CN113683045B - 一种多工位吹灌封设备 - Google Patents
一种多工位吹灌封设备 Download PDFInfo
- Publication number
- CN113683045B CN113683045B CN202111132142.XA CN202111132142A CN113683045B CN 113683045 B CN113683045 B CN 113683045B CN 202111132142 A CN202111132142 A CN 202111132142A CN 113683045 B CN113683045 B CN 113683045B
- Authority
- CN
- China
- Prior art keywords
- die
- assembly
- filling
- ampoule
- adjusting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000003708 ampul Substances 0.000 claims abstract description 155
- 238000011049 filling Methods 0.000 claims abstract description 139
- 239000000084 colloidal system Substances 0.000 claims abstract description 65
- 238000000465 moulding Methods 0.000 claims abstract description 51
- 230000007246 mechanism Effects 0.000 claims abstract description 50
- 238000007789 sealing Methods 0.000 claims abstract description 49
- 239000007788 liquid Substances 0.000 claims abstract description 34
- 239000003814 drug Substances 0.000 claims abstract description 28
- 238000007664 blowing Methods 0.000 claims abstract description 25
- 238000012856 packing Methods 0.000 claims abstract description 25
- 238000009826 distribution Methods 0.000 claims abstract description 20
- 239000000155 melt Substances 0.000 claims abstract description 18
- 238000005538 encapsulation Methods 0.000 claims abstract description 14
- 238000001125 extrusion Methods 0.000 claims description 87
- 239000003292 glue Substances 0.000 claims description 55
- 238000007493 shaping process Methods 0.000 claims description 21
- 230000001105 regulatory effect Effects 0.000 claims description 20
- 230000001360 synchronised effect Effects 0.000 claims description 20
- 238000003825 pressing Methods 0.000 claims description 18
- 230000005540 biological transmission Effects 0.000 claims description 10
- 238000000071 blow moulding Methods 0.000 claims description 9
- 230000001276 controlling effect Effects 0.000 claims description 8
- 230000008859 change Effects 0.000 claims description 3
- 238000012958 reprocessing Methods 0.000 claims description 2
- 238000004382 potting Methods 0.000 claims 4
- 238000004519 manufacturing process Methods 0.000 description 28
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 26
- 239000001301 oxygen Substances 0.000 description 26
- 229910052760 oxygen Inorganic materials 0.000 description 26
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 18
- 238000001514 detection method Methods 0.000 description 18
- 150000001875 compounds Chemical class 0.000 description 15
- 239000004033 plastic Substances 0.000 description 13
- 229920003023 plastic Polymers 0.000 description 13
- 239000007789 gas Substances 0.000 description 12
- 230000002457 bidirectional effect Effects 0.000 description 10
- 229910052757 nitrogen Inorganic materials 0.000 description 9
- 230000009471 action Effects 0.000 description 7
- 230000000694 effects Effects 0.000 description 6
- 238000012371 Aseptic Filling Methods 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 230000004048 modification Effects 0.000 description 4
- 238000012986 modification Methods 0.000 description 4
- 239000007921 spray Substances 0.000 description 4
- 230000005484 gravity Effects 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- 239000012943 hotmelt Substances 0.000 description 3
- 230000000149 penetrating effect Effects 0.000 description 3
- 238000001816 cooling Methods 0.000 description 2
- 125000004122 cyclic group Chemical group 0.000 description 2
- 238000007599 discharging Methods 0.000 description 2
- 238000005265 energy consumption Methods 0.000 description 2
- 239000011261 inert gas Substances 0.000 description 2
- 238000001746 injection moulding Methods 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 238000012544 monitoring process Methods 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 238000009751 slip forming Methods 0.000 description 2
- 238000001179 sorption measurement Methods 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000036760 body temperature Effects 0.000 description 1
- 238000003763 carbonization Methods 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 230000002035 prolonged effect Effects 0.000 description 1
- 238000012797 qualification Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000000523 sample Substances 0.000 description 1
- 238000011064 split stream procedure Methods 0.000 description 1
- 230000007480 spreading Effects 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 238000007666 vacuum forming Methods 0.000 description 1
Images














Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67C—CLEANING, FILLING WITH LIQUIDS OR SEMILIQUIDS, OR EMPTYING, OF BOTTLES, JARS, CANS, CASKS, BARRELS, OR SIMILAR CONTAINERS, NOT OTHERWISE PROVIDED FOR; FUNNELS
- B67C7/00—Concurrent cleaning, filling, and closing of bottles; Processes or devices for at least two of these operations
- B67C7/0073—Sterilising, aseptic filling and closing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B3/00—Packaging plastic material, semiliquids, liquids or mixed solids and liquids, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B3/003—Filling medical containers such as ampoules, vials, syringes or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67C—CLEANING, FILLING WITH LIQUIDS OR SEMILIQUIDS, OR EMPTYING, OF BOTTLES, JARS, CANS, CASKS, BARRELS, OR SIMILAR CONTAINERS, NOT OTHERWISE PROVIDED FOR; FUNNELS
- B67C3/00—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus; Filling casks or barrels with liquids or semiliquids
- B67C3/02—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus
- B67C3/22—Details
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67C—CLEANING, FILLING WITH LIQUIDS OR SEMILIQUIDS, OR EMPTYING, OF BOTTLES, JARS, CANS, CASKS, BARRELS, OR SIMILAR CONTAINERS, NOT OTHERWISE PROVIDED FOR; FUNNELS
- B67C3/00—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus; Filling casks or barrels with liquids or semiliquids
- B67C3/02—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus
- B67C3/22—Details
- B67C3/26—Filling-heads; Means for engaging filling-heads with bottle necks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67C—CLEANING, FILLING WITH LIQUIDS OR SEMILIQUIDS, OR EMPTYING, OF BOTTLES, JARS, CANS, CASKS, BARRELS, OR SIMILAR CONTAINERS, NOT OTHERWISE PROVIDED FOR; FUNNELS
- B67C3/00—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus; Filling casks or barrels with liquids or semiliquids
- B67C3/02—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus
- B67C3/22—Details
- B67C2003/227—Additional apparatus related to blow-moulding of the containers, e.g. a complete production line forming filled containers from preforms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67C—CLEANING, FILLING WITH LIQUIDS OR SEMILIQUIDS, OR EMPTYING, OF BOTTLES, JARS, CANS, CASKS, BARRELS, OR SIMILAR CONTAINERS, NOT OTHERWISE PROVIDED FOR; FUNNELS
- B67C7/00—Concurrent cleaning, filling, and closing of bottles; Processes or devices for at least two of these operations
- B67C7/0006—Conveying; Synchronising
- B67C2007/006—Devices particularly adapted for container filling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67C—CLEANING, FILLING WITH LIQUIDS OR SEMILIQUIDS, OR EMPTYING, OF BOTTLES, JARS, CANS, CASKS, BARRELS, OR SIMILAR CONTAINERS, NOT OTHERWISE PROVIDED FOR; FUNNELS
- B67C7/00—Concurrent cleaning, filling, and closing of bottles; Processes or devices for at least two of these operations
- B67C7/0006—Conveying; Synchronising
- B67C2007/0066—Devices particularly adapted for container closing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/10—Greenhouse gas [GHG] capture, material saving, heat recovery or other energy efficient measures, e.g. motor control, characterised by manufacturing processes, e.g. for rolling metal or metal working
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Basic Packing Technique (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
Abstract
本发明公开了一种多工位吹灌封设备,包括:挤出机,所述挤出机用于传输熔融态胶体;熔体分配机构,所述熔体分配机构用于连接挤出机与多组成型灌封系统;成型灌封系统,所述成型灌封系统至少设置有2组,所述成型灌封系统呈直线设置且所述成型灌封系统用于胶筒成型制成安瓿瓶,并用于安瓿瓶的药液灌装以及封口,具有实现多个工位同时进行安瓿瓶的灌封工作,提高了安瓿瓶的产能。
Description
技术领域
本发明涉及安瓿瓶灌装的技术领域,特别地,涉及一种多工位吹灌封设备。
背景技术
吹灌封(BFS)无菌灌装生产工艺是一种已知的用于生产经制瓶灌装并封口的无菌产品的生产工艺。吹灌封(BFS)无菌灌装生产工艺大体包括塑料坯的加热熔融并挤出管坯、能开合的主模、截取塑料坯、塑料坯吹气或真空成形、向瓶内定量灌注内容物、瓶头密封、出瓶等步骤。由于吹灌封(BFS)无菌灌装生产工艺可最大限度地保障内容物免受外界环境污染,因此受到了广泛关注,特别是在对最终产品有无菌要求的医药行业中有非常重要的应用。
现有的吹灌封设备在进行生产时,只能进行单个工位的工作,产能太低,无法满足现有的市场需求。
针对上述现有技术的缺陷,本发明提供一种多工位吹灌封设备。
发明内容
本发明提供了一种多工位吹灌封设备,以解决现有的吹灌封设备在进行生产时,只能进行单个工位的工作,产能太低,无法满足现有的市场需求的技术问题。
根据本发明的一个方面,提供一种多工位吹灌封设备,包括:
挤出机,所述挤出机用于传输熔融态胶体;
熔体分配机构,所述熔体分配机构用于连接挤出机与多组成型灌封系统;
成型灌封系统,所述成型灌封系统至少设置有2组,所述成型灌封系统呈直线设置且所述成型灌封系统用于胶筒成型制成安瓿瓶,并用于安瓿瓶的药液灌装以及封口。
通过采用上述技术方案,挤出机将现有的塑料原料加热至熔融态,通过挤出机的出口端的熔体分配机构连接多个成型灌封系统进行工作,通过熔体分配机构对挤出机输出的胶体进行分流,并在熔体分配机构的作用下对进入成型灌封系统内的胶体流量进行控制,使得多个成型灌封系统内的胶体传输流量一致,从而保证了多个成型灌封系统在同时生产安瓿瓶时提高了安瓿瓶的合格率,具有实现多个工位同时进行安瓿瓶的灌封工作,提高了安瓿瓶的产能且多个成型灌封系统共用一套灌装系统;共用一套挤出系统;共用一套电气控制系统,共用真空系统,共用液压系统,冷却系统、药液过滤管路系统等等,具有节约成本,降低能耗,降低占地面积的效果。
进一步地,所述成型灌封系统包括灌封机、挤出头以及成型模具;
所述灌封机用于对成型的安瓿瓶进行灌输药液;
所述挤出头用于对胶体初步成型胶筒并进行胶筒的传输;
所述成型模具用于对胶筒进行再次加工并形成安瓿瓶以及对灌装完药液的安瓿瓶进行封口。
通过采用上述技术方案,在对安瓿瓶进行生产时,通过挤出头传输胶筒至成型模具中,通过灌封机对安瓿瓶进行灌装药液,将灌装完成的安瓿瓶随成型模具下移并开模,通过将成型模具开模上移至胶筒处并合模完成安瓿瓶的瓶身,再经灌封机对新的安瓿瓶进行灌装药液,将同步夹持机构打开通过升降组件驱使夹持组件上移至成型模具的下方对新的安瓿瓶的尾端进行夹紧,进而循环操作进行安瓿瓶的灌封,且灌封机、挤出头与成型模具直线型移动,提高了工作效率。
进一步地,所述成型灌装系统均处于同一平面设置。
通过采用上述技术方案,将成型灌装系统沿同一平面设置,使得多个成型灌装系统在挤出机的输出端均匀排布,方便了吹灌封设备的安装,且在吹灌封设备损坏时可以集中维修。
进一步地,处于同一挤出头上的成型灌装系统沿熔体分配机构呈左右对称排布。
通过采用上述技术方案,在同一个吹灌封设备上的成型灌装系统沿熔体分配机构的两侧对称排布,通过将成型灌装系统沿熔体分配机构的两侧对称分布,使得熔体分配机构将胶体传输道成型灌装系统的路径一致,避免成型灌装系统不能同步进胶成型。
进一步地,处于同一挤出头上的成型灌封系统,沿熔体分配机构呈左右错位排布。
通过采用上述技术方案,在设置多个成型灌装系统时,通过熔体分配机构连接挤出机与成型灌装系统,将多个成型灌装系统沿熔体分配机构左右错开排布,可以节省空间位置,方便多组成型灌装系统均匀排布。
进一步地,熔体分配机构包括:
主管,所述主管连接挤出机并进行传输胶体;
分支系统,所述分支系统设置于所述主管的端部,所述分支系统连接至少两个的挤出头,所述分支系统用于调节所述主管传输胶体的出胶量。
通过采用上述技术方案,通过熔体分配机构将挤出机内的熔融态胶体沿主管经分支系统传输至多个成型灌装系统,通过将挤出机连接多个成型灌装系统进行同时工作,大大提高了药液安瓿瓶的生产效率,提高了产能。
进一步地,所述挤出头上还设置有安瓿瓶内壁温度检测机构,所述安瓿瓶内壁温度检测机构包括温度检测组件,所述温度检测组件用于对成型的安瓿瓶内壁进行温度检测,并用于判定成型完的安瓿瓶是否满足灌装条件。
通过采用上述技术方案,在对瓶身模具中的安瓿瓶进行温度检测时,通过将灌装针伸入至安瓿瓶内,通过微型温度传感器进行检测安瓿瓶的内壁温度,将温度数值传输至无线温度采集仪上进行观察,通过判定安瓿瓶的内壁温度是否满足小于60℃这个条件进而进行药液的灌装,具有对安瓿瓶药液灌装是否满足灌装温度进行实时监测的效果。
进一步地,所述挤出头内还设置有胶筒厚薄调节机构,所述胶筒厚薄调节机构包括:
调节组件,所述调节组件设置于所述下压板以及所述模芯板上,所述调节组件沿所述下压板底部移动并用于调节所述模腔的出料口大小;
驱动组件,所述驱动组件连接所述调节组件并用于驱使所述调节组件沿所述下压板底部移动。
通过采用上述技术方案,在对挤出机内的胶体进行传输时,通过挤出头将胶体传输并控制胶体壁形成多组胶筒流落至成型模具中,通过胶体沿着模芯板与上压板以及下压板之间模腔进行流落,经调节板与导块控制胶筒的壁厚,将胶筒的壁厚控制在满足生产需求的范围,进而固定调节板保证调节板与导块之间的间隙满足胶筒的壁厚,从而实现胶筒的壁厚调节。
进一步地,所述成型模具包括头部模具与瓶身模具,所述头部模具与所述瓶身模具连接,所述头部模具与所述瓶身模具上还设置有平衡式合模机构,所述平衡式合模机构用于稳定驱使所述头部模具以及所述瓶身模具合模。
通过采用上述技术方案,通过瓶身模具对安瓿瓶的瓶身进行挤压成型,经头部模具对安瓿瓶的瓶头进行挤压成型,通过平衡式合模机构对头部模具以及瓶身模具分别进行合模,先对瓶身模具进行合模完成安瓿瓶的瓶身,通过灌装机对安瓿瓶内进行灌装药液,再通过平衡式合模机构对头部模具进行合模完成安瓿瓶的封装,具有实现灌封一体化操作的效果。
进一步地,所述平衡式合模机构包括:
推动组件,所述推动组件用于推动所述头部模具以及所述瓶身模具合模;
平衡组件,所述平衡组件用于连接所述推动组件以便于所述推动组件直行推动所述头部模具与所述瓶身模具合模。
通过采用上述技术方案,在将挤出头内的胶筒流落至成型模具中时,通过瓶身模板在第一合模油缸的推动进行合模成型完成安瓿瓶的瓶身,将灌装针伸入至安瓿瓶瓶身内进行灌装药液,通过第二合模油缸驱使头部模板合模完成安瓿瓶的瓶头成型,从而完成安瓿瓶的药液灌封,以及保证了成型模具的稳定合模,且减少了第二合模油缸的步进距离减少了能耗,合模行程短,提高了合模精度,提高了安瓿瓶成型的速度。
进一步地,所述成型模具底部设置有同步夹持机构,所述同步夹持机构用于安瓿瓶的稳定成型,所述同步夹持机构包括:
夹持组件,所述夹持组件设置于瓶身模具的下方,所述夹持组件用于对瓶身模具中成型的安瓿瓶进行夹紧;
撑开组件,所述撑开组件与所述夹持组件连接并用于将所述夹持组件打开以便于将成型冷却的安瓿瓶;
升降组件,所述升降组件连接所述夹持组件并用于驱使所述夹持组件升降进行重复夹持瓶身模具成型的安瓿瓶。
通过采用上述技术方案,在对成型模具中的安瓿瓶进行夹持移动时,通过步进电机驱使双向螺纹杆转动带动夹持板相向移动将安瓿瓶的底端进行夹紧,将成型模具打开,灌装完成的安瓿瓶与夹持板在升降油缸的作用下下移,且夹持板的下移速度与挤出头内胶筒的自然掉落的速度一致,避免成型后的安瓿瓶在重力的作用下对胶筒进行下拉变形。
本发明具有以下有益效果:
本发明一种多工位吹灌封设备在进行安瓿瓶的药液灌装时,通过挤出机将塑料原件加热至熔融态,通过挤出机端部的熔体分配机构,将熔融态的胶体传递至多个成型灌装系统中,经挤出头进行胶体的初步成型,通过挤出头内的模腔控制胶体的流量并在挤出头的出料口自然流落制成胶筒,根据生产的需求通过调节组件进行控制胶筒的壁厚,将胶筒传递至成型模具中,通过第一合模油缸推动移动模板相向移动将瓶身模具合模完成安瓿瓶的瓶身,通过灌封机上的灌装针对安瓿瓶进行灌装药液完成安瓿瓶的灌装,通过第二合模油缸驱使头部模板合模完成安瓿瓶的瓶头,从而完成安瓿瓶的灌装密封,在完成安瓿瓶的灌封后经同步夹持机构将安瓿瓶夹持移动,通过灌封机与挤出头的位置不变且灌封机上的灌装针穿射过挤出头并抵接在胶筒内,通过伺服推杆驱使成型模具夹持胶筒并对胶筒挤压成型,并经灌装针进行灌装药液,通过成型模具下移合模将灌装针移出成型模具,通过同步夹持机构夹持成型的安瓿瓶运输,并随挤出机内的胶筒同步移动待胶筒移动,通过伺服推杆驱使成型模具上移将胶筒夹持并继续挤压成型依此循环进行安瓿瓶的挤压灌装成型,从而实现多个工位同时工作提高了安瓿瓶灌装的效率。
除了上面所描述的目的、特征和优点之外,本发明还有其它的目的、特征和优点。下面将参照图,对本发明作进一步详细的说明。
附图说明
构成本申请的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
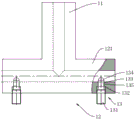
图1是本发明优选实施例的整体结构示意图;
图2是图1挤出头沿宽度方向的轴线截面图;
图3是图1中的挤出头的结构图;
图4是图1中的成型模具的结构图;
图5是图1中的成型灌装系统的结构图;
图6图2中的下料分流管的结构示意图;
图7是图1中主管的中轴线截面图;
图8是图7中的部分结构示意图;
图9是图1中主管沿调节柱轴线位置的截面图;
图10图2中温度检测组件的结构示意图;
图11是图2中的氧气浓度检测组件结构示意图;
图12是图11中的气体输送装置的结构示意图;
图13是图1中的同步夹持机构的结构示意图;
图14是作为图13中的同步夹持机构变形的结构示意图;
图15是图13中的同步夹持机构的侧向示意图。
图例说明:
1、挤出机;11、主管;12、分支系统;121、分支管;13、调控组件;131、调节柱;132、螺纹槽;133、通孔;134、球块;135、圆柱块;136、缓冲块;2、挤出头;21、模座;211、上压板;212、下压板;213、空间板;214、紧固组件;2141、紧固螺钉;215、进料座;22、主流管;23、分流组件;231、一级分流部;2311、U形管;232、二级分流部;2321、分流管;24、模芯组件;241、模芯板;242、缓冲部;2421、第一凸起;2422、第二凸起;243、模腔;25、温度检测组件;251、微型温度传感器;26、调节组件;261、第一调节部;2611、调节板;2612、导向板;2613、导块;262、第二调节部;2621、调节块;27、驱动组件;271、第一驱动部;2711、第一驱动螺钉;2712、调节螺钉;272、第二驱动部;2721、第二驱动螺钉;28、氧浓度检测组件;281、在线氧气检测仪;282、气体输送装置;2821、氮气瓶;2822、过滤器;2823、输气管;2824、分管;29、温度控制组件;291、温控接头;3、灌封机;31、灌装针;4、成型模具;41、头部模具;411、头部模板;42、瓶身模具;423、瓶身模板;43、推动组件;431、第一推动部;4311、第一合模油缸;432、第二推动部;4321、第二合模油缸;44、平衡组件;441、拉杆;45、固定模板;46、移动模板;5、同步夹持机构;51、夹持组件;511、夹持板;512、挡板;52、撑开组件;521、升降板;522、双向螺纹杆;523、步进电机;53、升降组件;531、升降架;532、升降油缸;533、水平传感器;54、夹持部;541、第一夹板;542、第二夹板;55、撑开部;551、撑开气缸;552、第一撑开齿条;553、第二撑开齿条;554、同步齿轮;555、支撑架;56、升降部;561、升降杆;562、传动轮;563、传送带;564、滑动板;565、滑轨;566、驱动电机。
具体实施方式
以下结合附图对本发明的实施例进行详细说明,但是本发明可以由下述所限定和覆盖的多种不同方式实施。
实施例1
如图1、图2所示,本实施例公开一种多工位吹灌封设备,包括挤出机1与成型灌装系统以及熔体分配机构,成型灌封系统至少设置为2组,通过熔体分配机构连接多组成型灌封系统以及挤出机1,将挤出机1内的胶体进行分流传输至各个成型灌封系统内。挤出机1将胶体热熔后传输至成型灌装系统内,通过成型灌装系统进行安瓿瓶的成型、灌装以及密封。成型灌装系统包括灌封机3、挤出头2以及成型模具4,通过挤出头2将胶体成型胶筒并运输至成型模具4中进行安瓿瓶的成型,通过灌封机3对成型的安瓿瓶进行药液的灌装,实现机械一体化生产,提高了灌装安瓿瓶的产能。
参照图1、图2、图3,挤出头2,包括模座21与进料座215、上压板211与下压板212以及模芯组件24与紧固组件214,模座21与进料座215连接,进料座215连接在挤出机1的出料端,通过进料座215将胶体传输至挤出头2内进行预成型处理。在模座21上设置有上压板211与下压板212,模芯组件24设置在上压板211与下压板212之间,通过上压板211与下压板212对模芯组件24进行安装,通过模座21上的紧固组件214对模芯组件24进行固定安装。
参照图1、图2、图6,为了控制挤出机1内胶体在进料座215内的传输流量在进料座215内设置进料组件,在进料组件的作用下控制胶体在进料座215内的传输流量。进料组件包括下料分流管,下料分流管包括主流管22与分流组件23,在进行塑料安瓿瓶的吹塑灌装时,通过挤出机1进行加热塑料,经挤出机1输送热熔状胶体,将胶体传递至主流管22处,经分流组件23对主流管22传递的胶体及逆行分流处理,并将胶体输送至挤出头2的两侧进行进胶,将胶体沿着挤出头2的两侧均匀进胶,保证了挤出头2内出胶量的均匀,从而使得胶筒的厚薄一致,实现塑料安瓿瓶的成型。
参照图1、图2、图6,分流组件23包括一级分流部231与二级分流部232,将一级分流部231设置在主流管22的末端,一级分流部231包括U形管2311,将U形管2311的弯折端与主流管22连接,U形管2311的两端呈开口设置,将主流管22传输的胶体一分为二,控制胶体的传输。二级分流部232设置在U形管2311的两端,二级分流部232包括两个分流管2321,分管2824的中间位置与U形管2311的端部连通,分流管2321将U形管2311传输的胶体二分为四进行传输。分流管2321的两侧设置在挤出头2进胶口的两侧,将胶体沿挤出头2进胶口的两侧均匀进料使得挤出头2内胶筒的形状规整符合生产的需求。将分流管2321沿挤出头2宽度方向的轴线对称布设,使得分流管2321内传输的胶体在挤出头2的两侧均匀进料,保证了挤出头2内进胶量的稳定,从而使得胶筒的稳定成型满足生产需求。
参照图1、图2、图6,模芯组件24包括模芯板241,模芯板241设置在上压板211与下压板212之间,通过模芯板241与上压板211以及下压板212之间形成模腔243,通过胶体在模腔243内成型流出形成胶筒。在模腔243的出口处设置调节组件26,通过调节组件26控制流出胶筒的壁厚,调节组件26包括调节块2621,调节板2611设置在下压板212上并沿下压板212移动设置进而调节模腔出口的宽度从而对胶筒的壁厚进行调节,模芯板的下端还设置有导块,通过导块连接穿射过模芯板的灌装针并对灌装针进行导向,使得灌装针稳定穿射入胶筒内,在对胶筒内进行灌装药液时对挤出头内通入无菌的空气或者无菌的惰性气体。
参照图1、图7、图8,熔体分配机构,包括主管11与分支系统12,在对多工位吹灌封设备进行连接,需要将挤出机1热熔的胶体分别传输至至少两个的环形胶筒挤出头2内进行加工胶筒,为了避免各单独工位吹灌封设备之间进胶量不同导致无法同步工作进行塑料安瓿瓶的吹灌封。通过主管11连接挤出机1的出胶口,将主管11末端的分支系统12连接各工位吹灌封设备,在分支系统12的作用下调节出胶量,使得各工位吹灌封设备加工的胶筒满足生产需求。
参照图1、图7、图8,分支系统12包括两个分支管121,分支管121的一端连接主管11另一端连接挤出头2,通过将主管11内的胶体沿着分支管121传递至挤出头2内进行胶筒成型。分支管121沿着主管11呈对称分布。分支管121上设置有调控组件13,在经分支管121传输胶体时,通过分支管121上的调控组件13孔至分支管121上的胶体流量,从而控制胶体传递至挤出头2的进胶量。调控组件13包括调节柱131与螺纹槽132,螺纹槽132设置在分支管121的外壁上,且在螺纹槽132槽底贯穿有通孔133延申至分支管121内壁,将调节柱131与螺纹槽132螺纹连接,将调节柱131端部的调节部沿通孔133伸入至分支管121内对分支管121内的胶体出胶进行控制。调节部包括圆柱块135与球块134,圆柱块135连接在调节柱131的端部并穿入通孔133沿通孔133内壁移动抵接在分支管121内,通过圆柱块135对分支管121的截面进行控制从而改变分支管121的胶体流量传输。将球块134连接在圆柱块135的端部并将球块134抵接在分支管121内进行孔胶体流量的传输,通过球块134端部的弧度,可以减少胶体的吸附,且能大范围的调节出胶量,而且不存在死角,不会存在熔胶炭化现象。将螺纹槽132沿着分支管121的外壁与分支管121的轴线垂直设置,可以方便分支管121的加工。且圆柱块135沿着分支管121的截面圆半径方向布设,减少由于圆柱块135倾斜导致的胶体吸附残留产生熔胶炭化现象。
参照图7、图8、图9,为了减少调节柱131在螺纹槽132内螺旋移动在抵接螺纹槽132槽底时造成抵接磨损,在圆柱块135的外壁上套设有缓冲块136,缓冲块136抵接在调节柱131的端部,在螺旋移动调节柱131时,通过调节柱131驱使缓冲块136与圆柱块135一体移动,在调节柱131螺旋移动带动球块134至终点位置时,通过缓冲块136抵接在调节柱131与螺纹槽132槽底之间,减少调节柱131的螺旋磨损,提高了调节柱131的使用寿命。
参照图1、图10,挤出头2上还设置有温度控制组件29,温度控制组件29包括温控接头291,温控接头291设置在模座21上,通过温控接头291对挤出机1内的温度进行监控并调节,使得胶体在模腔243内的温度达到生产需求,温控接头291在模座21上均匀分布。
参照图1、图2、图3,紧固组件214包括紧固螺钉2141,紧固螺钉2141设置在模座21上,紧固螺钉2141螺纹穿射过模座21并与模芯板241螺纹连接,通过紧固螺钉2141将模芯板241固定在模座21上安装在上压板211与下压板212之间。
参照图1、图2、图3,为了使胶体沿着模腔243顺利流出且弥补胶体的挤出压力损失,将胶体沿着模腔243进料端到模腔243出料端的压力值一致,使得胶体的挤出压力一致。缓冲部242包括第一凸起2421与第二凸起2422,通过将第一凸起2421与第二凸起2422间隔设置,将胶体沿着第一凸起2421传输至第二凸起2422处,通过第一凸起2421与第二凸起2422将胶体沿着模腔243流动并弥补压力损失且减少胶体在模腔243内产生气体,使得挤出头2内成型的胶筒满足生产需求。
参照图1、图2、图6,挤出头2上设置有下料分流管。下料分流管,包括主流管22与分流组件23,在进行塑料安瓿瓶的吹塑灌装时,通过挤出机1进行加热塑料,经挤出机1输送热熔状胶体,将胶体传递至主流管22处,经分流组件23对主流管22传递的胶体及逆行分流处理,并将胶体输送至挤出头2的两侧进行进胶,将胶体沿着挤出头2的两侧均匀进胶,保证了挤出头2内出胶量的均匀,从而使得胶筒的厚薄一致,实现塑料安瓿瓶的成型。
参照图1、图11、图12,挤出头2上还设置有氧气浓度检测机构,氧气浓度检测机构包括挤出机1,挤出机1的出口端设置有挤出头2,挤出头2上设置有灌封机3,灌封机3上设置有灌装针31,挤出头2上设置有氧浓度检测组件,在进行安瓿瓶内灌装药液时,通过氧浓度检测组件对挤出头2内的氧气浓度进行检测,当氧气浓度小于3%时即可对安瓿瓶进行药液灌装。
参照图1、图11、图12,氧浓度检测组件28包括在线氧气检测仪281,将在线氧气检测仪281的探头设置在挤出头2内并沿相邻灌装针31设置,通过在线氧气检测仪281对胶筒附近的氧气浓度实时监测,并将氧浓度监测结果反馈至控制器中,控制器连接报警装置并在氧浓度大于3%进行反馈报警。报警装置包括报警铃,通过报警铃提醒灌装工人此时氧浓度过高不宜灌装药液。
参照图1、图11、图12,为了避免灌装药液时灌装针31处的氧气浓度过高,在挤出头2上设置有气体输送装置282,通过气体输送装置282对挤出头2内输送惰性气体氮气,将灌装针31与氧气隔绝,通过气体输送装置282对挤出头2挤出的待灌装的胶筒进行隔绝氧气,避免胶筒内氧气含量过多导致药液灌装后的安瓿瓶监测不合格,导致无法使用。
参照图1、图11、图12,气体输送装置282包括氮气瓶2821、过滤器2822与输气管2823,过滤器2822连接氮气瓶2821与输气管2823将氮气沿着输气管2823传输至挤出头2上,输气管2823的末端设置有分管2824,分管2824沿着灌装针31的间隙设置并抵接在胶筒处,通过将氮气充满挤出头2,将挤出头2内的氧气排出,通过在线氧气检测仪281进行氧气浓度的检测,通过灌装针31对挤出头2传输至成型模具4上的胶筒进行灌装,并将胶筒压铸成安瓿瓶。
参照图1、图2、图10,挤出机1上还设置有温度检测机构,温度检测机构包括温度检测组件25包括微型温度传感器251,将微型温度传感器251设置在灌装针31的外壁并随灌装针31伸入至安瓿瓶内,通过灌装针31外壁上的微型温度传感器251进行安瓿瓶内壁上的温度检测,将温度信息反馈至无线温度采集仪上进行观察。微型温度传感器251的位置设置在靠近安瓿瓶瓶口的位置处。
参照图1、图2、图10,微型温度传感器251设置1组时,将微型温度传感器251设置在靠近安瓿瓶瓶口的位置处,当微型温度传感器251设置为至少2组时,将微型温度传感器251设置在灌装针31上且沿着灌装针31的外壁布设以及均位于安瓿瓶内进行安瓿瓶的内壁温度检测。通过微型温度传感器251设置在灌装针31上对安瓿瓶内壁进行温度检测,在安瓿瓶内的温度低于60℃时满足药液的灌装要求,此时可进行安瓿瓶的药液灌装。
参照图1、图2、图3,挤出头2内还设置有胶筒厚薄调节机构,胶筒厚薄调节机构包括模座21、上压板211、下压板212、模芯板241,上压板211与下压板212连接并固定在模座21上,通过将模芯板241设置在模座21上且与上压板211与下压板212之间形成模腔243,通过将胶体沿着模腔243移动控制胶筒的壁厚并成型胶筒。
参照图1、图2、图3,下压板212与模芯板241板上设置有调节组件26通过调节组件26控制模腔243出料口胶体的流量,从而控制胶筒的壁厚,并根据成型后胶筒的壁厚尺寸进行调节,使得成型的胶筒壁厚满足生产需求。调节组件26上连接有驱动组件27,通过驱动组件27运转带动调节组件26运转从而控制胶筒的壁厚。
参照图1、图2、图3,调节组件26包括第一调节部261与第二调节部262,第一调节部261调节模腔243出料端沿模座21长度方向的间隙大小,第二调节部262调节模腔243沿模座21宽度方向的间隙大小。第一调节部261包括空间板213、调节板2611与导向板2612以及导块2613,空间板213设置在上压板211一与下压板212之间,空间板213与模芯板241之间形成与与模腔243连通的间隙,空间板213上开设有与模腔243连通的容纳槽,将导向块沿容纳槽滑动设置,下压板212沿长度方向设置有滑槽,调节板2611沿着滑槽移动并调整调节板2611与模芯板241之间的间隙,在模芯板241的下端设置有导块2613,通过导块2613与调节板2611之间形成间隙并将胶体沿着调节板2611与导块2613之间的间隙流出成型胶筒,通过第一调节部261控制调节板2611与导块2613之间的间隙进行控制流出胶筒的壁厚。第二调节部262包括调节块2621,调节块2621设置在下压板212上,并沿下压板212移动,调节块2621沿模芯板241的宽度方向的两侧布设,通过控制调节块2621与模芯板241之间的距离进行控制胶筒的壁厚。调节板2611与导向板2612固定连接一同移动,且导向板2612朝向模芯板241处的端部与调节板2611的端面呈连续设置。
参照图1、图2、图3,驱动组件27包括第一驱动部271与第二驱动部272,第一驱动部271连接调节板与导向板2612用于驱使调节板以及导向板2612移动以便于对胶筒的壁厚进行调节,第二驱动部272设置于下压板212上,第二驱动部272连接调节块并用于驱使调节块移动以便于控制胶筒的壁厚。第一驱动部271包括第一驱动螺钉2711与调节螺钉2712,调节螺钉2712螺纹穿射过空间板213与导向板2612螺纹连接,第一驱动螺钉2711螺纹穿射过下压板212与调节板2611转动连接。第二驱动部272包括第二驱动螺钉2721,第二驱动螺钉2721螺纹穿射过下压板212与调节块2621转动连接。
参照图1、图4,成型模具4包括头部模具41与瓶身模具42,成型模具4中还设置有平衡式合模机构,平衡式合模机构包括推动组件43与平衡组件44,在胶筒传输至成型模具4中时,通过推动组件43驱使瓶身模具42合模将安瓿瓶的瓶身合模,在对安瓿瓶进行灌装药液后通过推动组件43驱使头部模具41合模将安瓿瓶的瓶头合模,从而完成安瓿瓶的灌封。
参照图1、图4,推动组件43包括第一推动部431与第二推动部,第一推动部431驱使瓶身模具42合模,第二驱动部272取数头部模具41合模。在瓶身模具42与头部模具41上设置有平衡组件44,通过平衡组件44驱使头部模具41与瓶身模具42稳定合模。
参照图1、图4,平衡组件44包括拉杆441,拉杆441设置有四个,拉杆441穿射过头部模具41与瓶身模具42,拉杆441设置有四根,通过拉杆441穿射在头部模具41与瓶身模具42上对头部模具41与瓶身模具42进行导向,使得头部模具41与瓶身模具42稳定合模。瓶身模具42包括固定模板45与移动模板46以及瓶身模板423,拉杆441固定连接在固定模板上,并且拉杆441穿射过移动模板46,瓶身模板423固定在移动模板46上,通过第一推动部431驱使移动模板46沿着拉杆441移动,将瓶身模具42合模,在第二推动部的作用下驱使头部模具41合模完成安瓿瓶的成型封装。
参照图1、图4,第一推动部431包括第一合模油缸4311,第一合模油缸4311设置在固定模板45上,第一合模油缸4311的输出端连接在移动模板46上,通过第一合模油缸4311对移动模板46进行推动将瓶身模板423合模完成安瓿瓶的瓶身合模。第二推动部包括第二合模油缸4321,通过第二合模油缸4321驱使头部模具41合模完成安瓿瓶的瓶头合模。头部模具41包括头部模板411,头部模板411设置在移动模板46上且通过第二合模油缸4321连接在移动模板46上,第二合模油缸4321的输出端连接头部模板411并驱使头部模板411合模完成安瓿瓶的瓶头合模成型,从而完成安瓿瓶的灌封。且第一合模油缸4311沿固定模板45上对称分布,以及第二合模油缸4321沿移动模板46上对称分布,保证瓶身模板423与头部模板411均匀合模,避免安瓿瓶成型不均匀,从而不满足生产需求的情况发生。
参照图1、图13,成型模具4的底端还设置有同步夹持机构5,同步夹持机构5包括夹持组件51、撑开组件52与升降组件53,在进行安瓿瓶成型时,通过夹持组件51对成型完的安瓿瓶进行夹紧,在上一个工位继续成型安瓿瓶时,通过夹持组件51对成型后的安瓿瓶进行夹紧,在成型模具4中继续成型的安瓿瓶,在挤出头2出料端自然流落成型,通过升降组件53带动夹持组件51向下移动并随胶筒流落的速度,避免成型后的安瓿瓶对胶筒施加一个重力导致胶筒自然流落成型的安瓿瓶变形,从而不符合产需求。
参照图1、图13,夹持组件51包括夹持板511,夹持板511对成型模具4中成型的相邻安瓿瓶进行夹紧,避免成型模具4中成型后的安瓿瓶对挤出头2内自然流落的胶筒进行下拉,从而导致安瓿瓶的壁厚不满足生产需求。在夹持板511的作用下将相邻安瓿瓶之间的连接处进行夹紧,在成型模具4中开模成型的安瓿瓶在夹持板511的夹持下随胶筒自然掉落的速度一致,避免夹持板511夹持的安瓿瓶因重力原因下拉胶筒导致胶筒的壁厚发生改变从而不满足生产需求。夹持板511的两侧设置有挡板512,在夹持安瓿瓶移动时避免安瓿瓶碰撞造成损坏,对下落的安瓿瓶进行防护。
参照图1、图13,撑开组件52连接在夹持板511用于打开夹持板511,撑开组件52包括升降板521、双向螺纹杆522,升降板521沿机架滑动设置,双向螺纹杆522转动连接在连接板之间,连接板固定在升降板521上,双向螺纹杆522的端部设置有驱动源,通过驱动源驱使双向螺纹杆522转动带动夹持板511沿着双向螺纹杆522相向移动或者背离。驱动源包括步进电机523,步进电机523设置在升降板521上,步进电机523的输出轴与双向螺纹杆522的端部固定。在对成型模具4中的安瓿瓶底端进行夹紧时,给予步进电机523一个正向转动的信号驱使步进电机523转动带动夹持板511在双向螺纹杆522上相向移动将安瓿瓶进行夹紧,在成型模具4中完成安瓿瓶的成型时,通过夹持板511带动成型模具4中的安瓿瓶一起移动并与挤出头2内胶筒的掉落速度一致,当胶筒抵接在成型模具4中后,通过给予步进电机523一个反向转动的信号带动双向螺纹杆522反向转动从而驱使夹持板511在双向螺纹杆522上背离,将夹持板511移动至成型模具4的下方对即将成型的安瓿瓶及逆行夹紧依次循环工作。
参照图1、图13,升降组件53包括升降架531与升降油缸532,升降架531设置在机架上,升降油缸532设置在升降架531上,且升降油缸532设置在升降板521上,在成型模具4中完成安瓿瓶的成型灌封后通过步进电机523将夹持板511打开,通过升降油缸532驱使升降板521沿着升降架531移动,将夹持板511移动至成型模具4的下方对即将成型的安瓿瓶平瓶底进行夹紧承托。升降架531上设置有滑槽,升降板521沿着滑槽移动,通过滑槽对升降板521进行限位导向,保证了升降板521的移动稳定性。升降板521朝向滑槽的一端设置为弧形,减少升降板521与滑槽槽底之间的抵接摩擦力,使得升降板521移动更加稳定。升降架531上设置有水平传感器533,通过水平传感器533对夹持板511的水平度进行检测,在夹持板511倾斜时发出信号并反馈提醒工人对夹持板511的角度进行调节。
参照图1、图14、图15,作为本实施例的另外一种变形,同步夹持机构5包括夹持部54、撑开部55以及升降部56,在对成型模具4中的安瓿瓶进行夹持时,通过夹持部54夹持安瓿瓶的尾端,在撑开部55的作用下进行夹持部54的夹紧与打开,通过升降部56驱使夹持部54沿直线上下移动将成型的安瓿瓶输送出成型模具4。夹持部54包括第一夹板541、第二夹板542,将第一夹板541与第二夹板542相对移动将安瓿瓶的尾端夹紧,通过撑开部55控制第一夹板541与第二夹板542的夹紧与开合。撑开部55包括撑开气缸551、第一撑开齿条552、第二撑开齿条553以及同步齿轮554与制成架,通过将撑开气缸551设置在支撑架555上,通过撑开气缸551连接第一撑开齿条552,经同步齿轮554啮合第一撑开齿条552与第二撑开齿条553且第一撑开齿条552与第一夹板541固定,第二撑开齿条553与第二夹板542固定,通过撑开气缸551运转驱使第一撑开齿条552滑动带动同步齿轮554驱使第二撑开齿条553滑动从而实现第一夹板541与第二夹板542的夹紧与开合。在升降部56的作用下驱使夹持部54沿机架上下直线移动。升降部56包括升降杆561、传动轮562、传送带563、滑动板564与滑轨565以及驱动电机566,将升降杆561固定在机架上,传动轮562沿升降杆561上转动设置,在同一升降杆561上的两传动轮562外壁上套设张紧的传送带563,通过将升降杆561上设置滑轨565,将滑动板564沿着滑轨565滑动,将驱动电机566连接在传动轮562的转轴端,滑动板564连接支撑架555且滑动板564与传送带563固定连接,通过驱动电机566运转驱使传动轮562转动,带动传送带563转动将滑动板564沿着滑轨565移动。从而带动支撑架555上下移动,将支撑架555移动至出料位置时,就撑开气缸551一个信号在撑开气缸551的输出端收缩,并带动第一撑开齿条552移动通过同步齿轮554将第一撑开齿条552移动驱使第一撑开齿条552与第二撑开齿条553反向移动将第一夹板541与第二夹板542打开并进行成型安瓿瓶的出料。
参照图1、图14、图15,灌装机上设置有灌装针31,通过灌装针31穿射过挤出头2并延伸在胶筒内,在进行安瓿瓶成型时,通过伺服推杆带动成型模具4上移并夹持在胶筒的两侧,通过第一合模油缸4311驱使瓶身模具42合模完成成排安瓿瓶的瓶身,经灌装机上的灌装针31对安瓿瓶的瓶身内灌装药液,待药液灌装完成后,通过在移动模板46上的第二合模油缸4321驱使头部模具41合模完成安瓿瓶的灌封,经同步夹持机构5上的第一夹板541与第二夹板542夹紧安瓿瓶的尾端,并驱使驱动电机566运转将传送带563向下移动以及在伺服推杆的作用下驱使成型模具4下移,此时经第一合模油缸4311打开瓶身模具42以及第二合模油缸4321打开头部模具将成型的安瓿瓶输送出成型模具4内,控制传送带563的传动速度与挤出头2内胶筒的挤出速度一致,保证胶筒沿挤出头2挤出后壁厚保持一致不会受外力拉伸,在胶筒沿挤出头2挤出后经伺服推杆拉动成型模具4上移并夹持在胶筒的两侧进行合模成型制作新的安瓿瓶,在上一个工位产生的安瓿瓶输送至指定位置时,经撑开气缸551将第一夹板541与第二夹板542打开,并在驱动电机566的作用下驱使滑动板564上移使得第一夹板541与第二夹板542夹持在成型模具4下端新的安瓿瓶的尾端进行夹持支撑,进而循环操作进行安瓿瓶的量产。
本实施例一种多工位吹灌封设备的工作原理:在进行安瓿瓶的药液灌装时,通过挤出机1将塑料原件加热至熔融态,通过挤出机1端部的熔体分配机构,将熔融态的胶体传递至多个成型灌装系统中,经挤出头2进行胶体的初步成型,通过挤出头内的模腔243控制胶体的流量并在挤出头2的出料口挤出成型胶筒,根据生产的需求通过调节组件26进行控制胶筒的壁厚,将胶筒传递至成型模具4中,通过第一合模油缸4311推动移动模板46相向移动将瓶身模具42合模完成安瓿瓶的瓶身,通过灌封机3上的灌装针31对安瓿瓶进行灌装药液完成安瓿瓶的灌装,通过第二合模油缸4321驱使头部模板411合模完成安瓿瓶的瓶头,从而完成安瓿瓶的灌装密封,在完成安瓿瓶的灌封后经同步夹持机构5将安瓿瓶夹持移动,通过灌封机3与挤出头2的位置不变且灌封机3上的灌装针31穿射过挤出头2并抵接在胶筒内,通过伺服推杆驱使成型模具4夹持胶筒并对胶筒挤压成型,并经灌装针31进行灌装药液,通过成型模具4下移合模将灌装针31移出成型模具4,通过同步夹持机构5夹持成型的安瓿瓶运输,并随挤出机1内的胶筒同步移动待胶筒移动,通过伺服推杆驱使成型模具4上移将胶筒夹持并继续挤压成型依此循环进行安瓿瓶的挤压灌装成型,从而实现多个工位同时工作提高了安瓿瓶灌装的效率。
实施例2
本实施例与实施例1的不同点在于温度检测组件25包括常规温度传感器,将常规温度传感器设置在瓶身模具42上,常规温度传感器用于检测安瓿瓶的瓶身温度,常规温度传感器设置于瓶身模具42上且位于安瓿瓶的两侧布设,瓶身模具42上设置有冷却块,冷却块用于对成型的安瓿瓶进行冷却。
实施例3
本实施例与实施例1的不同点在于输气管2823的末端设置有旋转喷头,将旋转喷头设置在挤出头2内通过过滤器2822将氮气罐内的氮气经输气管2823传递至旋转喷头处,通过旋转喷头将氮气传输至挤出头2内的各个位置将挤出头2内的氧气挤出,从而保证了挤出头2内的氧气浓度低于3%,再通过灌装针31对胶筒内进行灌装药液,此时胶筒内的氧气浓度符合药液灌装的标准。
实施例4
本实施例与实施例1的不同点在于温度控制组件包括加热板,将加热板设置在上压板211与下压板212上且沿着模腔243设置,在胶体沿着模腔243流动时,在加热板的作用下对胶体进行持续加热,避免胶体接触上压板211与下压板212进行热传导,使得胶体冷却吸附在模腔243的内壁上导致胶体的传输受阻。
实施例5
本实施例与实施例1的不同点在于,调节组件26包括调节斗,将调节斗插接在模腔243的出料口,将胶体沿着调节斗的内壁流出,并形成胶筒满足生产需求,根据生产的规格调整调节斗的尺寸可以获取不同尺寸的胶筒进行不同尺寸的安瓿瓶的生产。
实施例6
本实施例与实施例1的不同点在于分流管2321上设置有流量调节部,为了控制胶体进入挤出头2内的流量,通过在分流管2321的输出端设置流量调节部,流量调节部包括调节螺钉2712,调节螺钉2712螺纹穿射过分流管2321的外壁并抵接于分流管2321内,通过控制分流管2321的截面面积来控制胶体的流量。
实施例7
本实施例与实施例1的不同点在于调节组件26包括调节斗,将调节斗插接在模腔243的出料口,将胶体沿着调节斗的内壁流出,并形成胶筒满足生产需求,根据生产的规格调整调节斗的尺寸可以获取不同尺寸的胶筒进行不同尺寸的安瓿瓶的生产。
实施例8
本实施例与实施例1的不同点在于第一驱动部271包括螺杆,螺杆螺纹穿射过下压板212与调节板2611转动连接,螺杆的端部设置有转盘,通过在转盘上设置销钉,在下压板212的外壁上设置有若干组销孔,通过转动转盘驱使螺杆转动带动调节板2611与导向板2612一体移动,通过调节完调节板2611与模芯板241之间的间隙大小,通过销钉穿射过转盘与销孔插接将螺杆固定防止螺杆翻转。
实施例9
本实施例与实施例1的不同点在于第一驱动部271包括丝杆,通过丝杆穿射过固定模板45,并将丝杆的端部与移动模板46的端部转动连接,通过在丝杆的端部连接有步进电机523,通过步进电机523驱使丝杆转动,在拉杆441的限位下限制了移动模板46的周向转动使得移动模板46沿着丝杆轴向移动,从而驱使瓶身模板423合模。
实施例10
本实施例与实施例1的不同点在于第一推动部431采用第一合模伺服推杆,第二推动部采用第二合模伺服推杆,通过第一合模伺服推杆与第二合模伺服推杆分别驱使瓶身模具42与头部模具41合模,操作起来比较简便,且成本较低。
实施例11
本实施例与实施例1的不同点在于撑开组件52包括撑开油缸,撑开油缸为双向油缸,撑开油缸的两输出端连接在夹持板511上,通过撑开油缸工作经撑开油缸的输出端将夹持板511打开实现夹持板511的夹紧替换,进行循环工作,在对成形模具中的安瓿瓶进行夹紧时,通过撑开油缸的两输出端收缩,将夹持板511收缩夹紧,从而通过夹持板511将成型模具4中即将成型的安瓿瓶的底端进行夹紧。
实施例12
本实施例与实施例1的不同点在于升降组件53包括丝杆,丝杆设置在升降架531上,通过丝杆连接升降板521,在外力作用下带动丝杆转动,从而驱使升降板521沿着升降架531移动,带动夹持块沿升降架531移动并对带成型的安瓿瓶进行夹紧,依次进行循环工作。丝杆的端部设置有电机,通过电机外接动力进行工作带动丝杆转动从而驱使升降板521带动夹持板511一体位移。
实施例13
本实施例与实施例1的不同点在于调控组件13包括流量阀,通过在分支管121的端部设置流量阀,通过流量阀连接分支管121与各个挤出头2,通过调节流量阀的参数进行控制胶体的传输。经流量阀连接分支管121与挤出头2,可以控制胶体的定量传输,但是在吹灌封完成后,流量阀的结构复杂,难以清理残存的胶体。
实施例14
本实施例与实施例1的不同点在于,为了减少调节柱131与螺纹槽132槽底的螺旋摩擦损坏,将调节柱131的端部设置呈弧形,在螺旋移动调节柱131时,通过减少调节柱131与螺纹槽132槽底的接触面积,从而减少调节柱131与螺纹槽132槽底之间的摩擦损坏。
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
Claims (11)
1.一种多工位吹灌封设备,其特征在于:包括:
挤出机(1),所述挤出机(1)用于形成并输出熔融态胶体;
熔体分配机构,所述熔体分配机构用于将挤出机(1)分别与多组成型灌封系统连接并进行熔融态胶体的均匀分配,包括主管(11)与分支系统(12),通过所述主管(11)连接所述挤出机(1)的出胶口,将所述主管(11)末端的所述分支系统(12)连接各成型灌封系统;
所述分支系统(12)包括两个分支管(121),所述分支管(121)上设置有调控组件(13);
所述调控组件(13)包括调节柱(131)与螺纹槽(132),所述螺纹槽(132)设置在所述分支管(121)的外壁上,且在所述螺纹槽(132)槽底贯穿有通孔(133)延伸至所述分支管(121)内壁,将所述调节柱(131)与所述螺纹槽(132)螺纹连接,将所述调节柱(131)端部的调节部沿所述通孔(133)伸入至所述分支管(121)内对所述分支管(121)内的胶体出胶进行控制;
所述调节部包括圆柱块(135)与球块(134),所述圆柱块(135)连接在所述调节柱(131)的端部并穿入所述通孔(133)沿所述通孔(133)内壁移动伸入在所述分支管(121)内,通过所述圆柱块(135)对所述分支管(121)的截面进行控制从而改变所述分支管(121)的胶体流量传输,将所述球块(134)连接在所述圆柱块(135)的端部并将所述球块(134)伸入在所述分支管(121)内进行控制胶体流量的传输,所述圆柱块(135)的外径小于所述分支管(121)的内径,以在调控胶体流量的同时,始终留有间隙让胶体通过;
在所述圆柱块(135)的外壁上套设有缓冲块(136),所述缓冲块(136)抵接在所述调节柱(131)的端部;
成型灌封系统,所述成型灌封系统至少设置有2组,所述成型灌封系统用于胶筒成型制成安瓿瓶,并用于安瓿瓶的药液灌装以及封口,呈直线连续作业和输出安瓿瓶。
2.根据权利要求1所述的一种多工位吹灌封设备,其特征在于:所述成型灌封系统包括灌封机(3)、挤出头(2)以及成型模具(4);
所述灌封机(3)用于对成型的安瓿瓶进行灌输药液;
所述挤出头(2)用于对胶体初步成型胶筒并进行胶筒的传输;
所述成型模具(4)用于对胶筒进行再次加工并形成安瓿瓶以及对灌装完药液的安瓿瓶进行封口。
3.根据权利要求2所述的一种多工位吹灌封设备,其特征在于:所述成型灌封系统均处于同一平面设置。
4.根据权利要求3所述的一种多工位吹灌封设备,其特征在于:处于同一挤出头上的成型灌封系统沿熔体分配机构呈左右对称排布。
5.根据权利要求3所述的一种多工位吹灌封设备,其特征在于:处于同一挤出头上的成型灌封系统,沿熔体分配机构呈左右错位排布。
6.根据权利要求2所述的一种多工位吹灌封设备,其特征在于:所述分支系统(12)连接至少两个的挤出头(2),所述分支系统(12)用于调节所述主管(11)传输胶体的出胶量。
7.根据权利要求3所述的一种多工位吹灌封设备,其特征在于:所述挤出头(2)包括模座(21)、进料座(215)、上压板(211)与下压板(212),所述模座(21)与所述进料座(215)连接,所述上压板(211)设置于所述模座(21)上,所述下压板(212)设置于所述上压板(211)的下方,所述挤出头还包括:
模芯组件(24),所述模芯组件(24)设置于所述模座(21)上,所述模芯组件(24)位于所述上压板(211)与所述下压板(212)之间,所述模芯组件(24)用于胶筒成型;
紧固组件(214),所述紧固组件(214)设置于所述模座(21)上,所述紧固组件(214)用于连接所述模芯组件(24)与所述模座(21)。
8.根据权利要求7所述的一种多工位吹灌封设备,其特征在于:所述挤出头(2)内还设置有胶筒厚薄调节机构,所述胶筒厚薄调节机构包括:
调节组件(26),所述调节组件(26)设置于所述下压板(212)以及模芯板(241)上,所述调节组件(26)沿所述下压板(212)底部移动并用于调节模腔(243)的出料口大小;
驱动组件(27),所述驱动组件(27)连接所述调节组件(26)并用于驱使所述调节组件(26)沿所述下压板(212)底部移动。
9.根据权利要求2所述的一种多工位吹灌封设备,其特征在于:所述成型模具(4)包括头部模具(41)与瓶身模具(42),所述头部模具(41)与所述瓶身模具(42)连接,所述头部模具(41)与所述瓶身模具(42)上还设置有平衡式合模机构,所述平衡式合模机构用于稳定驱使所述头部模具(41)以及所述瓶身模具(42)合模或者开模。
10.根据权利要求9所述的一种多工位吹灌封设备,其特征在于:所述平衡式合模机构包括:
推动组件(43),所述推动组件(43)用于推动所述头部模具(41)以及所述瓶身模具(42)合模;
平衡组件(44),所述平衡组件(44)用于连接所述推动组件(43)以便于所述推动组件(43)直行推动所述头部模具(41)与所述瓶身模具(42)合模或者开模。
11.根据权利要求9所述的一种多工位吹灌封设备,其特征在于:所述成型模具(4)底部设置有同步夹持机构(5),所述同步夹持机构(5)用于安瓿瓶的稳定成型,所述同步夹持机构(5)包括:
夹持组件(51),所述夹持组件(51)设置于瓶身模具(42)的下方,所述夹持组件(51)用于对瓶身模具(42)中成型的安瓿瓶进行夹紧;
撑开组件(52),所述撑开组件(52)与所述夹持组件(51)连接并用于将所述夹持组件(51)打开以便于将成型冷却的安瓿瓶输出;
升降组件(53),所述升降组件(53)连接所述夹持组件(51)并用于驱使所述夹持组件(51)升降进行重复夹持瓶身模具(42)成型的安瓿瓶。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111132142.XA CN113683045B (zh) | 2021-09-27 | 2021-09-27 | 一种多工位吹灌封设备 |
| PCT/CN2022/110433 WO2023045589A1 (zh) | 2021-09-27 | 2022-08-05 | 一种多工位吹灌封设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111132142.XA CN113683045B (zh) | 2021-09-27 | 2021-09-27 | 一种多工位吹灌封设备 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN113683045A CN113683045A (zh) | 2021-11-23 |
| CN113683045B true CN113683045B (zh) | 2023-06-06 |
Family
ID=78587437
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202111132142.XA Active CN113683045B (zh) | 2021-09-27 | 2021-09-27 | 一种多工位吹灌封设备 |
Country Status (2)
| Country | Link |
|---|---|
| CN (1) | CN113683045B (zh) |
| WO (1) | WO2023045589A1 (zh) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017187262A1 (en) | 2016-04-25 | 2017-11-02 | Marc Andrew Koska | Medical delivery system |
| EP3710086A4 (en) | 2017-11-17 | 2021-11-17 | Koska Family Limited | SYSTEMS AND PROCEDURES FOR LIQUID DISPENSER |
| US12544511B2 (en) | 2018-06-20 | 2026-02-10 | Koska Family Limited | Systems and methods for pre-filled dual-chamber medical agent delivery |
| USD1052082S1 (en) | 2020-06-01 | 2024-11-19 | Koska Family Limited | Sealed fluid container |
| CN113683045B (zh) * | 2021-09-27 | 2023-06-06 | 湖南千山制药机械股份有限公司 | 一种多工位吹灌封设备 |
| CN114835078B (zh) * | 2022-06-02 | 2024-12-17 | 楚天科技股份有限公司 | 一种连续生产吹灌封设备及其使用方法 |
| CN116353882B (zh) * | 2023-06-01 | 2023-09-12 | 湖南沃克能源科技有限公司 | 一种安瓿瓶连续灌装熔封设备 |
| CN221022259U (zh) * | 2023-09-25 | 2024-05-28 | 楚天科技股份有限公司 | 一种吹灌封一体机 |
| CN117021542A (zh) * | 2023-09-28 | 2023-11-10 | 南通顺裕包装材料有限公司 | 一种化妆品包装瓶瓶盖的注塑生产线 |
| CN117382145B (zh) * | 2023-12-13 | 2024-02-13 | 河北三庆机械制造有限公司 | 一种连续式流料双工位吹塑机 |
| CN117891224B (zh) * | 2024-03-15 | 2024-05-24 | 山东国泰民安玻璃科技有限公司 | 一种口服液体瓶的生产控制方法、设备及介质 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6254369B1 (en) * | 1998-10-16 | 2001-07-03 | Daniel M. Kelly | Extrusion die for forming a skin on reusable construction material for concrete forms |
| ITMI20050067A1 (it) * | 2005-01-21 | 2006-07-22 | Uniloy Milacron S R L | Dispositivo e metodo per il controllo dinamico dimportata su teste di estrusione per il soffiaggio di corpi cavi |
| CN201530125U (zh) * | 2009-09-24 | 2010-07-21 | 苏州金纬机械制造有限公司 | 一种管材生产线的包覆模具 |
| DE102012108374A1 (de) * | 2012-09-07 | 2014-03-13 | Harald Feuerherm | Verfahren zur Herstellung blasgeformter Kunststoffhohlkörper und Mehrfachextrusionskopf zur Durchführung des Verfahrens |
| CN104723536B (zh) * | 2013-12-19 | 2017-09-22 | 楚天科技股份有限公司 | 塑料瓶排吹灌封设备 |
| CN203726808U (zh) * | 2013-12-19 | 2014-07-23 | 楚天科技股份有限公司 | 塑料瓶排吹灌封设备 |
| CN203831761U (zh) * | 2014-04-15 | 2014-09-17 | 浙江双林塑料机械有限公司 | 一种一模多管双层挤出模具 |
| US20160075073A1 (en) * | 2014-09-11 | 2016-03-17 | T.W. Womer & Associates, Llc | Flow controlled strand die |
| CN104986360A (zh) * | 2015-07-15 | 2015-10-21 | 山东新华医疗器械股份有限公司 | 塑料安瓿三合一生产工艺及装置 |
| CN106697352A (zh) * | 2016-12-27 | 2017-05-24 | 楚天智能机器人(长沙)有限公司 | 一种吹灌封药品生产方法及吹灌封一体机 |
| CN113683045B (zh) * | 2021-09-27 | 2023-06-06 | 湖南千山制药机械股份有限公司 | 一种多工位吹灌封设备 |
| CN114906790A (zh) * | 2022-06-02 | 2022-08-16 | 楚天科技股份有限公司 | 一种多工位连续生产吹灌封设备 |
-
2021
- 2021-09-27 CN CN202111132142.XA patent/CN113683045B/zh active Active
-
2022
- 2022-08-05 WO PCT/CN2022/110433 patent/WO2023045589A1/zh not_active Ceased
Also Published As
| Publication number | Publication date |
|---|---|
| CN113683045A (zh) | 2021-11-23 |
| WO2023045589A1 (zh) | 2023-03-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN113683045B (zh) | 一种多工位吹灌封设备 | |
| CN113683044A (zh) | 一种吹灌封设备 | |
| JP7788444B2 (ja) | プラスチック容器を製造するための装置及び方法 | |
| JP7149373B2 (ja) | 成形装置および方法 | |
| CN103025504B (zh) | 用于生产塑料容器的设备 | |
| US4412806A (en) | Parison ejector for an injection molding apparatus | |
| CN114603824A (zh) | 直线式注吹灌封一体的塑料瓶包装设备 | |
| CN111483153B (zh) | 塑料瓶连续生产工艺 | |
| US3355763A (en) | Rotary parison head blow molding machine | |
| WO2023165086A1 (zh) | 直线式注吹灌封一体的塑料瓶包装设备 | |
| WO2023165084A1 (zh) | 直线式注吹灌封一体的塑料瓶包装设备 | |
| CN114603825A (zh) | 直线式注吹灌封一体的塑料瓶包装设备 | |
| CN210100517U (zh) | 一种制鞋装置 | |
| DE69804456T2 (de) | Einstufiges verfahren mit hoher produktivität und vorrichtung zum herstellen von behältern aus kunststoff | |
| CN101827698B (zh) | 用于拉伸吹塑的装置和用于制造半成品的方法 | |
| CN217293461U (zh) | 一种多工位吹灌封设备 | |
| EP1868787B1 (en) | Apparatus for transferring doses | |
| CN217051617U (zh) | 吹灌封设备 | |
| CN101804679A (zh) | 剂量传送装置和剂量 | |
| CN120134588A (zh) | 一种塑料制品成型装置、方法 | |
| CN216070603U (zh) | 塑料安瓿瓶成型灌装系统及吹灌封设备 | |
| US3951636A (en) | Molding apparatus | |
| CN216070602U (zh) | 同步夹持机构及吹灌封设备 | |
| MX2007012845A (es) | Aparato para transferir porciones y porcion. | |
| US11524441B2 (en) | Production of containers with recycling by twin-screw extruder |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |