CN113772485A - 全自动镀锡丝生产收卷设备 - Google Patents
全自动镀锡丝生产收卷设备 Download PDFInfo
- Publication number
- CN113772485A CN113772485A CN202111158565.9A CN202111158565A CN113772485A CN 113772485 A CN113772485 A CN 113772485A CN 202111158565 A CN202111158565 A CN 202111158565A CN 113772485 A CN113772485 A CN 113772485A
- Authority
- CN
- China
- Prior art keywords
- winding
- block
- limiting
- groove
- automatic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004804 winding Methods 0.000 title claims abstract description 60
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 14
- 238000005096 rolling process Methods 0.000 claims description 38
- 238000009434 installation Methods 0.000 claims description 15
- 238000007747 plating Methods 0.000 description 3
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 238000009713 electroplating Methods 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 238000000053 physical method Methods 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H54/00—Winding, coiling, or depositing filamentary material
- B65H54/70—Other constructional features of yarn-winding machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H54/00—Winding, coiling, or depositing filamentary material
- B65H54/02—Winding and traversing material on to reels, bobbins, tubes, or like package cores or formers
- B65H54/28—Traversing devices; Package-shaping arrangements
- B65H54/2818—Traversing devices driven by rod
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H54/00—Winding, coiling, or depositing filamentary material
- B65H54/02—Winding and traversing material on to reels, bobbins, tubes, or like package cores or formers
- B65H54/28—Traversing devices; Package-shaping arrangements
- B65H54/30—Traversing devices; Package-shaping arrangements with thread guides reciprocating or oscillating with fixed stroke
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H57/00—Guides for filamentary materials; Supports therefor
- B65H57/04—Guiding surfaces within slots or grooves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H75/00—Storing webs, tapes, or filamentary material, e.g. on reels
- B65H75/02—Cores, formers, supports, or holders for coiled, wound, or folded material, e.g. reels, spindles, bobbins, cop tubes, cans, mandrels or chucks
- B65H75/18—Constructional details
- B65H75/28—Arrangements for positively securing ends of material
- B65H75/285—Holding devices to prevent the wound material from unwinding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/30—Handled filamentary material
- B65H2701/36—Wires
Abstract
本发明公开了全自动镀锡丝生产收卷设备,包括操作平台,所述操作平台的一侧设有收卷装置,所述收卷装置的一侧设有伸缩结构,所述操作平台的顶部设有限制结构,本发明通过限制结构对镀锡丝进行位置限制,通过收卷装置对镀锡丝进行收卷,通过伸缩结构的配合,均匀的收卷镀锡丝。
Description
技术领域
本发明涉及了一种收卷设备,尤其是全自动镀锡丝生产收卷设备。
背景技术
镀锡及其合金是一种可焊性良好并具有一定耐蚀能力的涂层,电子元件、印制线路板中广泛应用,锡层的制备除热浸、喷涂等物理法外,电镀、浸镀及化学镀等方法因简单易行已在工业上广泛应用。
在对铜线进行镀锡后,需要对这种镀锡丝进行收卷,现有的收卷设备不可以很好地进行均匀收卷,这使得收卷同样多的镀锡丝,需要占有更多的使用面积。
发明内容
1.本发明要解决的技术问题
本发明的目的在于提供全自动镀锡丝生产收卷设备,以解决上述背景技术中提出的问题:在对铜线进行镀锡后,需要对这种镀锡丝进行收卷,现有的收卷设备不可以很好地进行均匀收卷,这使得收卷同样多的镀锡丝,需要占有更多的使用面积。
2.技术方案
为实现上述目的,本发明提供如下技术方案:全自动镀锡丝生产收卷设备,包括操作平台,所述操作平台的一侧设有收卷装置,所述收卷装置包括支撑块,所述支撑块呈“L”型,所述支撑块滑动安装在所述操作平台的一侧,所述支撑块的底部对称可拆卸安装第一电动伸缩杆,所述收卷装置的顶部一侧设有伸缩结构。
优选的,所述支撑块的顶部滑动安装支撑架,所述支撑架呈“C”型,所述支撑架的一侧设有第一电机,所述第一电机滑动安装在所述支撑块的顶部,所述第一电机的驱动轴贯穿所述支撑架的一侧连接收卷柱,所述收卷柱的一侧连接所述伸缩结构。
优选的,所述伸缩结构包括第二电动伸缩杆,所述第二电动伸缩杆的一端可拆卸安装在所述支撑块的一侧,所述第二电动伸缩杆的一端可拆卸连接推动板,所述推动板可拆卸连接所述支撑架,所述推动板的一侧轴承安装连接柱,所述连接柱的一侧螺旋连接收卷柱。
优选的,所述收卷柱包括第一收卷块,所述第一收卷块可拆卸连接第二收卷块,所述第一收卷块的顶部对称安装连接槽,所述第二收卷块的底部对称安装固定柱,所述固定柱为橡胶制成,所述固定柱与所述连接槽相匹配,使得第一收卷块与第二收卷块相互可拆卸连接,所述第一收卷块与所述第二收卷块呈半圆柱块,所述第一收卷块的顶部设有放置槽。
优选的,所述第一收卷块的顶部设有夹持结构,所述夹持结构包括第一夹持块,所述第一夹持块固定安装在所述放置槽的顶部一侧,所述第一夹持块的一侧设有第二夹持块,所述第二夹持块可拆卸安装在所述放置槽的顶部,所述第二夹持块的一侧安装转动把手,所述转动把手的一端可拆卸连接第一螺旋轴,所述第一螺旋轴的一端轴承安装第一夹紧块,所述第一夹紧块的一侧设有V型槽,用于夹紧镀锡丝,所述收卷柱的外壁设有收卷槽,所述收卷槽的一侧设有贯穿孔。
优选的,所述收卷柱的一侧对称设有限制块,所述驱动轴的一端设有限制槽,所述限制块与所述限制槽相匹配,所述限制块由橡胶制作而成,所述限制块与所述限制槽匹配连接。
优选的,所述操作平台的顶部设有限制结构,所述限制结构包括限制架,所述限制架可拆卸安装在所述操作平台的顶部,所述限制架的一侧设有贯穿槽,所述限制架的顶部安装转动块,所述转动块的一端可拆卸安装第二螺旋轴,所述第二螺旋轴螺旋贯穿所述限制架的顶部,延伸轴承连接限制板,所述限制板两侧滑动连接所述贯穿槽的两侧,所述限制板的底部设有弧形槽,所述弧形槽与镀锡丝相匹配,用于夹紧镀锡丝。
3.有益效果
与现有技术相比,本发明的有益效果是:
1、本发明通过限制结构对镀锡丝进行位置限制,通过收卷装置对镀锡丝进行收卷,通过伸缩结构的配合,均匀的收卷镀锡丝;
2、本发明通过夹持结构对镀锡丝进行夹持固定,通过收卷槽进行初步收卷,然后通过伸缩结构的配合,使得镀锡丝可以更加均匀的收卷在收卷柱中;
3、本发明通过对收卷柱进行可拆卸设计,当一个收卷柱收卷完全后,可以更方便的进行下一个收卷柱的替换。
附图说明
图1为本发明结构示意图;
图2为本发明收卷柱结构示意图;
图3为本发明连接柱、收卷槽、限制块结构示意图;
图4为本发明夹持结构示意图;
图5为本发明限制结构示意图。
图中:1、操作平台;2、收卷装置;21、支撑块;22、第一电动伸缩杆;23、支撑架;24、第一电机;25、收卷柱;251、第一收卷块;252、第二收卷块;253、放置槽;3、伸缩结构;31、第二电动伸缩杆;32、推动板;33、连接柱;4、夹持结构;41、第一夹持块;42、第二夹持块;43、转动把手;44、第一螺旋轴;45、第一夹紧块;46、收卷槽;5、限制块;6、限制结构;61、限制架;62、转动块;63、第二螺旋轴;64、限制板。
具体实施方式
下面将结合本发明实施例中附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得的所有其它实施例,都属于本发明保护的范围。
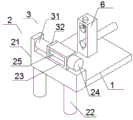
实施例,请参阅图1-5,本发明提供一种技术方案:全自动镀锡丝生产收卷设备,包括操作平台1,所述操作平台1的一侧设有收卷装置2,所述收卷装置2包括支撑块21,所述支撑块21呈“L”型,所述支撑块21滑动安装在所述操作平台1的一侧,所述支撑块21的底部对称可拆卸安装第一电动伸缩杆22,两个所述第一电动伸缩杆22安装在加工区,所述收卷装置2的顶部一侧设有伸缩结构3;
在本实施例中,通过收卷装置2对镀锡丝进行收卷,通过伸缩结构3运行,实现对镀锡丝进行均匀收卷。
实施例,请参阅图1,所述支撑块21的顶部滑动安装支撑架23,所述支撑架23呈“C”型,所述支撑架23的一侧设有第一电机24,所述第一电机24滑动安装在所述支撑块21的顶部,所述第一电机24的驱动轴贯穿所述支撑架23的一侧连接收卷柱25,所述收卷柱25的一侧连接所述伸缩结构3;
在本实施例中,通过驱动第一电机24运行,使得驱动轴带动收卷柱25进行转动,进而对镀锡丝进行收卷。
实施例,请参阅图1,所述伸缩结构3包括第二电动伸缩杆31,所述第二电动伸缩杆31的一端可拆卸安装在所述支撑块21的一侧,所述第二电动伸缩杆31的一端可拆卸连接推动板32,所述推动板32可拆卸连接所述支撑架23,所述推动板32的一侧轴承安装连接柱33,所述连接柱33的一侧螺旋连接收卷柱25;
在本实施例中,通过收卷柱25转动进行收卷时,控制第二电动伸缩杆31进行匀速伸缩,使得推动板32带动连接柱33匀速运动,进而使得收卷柱25进行匀速运动,已达到对镀锡丝进行均匀收卷的作用。
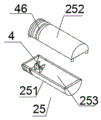
实施例,请参阅图2,所述收卷柱25包括第一收卷块251,所述第一收卷块251可拆卸连接第二收卷块252,所述第一收卷块251的顶部对称安装连接槽,所述第二收卷块252的底部对称安装固定柱,所述固定柱为橡胶制成,所述固定柱与所述连接槽相匹配,使得第一收卷块251与第二收卷块252相互可拆卸连接,所述第一收卷块251与所述第二收卷块252呈半圆柱块,所述第一收卷块251的顶部设有放置槽253。
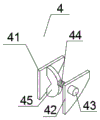
实施例,请参阅图2-4,所述第一收卷块251的顶部设有夹持结构4,所述夹持结构4包括第一夹持块41,所述第一夹持块41固定安装在所述放置槽253的顶部一侧,所述第一夹持块41的一侧设有第二夹持块42,所述第二夹持块42可拆卸安装在所述放置槽253的顶部,所述第二夹持块42的一侧安装转动把手43,所述转动把手43的一端可拆卸连接第一螺旋轴44,所述第一螺旋轴44的一端轴承安装第一夹紧块45,所述第一夹紧块45的一侧设有V型槽,用于夹紧镀锡丝,所述收卷柱25的外壁设有收卷槽46,所述收卷槽46的一侧设有贯穿孔;
在本实施例中,将镀锡丝通过贯穿孔进入到第一收卷块251中,通过使转动把手43转动,进而带动第一螺旋轴44转动,使得第一螺旋轴44移动,进而带动第一夹紧块45移动,对镀锡丝进行夹紧。
实施例,请参阅图3,所述收卷柱25的一侧对称设有限制块5,所述驱动轴的一端设有限制槽,所述限制块5与所述限制槽相匹配,所述限制块5由橡胶制作而成,所述限制块5与所述限制槽匹配连接;
在本实施例中,通过设计限制块5使得第一电机24运行,可以通过驱动轴带动收卷柱25转动,进行收卷。
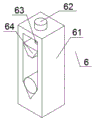
实施例,请参阅图5,所述操作平台1的顶部设有限制结构6,所述限制结构6包括限制架61,所述限制架61可拆卸安装在所述操作平台1的顶部,所述限制架61的一侧设有贯穿槽,所述限制架61的顶部安装转动块62,所述转动块62的一端可拆卸安装第二螺旋轴63,所述第二螺旋轴63螺旋贯穿所述限制架61的顶部,延伸轴承连接限制板64,所述限制板64两侧滑动连接所述贯穿槽的两侧,所述限制板64的底部设有弧形槽,所述弧形槽与镀锡丝相匹配,所述弧形槽的底部可拆卸安装缓冲垫,防止对镀锡丝造成损伤,所述贯穿槽的底部设有V型槽,为了适应不同直径的镀锡丝;
在本实施例中,通过使转动块62转动,带动第二螺旋轴63移动,使得限制板64向下移动,对镀锡丝进行限制。
工作原理:本发明通过将镀锡丝穿过贯穿槽,放置在V型槽上,通过转动块62转动,使得第二螺旋轴63向下移动,进而带动限制板64向下移动,对镀锡丝进行夹持限定,然后将镀锡丝的一端穿过贯穿孔,到达放置槽253,然后控制转动把手43转动,使得第一螺旋轴44转动,使得第一螺旋轴44带动第一夹紧块45对镀锡丝进行夹紧固定;
通过控制第一电机24运行,带动收卷柱25转动,使得镀锡丝收卷槽46进行第一圈缠绕,然后通过控制第二电动伸缩杆31匀速伸缩,配合第一电机24的匀速转动,实现对镀锡丝的均匀收卷。
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应在本发明的保护范围之内。
Claims (7)
1.全自动镀锡丝生产收卷设备,包括操作平台(1),其特征在于:所述操作平台(1)的一侧设有收卷装置(2),所述收卷装置(2)包括支撑块(21),所述支撑块(21)呈“L”型,所述支撑块(21)滑动安装在所述操作平台(1)的一侧,所述支撑块(21)的底部对称可拆卸安装第一电动伸缩杆(22),所述收卷装置(2)的顶部一侧设有伸缩结构(3)。
2.根据权利要求1所述的全自动镀锡丝生产收卷设备,其特征在于:所述支撑块(21)的顶部滑动安装支撑架(23),所述支撑架(23)呈“C”型,所述支撑架(23)的一侧设有第一电机(24),所述第一电机(24)滑动安装在所述支撑块(21)的顶部,所述第一电机(24)的驱动轴贯穿所述支撑架(23)的一侧连接收卷柱(25),所述收卷柱(25)的一侧连接所述伸缩结构(3)。
3.根据权利要求2所述的全自动镀锡丝生产收卷设备,其特征在于:所述伸缩结构(3)包括第二电动伸缩杆(31),所述第二电动伸缩杆(31)的一端可拆卸安装在所述支撑块(21)的一侧,所述第二电动伸缩杆(31)的一端可拆卸连接推动板(32),所述推动板(32)可拆卸连接所述支撑架(23),所述推动板(32)的一侧轴承安装连接柱(33),所述连接柱(33)的一侧螺旋连接收卷柱(25)。
4.根据权利要求3所述的全自动镀锡丝生产收卷设备,其特征在于:所述收卷柱(25)包括第一收卷块(251),所述第一收卷块(251)可拆卸连接第二收卷块(252),所述第一收卷块(251)与所述第二收卷块(252)呈半圆柱块,所述第一收卷块(251)的顶部设有放置槽(253)。
5.根据权利要求4所述的全自动镀锡丝生产收卷设备,其特征在于:所述第一收卷块(251)的顶部设有夹持结构(4),所述夹持结构(4)包括第一夹持块(41),所述第一夹持块(41)固定安装在所述放置槽(253)的顶部一侧,所述第一夹持块(41)的一侧设有第二夹持块(42),所述第二夹持块(42)可拆卸安装在所述放置槽(253)的顶部,所述第二夹持块(42)的一侧安装转动把手(43),所述转动把手(43)的一端可拆卸连接第一螺旋轴(44),所述第一螺旋轴(44)的一端轴承安装第一夹紧块(45),所述收卷柱(25)的外壁设有收卷槽(46),所述收卷槽(46)的一侧设有贯穿孔。
6.根据权利要求4所述的全自动镀锡丝生产收卷设备,其特征在于:所述收卷柱(25)的一侧对称设有限制块(5),所述驱动轴的一端设有限制槽,所述限制块(5)与所述限制槽相匹配,所述限制块(5)由橡胶制作而成,所述限制块(5)与所述限制槽匹配连接。
7.根据权利要求1所述的全自动镀锡丝生产收卷设备,其特征在于:所述操作平台(1)的顶部设有限制结构(6),所述限制结构(6)包括限制架(61),所述限制架(61)可拆卸安装在所述操作平台(1)的顶部,所述限制架(61)的一侧设有贯穿槽,所述限制架(61)的顶部安装转动块(62),所述转动块(62)的一端可拆卸安装第二螺旋轴(63),所述第二螺旋轴(63)螺旋贯穿所述限制架(61)的顶部,延伸轴承连接限制板(64),所述限制板(64)两侧滑动连接所述贯穿槽的两侧。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111158565.9A CN113772485A (zh) | 2021-09-30 | 2021-09-30 | 全自动镀锡丝生产收卷设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111158565.9A CN113772485A (zh) | 2021-09-30 | 2021-09-30 | 全自动镀锡丝生产收卷设备 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN113772485A true CN113772485A (zh) | 2021-12-10 |
Family
ID=78854653
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202111158565.9A Pending CN113772485A (zh) | 2021-09-30 | 2021-09-30 | 全自动镀锡丝生产收卷设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113772485A (zh) |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN207061466U (zh) * | 2017-07-12 | 2018-03-02 | 深圳市新旭龙通信实业有限公司 | 一种电缆放线装置 |
| CN207738227U (zh) * | 2018-01-20 | 2018-08-17 | 保定沐泽铜材有限公司 | 一种漆包线收卷装置 |
| CN207738215U (zh) * | 2017-12-07 | 2018-08-17 | 泰兴市嵘鑫氟塑制品有限公司 | 一种纺织加工用绕线机构 |
| CN210594651U (zh) * | 2019-09-06 | 2020-05-22 | 瑞昌市瑞祥照明科技有限公司 | 一种led灯带生产用成品测试收卷设备 |
| CN210710094U (zh) * | 2019-08-05 | 2020-06-09 | 池商楠 | 一种电线传送收卷装置 |
| CN210763668U (zh) * | 2019-11-05 | 2020-06-16 | 武汉新辰科技有限公司 | 一种具有线头固定结构的电缆收卷装置 |
| CN211664404U (zh) * | 2020-03-10 | 2020-10-13 | 林彩燕 | 一种电网建设工程用微型牵张机 |
| JP2021029097A (ja) * | 2019-08-09 | 2021-02-25 | 朱暁鳳 | 電線やケーブルの検査収集装置 |
| CN212893202U (zh) * | 2020-08-28 | 2021-04-06 | 福州捷锐电子有限公司 | 一种电缆线材用收卷装置 |
-
2021
- 2021-09-30 CN CN202111158565.9A patent/CN113772485A/zh active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN207061466U (zh) * | 2017-07-12 | 2018-03-02 | 深圳市新旭龙通信实业有限公司 | 一种电缆放线装置 |
| CN207738215U (zh) * | 2017-12-07 | 2018-08-17 | 泰兴市嵘鑫氟塑制品有限公司 | 一种纺织加工用绕线机构 |
| CN207738227U (zh) * | 2018-01-20 | 2018-08-17 | 保定沐泽铜材有限公司 | 一种漆包线收卷装置 |
| CN210710094U (zh) * | 2019-08-05 | 2020-06-09 | 池商楠 | 一种电线传送收卷装置 |
| JP2021029097A (ja) * | 2019-08-09 | 2021-02-25 | 朱暁鳳 | 電線やケーブルの検査収集装置 |
| CN210594651U (zh) * | 2019-09-06 | 2020-05-22 | 瑞昌市瑞祥照明科技有限公司 | 一种led灯带生产用成品测试收卷设备 |
| CN210763668U (zh) * | 2019-11-05 | 2020-06-16 | 武汉新辰科技有限公司 | 一种具有线头固定结构的电缆收卷装置 |
| CN211664404U (zh) * | 2020-03-10 | 2020-10-13 | 林彩燕 | 一种电网建设工程用微型牵张机 |
| CN212893202U (zh) * | 2020-08-28 | 2021-04-06 | 福州捷锐电子有限公司 | 一种电缆线材用收卷装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN210506547U (zh) | 一种阴极辊铜箔剥离水洗装置 | |
| CN111644798A (zh) | 一种变压器引脚焊接设备 | |
| CN113772485A (zh) | 全自动镀锡丝生产收卷设备 | |
| CN208450886U (zh) | 一种用于电缆生产的钢带自动点焊装置 | |
| CN213857166U (zh) | 一种铁塔生产车间用板材批量打孔设备 | |
| CN108545552A (zh) | 一种电工用电线绕线装置 | |
| CN215248558U (zh) | 一种焊带涂锡机焊带收卷装置 | |
| CN212434342U (zh) | 一种自动高速绞线机的绞线装置 | |
| CN212598504U (zh) | 一种软排线自动折弯切断设备 | |
| CN216487493U (zh) | 一种用于电缆生产的叉式绞线机的放线装置 | |
| CN220867488U (zh) | 一种用于热镀锌加工的输送设备 | |
| CN113118494A (zh) | 一种铜加工用铜管钻孔装置 | |
| CN210921056U (zh) | 一种可多向旋转的洗墙灯 | |
| CN220253030U (zh) | 一种电压互感器接线柱 | |
| CN216390438U (zh) | 一种用于电力安装的h型线夹 | |
| CN216355785U (zh) | 一种电力工程施工用安装支架 | |
| CN219731099U (zh) | 一种半导体电镀装置 | |
| CN210403356U (zh) | 一种用于电缆加工的管式绞线机 | |
| CN212664765U (zh) | 一种热镀锌钢丝加工用拉伸装置 | |
| CN213737991U (zh) | 一种镀锡丝自动收卷装置 | |
| CN208814408U (zh) | 一种电缆加工用的铜芯龙门放线架装置 | |
| CN211625973U (zh) | 一种电子配件加工用电子配件干燥装置 | |
| CN217883165U (zh) | 一种双股线定子绕线机 | |
| CN217291065U (zh) | 一种电力钢杆加工用焊接设备 | |
| CN218424972U (zh) | 一种高原专用蔬菜棚钢管折弯装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20211210 |
|
| RJ01 | Rejection of invention patent application after publication |