒开盒机构结构示意图;
图5为本发明拉舌挡平机构结构示意图;
图6为本发明开硫酸纸机构结构示意图;
图7为本发明入烟模盒机构结构示意图;
图8为本发明烟包堆垛推送装置结构示意图;
图9为本发明压拉舌机构结构示意图;
图10为本发明条盒关合设备、硫酸纸拉盖机构、拉带反折机构结构示意图;
图11为本发明局部结构示意图;
图12为本发明烟包定位装置结构示意图;
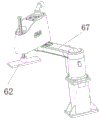
图13为本发明细支烟包吸附入盒机器人结构示意图。
图中标号为:1-机架、2-主输送勾带、3-细支条盒输送带、4-条盒推送装置、5-条盒开盒机构、6-开硫酸纸机构、7-细支烟包输送机构、8-开拉舌机器人、9-拉舌挡平机构、10-抚平装置、11-细支烟包吸附入盒机器人、12-烟包堆垛推送装置、13-细支烟包码垛推送盘、14-压拉舌机构、15-条盒关合设备、16-硫酸纸拉盖机构、17-拉带反折机构、18-进烟底板、19-顶升气缸、20-检测开关、21-推送气缸、22-摆杆机构、23-摆杆支架、24-SMC气缸、25-负压吸板、26-第一带轮、27-挡平传动带、28-拉舌挡平杆、29-条盒、30-摆动气缸、31-导轨、32-安装支架、33-滑块、34-导辊、35-负压吸盘、36-支座、37-模盒调整气缸、38-条盒定位夹、39-细支烟包模盒、40-从动凸轮旋转驱动装置、41-主动凸轮驱动装置、42-第一伺服电机、43-顶升杆、44-曲柄连杆机构、45-顶升板、46-滑杆、47-滑块、48-叠包推板、49-空条盒限位气缸、50-第一旋转气缸、51-旋转头、52-压拉舌杆、53-第二伺服电机、54-第二带轮、55-硫酸纸拉盖杆、56-第二旋转气缸、57-旋转座、58-拉带反折板、59-条盒关合气缸、60-支撑座、61-滚轮、62-负压板、63-直线模组、64-压烟气缸、65-推动气缸、66-压烟毛刷、67-ABB机器人。
具体实施方式
为了使本发明的目的、技术方案和有益效果更加清楚,下面将结合附图,对本发明的优选实施例进行详细的说明,以方便技术人员理解。
如图1-13所示,所述全自动小包入盒机包括细支条盒输送带3、机架1、主输送勾板带2、条盒推送装置4、条盒开盒机构5、开硫酸纸机构6、开拉舌机器人8、拉舌挡平机构9、细支烟包吸附入盒机器人11、细支烟包输送装置、烟包堆垛推送装置12、压拉舌机构14、硫酸纸拉盖机构16、拉带反折机构17、条盒关盒设备,所述机架1上安装有主输送勾板带2和细支烟包输送装置,主输送勾板带2对接有细支条盒输送带3,细支条盒输送带3上安装有用于将细支条盒推送至主输送勾板带2上的条盒推送装置4,细支条盒输送带3后侧的机架1上安装有用于对条盒进行开盒动作的条盒开盒机构5,条盒开盒机构5后侧的机架1上安装有将条盒内部的硫酸纸展开至条盒外的开硫酸纸机构6,开硫酸纸机构6后侧安装有将条盒内部的拉舌展开至条盒外的开拉舌机器人8,细支烟包输送装置对接有用于对烟包进行堆叠的烟包堆垛推送装置12,堆叠后的烟包通过机架1上的细支烟包吸附入盒机器人11转运至开盒后展开硫酸纸和拉舌的条盒内,满包的条盒通过压拉舌机构14将拉舌反折回条盒内,并通过硫酸纸拉盖机构16将硫酸纸翻折回条盒并覆盖在烟包上,通过条盒关盒设备对条盒进行关闭。
所述条盒推送装置4包括顶升气缸19、检测开关20、推送气缸21,所述主输送勾板带2和细支条盒输送带3之间安装有顶升气缸19,顶升气缸19上连接有推送板,支架上还安装有用于将烟盒推送至推送板上的推送气缸21。细支条盒经过输送带输送到主输送勾板带2附近的条盒推送装置4中,由条盒推送装置4的检测开关20检测细支条盒已经进入推送装置,随后顶升气缸19将细支条盒顶升到与主输送勾板带2齐平位置;对应的主输送勾板带2位置上检测器检测到主输送勾板带2空位后,给出信号,推送气缸21将细支条盒推送至主输送勾板带2上,由此完成该设备功能。安装吸盘的机器人输送到导向模盒,如图13所示,ABB机器人67安装有负压板62,首先,ABB机器人67从归零下放负压板62到烟盘细支烟包暂存位,吸取5列烟包后提升转动到主输送勾板带2上的细支烟包模盒39上方。
所述条盒开盒机构5包括摆杆机构22、摆杆支架23、SMC气缸24、负压吸板25,所述摆杆支架23安装于主输送勾板带2上,负压吸板25通过摆杆机构22与摆杆支架23相连接,摆杆支架23上安装有连接用于驱动负压吸板25的SMC气缸24,条盒开盒机构5通过支架安装在机架1上,经检测开关20检测到条盒信号后,SMC气缸24往前顶升到最大行程,使得装有负压吸盘35的摆杆机构22前倾下压,让负压吸盘35口附着在条盒上表面,负压检测器给定足够吸附起条盒的压力,随后SMC气缸24收缩行程,在到达一定位置后,条盒上盖打开、负压吸盘35终止负压供给,开盒动作完成。SMC气缸24继续收缩行程,连杆机构继续升起,避让开条盒运动路线,整个动作完成。
所述开硫酸纸机构6包括摆动气缸30、导轨31、安装支架32、滑块33、导辊34、负压吸盘35,所述安装支架32设置于主输送勾板带2上,安装支架32上设置有摆动气缸30和导轨31,摆动气缸30上连接有用于吸附硫酸纸的负压吸盘35,导轨31上滑动连接有滑块33,连杆两端分别铰接滑块33和负压吸盘35,滑块33上连接有辅助硫酸纸展开的导辊34,主输送勾板带2上打开的细支条盒在经过开硫酸纸工序的时候,摆动气缸30下摆,其连接摆臂上的负压吸盘35接触到硫酸纸,给定一定负压后,摆动气缸30反转,摆臂带动负压吸盘35上拉,与此同时摆臂上连接的连接杆拖动装有导辊34的滑块33在导轨31上往气缸方向移动,导辊34顺势将硫酸纸抚平带出至条盒外,完成掀开硫酸纸动作。吸盘承担主要的掀开硫酸纸动作,导轮作为辅助机构可以很大程度上提高机构开硫酸纸的成功率。
开拉舌机器人8包括ABB机器人67以及安装在ABB机器人67上的负压吸座,ABB机器人67驱动负压吸座至空条盒的拉舌位置,将拉舌吸出展开至空条盒外,所述开硫酸纸机构6后侧的主输送勾板带2上安装有将拉舌反折的拉舌挡平机构9,所述拉舌挡平机构9包括第一带轮26、挡平传动带27、拉舌挡平杆28,两第一带轮26通过挡平传动带27相连接,第一带轮26上连接有驱动电机,挡平传动带27外侧至少安装有一根用于反折拉舌的拉舌挡平杆28,通过开启驱动电机,将传动带进行驱动,传动带外侧的拉舌挡平杆28能够转动到拉舌位置,将拉舌反折。
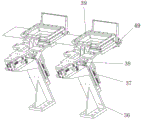
所述拉舌挡平机构9后侧安装有烟包模盒机构,所述烟包模盒机构包括支座36、模盒调整气缸37、条盒定位夹38、细支烟包模盒39、空条盒限位气缸49,所述支座36安装在机架1上,支座36上安装有模盒调整气缸37和条盒定位夹38,模盒调整气缸37上安装有用于对接空条盒的细支烟包模盒39,细支烟包模盒39前侧的机架1上还安装有防止空条盒移动的空条盒限位气缸49。细支烟包模盒39固定在模盒调整气缸37上,与条盒定位夹38共同安装在支架上,再由支架固定到机架1上。细支烟包吸附入盒机器人11吸附细支烟包组到细支烟包模盒39正上方。另外,打开的空条盒到达工位时,模盒调整气缸37将入盒模盒下移到空条盒口位置,同是,条盒定位夹38、空条盒限位气缸49均往主输送勾板带2方向顶升,让打开的空条盒固定到入盒模盒正下方。之后,细支烟包吸附入盒机器人11吸附细支烟包组下降到细支烟包模盒39,放入空条盒中。负压板62停止吸力,由机器人上升,退回零点工位,模盒调整气缸37上升回到初始位,从而完成一个作业循环。
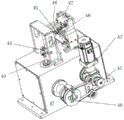
所述烟包堆垛推送装置12包括从动凸轮旋转驱动装置、主动凸轮驱动装置、第一伺服电机42、顶升杆43、曲柄连杆机构44、顶升板45、滑杆46、第二滑块47、叠包推板48,机箱,所述机箱内安装有第一凸轮机构和第二凸轮机构,第一凸轮机构和第二凸轮机构通过传动带机构和第一伺服电机42相连接,第一凸轮机构上连接有顶升杆43,第二凸轮机构上安装有顶升板45,顶升杆43和顶升板45顶部安装有滑杆46,滑杆46上连接有第二滑块47,第二滑块47上安装有用于将堆叠后的烟包推出的叠包推板48,顶升杆43通过曲柄连杆机构44与滑块33相连接。细支烟包输送机构7将细支烟包输送到烟包堆垛推送装置12的入口顶升处。此装置由第一伺服电机42与8:1减速机配比运行,与电机减速机直接连接的轴装有细支烟包顶升的凸轮,当电机转动时,主动凸轮驱动,烟包从入口顶升位置处向上抬升。同时,主动轮驱动从动轮转动,从动轮带动从动凸轮旋转,从动凸轮衔接的顶升杆43带动细支烟包入盘推动装置运动,其安装在滑动杆上的第二滑块47带动推板,将主动凸轮顶升上来的细支烟包推送到入盘机里,该装置用一组电机,通过与凸轮、曲柄连杆机构44配合,共同完成了从细支烟包顶升到推送到入盘的过程。
所述烟包堆垛推送装置12上对接有进烟底板18,进烟底板18上安装有对烟包进行限位的压烟毛刷66,进烟底板18后侧设置有直线模组63,直线模组63上竖直安装有压烟气缸64,压烟气缸64上连接有推板。细支烟包从凸轮箱的顶推装置进入到入口位置,凸轮箱处每次顶推两包细支烟包,进入烟盘的烟包被后面顶推的烟包往烟盘内部输送,持续不断。烟盘能够存储2包/列共计11列的细支烟包。靠近主输送勾板带2侧为细支推烟耙推动的细支烟包暂存位置。烟盘气缸在细支烟包推送时,保证细支烟包整齐,防止后续推动的不整齐。压毛刷的作用是凸轮箱顶推细支烟包过来时,有一定的压力、摩擦力,让细支烟包2包状态保持原样顺次进入烟盘里侧。
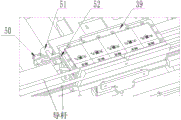
所述第一旋转气缸50、旋转头51、压拉舌杆52,所述第一旋转气缸50安装于主输送勾板带2上,第一旋转气缸50上安装有连接压拉舌杆52的旋转头51,压拉舌杆52用于将满包条盒上的拉舌进行翻折。当条盒到位后,第一旋转气缸50驱动旋转头51带动压拉舌杆52转动,对拉舌进行反折,对拉舌形成折痕后,保持拉舌在外的状态。
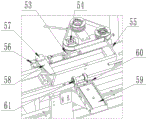
所述硫酸纸拉盖机构16包括第二伺服电机53、第二带轮54、硫酸纸拉盖杆55,至少两个第二带轮54通过传动带相连接,第二带轮54上连接有第二伺服电机53,传动带外侧安装有用于将硫酸纸送入条盒内的硫酸纸拉盖杆55。第二伺服电机53驱动与之连接的第二带轮54转动,通过传动带驱动其余第二带轮54转动转动,转动后的硫酸纸拉盖杆55将硫酸纸持续推入条盒内。所述拉带反折机构17包括第二旋转气缸56、旋转座57、拉带反折板58,所述第二旋转气缸56安装于主输送勾板带2上,第二旋转气缸56上安装有连接拉带反折板58的旋转座57,拉带反折板58用于将拉舌折入条盒内。
所述条盒关盒设备包括条盒关合气缸59、支撑座60、滚轮61,所述条盒关合气缸59安装于主输送勾板带2上的条盒盖一侧,条盒关合气缸59上连接有支撑座60,支撑座60上安装有滚轮61。当条盒的硫酸纸和拉舌都送入条盒内,条盒关合气缸59驱动支撑座60带动滚轮61向前伸出,滚轮61与条盒盖板接触,接触的过程中滚动,防止摩擦对条盒盖板进行损坏。
在本实施例中,如图9所示,主输送勾板带2一侧安装有两根水平设置的导杆,导杆之间的间隙用于条盒盖定位,使得在条盒移动过程中条盒盖在导杆之间的间隙滑动,不会妨碍烟包装载等工作。
本发明的工作过程:细支条盒经过输送带输送到主输送勾板带2附近的条盒推送装置4中,由条盒推送装置4的检测开关20检测细支条盒已经进入推送装置,随后顶升气缸19将细支条盒顶升到与主输送勾板带2齐平位置;对应的主输送勾板带2位置上检测器检测到主输送勾板带2空位后,给出信号,推送气缸21将细支条盒推送至主输送勾板带2上,主输送勾板带2将条盒持续向前输送;经检测开关20检测到条盒信号后,SMC气缸24往前顶升到最大行程,使得装有负压吸盘35的摆杆机构22前倾下压,让负压吸盘35口附着在条盒上表面,负压检测器给定足够吸附起条盒的压力,随后SMC气缸24收缩行程,在到达一定位置后,条盒上盖打开、负压吸盘35终止负压供给,开盒动作完成。SMC气缸24继续收缩行程,连杆机构继续升起,避让开条盒运动路线;主输送勾板带2上打开的细支条盒在经过开硫酸纸工序的时候,摆动气缸30下摆,其连接摆臂上的负压吸盘35接触到硫酸纸,给定一定负压后,摆动气缸30反转,摆臂带动负压吸盘35上拉,与此同时摆臂上连接的连接杆拖动装有导辊34的滑块33在导轨31上往气缸方向移动,导辊34顺势将硫酸纸抚平带出至条盒外,完成掀开硫酸纸动作;开拉舌机器人8驱动负压吸座至空条盒的拉舌位置,将拉舌吸出展开至空条盒外;开启驱动电机,将传动带进行驱动,传动带外侧的拉舌挡平杆28能够转动到拉舌位置,将拉舌反折;此时,烟包堆垛推送装置12持续工作,对烟包进行堆叠,并推送至指定工位后,细支烟包吸附入盒机器人11从归零下放负压板62到烟盘细支烟包暂存位,吸取5列烟包后提升转动到主输送勾板带2上的细支烟包模盒39上方,再次重复后,条盒满包,当条盒到位后,第一旋转气缸50驱动旋转头51带动压拉舌杆52转动,对拉舌进行反折,对拉舌形成折痕后,保持拉舌在外的状态;转动后的硫酸纸拉盖杆55将硫酸纸持续推入条盒内;拉带反折板58将拉舌折入条盒内;当条盒的硫酸纸和拉舌都送入条盒内,条盒关合气缸59驱动支撑座60带动滚轮61向前伸出,滚轮61与条盒盖板接触,接触的过程中滚动,防止摩擦对条盒盖板进行损坏,完成盒盖操作,主输送勾板带2持续将满包条盒输送至指定位置。
本发明采用小包定位装置及条盒二次定位与烟包模盒柔性导片入盒方式,烟包经六面检测后由凸轮顶升机构完成烟包顶升与堆垛、随后经过条盒推送装置到装夹区域,由安装吸盘的机器人输送到导向模盒,装入主输送带上由开盒机构打开的细支条盒中,条盒经过折舌、盖硫酸纸、合盒操作后转送到下一工位,整个过程实现高度自动化,无需人工参与,效率高,生产迅速,很好地满足了市场需求。
最后说明的是,以上优选实施例仅用以说明本发明的技术方案而非限制,尽管通过上述优选实施例已经对本发明进行了详细的描述,但本领域技术人员应当理解,可以在形式上和细节上对其作出各种各样的改变,而不偏离本发明权利要求书所限定的范围。
Claims (7)
1.一种全自动小包入盒机,其特征在于:所述全自动小包入盒机包括细支条盒输送带、机架、主输送勾板带、条盒推送装置、条盒开盒机构、开硫酸纸机构、开拉舌机器人、拉舌挡平机构、细支烟包吸附入盒机器人、细支烟包输送装置、烟包堆垛推送装置、压拉舌机构、硫酸纸拉盖机构、拉带反折机构、条盒关盒设备,所述机架上安装有主输送勾板带和细支烟包输送装置,主输送勾板带对接有细支条盒输送带,细支条盒输送带上安装有用于将细支条盒推送至主输送勾板带上的条盒推送装置,细支条盒输送带后侧的机架上安装有用于对条盒进行开盒动作的条盒开盒机构,条盒开盒机构后侧的机架上安装有将条盒内部的硫酸纸展开至条盒外的开硫酸纸机构,开硫酸纸机构后侧安装有将条盒内部的拉舌展开至条盒外的开拉舌机器人,细支烟包输送装置对接有用于对烟包进行堆叠的烟包堆垛推送装置,堆叠后的烟包通过机架上的细支烟包吸附入盒机器人转运至开盒后展开硫酸纸和拉舌的条盒内,满包的条盒通过压拉舌机构将拉舌反折回条盒内,并通过硫酸纸拉盖机构将硫酸纸翻折回条盒并覆盖在烟包上,通过条盒关盒设备对条盒进行关闭,所述拉舌挡平机构后侧安装有烟包模盒机构,所述烟包模盒机构包括支座、模盒调整气缸、条盒定位夹、细支烟包模盒、空条盒限位气缸,所述支座安装在机架上,支座上安装有模盒调整气缸和条盒定位夹,模盒调整气缸上安装有用于对接空条盒的细支烟包模盒,细支烟包模盒前侧的机架上还安装有防止空条盒移动的空条盒限位气缸,所述烟包堆垛推送装置包括从动凸轮旋转驱动装置、主动凸轮驱动装置、第一伺服电机、顶升杆、曲柄连杆机构、顶升板、滑杆、滑块、叠包推板,机箱,所述机箱内安装有第一凸轮机构和第二凸轮机构,第一凸轮机构和第二凸轮机构通过传动带机构和第一伺服电机相连接,第一凸轮机构上连接有顶升杆,第二凸轮机构上安装有顶升板,顶升杆和顶升板顶部安装有滑杆,滑杆上连接有滑块,滑块上安装有用于将堆叠后的烟包推出的叠包推板,顶升杆通过曲柄连杆机构与滑块相连接,所述硫酸纸拉盖机构包括第二伺服电机、第二带轮、硫酸纸拉盖杆,至少两个第二带轮通过传动带相连接,第二带轮上连接有第二伺服电机,传动带外侧安装有用于将硫酸纸送入条盒内的硫酸纸拉盖杆,所述拉带反折机构包括第二旋转气缸、旋转座、拉带反折板,所述第二旋转气缸安装于主输送勾板带上,第二旋转气缸上安装有连接拉带反折板的旋转座,拉带反折板用于将拉舌折入条盒内,所述条盒关盒设备包括条盒关合气缸、支撑座、滚轮,所述条盒关合气缸安装于主输送勾板带上的条盒盖一侧,条盒关合气缸上连接有支撑座,支撑座上安装有滚轮。
2.根据权利要求1所述的全自动小包入盒机,其特征在于:所述条盒推送装置包括顶升气缸、检测开关、推送气缸,所述主输送勾板带和细支条盒输送带之间安装有顶升气缸,顶升气缸上连接有推送板,支架上还安装有用于将烟盒推送至推送板上的推送气缸。
3.根据权利要求1或2所述的全自动小包入盒机,其特征在于:所述条盒开盒机构包括摆杆机构、摆杆支架、SMC气缸、负压吸板,所述摆杆支架安装于主输送勾板带上,负压吸板通过摆杆机构与摆杆支架相连接,摆杆支架上安装有连接用于驱动负压吸板的SMC气缸。
4.根据权利要求3所述的全自动小包入盒机,其特征在于:所述开硫酸纸机构包括摆动气缸、导轨、安装支架、滑块、导辊、负压吸盘,所述安装支架设置于主输送勾板带上,安装支架上设置有摆动气缸和导轨,摆动气缸上连接有用于吸附硫酸纸的负压吸盘,导轨上滑动连接有滑块,连杆两端分别铰接滑块和负压吸盘,滑块上连接有辅助硫酸纸展开的导辊。
5.根据权利要求1或4所述的全自动小包入盒机,其特征在于:所述开硫酸纸机构后侧的主输送勾板带上安装有将拉舌反折的拉舌挡平机构,所述拉舌挡平机构包括第一带轮、挡平传动带、拉舌挡平杆,两第一带轮通过挡平传动带相连接,第一带轮上连接有驱动电机,挡平传动带外侧至少安装有一根用于反折拉舌的拉舌挡平杆。
6.根据权利要求5所述的全自动小包入盒机,其特征在于:所述烟包堆垛推送装置上对接有进烟底板,进烟底板上安装有对烟包进行限位的压烟毛刷,进烟底板后侧设置有直线模组,直线模组上竖直安装有压烟气缸,压烟气缸上连接有推板。
7.根据权利要求1或6所述的全自动小包入盒机,其特征在于:所述压拉舌机构包括第一旋转气缸、旋转头、压拉舌杆,所述第一旋转气缸安装于主输送勾板带上,第一旋转气缸上安装有连接压拉舌杆的旋转头,压拉舌杆用于将满包条盒上的拉舌进行翻折。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111159192.7A CN113830375B (zh) | 2021-09-30 | 2021-09-30 | 一种全自动小包入盒机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111159192.7A CN113830375B (zh) | 2021-09-30 | 2021-09-30 | 一种全自动小包入盒机 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN113830375A CN113830375A (zh) | 2021-12-24 |
| CN113830375B true CN113830375B (zh) | 2023-03-24 |
Family
ID=78968078
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202111159192.7A Active CN113830375B (zh) | 2021-09-30 | 2021-09-30 | 一种全自动小包入盒机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113830375B (zh) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114655494A (zh) * | 2022-02-08 | 2022-06-24 | 红云红河烟草(集团)有限责任公司 | 一种异型烟包装生产线 |
| CN114506521A (zh) * | 2022-03-21 | 2022-05-17 | 龙岩烟草工业有限责任公司 | 卷烟包装机组 |
| CN114735296B (zh) * | 2022-05-10 | 2023-06-30 | 内蒙古自治区烟草公司包头市公司 | 一种烟草包装机异型烟输送装置 |
| CN114919800B (zh) * | 2022-05-27 | 2024-03-29 | 红塔烟草(集团)有限责任公司 | 一种用于预制盒装填烟包的装置 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5412926A (en) * | 1992-03-24 | 1995-05-09 | Focke & Co. (Gmbh & Co.) | Process and apparatus for rejecting defective packages in the region of a packaging machine |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT1252424B (it) * | 1991-07-16 | 1995-06-14 | Gd Spa | Metodo e dispositivo per la realizzazione di stecche divisibili per pacchetti di sigarette |
| CN108298142B (zh) * | 2018-03-08 | 2024-04-09 | 河南施普盈科技有限公司 | 一种将烟包装填到硬质条盒中的设备及其装填方法 |
| CN109515837B (zh) * | 2018-10-29 | 2021-05-04 | 昆明鼎承科技有限公司 | 操纵烟包自动装入单层条盒的系统 |
| CN109592120A (zh) * | 2019-01-23 | 2019-04-09 | 河南施普盈科技有限公司 | 用于烟草硬质条盒的烟包填充装置 |
| CN110525730A (zh) * | 2019-09-09 | 2019-12-03 | 湖南中南高创烟草科技有限公司 | 一种小盒装填中盒的设备及其工艺方法 |
| CN111731545B (zh) * | 2020-07-06 | 2022-04-08 | 红云红河烟草(集团)有限责任公司 | 一种成型包装盒自动化装填生产线 |
| CN112937970B (zh) * | 2021-01-26 | 2022-12-27 | 河南中烟工业有限责任公司 | 一种双层条盒的烟包入盒方法 |
-
2021
- 2021-09-30 CN CN202111159192.7A patent/CN113830375B/zh active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5412926A (en) * | 1992-03-24 | 1995-05-09 | Focke & Co. (Gmbh & Co.) | Process and apparatus for rejecting defective packages in the region of a packaging machine |
Also Published As
| Publication number | Publication date |
|---|---|
| CN113830375A (zh) | 2021-12-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN113830375B (zh) | 一种全自动小包入盒机 | |
| CN111731545B (zh) | 一种成型包装盒自动化装填生产线 | |
| CN212710401U (zh) | 一种成型包装盒自动化装填生产线 | |
| CN109515838B (zh) | 操纵烟包自动装入双层条盒的系统 | |
| CA2999259C (en) | Methods and machine for forming a shipping container with an article retaining web | |
| CN110816959B (zh) | 一种网络终端的自动包装方法 | |
| CN109515837B (zh) | 操纵烟包自动装入单层条盒的系统 | |
| CN103448933A (zh) | 自动装盒机 | |
| CN111361801A (zh) | 双臂协作开箱接料翻转机器人 | |
| CN211417740U (zh) | 盒装药品自动装箱生产线 | |
| CN112389737A (zh) | 一种化妆品包装输送线 | |
| CN203544408U (zh) | 自动装盒机 | |
| CN212530265U (zh) | 一种盖体、杯身打包入袋装置 | |
| CN218113162U (zh) | 膜卷自动包装装置 | |
| CN115924175B (zh) | 一种洗衣机装箱装置 | |
| CN218559322U (zh) | 一种方便灵活的条烟装封箱机 | |
| CN207157659U (zh) | 一种用于多品牌条盒装箱的自动开箱封底系统 | |
| CN206243603U (zh) | 一种半自动纸箱包装机 | |
| CN112568487B (zh) | 一种滤嘴棒智能上料系统 | |
| CN212048113U (zh) | 双臂协作开箱接料翻转机器人 | |
| CN105667895B (zh) | 一种用于中大型产品纸质包装的自动包装机 | |
| JPH0688569B2 (ja) | タイル梱包装置 | |
| CN113002873A (zh) | 磁性包装盒开盒装置 | |
| CN114933055B (zh) | 一种方便灵活的条烟装封箱机 | |
| JP2600515Y2 (ja) | 袋敷設装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |