CN1136824C - 用于矫形铸造带的织物的微绉处理 - Google Patents
用于矫形铸造带的织物的微绉处理 Download PDFInfo
- Publication number
- CN1136824C CN1136824C CNB941909980A CN94190998A CN1136824C CN 1136824 C CN1136824 C CN 1136824C CN B941909980 A CNB941909980 A CN B941909980A CN 94190998 A CN94190998 A CN 94190998A CN 1136824 C CN1136824 C CN 1136824C
- Authority
- CN
- China
- Prior art keywords
- fabric
- cloth sheet
- resin
- orthopedic casting
- casting tapes
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000004744 fabric Substances 0.000 title claims abstract description 249
- 238000005266 casting Methods 0.000 title claims abstract description 66
- 230000000399 orthopedic effect Effects 0.000 title claims abstract description 46
- 239000011347 resin Substances 0.000 claims abstract description 103
- 229920005989 resin Polymers 0.000 claims abstract description 103
- 239000000835 fiber Substances 0.000 claims abstract description 72
- 229920001410 Microfiber Polymers 0.000 claims abstract description 49
- 239000003658 microfiber Substances 0.000 claims abstract description 49
- 239000000945 filler Substances 0.000 claims abstract description 37
- 238000000034 method Methods 0.000 claims description 36
- 238000012545 processing Methods 0.000 claims description 34
- -1 polyethylene Polymers 0.000 claims description 17
- 239000011248 coating agent Substances 0.000 claims description 14
- 238000000576 coating method Methods 0.000 claims description 14
- 230000008569 process Effects 0.000 claims description 14
- 238000009156 water cure Methods 0.000 claims description 13
- 229920000728 polyester Polymers 0.000 claims description 12
- 238000003672 processing method Methods 0.000 claims description 9
- 229920002955 Art silk Polymers 0.000 claims description 4
- 239000004677 Nylon Substances 0.000 claims description 4
- 239000004698 Polyethylene Substances 0.000 claims description 4
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 claims description 4
- 229920001778 nylon Polymers 0.000 claims description 4
- 229920000573 polyethylene Polymers 0.000 claims description 4
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 claims description 3
- 239000004743 Polypropylene Substances 0.000 claims description 3
- 229910052796 boron Inorganic materials 0.000 claims description 3
- 229920001155 polypropylene Polymers 0.000 claims description 3
- QAOWNCQODCNURD-UHFFFAOYSA-L Sulfate Chemical compound [O-]S([O-])(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-L 0.000 claims description 2
- OQRWAMBQGTYSRD-UHFFFAOYSA-N dipotassium;oxygen(2-);titanium(4+) Chemical compound [O-2].[O-2].[O-2].[O-2].[O-2].[O-2].[O-2].[O-2].[O-2].[K+].[K+].[Ti+4].[Ti+4].[Ti+4].[Ti+4] OQRWAMBQGTYSRD-UHFFFAOYSA-N 0.000 claims description 2
- 229910052500 inorganic mineral Inorganic materials 0.000 claims description 2
- 239000011707 mineral Substances 0.000 claims description 2
- 229910021653 sulphate ion Inorganic materials 0.000 claims description 2
- 239000010456 wollastonite Substances 0.000 claims description 2
- 229910052882 wollastonite Inorganic materials 0.000 claims description 2
- 239000000463 material Substances 0.000 abstract description 81
- 239000011152 fibreglass Substances 0.000 abstract 1
- 238000010348 incorporation Methods 0.000 abstract 1
- 238000011084 recovery Methods 0.000 abstract 1
- 239000003365 glass fiber Substances 0.000 description 35
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 25
- 239000011230 binding agent Substances 0.000 description 20
- 239000000203 mixture Substances 0.000 description 17
- 239000000126 substance Substances 0.000 description 12
- 239000012948 isocyanate Substances 0.000 description 10
- 239000000725 suspension Substances 0.000 description 10
- 238000012360 testing method Methods 0.000 description 10
- 239000007788 liquid Substances 0.000 description 9
- 229920000642 polymer Polymers 0.000 description 9
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 8
- 210000000988 bone and bone Anatomy 0.000 description 8
- OSGAYBCDTDRGGQ-UHFFFAOYSA-L calcium sulfate Chemical compound [Ca+2].[O-]S([O-])(=O)=O OSGAYBCDTDRGGQ-UHFFFAOYSA-L 0.000 description 8
- 230000000694 effects Effects 0.000 description 7
- 150000002513 isocyanates Chemical class 0.000 description 7
- 229920001228 polyisocyanate Polymers 0.000 description 7
- 239000005056 polyisocyanate Substances 0.000 description 7
- 229920000742 Cotton Polymers 0.000 description 6
- 238000005056 compaction Methods 0.000 description 6
- 238000005520 cutting process Methods 0.000 description 6
- 238000007598 dipping method Methods 0.000 description 6
- 238000010438 heat treatment Methods 0.000 description 6
- 238000009940 knitting Methods 0.000 description 6
- 238000002559 palpation Methods 0.000 description 6
- 239000004753 textile Substances 0.000 description 6
- 239000004772 Sontara Substances 0.000 description 5
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 5
- 238000006243 chemical reaction Methods 0.000 description 5
- 230000006835 compression Effects 0.000 description 5
- 238000007906 compression Methods 0.000 description 5
- 238000009998 heat setting Methods 0.000 description 5
- 230000001976 improved effect Effects 0.000 description 5
- 229920000620 organic polymer Polymers 0.000 description 5
- 238000010111 plaster casting Methods 0.000 description 5
- 230000008093 supporting effect Effects 0.000 description 5
- 229920002994 synthetic fiber Polymers 0.000 description 5
- UPMLOUAZCHDJJD-UHFFFAOYSA-N 4,4'-Diphenylmethane Diisocyanate Chemical compound C1=CC(N=C=O)=CC=C1CC1=CC=C(N=C=O)C=C1 UPMLOUAZCHDJJD-UHFFFAOYSA-N 0.000 description 4
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 4
- RTZKZFJDLAIYFH-UHFFFAOYSA-N Diethyl ether Chemical compound CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 4
- 240000007594 Oryza sativa Species 0.000 description 4
- 235000007164 Oryza sativa Nutrition 0.000 description 4
- 239000002518 antifoaming agent Substances 0.000 description 4
- 230000008901 benefit Effects 0.000 description 4
- 239000003054 catalyst Substances 0.000 description 4
- 238000010276 construction Methods 0.000 description 4
- 238000005187 foaming Methods 0.000 description 4
- 239000011521 glass Substances 0.000 description 4
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 4
- IQPQWNKOIGAROB-UHFFFAOYSA-N isocyanate group Chemical group [N-]=C=O IQPQWNKOIGAROB-UHFFFAOYSA-N 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 4
- 238000000465 moulding Methods 0.000 description 4
- 239000011505 plaster Substances 0.000 description 4
- 238000002360 preparation method Methods 0.000 description 4
- 230000009257 reactivity Effects 0.000 description 4
- 235000009566 rice Nutrition 0.000 description 4
- 238000009941 weaving Methods 0.000 description 4
- 238000004804 winding Methods 0.000 description 4
- WSFSSNUMVMOOMR-UHFFFAOYSA-N Formaldehyde Chemical compound O=C WSFSSNUMVMOOMR-UHFFFAOYSA-N 0.000 description 3
- 241001465754 Metazoa Species 0.000 description 3
- 230000002411 adverse Effects 0.000 description 3
- 238000000137 annealing Methods 0.000 description 3
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 3
- 239000003795 chemical substances by application Substances 0.000 description 3
- 230000002950 deficient Effects 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 3
- 229940090441 infed Drugs 0.000 description 3
- 239000004745 nonwoven fabric Substances 0.000 description 3
- 150000002902 organometallic compounds Chemical class 0.000 description 3
- 229920005862 polyol Polymers 0.000 description 3
- 150000003077 polyols Chemical class 0.000 description 3
- 238000007711 solidification Methods 0.000 description 3
- 230000008023 solidification Effects 0.000 description 3
- 150000005846 sugar alcohols Polymers 0.000 description 3
- 239000012209 synthetic fiber Substances 0.000 description 3
- LIKMAJRDDDTEIG-UHFFFAOYSA-N 1-hexene Chemical compound CCCCC=C LIKMAJRDDDTEIG-UHFFFAOYSA-N 0.000 description 2
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 2
- HRPVXLWXLXDGHG-UHFFFAOYSA-N Acrylamide Chemical compound NC(=O)C=C HRPVXLWXLXDGHG-UHFFFAOYSA-N 0.000 description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 2
- PAYRUJLWNCNPSJ-UHFFFAOYSA-N Aniline Chemical compound NC1=CC=CC=C1 PAYRUJLWNCNPSJ-UHFFFAOYSA-N 0.000 description 2
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical compound C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 2
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 2
- VQTUBCCKSQIDNK-UHFFFAOYSA-N Isobutene Chemical compound CC(C)=C VQTUBCCKSQIDNK-UHFFFAOYSA-N 0.000 description 2
- RRHGJUQNOFWUDK-UHFFFAOYSA-N Isoprene Chemical compound CC(=C)C=C RRHGJUQNOFWUDK-UHFFFAOYSA-N 0.000 description 2
- VVQNEPGJFQJSBK-UHFFFAOYSA-N Methyl methacrylate Chemical class COC(=O)C(C)=C VVQNEPGJFQJSBK-UHFFFAOYSA-N 0.000 description 2
- YNAVUWVOSKDBBP-UHFFFAOYSA-N Morpholine Chemical compound C1COCCN1 YNAVUWVOSKDBBP-UHFFFAOYSA-N 0.000 description 2
- 241000283898 Ovis Species 0.000 description 2
- 244000137852 Petrea volubilis Species 0.000 description 2
- 235000014676 Phragmites communis Nutrition 0.000 description 2
- 239000004113 Sepiolite Substances 0.000 description 2
- 206010040880 Skin irritation Diseases 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical group [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 2
- 230000009471 action Effects 0.000 description 2
- 125000003118 aryl group Chemical group 0.000 description 2
- 239000010425 asbestos Substances 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000009954 braiding Methods 0.000 description 2
- OYACROKNLOSFPA-UHFFFAOYSA-N calcium;dioxido(oxo)silane Chemical compound [Ca+2].[O-][Si]([O-])=O OYACROKNLOSFPA-UHFFFAOYSA-N 0.000 description 2
- 150000001875 compounds Chemical class 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 239000003822 epoxy resin Substances 0.000 description 2
- 210000003414 extremity Anatomy 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 239000006260 foam Substances 0.000 description 2
- 210000000245 forearm Anatomy 0.000 description 2
- VOZRXNHHFUQHIL-UHFFFAOYSA-N glycidyl methacrylate Chemical compound CC(=C)C(=O)OCC1CO1 VOZRXNHHFUQHIL-UHFFFAOYSA-N 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- 239000000178 monomer Substances 0.000 description 2
- SYSQUGFVNFXIIT-UHFFFAOYSA-N n-[4-(1,3-benzoxazol-2-yl)phenyl]-4-nitrobenzenesulfonamide Chemical class C1=CC([N+](=O)[O-])=CC=C1S(=O)(=O)NC1=CC=C(C=2OC3=CC=CC=C3N=2)C=C1 SYSQUGFVNFXIIT-UHFFFAOYSA-N 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- 231100000252 nontoxic Toxicity 0.000 description 2
- 230000003000 nontoxic effect Effects 0.000 description 2
- 230000000704 physical effect Effects 0.000 description 2
- 238000006068 polycondensation reaction Methods 0.000 description 2
- 229920000647 polyepoxide Polymers 0.000 description 2
- 238000006116 polymerization reaction Methods 0.000 description 2
- 229920001451 polypropylene glycol Polymers 0.000 description 2
- 239000004814 polyurethane Substances 0.000 description 2
- 229920002635 polyurethane Polymers 0.000 description 2
- 230000005855 radiation Effects 0.000 description 2
- 229910052895 riebeckite Inorganic materials 0.000 description 2
- 238000009958 sewing Methods 0.000 description 2
- 230000036556 skin irritation Effects 0.000 description 2
- 231100000475 skin irritation Toxicity 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- 238000004381 surface treatment Methods 0.000 description 2
- 210000002268 wool Anatomy 0.000 description 2
- 239000002759 woven fabric Substances 0.000 description 2
- OZCMOJQQLBXBKI-UHFFFAOYSA-N 1-ethenoxy-2-methylpropane Chemical compound CC(C)COC=C OZCMOJQQLBXBKI-UHFFFAOYSA-N 0.000 description 1
- IGGDKDTUCAWDAN-UHFFFAOYSA-N 1-vinylnaphthalene Chemical compound C1=CC=C2C(C=C)=CC=CC2=C1 IGGDKDTUCAWDAN-UHFFFAOYSA-N 0.000 description 1
- JAHNSTQSQJOJLO-UHFFFAOYSA-N 2-(3-fluorophenyl)-1h-imidazole Chemical compound FC1=CC=CC(C=2NC=CN=2)=C1 JAHNSTQSQJOJLO-UHFFFAOYSA-N 0.000 description 1
- OEPOKWHJYJXUGD-UHFFFAOYSA-N 2-(3-phenylmethoxyphenyl)-1,3-thiazole-4-carbaldehyde Chemical compound O=CC1=CSC(C=2C=C(OCC=3C=CC=CC=3)C=CC=2)=N1 OEPOKWHJYJXUGD-UHFFFAOYSA-N 0.000 description 1
- QKPKBBFSFQAMIY-UHFFFAOYSA-N 2-ethenyl-4,4-dimethyl-1,3-oxazol-5-one Chemical compound CC1(C)N=C(C=C)OC1=O QKPKBBFSFQAMIY-UHFFFAOYSA-N 0.000 description 1
- WGRZHLPEQDVPET-UHFFFAOYSA-N 2-methoxyethoxysilane Chemical compound COCCO[SiH3] WGRZHLPEQDVPET-UHFFFAOYSA-N 0.000 description 1
- RUMACXVDVNRZJZ-UHFFFAOYSA-N 2-methylpropyl 2-methylprop-2-enoate Chemical compound CC(C)COC(=O)C(C)=C RUMACXVDVNRZJZ-UHFFFAOYSA-N 0.000 description 1
- PHODLADPRXSNHX-UHFFFAOYSA-N 4-ethyl-3-morpholin-4-ylmorpholine Chemical compound CCN1CCOCC1N1CCOCC1 PHODLADPRXSNHX-UHFFFAOYSA-N 0.000 description 1
- QTBSBXVTEAMEQO-UHFFFAOYSA-M Acetate Chemical compound CC([O-])=O QTBSBXVTEAMEQO-UHFFFAOYSA-M 0.000 description 1
- 229920002972 Acrylic fiber Polymers 0.000 description 1
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 1
- 244000198134 Agave sisalana Species 0.000 description 1
- 235000007319 Avena orientalis Nutrition 0.000 description 1
- 244000075850 Avena orientalis Species 0.000 description 1
- LSNNMFCWUKXFEE-UHFFFAOYSA-M Bisulfite Chemical compound OS([O-])=O LSNNMFCWUKXFEE-UHFFFAOYSA-M 0.000 description 1
- 241000255789 Bombyx mori Species 0.000 description 1
- 229910004762 CaSiO Inorganic materials 0.000 description 1
- 241000218236 Cannabis Species 0.000 description 1
- 244000146553 Ceiba pentandra Species 0.000 description 1
- 235000003301 Ceiba pentandra Nutrition 0.000 description 1
- VEXZGXHMUGYJMC-UHFFFAOYSA-M Chloride anion Chemical compound [Cl-] VEXZGXHMUGYJMC-UHFFFAOYSA-M 0.000 description 1
- 206010009866 Cold sweat Diseases 0.000 description 1
- 235000010206 Corchorus olitorius Nutrition 0.000 description 1
- 244000227473 Corchorus olitorius Species 0.000 description 1
- 229920001651 Cyanoacrylate Polymers 0.000 description 1
- ZAFNJMIOTHYJRJ-UHFFFAOYSA-N Diisopropyl ether Chemical compound CC(C)OC(C)C ZAFNJMIOTHYJRJ-UHFFFAOYSA-N 0.000 description 1
- 241000196324 Embryophyta Species 0.000 description 1
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- JIGUQPWFLRLWPJ-UHFFFAOYSA-N Ethyl acrylate Chemical compound CCOC(=O)C=C JIGUQPWFLRLWPJ-UHFFFAOYSA-N 0.000 description 1
- 239000005977 Ethylene Substances 0.000 description 1
- 238000006424 Flood reaction Methods 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 1
- MWCLLHOVUTZFKS-UHFFFAOYSA-N Methyl cyanoacrylate Chemical compound COC(=O)C(=C)C#N MWCLLHOVUTZFKS-UHFFFAOYSA-N 0.000 description 1
- 240000000907 Musa textilis Species 0.000 description 1
- WHNWPMSKXPGLAX-UHFFFAOYSA-N N-Vinyl-2-pyrrolidone Chemical compound C=CN1CCCC1=O WHNWPMSKXPGLAX-UHFFFAOYSA-N 0.000 description 1
- 229920002176 Pluracol® Polymers 0.000 description 1
- RVGRUAULSDPKGF-UHFFFAOYSA-N Poloxamer Chemical compound C1CO1.CC1CO1 RVGRUAULSDPKGF-UHFFFAOYSA-N 0.000 description 1
- 239000002202 Polyethylene glycol Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- BLRPTPMANUNPDV-UHFFFAOYSA-N Silane Chemical compound [SiH4] BLRPTPMANUNPDV-UHFFFAOYSA-N 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical group [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- 239000004809 Teflon Substances 0.000 description 1
- 229920006362 Teflon® Polymers 0.000 description 1
- 241000381602 Vachellia nebrownii Species 0.000 description 1
- 241000282840 Vicugna vicugna Species 0.000 description 1
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 1
- 239000003377 acid catalyst Substances 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical group [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 239000005030 aluminium foil Substances 0.000 description 1
- 230000002052 anaphylactic effect Effects 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 229920003235 aromatic polyamide Polymers 0.000 description 1
- PASDCCFISLVPSO-UHFFFAOYSA-N benzoyl chloride Chemical compound ClC(=O)C1=CC=CC=C1 PASDCCFISLVPSO-UHFFFAOYSA-N 0.000 description 1
- GCTPMLUUWLLESL-UHFFFAOYSA-N benzyl prop-2-enoate Chemical compound C=CC(=O)OCC1=CC=CC=C1 GCTPMLUUWLLESL-UHFFFAOYSA-N 0.000 description 1
- 230000001588 bifunctional effect Effects 0.000 description 1
- 229940106691 bisphenol a Drugs 0.000 description 1
- 235000012241 calcium silicate Nutrition 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- UUAGAQFQZIEFAH-UHFFFAOYSA-N chlorotrifluoroethylene Chemical group FC(F)=C(F)Cl UUAGAQFQZIEFAH-UHFFFAOYSA-N 0.000 description 1
- 229910052620 chrysotile Inorganic materials 0.000 description 1
- 238000009833 condensation Methods 0.000 description 1
- 230000005494 condensation Effects 0.000 description 1
- 230000003750 conditioning effect Effects 0.000 description 1
- 238000007596 consolidation process Methods 0.000 description 1
- 238000004320 controlled atmosphere Methods 0.000 description 1
- 230000001276 controlling effect Effects 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000002788 crimping Methods 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 238000005034 decoration Methods 0.000 description 1
- 239000008367 deionised water Substances 0.000 description 1
- 229910021641 deionized water Inorganic materials 0.000 description 1
- 238000000280 densification Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 150000001991 dicarboxylic acids Chemical class 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 210000001951 dura mater Anatomy 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 230000032050 esterification Effects 0.000 description 1
- 238000005886 esterification reaction Methods 0.000 description 1
- AFSIMBWBBOJPJG-UHFFFAOYSA-N ethenyl octadecanoate Chemical compound CCCCCCCCCCCCCCCCCC(=O)OC=C AFSIMBWBBOJPJG-UHFFFAOYSA-N 0.000 description 1
- FWDBOZPQNFPOLF-UHFFFAOYSA-N ethenyl(triethoxy)silane Chemical compound CCO[Si](OCC)(OCC)C=C FWDBOZPQNFPOLF-UHFFFAOYSA-N 0.000 description 1
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 229920002313 fluoropolymer Polymers 0.000 description 1
- 239000004811 fluoropolymer Substances 0.000 description 1
- 239000005350 fused silica glass Substances 0.000 description 1
- 239000008187 granular material Substances 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 1
- 230000012447 hatching Effects 0.000 description 1
- 230000036541 health Effects 0.000 description 1
- 238000005098 hot rolling Methods 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 150000002483 hydrogen compounds Chemical class 0.000 description 1
- 229920001600 hydrophobic polymer Polymers 0.000 description 1
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 230000008595 infiltration Effects 0.000 description 1
- 238000001764 infiltration Methods 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 239000012784 inorganic fiber Substances 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- HCWCAKKEBCNQJP-UHFFFAOYSA-N magnesium orthosilicate Chemical compound [Mg+2].[Mg+2].[O-][Si]([O-])([O-])[O-] HCWCAKKEBCNQJP-UHFFFAOYSA-N 0.000 description 1
- 239000000391 magnesium silicate Substances 0.000 description 1
- 235000019792 magnesium silicate Nutrition 0.000 description 1
- 229910052919 magnesium silicate Inorganic materials 0.000 description 1
- FPYJFEHAWHCUMM-UHFFFAOYSA-N maleic anhydride Chemical compound O=C1OC(=O)C=C1 FPYJFEHAWHCUMM-UHFFFAOYSA-N 0.000 description 1
- 239000003550 marker Substances 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 238000002074 melt spinning Methods 0.000 description 1
- LVHBHZANLOWSRM-UHFFFAOYSA-N methylenebutanedioic acid Natural products OC(=O)CC(=C)C(O)=O LVHBHZANLOWSRM-UHFFFAOYSA-N 0.000 description 1
- 210000000050 mohair Anatomy 0.000 description 1
- 150000001451 organic peroxides Chemical class 0.000 description 1
- 239000007800 oxidant agent Substances 0.000 description 1
- PNJWIWWMYCMZRO-UHFFFAOYSA-N pent‐4‐en‐2‐one Natural products CC(=O)CC=C PNJWIWWMYCMZRO-UHFFFAOYSA-N 0.000 description 1
- 238000011056 performance test Methods 0.000 description 1
- 239000002574 poison Substances 0.000 description 1
- 231100000614 poison Toxicity 0.000 description 1
- 229950000845 politef Drugs 0.000 description 1
- 229920001748 polybutylene Polymers 0.000 description 1
- 229920001610 polycaprolactone Polymers 0.000 description 1
- 239000004632 polycaprolactone Substances 0.000 description 1
- 229920005906 polyester polyol Polymers 0.000 description 1
- 229920001223 polyethylene glycol Polymers 0.000 description 1
- 229920005594 polymer fiber Polymers 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920005749 polyurethane resin Polymers 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 102000004169 proteins and genes Human genes 0.000 description 1
- 108090000623 proteins and genes Proteins 0.000 description 1
- 238000010926 purge Methods 0.000 description 1
- 239000012966 redox initiator Substances 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 238000007665 sagging Methods 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 229910000077 silane Inorganic materials 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Chemical group 0.000 description 1
- BPILDHPJSYVNAF-UHFFFAOYSA-M sodium;diiodomethanesulfonate Chemical compound [Na+].[O-]S(=O)(=O)C(I)I BPILDHPJSYVNAF-UHFFFAOYSA-M 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 230000000638 stimulation Effects 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 229920005613 synthetic organic polymer Polymers 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- MUTNCGKQJGXKEM-UHFFFAOYSA-N tamibarotene Chemical compound C=1C=C2C(C)(C)CCC(C)(C)C2=CC=1NC(=O)C1=CC=C(C(O)=O)C=C1 MUTNCGKQJGXKEM-UHFFFAOYSA-N 0.000 description 1
- 125000000999 tert-butyl group Chemical group [H]C([H])([H])C(*)(C([H])([H])[H])C([H])([H])[H] 0.000 description 1
- 150000003512 tertiary amines Chemical class 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- 239000010936 titanium Chemical group 0.000 description 1
- 229910052719 titanium Chemical group 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
- ILJSQTXMGCGYMG-UHFFFAOYSA-N triacetic acid Chemical compound CC(=O)CC(=O)CC(O)=O ILJSQTXMGCGYMG-UHFFFAOYSA-N 0.000 description 1
- CWBIFDGMOSWLRQ-UHFFFAOYSA-N trimagnesium;hydroxy(trioxido)silane;hydrate Chemical compound O.[Mg+2].[Mg+2].[Mg+2].O[Si]([O-])([O-])[O-].O[Si]([O-])([O-])[O-] CWBIFDGMOSWLRQ-UHFFFAOYSA-N 0.000 description 1
- IXSPLXSQNNZJJU-UHFFFAOYSA-N trimethyl(silyloxy)silane Chemical compound C[Si](C)(C)O[SiH3] IXSPLXSQNNZJJU-UHFFFAOYSA-N 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images
Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L15/00—Chemical aspects of, or use of materials for, bandages, dressings or absorbent pads
- A61L15/07—Stiffening bandages
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/04—Plaster of Paris bandages; Other stiffening bandages
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S602/00—Surgery: splint, brace, or bandage
- Y10S602/90—Method of making bandage structure
Landscapes
- Health & Medical Sciences (AREA)
- Veterinary Medicine (AREA)
- Public Health (AREA)
- Engineering & Computer Science (AREA)
- General Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- Vascular Medicine (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Epidemiology (AREA)
- Materials For Medical Uses (AREA)
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
Abstract
本发明提供了一种包括下列材料的制品:经过微起绉处理的布片和涂敷到该布片上的可固化的树脂。本发明包括对布片进行微起绉或压实加工,使其具有拉伸性和柔顺性,同时将不希望有的恢复力减至最小。适合于微起绉的织物是包含首先能被机械压实或卷曲,然后可以在卷曲即变形状态下被定形或热处理的纤维的织物。这种制品可以呈矫形绷带形式并且可任选地含有许多分散于树脂中的微纤维填料。把微纤维填料掺和到本发明的铸造材料里,显著增加了固化的铸造材料的强度,特别是当其中所用织物是非玻璃纤维织物时尤为如此,而且不降低未固化的铸造带的操作性能。
Description
技术领域
本发明涉及用可固化的聚合物树脂涂敷的片材。更具体地说,本发明涉及可用于制备矫形绷带的可固化树脂涂敷的片材。
背景技术
已经开发出多种不同的用于固定骨折或其他损伤的肢体的矫形铸造材料。最初用于这种目的的一些铸造材料涉及使用石膏绷带,这种绷带由一种网眼织物(例如,棉纱布)和填充于网眼织物的网孔内并涂敷于其表面的石膏组成。
然而,这种石膏铸造体有许多伴随的缺陷,包括比强度低,最终导致铸造体既重又庞大。还有,石膏铸造体通常在水中解体,因此,必须避免沐浴、淋浴或其他任何与水接触的活动。此外,石膏铸造体还不透气,不允许铸造体下面的空气流通,使得存在于铸造体和皮肤之间的湿气难以蒸发除去,因而常常导致皮肤浸渍、刺激或感染。这类缺陷以及其他缺陷,激发了对矫形铸造术的研究,以寻找性能比石膏铸造体有所改进的铸造材料。
在发现多异氰酸酯顶聚物可用于配制矫形铸造材料用的树脂以后,这项技术获得了巨大的进展。这些内容公布于例如Garwood等人的美国专利4,502,479中。该专利描述了一种矫形铸造材料,它是由一种高模量纤维(如玻璃纤维)做成的针织物浸渍了多异氰酸酯预聚物树脂(如聚氨酯)做成的。这种按美国专利4,502,479做成的矫形铸造材料和石膏矫形铸造体相比有明显的优点,包括有较大的比强度和较好的透气性。然而,这种矫形材料所允许的铸造件下面的细小骨结构的触觉操作或触诊往往达不到采用石膏铸造体的程度。在这方面,玻璃纤维针织材料的可压缩性不如石膏绷带,施用后,往往会遮蔽细小骨结构。
虽然玻璃纤维织物在某种程度上是辐射透明的,但有时候它们对下面的骨结构起屏蔽X射线透过的作用,常常在X射线照片上看到细小的网格或阴影。这种相应于针织的玻璃纤维底布的网格阻碍了X射线的透过,因而使下面的骨头的细节在X射线照片上模糊不清,这一点显然是不希望有的。
玻璃纤维底布还有另一些缺点。如果不全是的话,大多数市售的玻璃纤维铸造绷带是由直径比3.5μm(微米)大得多的长丝制成的。尽管科学界认为3.5μm的纤维是不会吸入的,但是仍有相当数量的顾客越来越关心拆除铸造体时产生的玻璃纤维粉尘的吸入。
况且,包含针织物(如玻璃纤维针织物)的矫形铸造材料有些昂贵,可能对一些使用者来说花费不起。此外,玻璃纤维底布是由基本上没有伸长性的纤维制成的。因为纤维伸长量基本上是零,所以玻璃纤维织物不会伸张,除非玻璃纤维做成非常松散的线圈结构,在受到张力时可以变形,使得织物能伸张。借助于联锁结和松散线圈体系,用松散的链式线迹编织使织物具有拉伸性。
和大多数针织物相似,由于纱线被切断和相邻的线圈松开,玻璃纤维针织物在切割边往往发生卷边或散边。散边和线圈脱散会产生许多肉眼不可见的线头,对矫形铸造来说,磨散的端部可能干扰光滑平整铸造体的形成。松散的磨散的端部在其上的树脂固化以后可能是尖锐的和刺激性的,因此,散边在矫形铸造带中被认为是一个明显的缺点。Reed的美国专利4,609,578揭示了抗散边的弹力玻璃纤维织物。众所周知,玻璃纤维针织物在切割边处的散边可通过下述方法减少,即将织物通过一个热循环来定形纱线,并根据他们在针织物中的位置给予该纱线新的三维构型。这种经过热定形的玻璃纤维织物被切断时只有极少的散边现象,当从热定形织物中脱出一小段纱并使之松弛时,它就卷成曾保持在针织物中的卷曲状。因此,在切割处,被切割的纱线就有一种保持其成圈或打结的形态的倾向,而不会松散开和引起散边。
在根据Reed的美国专利4,609,578加工可拉伸的玻璃纤维织物时,一段织物是在基本上没有张力的情况下热定形的。织物常常绕在一个圆柱芯子上,这样可以在一个炉子里同时进行大批量处理。在将针织物卷绕在针织机上时一定要非常小心,以避免对织物施加过分张力,致使线结和线圈发生变形。为了防止卷绕时对织物施加张力,在织物卷到芯子上时,卷绕操作最好是在织物带有一定松垂度的状态进行。从前面的讨论中明显看出,玻璃纤维织物的整个编织、热定形过程是相当复杂和昂贵的。
另一方面,Buese的美国专利5,014,403描述了一种制造可拉伸的矫形玻璃纤维铸造带的方法,它是在伸张状态下把一种弹性纱在长度方向编织到玻璃纤维织物中,再将弹性纱的张力释放,使织物致密,然后再将弹性纱从织物中除去。用这种织物做成的铸造绷带虽然具有弹性,但它也有前面所述的玻璃纤维铸造带的缺点。
在Boricheski的美国专利3,972,323中公开了一种非针织聚酯织物做成的矫形绷带的例子。但在美国专利3,972,323中所公开的矫形绷带仍然采用了石膏,因此有与上面所述的石膏矫形铸造体相同的缺点,包括比强度低的透气性差。Ersfeld等的美国专利4,481,958中公开了另一个采用非针织聚酯织物做成的矫形绷带的例子。由于美国专利4,841,958所公开的聚酯织物底布做的铸造带和玻璃纤维铸造带相比,强度低且刚性差,因此,这类铸造材料需要更多层的铸造带才能获得承重矫形铸造带。
Sekine等人的美国专利4,984,566公开了一种具有拉伸性的矫形铸造带,它由针织纤维基布和浸渍其中的水固化性合成树脂组成,其中,这种基布或只由合成有机纤维弹力纱制成,或由一部分弹力纱和一部分人造纤维、或者由一部分弹力纱和一部分天然与人造纤维的混合物组成。弹力纱最好是这样一类纱,即其拉伸性是通过提供合成纤维的螺旋或齿卷曲形状并利用非弹性合成纤维的热塑性和可收缩性得到的。
综上所述,人们认识到矫形铸造术中需要的矫形铸造材料兼具两方面的优点,即既具有石膏绷带铸造体的良好的塑形性和对细小骨结构的触诊性,又具有非石膏绷带材料的良好比强度和透气性。在这方面,如能在实际上不使用石膏从而避免所述的石膏固有的缺点的情况下提供这类综合优点,将是一项有意义的技术进步。如果能提供这样一种非石膏类的矫形铸造材料,其性能和先有技术所提供的矫形铸造材料一样好或比之更好,而且要便宜得多,从而同先有技术中采用针织物(如玻璃纤维针织物)的矫形铸造材料相比其价格又不那么令人怯步,则将是技术上更大的进步。这里公开了这类矫形铸造材料及其制备方法并要求保护。
发明内容
本发明提供了一种包括下列材料的制品:经过微起绉处理的布片和涂敷到这种布片上面的可固化的树脂。这种制品可以呈矫形绷带形式,且可任选地含有与树脂相关联的微细纤维填料,把微细纤维填料掺和到本发明的铸造材料里,特别是当所用织物是非玻璃纤维织物时,大大增加了固化后铸造材料的强度,而且不降低未固化的铸造带的操作性能,这种微起绉的片材使铸造绷带具有更大的拉伸性。
附图说明
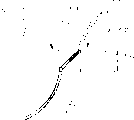
图1、2和3说明在本文中所描述的各种Micrex微起绉过程。
图4说明在本文中所描述的Tular纺织机械加工过程的实例。
具体实施方式
本发明涉及矫形铸造材料及制备和使用这种矫形铸造材料的方法,其中,这类材料包括用可固化的液态树脂浸渍的底布或织物。特别是,本发明采用的织物具有重要的特征和物理性能,它们使制成的织物具有高度拉伸性。同时,本发明的矫形铸造材料是相对便宜的,因此提供了一种比目前本领域已知的采用针织物(如针织玻璃纤维织物)的非石膏类矫形铸造材料更经济的替代物。
本发明的一个组成部分是一种柔性片材,可将可固化树脂涂到这种片材上以便在树脂固化时使之增强。这种片材最好是多孔的,以便至少部分地浸渍树脂。合适的片材的实例有由有机天然纤维、合成纤维或材料组成的非织造布、机织物或针织物。这种片材也可以称为“稀松布”或“底布”。
本发明涉及对布片进行微起绉(microcreping)或压实(compacting)加工并赋予布片拉伸性和柔顺性,同时将不希望有的恢复力降至最小。在此所用的“微起绉”是指将一块布进行机械压实使它的纵向尺寸比原来的小。在此所用的“微绉织物”是指已经过机械压实过的织物,因而它的纵向尺寸比原织物小。适合于微起绉的织物是这样一类织物,它们包含首先能被机械压实或卷曲,然后能在卷曲即变形状态下定形或退火的纤维。不适合微起绉加工的织物有包含不能经如此卷曲的纤维的织物。当不可卷曲的纤维沿织物的纵行、长度方向或加工方向取向时这一点特别重要。例如,在织物的纵行、长度方向或加工方向取向的玻璃纤维和完全由玻璃纤维制得的织物不适合用于本发明。玻璃纤维织物往往不适应于微起绉加工。更确切地说,在进行这种压实加工时,玻璃纤维往往断裂和粉碎。然而,玻璃纤维可以掺入到织物中,而这种织物仍适合于微起绉加工。例如,玻璃纤维可以在横向或纬向掺入,使其在微起绉加工中不经受卷曲作用。
本发明的适用的底布包括含有下述材料的织物:天然有机纤维、来源于动物的材料、以天然为基础的有机聚合物纤维和合成聚合物纤维。适合用于本发明织物的纤维包括天然有机纤维,例如来源于植物的材料,如蕉麻、棉、亚麻、大麻、黄麻、木棉、仿亚麻、苧麻和波罗麻;来源于动物的材料,如羊毛、马海毛、骆马毛,其他动物毛和蚕丝。本发明优选的天然有机纤维包括棉和羊毛,棉是本发明最优选的。
用于本发明织物的优选的聚合物纤维包括:天然基有机聚合物,如醋酸酯、人造蛋白质、人造丝和三醋酸酯;和合成的有机聚合物,如丙烯酸类芳族聚酰胺、尼龙、聚烯烃(如聚(1-丁烯)、聚乙烯、聚(3-甲基-1-丁烯)、聚(1-戊烯)、聚丙烯和聚苯乙烯)、聚酯、聚四氟乙烯、聚乙烯醇、聚氯乙烯和聚偏氯乙烯。其中,本发明优选的合成聚合物纤维包括丙烯酸系纤维、尼龙、聚乙烯、聚丙烯、聚酯和人造丝。本发明最优选的合成聚合物纤维包括尼龙、聚酯和人造丝。
各种织物结构,包括机织、针织和非织造布(如射流喷网和水、刺布)都可进行微起绉加工。一种优选的水刺布是杜邦公司生产的商品名为“Sontara”8043的水刺非织造布。适用于本发明的片材例如记载于美国专利4,940,047、4,984,566和4,841,958中。优选的非织造布公布于Ersfeld等人的美国专利4,841,958中。
微起绉加工是一种使网层结构具有功能性的机械方法。在这种加工的一个实例中,将由主辊支承的未处理网层(如一块布)引入到一个汇聚通道中,紧紧夹住后,传送到进行微起绉加工的主处理腔。根据所需要的结果和要处理的材料的性能,通过各种控制调节,可以得到不同剩余压缩量和起绉截面。处理后的网层通过控制均匀性和压缩程度的刚性和/或挠性阻塞辊(retarder)之间的第二通道。通过在压实状态下对纤维进行退火使织物中保持这种压实效果。“退火”是指将纤维在规定温度下保持规定的时间然后冷却。这种处理可以消除前面微起绉操作中所产生的内应力,在一个新的优选方向上有效地将织物结构定形。这种处理可采用干热法(如热辊、红外辐射、对流烘箱等)或蒸汽加热来完成。退火方法的选择与诸多因素有关,如织物重量、纤维类型和加工速度等。一种加热织物的简单方法是将织物通过一个加热辊。另外,蒸汽加热对某些织物是优选的。
在本发明优选的一个方案中,所述被处理的布片在用可固化的液态树脂涂敷之前先进行退火。
未经过退火的微绉织物也可以用于本发明的铸造带。目前认为,这种织物表现出合适的拉伸性,但在加工过程中(如涂敷树脂过程中)要加倍小心保持织物的压实状态。
现在认为有两种工业化的微起绉加工方法可以用来处理本发明的织物。一种是前面已讨论过的加工方法,由马萨诸塞州Walpole的Micrex公司工业化的方法(简称“Micrex”加工方法)。另一种是北卡罗来那州Lexington的Tubular Textile Machinery公司的工业化方法(简称“TTM”或“Tube-Tex”加工方法)。TTM加工方法与Micrex方法虽然在某些细节上有所不同,但在原理上相似。在“TTM”加工方法中,织物进入喂入辊上面和鞋形物下面的压实区,随后织物接触一个较低的鞋形物和阻塞辊被压实或起绉。总之,这两种加工方法都是使织物经受一种由摩擦阻塞辊引起的挤压力。
如图1所示,将由主辊12支承的未处理网层10引入到主辊和可移动的阻塞板(retarder)16之间的汇聚通道14。可移动的阻塞板有一个主表面18、一个挠性阻塞片(retarder)20和一个或多个支撑片(back-up blade)22。利用加压板24将可移动的阻塞板紧抵在未处理网层上。网层再通过挠性阻塞片和刚性阻塞刀(retarder)26之间的第二通道,作为处理后的网层28排出。
如图2所示,将由主辊112支承的未处理网层110引入到主辊和可移动的阻塞板116之间的的汇聚通道114。可移动的阻塞板有一个主表面118、一个挠性阻塞片120、一个摩擦阻塞片121和一个或多个支撑片122。利用加压板124使可移动的阻塞板紧抵住未处理网层。网层再通过摩擦阻塞片121和主辊112之间的第二通道并作为处理后的网层128排出。
如图3所示,将由主辊212支承的未处理网层210引入到主辊和可移动的阻塞板216之间的汇聚通道214。可移动的阻塞板有一个主表面218、一个挠性阻塞片220和一个或多个支撑片222。利用加压板224使可移动的阻塞板紧抵住未处理网层。网层再通过挠性阻塞片和剥离刀(comb)226之间的第二通道并作为处理后的网层228排出。
如图4所示,将由喂入辊312支承的未处理网层310引入到上挤压靴314和喂入辊之间的通道。该网层接着进入上挤压靴314和下挤压靴318之间的压实区316。在这一区域内织物被压实,然后通过下挤压靴和阻塞辊320之间的通道引出。
适合的织物在微起绉后具有重要的特性和物理性能,这些性能允许织物涂上需要量的树脂以提供矫形铸造材料的适宜的强度,同时提供必要的孔隙度和改进的拉伸性,以使其具有改进的柔顺性、触感操作性、模塑性和触诊性。选择能提供达到本发明目的所需性能的织物的几条重要标准包括:(1)在微起绉以后纵向的拉伸性和柔顺性,以及有关的织物经树脂浸渍后的模塑性、感触性和触诊性;(2)树脂涂敷容量;和(3)孔隙度。重要的是对以上。这些参数中的每一个都要仔细控制以提供能成功地得到本发明范围内的矫形铸造材料的织物。
从织物在其长度方向的拉伸性必须使所得到的矫形铸造材料能够基本上贴合所要施加的身体部分的观点来看,拉伸性是很重要的。在长度方向无足够拉伸性的材料在绑绕时不能很好地贴合身体部分,这往往导致该材料发生不希望有的皱纹或打褶。另一方面,织物在长度方向的拉伸性又不能太大,以免由于材料的弹性太大而导致该材料结构可能变形到树脂保持能力和孔隙度大大减小的程度。
本发明的目的是织物在微起绉后,在将268克负荷或力施加于1厘米(cm)宽的织物上时在长度方向的拉伸性为约10%至约200%,优选将268克负荷或力施加于1cm宽的织物上时在长度方向的拉伸性为约25%至约75%,更优选将268克负荷或力施加于1cm宽的织物上时在其长度方向的拉伸性为约35%至约55%。
虽然不是关键性的,但还是希望所用的布在其宽度方向即和长度方向垂直的方向有一定的拉伸性。虽然织物在横向可以有0%至100%的拉伸性,但是优选在将268克负荷或力施加于1cm宽的布上时所用的布在横向的拉伸性为约1%至约30%。前面所述的微起绉加工一般只在长度方向上赋予拉伸性。然而可以想到,可以对织物进行二次微起绉加工,即先在长度方向进行微起绉加工,再在横向进行微起绉加工,这样就赋予了双向拉伸性。或者可在纵向和横向同时进行进行微起绉加工,例如纵向和横向的卷曲均可在退火工序之前完成。此外,可以将具有横向拉伸性的织物(如针织物)进行微起绉加工以赋予或增加其纵向拉伸性,而对横向拉伸性无明显影响。
本发明的织物在微起绉加工以后虽然是可拉伸的,但是最好不要弹性过大。用弹性过大的织物作矫形绷带底布往往在包裹的四肢或身体部分产生不希望的紧箍力。因此,一旦树脂浸渍过的织物已经拉伸并裹绕在身体上,这种被拉伸的材料最好保持它的形状,而不趋于回到未拉伸的状态。
从提供一种具有足够的强度以便有效地固定身体部分的矫形铸造材料的观点来看,树脂负载量或织物保持树脂的能力是重要的。织物的表面结构,包括纤维、间隙和网眼对提供合适的树脂负载以达到本发明的目的是重要的。在这方面,每个纤维束内纤维间的间隙必须提供足够的体积或空间以便在纤维束内保持足够量的树脂从而提供必要的强度;同时纤维束间的网眼最好能保持足以不被阻塞,以便在涂敷树脂以后保持足够的孔隙度。因此,纤维间的间隙对于提供必要的树脂负载容量来说是重要的,而网眼对于给最终铸造体提供必要的孔隙度来说是重要的。然而,要达到既有适宜的树脂负载性又有孔隙度,需要各种参数的平衡。这种织物每平方厘米的开孔(即网眼)数应优选约为6至90,更优选为约10至50,最优选为约20至40。
微起绉加工方法可通过几种不同的机理使织物具有拉伸性。例如,对针织物而言,微起绉加工可以机械地压缩针织物的线圈而不进一步使纤维束变形。通常,当织物是针织物时,两行相邻的线圈内表面是接触或近乎接触的。当针织线圈形成时,这种接触是织物处于拉伸状态的结果。事实上,每下一行线圈都是紧靠前一行线圈形成的。本发明的微起绉加工似乎是通过重叠相邻两行线圈将织物压实或者线圈可以在织物平面上重叠或非重叠位置变形,然后任选地,且最好是在压实形式下对织物进行定形或退火。行与行之间的重叠使织物具有拉伸性。当张力再次施加于织物时,线圈可以回到原来的“接触”位置,也就是原来针织时它们所占有的位置。
比较起来,机织物或非织造布的微起绉加工是在稍微不同的方式下进行的。首先,有必要区别斜裁的织物和与布斜纹成一角度裁或制做的织物之间的差别。对于斜裁织物而言,微起绉过程似乎是使沿加工方向运行的纤维束变形(即纤维卷曲)并压垮网眼。在加工方向运行的纤维束或者在布面内被卷曲(卷入相邻的网眼里)或者被压出布面而卷曲(增加了织物的厚度)。接着卷曲纤维束可以在压实状态下被定形或退火。如果对经处理的织物施加张力,那么卷曲的纤维束可以伸直成原来未卷曲的形状,从而使织物变长。在低张力时,纤维束可以抵抗变直,从而使织物显示出回弹性。对于与布斜纹成一角度裁开的织物,微起绉过程似乎是改变了网眼的形状。原具有方形或矩形网眼并与加工方向成一定角度取向的织物在微起绉过程后,其网眼就变成了菱形。同样,原具有圆形网眼的织物在微起绉过程后网眼变成了椭圆形。此外,一些布面内或布面外的纤维束的卷曲也可能发生。如果在布面外发生微起绉,希望这种情况不要太严重,以免造成织物厚度大大增加。织物的厚度不仅从树脂的负载量和树脂层的厚度的角度看要优选,而且从铸造体的层数看也要优选。也就是要使织物的厚度和树脂用量、树脂层厚度和铸造带层数之间相平衡。代表性的铸造体由约4~12层重叠缠绕的带子组成。不承受重要时优选4~5层,承受重量时(例如在脚跟部位)优选8~12层。用足量的可固化树脂涂到这为数不多的层面上就可以获得所需要的最终的铸造体强度和刚度。适量的可固化树脂可以浸渍进入本发明的厚度约为0.5~1.5mm的织物底布。优选薄型织物,也就是厚度小于1.3mm的织物。本发明织物的厚度更优选约为0.76~1.0mm(厚度是采用MA州Walthanm的Ames Gauge公司的有直径2.5cm的圆接触面的202型厚薄规测定的)。
适合的织物在微起绉以后,在其长度方向上被压缩到约为原来长度的10-65%。更优选的是在其长度方向上被压缩到约为原来长度的20-60%,最优选的是在其长度方向上被压缩到约为原来长度的30-50%。
应该注意的是,在织物的幅宽上并不需要微起绉程度是均一的。采用适当设计的阻塞辊可得到不同的压缩量,从而得到各种图案或装饰图案。此外,为了美观或功能性的目的,本发明的织物可以是染色的或印花的。
本发明所用的可固化树脂是能用来涂到片材上然后固化增强片材的一类树脂。该树脂可固化成一种交联的热定形状态。优选的可固化树脂是液态的,也就是组合物的粘度为约5帕·秒至约500帕·秒,优选为约10帕·秒至约100帕·秒。
用于本发明的铸造材料的树脂应优先选用能满足矫形铸造体的功能性要求的任何可固化的树脂。很明显,这种树脂必须在固化时没有有害于病人或做矫形固定术的人的大量有毒蒸气释放出来,即从这一点来讲必须是无毒的,从不引起皮肤刺激(无论是化学刺激还是固化时产生过多的热量而引起的皮肤刺激)方面来讲也必须是无毒的。更进一步,这种树脂必须和固化剂有足够的 反应性,以保证在施用后铸造体的快速固化,但反应性又不能太大,以免没有足够的工作时间操作和定形铸造体。铸造材料首先应该是柔韧的和可成形的、以及自身可粘合的。然后在施用铸造体后的很短时间里应固化或至少半固化,并且强度足以承受因穿着者活动对铸造体引起的各种负荷和应力。因此,这种材料应在几分钟内发生从似液体状态到固体状态的状态变化。
优选的树脂是那些能用水固化的树脂。本发明优选的是聚氨酯树脂,它借助例如美国专利4,131,114中所述的多异氰酸酯和多元醇反应而固化。本领域已知的多种水固化性树脂都是适用的,它们包括聚氨酯、氰基丙烯酸酯,以及当与水敏感的催化剂结合时,端部以三烷氧基-或三卤代硅烷基团封端的环氧树脂和预聚物。例如,美国专利3,932,526公开了1,1-双(全氟甲磺酰基)-2-芳基乙烯使含有微量水的环氧树脂聚合。
虽然用水促使矫形铸造带固化最方便、安全,也是矫形医师和医疗铸造人员所熟悉的,但除水固化性树脂以外的其他树脂体系也可使用。例如在美国专利3,908,644中公开的树脂体系也是适用的,其中绷带用双官能丙烯酸酯或甲基丙烯酸酯类(如甲基丙烯酸缩水甘油酯和双酚A(4,4′-异亚丙基双酚)缩聚得到的双甲基丙烯酸酯类)浸渍。这种树脂在用叔胺和有机过氧化物溶液湿润后便固化。水中还可含有催化剂。例如美国专利3,630,194提出了一种矫形带,它用丙烯酰胺单体浸渍,然后将浸渍的绷带浸在氧化还原剂水溶液(本领域称为氧化还原引发体系)中引发聚合。这种绷带的强度、刚度和固化速度与专利中所述的各种因素有关。
用于本发明的更优选的树脂是水固化性异氰酸酯官能的预聚物。这类合适的体系例如公布于美国专利4,411,262和4,502,479中。更优选的树脂体系公布于美国专利申请系列号07/376,421和美国专利4,667,661中。下面所述的主要涉及采用水固化性异氰酸酯官能的预聚物作为可固化树脂的本发明的优选实例。在此所用的水固化性异氰酸酯官能的预聚物是指由多异氰酸酯、优选芳族多异氰酸酯和活泼氢化合物或低聚物衍生而来的预聚物。这种预聚物有足够的异氰酸酯官能度,从而在暴露在水(如水蒸汽或优选液体水)中后固化。
由异氰酸酯和多元醇反应生成的多异氰酸酯预聚物作为树脂涂到织物上是优选的。所用的异氰酸酯优选具有低挥发性,如二苯甲烷二异氰酸酯(MDI),而不是较易挥发的材料,如甲苯二异氰酸酯(TDI)。适合的异氰酸酯包括2,4-甲苯二异氰酸酯、2,6-甲苯二异氰酸酯、这些异构体的混合物、4,4′-二苯甲烷二异氰酸酯、2,4′-二苯甲烷二异氰酸酯、这些异构体的混合物(可能含少量2,2′-二苯甲烷二异氰酸酯,这是市售二苯甲烷二异氰酸酯的通常情况),和芳族多异氰酸酯及它们的混合物,如由苯胺和甲醛的缩聚产物经光气化衍生而来的混合物。在预聚物体系中所用的代表性的多元醇包括聚亚丙基醚二醇(商品名为ArcolTMPPG,由Arco化学公司购得,也可从Wyandott的BASF购得,商品名为PluracolTM)、聚亚丁基醚二醇(从Quaker Oats公司购得,商品名为PolymegTM)、聚己内酯二醇(从Union Carbide公司购得,商品名为NiaxTMPCP系列多元醇产品)和聚酯多醇(由二羧酸和二醇(如从Hooker化学公司Ruco分部得到的RocoflexTM多元醇)经酯化反应而得到的羟基到封端的聚酯)。通过使用高分子量的多元醇可降低固化后的树脂的刚度。
一个用于本发明的铸造材料的树脂的例子是购自Upjohn公司的称为IsonateTM 2143L的异氰酸酯(含有73%MDI的混合物)和购自Union Carbide公司的称作NiaxTMPPG 725的聚环氧丙烷多醇。为延长材料的存放寿命,最好加入按重量计0.01~1.0%的苯甲酰氯或其他适合的稳定剂。
一旦树脂暴露于水固化剂中时,树脂的活性可以通过采用适当的催化剂加以控制。反应活性不能太大,不然会使(1)在树脂表面快速形成一层硬膜而阻止水向树脂内部进一步渗透;或(2)在包扎和塑形完成之前铸造体就变硬了。采用约0.05~0.5%(重量)的4-[2-[1-甲基-2-(4-吗啉基)乙氧基]乙基]吗啉(MEMPE,按美国专利4,705,840所述方法制备),可得到好的结果。
由于泡沫会降低铸造体的孔隙度和整体强度,所以树脂的起泡应减到最少。发生起泡是由于水和异氰酸基反应产生二氧化碳造成的。一种将起泡减至最小的方法是减少预聚物中异氰酸基的浓度。但为了保持其反应性、加工性和最终强度,足够的异氰酸基的浓度是必需的。虽然树脂用量少时起泡比较少,但为了得到所希望的铸造体性能,如强度、抗剥离性等,需要足够的树脂量。使起泡减至最少的最佳方法是在树脂中加入泡沫抑制剂,如DowCorning公司的Antifoam A硅氧烷或Dow Corning公司的Antifoam 1400硅氧烷流体。特别优选采用约0.05~1.0%(重量)的硅氧烷流体,如Dow Corning的Antifoam 1400。例如在美国专利申请系列号07/376,642和欧洲公布专利申请EPO0407056中公开的含有疏水性聚合物颗粒的稳定分散液的水固化性树脂也可用来减少起泡。
本发明更优选的树脂还包括非异氰酸酯类树脂,如水反应性液态有机金属化合物。这些树脂对于那些对异氰酸酯材料有过敏反应的人是特别优选的异氰酸酯树脂体系的替代物。适用于矫形铸造体的水固化性树脂组合物由水反应性液态有机金属化合物和有机聚合物组成。有机金属化合物是一种分子式为(R1O)xMR(y-x)’ 2的化合物,其中,每个R1独立地是C1-C100的烃基,任选地在主链上嵌入1~50个非过氧化-O-、-S-、-C(O)-或-N-基团;每个R2独立地选自氢和C1~C100烃基,任选地在主链上嵌入1~50个非过氧化-O-、-S-、-C(O)-或-N-基团;x是1至y的整数(包括端值);y是M的化合物;M是硼、铝、硅或钛。有机聚合物可以是加聚物或缩聚物。优选采用加聚物作为有机聚合物组分。尤其有用的加聚物是由烯类不饱和单体制成的那些加聚物。可以制成这类加聚物的市售单体包括(但并不限于):乙烯、异丁烯、1-己烯、一氯三氟乙烯、偏氯乙烯、丁二烯、异戊二烯、苯乙烯、乙烯基萘、丙烯酸乙酯、丙烯酸2-乙基己酯、丙烯酸四氢糠酯、丙烯酸苄酯、聚氧化乙烯一丙烯酸酯、丙烯酸七氟丁酯、丙烯酸、甲基丙烯酸甲酯、甲基丙烯酸2-二甲氨基乙酯、3-甲基丙烯酰氧基丙基三(三甲基甲硅烷氧基)甲硅烷、甲基丙烯酸异丁酯、衣康酸、乙酸乙烯酯、硬脂酸乙烯酯、N,N-二甲基丙烯酰胺、叔丁基丙烯酰胺、丙烯腈、异丁基乙烯基醚、乙烯基吡咯烷酮、乙烯基吖内酯、甲基丙烯酸缩水甘油酯、甲基丙烯酸2-异氰酸基乙酯、马来酐、乙烯基三乙氧基甲硅烷、乙烯基三(2-甲氧基乙氧基)甲硅烷和甲基丙烯酸3-(三甲氧基甲硅烷基)丙酯。具有可水解的官能度的聚合物是优选的。为促进这些组合物的水固化,可以采用酸性或碱性催化剂。优选采用强酸催化剂。
本发明的稀松布优选用掺有微纤维填料的树脂涂敷。这些优选的矫形绷带有很多好处,例如,掺有微纤维填料的树脂显示出:当涂到本发明的底布上时,强度大大增加;固化后“早期强度”增加;改进的耐用性和较高的模量;层和层之间的层合强度良好,且多数增加;固化时放热较少;与不掺入这类微纤维填料的树脂相比,树脂有效成本降低。采用微纤维填料和本发明的底布的铸造绷带与典型的玻璃纤维绷带相比,辐射透明性得到改进,也就是说,微纤维填料不会把会使骨头细节部分模糊的网络阴影图案叠加在骨头的照片上。此外,采用本发明的微纤维填料的树脂悬浮液一般使树脂的粘度增加很小,因此可保证铸造绷带退绕方便和良好的使用性能,如悬垂性等。
在此所用的微纤维填料是当它掺入到本发明的铸造带中时,能使强度得到提高,同时又对未固化的树脂悬浮液的粘度没有不利影响(否则对铸造带的悬垂性有不利影响)的一种填料。可用于本发明的微纤维填料一般是短纤维,它的长径比大于5∶1。在此所用的“长径比”是指纤维的长度与它的直径之比。对于横截面是不规则的或非圆形的纤维,纤维的直径应相当于微纤维的截面上的最大宽度。本发明的铸造带可以采用具有不同长径比的微纤维的混合物。对本发明来说,若采用微纤维的混合物,那么微纤维混合物的长径比是指平均长径比。优选的微纤维填料或混合物的长径比为5∶1到200∶1,更优选为5∶1到50∶1,最优选为10∶1到30∶1。
适合的微纤维的平均直径大约在1μm到60μm之间,平均长度大约在25μm和1000μm之间。优选的微纤维填料或混合物的平均直径在0.1和60μm之间,更优选的微纤维平均直径在1和40μm之间,最优选微纤维平均直径在1和30μm之间。优选的微纤维填料或混合物的平均长度在25和5000μm之间,更优选的微纤维平均长度在30和1000μm之间,最优选的微纤维平均长度在30和500μm之间。本发明最优选的填料Nyad GWollstokup的特征主要在于筛目大小。这种材料的90%可以通过200目的筛网(即孔的尺寸为127×127μm)。扫描电子显微镜(SEM)照片的观察表明,平均纤维直径范围为10~30μm,平均纤维长度范围为200~400μm。
微纤维可以是天然存在的无机纤维、合成无机纤维、天然存在的有机纤维和合成有机纤维。纤维如果是无机的,它可以是无定形的、单晶的(如须晶)、多晶的或多相的。如果需要的话,还可以采用纤维的共混物。
无机纤维的各种结构特点反映出纤维化学和纤维成形技术复杂的相互作用。无定形的无机纤维如玻璃纤维和熔凝硅石纤维是通过熔融纺丝制得的。虽然这些纤维具有较高的抗拉强度,但它们的摸量是无机纤维中最低的。另一方面,有时被本领域技术人员称为“须晶”的单晶纤维一般是化学纯和高度取向的,这使得它们的强度接近理论极限,使它们成为所有纤维中强度最大的。
须晶是极限强度的短纤维材料。它们是小的(为亚微细粒到直径为几个微米)、有高度结晶完整性的单晶纤维。一般来说,须晶越小完整性越好。这种完整性是由于位错密度小、空隙含量低、内部和表面的缺陷少和没有晶粒间界造成的。须晶纤维通常具有良好的机械性能,如抗拉强度为13GPa~32GPa(是大多数常规纤维的10倍),模量为450GPa至900GPa,伸长为3~4%,以及特别高的韧性和不脆性。
微纤维可以用低成本加工技术相当快地制备,如采用从过饱和溶液中沉淀的方法。但由于它们是由液体快速制得的,所以它们不具备真正须晶的纯度和结晶完整性。这些纤维一般都是带有晶粒间界的多晶纤维束且常常含有空隙、位错和结晶缺陷,而这些在真正的须晶中是很少见的。尽管如此,这类微纤维一般来说比它们周围固化的基质树脂有好得多的性能,适合用于本发明的铸造材料。
适合的无机微纤维包括例如硼纤维、钛酸钾纤维、硫酸钙纤维(如Franklin纤维)和经加工的矿物纤维如石棉纤维(即温石棉 或水合硅酸镁)以及硅灰石(即硅酸钙(CaSiO3))。石棉虽然是适用的,但出于健康方面的考虑,它不是本发明优选的。
将本发明中适用的微纤维填料以一定量掺入到液态树脂中以便足以使强度提高到所希望的强度值,同时对未固化的悬浮液的粘度没有不利影响。在树脂中适合量的填料使得固化前悬浮液的粘度小于500帕·秒(这是在23℃下用带6或7号心轴的Brookfield RTV Rotovisco粘度计测得的,当粘度大于100帕·秒时,需用7号心轴测定)。固化前悬浮液的优选粘度在5和100帕·秒之间,更优选在10和70帕·秒之间,最优选在30和70帕·秒之间。尽管由于诸多因素(如初始树脂粘度、微纤维种类、微纤维尺寸和长径比等)使微纤维填料的精确用量不能确定,但适合用于本发明的悬浮液最高可含有约40%的微纤维填料。优选的树脂和微纤维填料的悬浮液含有约3~35%微纤维填料,更优选的树脂和微纤维填料的悬浮液含约7~25%的微纤维填料,最优选的树脂和微纤维填料的悬浮液含约10~25%的微纤维填料。
如果需要的话,微纤维填料可用硅烷、钛酸盐、锆酸盐等进行表面处理以增强树脂粘合性、容易混合和相容性。表面处理可以在微纤维掺入树脂之前进行,也可以“就地”进行,亦即表面处理剂可以掺入到悬浮液中,随后和填料反应。
圆环(ring)强度可按下述方法测定。包括六层经树脂涂敷的材料的圆柱形环是通过下述方法形成的:从贮存袋中取出一卷涂有树脂的材料,把它完全浸渍在约27℃的去离子水中30秒钟。所形成的环的宽度和所采用的树脂涂敷材料的宽度相同,即7.62cm。然后将该卷树脂涂敷的材料从水中取出,将此材料缠绕一个包有薄弹力布(如3M公司的合成弹力布MS02)的直径为5.08cm的心轴上,采用受控缠绕张力(每厘米宽的材料约为45克)形成完全均匀的六层。每一个圆柱体的缠绕均要在材料从水中取出后30秒内完成。
从开始浸入水中起20分钟后,将固化的圆柱体从心轴取下,从开始浸入水中起24小时后测定它的强度,也就是说,在测试前使样品在受控氛围下(25℃±2℃,相对湿度为55%±5%)固化24小时。
在适当的时间,将每个圆柱体放在市售测试仪器(如Instron仪器)的夹具上,压缩负荷沿着圆柱环样品的外面和其轴线平行加到样品上。圆柱环纵向放在夹具的两个底棒(底棒宽1.9cm,高1.3cm,长15.2cm)之间,两底棒间隔4cm。底棒内侧加工成半径为0.31cm的曲面。第三个棒(宽0.63cm,高2.5cm,长15.2cm)置于圆柱的顶部中心并和它的心轴平行。第三个棒的底部或接触侧也加工成半径为0.31cm的曲面。将第三个棒以5cm/分的速度向下运行压在圆柱上并将它压碎。圆柱被压碎时所施加的最大峰值负荷记为“圆环强度”。在本具体例中“圆环强度”是“干强度”(用每单位圆柱长度所受力表示,即牛顿/厘米)。每种材料至少取五个样品进行试验,然后计算施加的平均峰值负荷作为干态“圆环强度”。
用如下所述的Instrom测试或在拉伸台上的静重测试方法可测定织物或铸造绷带所具有的拉伸性。拉伸台具有一对相距正好25.4cm、宽15.25cm的夹头。一个夹头是固定的,另一个是在基本上没有摩擦的长条形滚棒轴承上的可动夹头。可动夹头上连有一根绳子并固定至适当重物上。在台的基面上放一块带有测量尺的固定板以指示随施加重物的重力而拉伸的织物的线性伸长。或者用Instron 1122型仪器,织物夹头间距离正好是25.4cm,将织物夹到夹具上并按下述方法测试。
在室温(如23~25℃)和50%相对湿度下进行测试。拉伸性试验对经树脂涂敷的和未经涂敷的织物都适用。第一步:把一块未经拉伸的布切成约30.5cm,在正好25.4cm处对该布做记号。如果该布是用可固化树脂涂敷的,那么应该在惰性气氛中进行操作,而且样品在测试前一直保持密封。在测试前对所有样品处理都要非常小心以防样品拉长。第二步:为保持样品基本上没有褶皱,在非常小的张力(如0.0001N/cm绷带宽度)下把样品固定在测试夹头上。由于夹头间距离正好是25.4cm,未拉伸绷带的长度也应该是25.4cm。如果在第一步中在25.4cm处所做的记号不能和夹头恰好对齐,说明该织物已被拉伸,此织物应该弃去。如果是垂直测试,绷带的重量(特别是经涂敷的绷带重量)足以使织物伸直,在这种情况下绷带应正好夹在第一步中所做的记号上固定住。第三步:将重物连接到夹头上。如果没有另外说明,重物应该是268g/cm绷带宽度。第四步:慢而温和地拉伸样品直到所有重量解除为止。如果使用Instron仪,以12.7cm/分的速度拉伸样品直至达到适当的负荷为止。如果在所加负荷下被测织物连续伸长,那么应该取施加负荷1分钟时的拉伸百分数。第五步:记录拉伸百分数,它是线性拉伸量除以试样原长再乘以100。要注意的是测量水固化性树脂涂敷的织物时必须快速进行,以防止树脂固化影响测试结果。
下述实例是帮助对本发明的理解,但不能认为是对本发明范围的限制。除非另外指明,所有份数和百分数都是按重量计算的。
实施例
实施例1
斜切Sontara 8043的微起绉
用性能如表1a所示的一卷水刺聚酯非织造布Sontara 8043作为微起绉加工的喂入材料。
| 表1a | |
| 性能 | 测试值 |
| 基重 | 70.0克/米2 |
| 厚度 | 0.71毫米 |
| 每平方厘米网眼数 | 9.9 |
| 网眼尺寸 | 1.3毫米×2.0毫米 |
| 拉伸性1 | 3.4%,在加工方向 |
| 拉伸性 | 48.0%,横向 |
| 纤维束的平均横截面积 | 0.65毫米2 |
| 每个纤维束的平均纤维数 | 417 |
注1:拉伸性在每毫米宽度施加0.26牛顿负荷的条件下测定。
退卷一大卷织物,并和水平呈30度角斜裁出0.91m宽的布块。在标准缝纫机上将它们缝在一起并在193cm宽的平幅Micrex压实机(没有支撑片,即不使用刚性阻塞片)上起绉处理。挠性摩擦阻塞片的表面装有粒度为600的湿或干砂纸(可从3M公司购得)。将主辊加热到135℃,干织物以大约4.87m/分的速度通过该辊。卷绕辊的速度设定慢些,是主辊速度的60%,也就是2.93m/分,以保证40%的压缩量,生产出非常均匀的网层,性能如下表1b所示。
| 表1b | ||
| 性能 | 微起绉网层 | 喂入网层 |
| 基重(克/米2) | 120 | 70 |
| 厚度(毫米) | 0.86 | 0.71 |
| 每平方厘米网眼数 | 16.7 | 9.9 |
| 拉伸性1(%),加工方向 | 87.5 | 36.3 |
注1:拉伸性在每毫米宽度施加0.26牛顿负荷的条件下测定。
在极小张力下,在旋转刀式裂缝切条机上将该织物切成76.2mm和101.6mm宽的窄条。发现该织物具有一定的回弹性,也就是织物拉伸后可以复原。这表明该织物的纤维在压实条件下被退火。有趣的是,还注意到织物在微起绉后的拉伸性显著提高,但它的厚度只稍微增加。从上面数据可以看出,微起绉后的织物在加工方向的拉伸百分数比喂入在加工方向的拉伸性大2倍多。同时微起绉的网层的厚度只增加了21%。这说明压实多发生在织物的平面内,也就是说纤维束被卷曲到网眼空隙里了。
在3.8升(1加仑)玻璃容器上安装12.7cm×2.54cm×0.318cm的TeflonTM旋转混合器、加料漏斗、氮气吹扫管和温度计,用氮气吹扫30分钟以确保整个容器是完全干燥的。通过加料漏斗按次序并以5分钟间隔加入下列化学品:
| 表1c | ||
| 化学品 | 当量重量3 | 重量(%) |
| Isonate 2143L(Dow化学公司) | 144.3 | 56.9 |
| 1,3,5-三甲基苯磺酰氯 | 0.05 | |
| Antifoam 1400(Dow化学公司) | 0.18 | |
| 丁基化羟基甲苯(“BHT”) | 0.48 | |
| Pluronic F-108(BASF) | 7250 | 5.00 |
| MEMPE1 | 1.00 | |
| Arcol PPG-2025(Arco) | 1016.7 | 22.3 |
| Arcol LG-650(Arco) | 86.1 | 5.60 |
| Niax E-5622 | 1781 | 8.50 |
1"MEMPE"为吗啉代乙基吗啉代异丙基醚。
2“E-562”为聚合物多元醇(以前从Union Carbide公司购得,现在从Arco公司购得,名称为Arcol Polyol 24-32)。
3结合组分中,NCO/OH=4.25,NCO当量重量为331.5克。
搅拌速度随粘度增加逐渐增加。容器临时用玻璃棉保温并用加热套徐徐加热,将反应温度升至65℃并在此温度下保持1.5小时。将玻璃棉及搅拌器、温度计和加料漏斗一起移去,然后将该容器密封并使树脂冷却24小时。
24小时后,将20份微纤维填料Nyad G Wollastokup 10012(可从纽约Willsboro的Nyco购得)加到80份树脂中形成含20%(重量)微纤维的组合物。将树脂密封在一个大口容器里并使之冷却过夜,同时放在大约7rpm的辊上旋转。然后将加有填料的树脂组合物涂到上述织物上,涂敷量为每克织物涂加有填料的树脂4.2克,亦即每克织物涂纯树脂(没有填料的树脂)约3.4克。涂敷是在很小的张力下直接将树脂涂敷在织物的一个面上进行的。然后将经涂敷的织物缠绕在直径为1.2cm的聚乙烯芯子上变成3.5 m的小卷。这种转换过程同样要在很小的张力下进行,以防止织物拉伸。然后将这些卷放进铝箔层压的袋子里以备下一步评价。
通过下述方法评价织物:(1)把卷从袋子里取出;(2)在23~25℃水中浸润该卷同时挤压三次,接着做最后一次挤压以除去多余的水,和(3)将绷带绕在前臂上。发现该材料和未经起绉加工的样品相比柔顺性非常好而且易于塑形。还注意到,当带子浸在水中时很快变得非常滑溜,容易退卷而且还不粘操作者的手套。由于树脂不发粘,所以容易塑形。用手套摩擦整个铸造体都不粘手套,但层与层之间彼此粘合得很好。最终固化的铸造体和典型的玻璃纤维铸造材料相比表面涂层光滑得多,而且在其表面上用毡尖标记笔写画、装饰也比玻璃纤维铸造材料容易得多和清楚得多。还发现这种材料比典型的玻璃纤维铸造带的触诊性好得多。这种铸造体很快(即20~30分钟内)就变得很坚固而且外观很舒服。另一些铸造带卷用前面所述的干环强度法来评价强度。由七个样品的测试结果的平均值得到经固化的材料的平均干环强度为72.1N/cm宽度。
实施例2
Sontara 8043沿加工方向的微起绉
将如实施例1所述的水刺非织造布Sontara 8043在标准缝纫机上缝在一起形成一长条样品。和实施例1的织物对比,实施例2的织物不是 斜切的而是横断加工方向横切并拼接在一起。然后将该织物在193cm宽的平幅Micrex压实机(没有支撑片,即不使用刚性阻塞片)上起绉加工。挠性摩擦阻塞片的表面装有粒度为600的湿或干砂纸(可从3M公司购得)。将主辊加热到135℃,使干织物以约4.87m/分的速度通过该辊,卷绕辊速度设定慢些,是主辊速度的70%,也就是3.41m/分,以保证30%的压缩量。该网层被称为#2-30。除卷绕速度约为2.93m/分,网层压缩量为40%以外,重复上述过程,称所得网层为#2-40。在这些压缩量下得到的非常均匀的网层具有下列性能:
| 表2a | |||
| 性能 | #2-30 | #2-40 | 喂入材料 |
| 基重(克/米2) | 120 | 118 | 70 |
| 厚度(毫米) | 0.99 | 0.97 | 0.71 |
| 每平方厘米网眼数 | 15.6 | 20.0 | 9.9 |
| 加工方向的拉伸性1(%) | 35.5 | 58.3 | 3.4 |
注1拉伸性在每毫米宽度施加0.26牛顿负荷的条件下测定
在极小张力下,在旋转刀式裂缝切条机上将该织物切成76.2mm和101.6mm宽的窄条。发现该织物有一定的回弹性,也就是织物拉伸后可以复原。这表明该纤维网在压实状态下被退火。有趣的是还注意到织物在微起绉后拉伸性显著提高,但它的厚度只稍微增加。从上面数据可以看出,微起绉的织物在加工方向的拉伸百分数比喂入材料在加工方向的拉伸性大10倍多。同时微起绉的网层的厚度只增加了38%。这说明压实多发生在织物的平面内,也就是纤维束被卷曲到网眼空隙中了。
织物卷用实施例1所用的树脂按前面实施例1所述方法进行涂敷。通过下述方法评价织物:(1)把织物卷从袋子里取出;(2)将该卷在23~25℃水中浸润,同时挤压三次,接着做最后一次挤压以除去多余的水,和(3)将绷带绕在前臂上。发现该材料和未经微起绉加工的样品相比柔顺性非常好,而且易于塑形。还发现这种材料比典型的玻璃纤维铸造带的触诊性好得多。压缩40%的材料(#2-40)比压缩30%的材料(#2-30)更柔顺。但都不如实施例1的绷带的柔顺性好。
另一些铸造带卷用前面所述的干环强度法评价强度。这种经固化的材料的平均干环强度分别为89.7N/cm宽度(#2-30)和90.4N/cm宽度(#2-40)。
实施例3
微起绉的针织物
采用下列规格的微旦聚酯纱做聚酯针织物:Micromatique聚酯(由杜邦公司生产并由北卡罗来那州Greensboro的Unifi Inc变形加工)单纱,150旦,200根单丝(1/150/200)。
用J.Muller公司的Rashchelina RB Crochet型经编机编织针织物。该机装有规格为6(6针/cm)的针床。
将制得的针织物按实施例1所述方法进行微起绉加工。发现该微起绉的织物具有回弹性,也就是织物拉伸后可以复原。这表明该织物的纤维在压实状态下被退火。织物在微起绉前后的性能如下表3a所示。
| 表3a | ||
| 性能 | 喂入布料 | 产出布料(微起绉) |
| 每厘米纵行数 | 7.5 | 7.5 |
| 每厘米线圈数 | 7.9 | 11.8 |
| 基重(克/米2) | 124 | 167 |
| 厚度(毫米) | 0.76 | 0.84 |
| 每平方厘米网眼数 | 59 | 87.9 |
| 加工方向的拉伸性(%) | 15 | 55.9 |
有趣的是,还注意到织物在微起绉后拉伸性急剧增加,但它的厚度只稍微增加。这说明压实大多在织物的平面内发生,也就是说网眼发生变形。
在不脱离本发明的精神和范围的情况下,对本发明的各种改进和变换对于本领域技术人员来说是显而易见的。还应理解,本发明不仅限于在此所述的说明性实施方案。
Claims (12)
1.一种矫形铸造带,其包含具有机械卷曲的合成聚合物纤维的经过微起绉处理的布片,其中,所述布片在长度方向被压缩至原尺寸的10-65%,在每厘米宽布片上施加268克负荷或力时,所述布片在伸长方向的伸长率为10%至200%,并且其中布片的每平方厘米网眼数为6至90;
涂敷到所述布片上的包含异氰酸酯官能的预聚物的水固化性树脂,所述树脂的粘度为5帕·秒~500帕·秒,和
与所述树脂结合的微纤维填料,其中所述微纤维的长径比为5∶1至200∶1。
2.如权利要求1所定义的矫形铸造带,其中所述布片包含选自丙烯酸类、尼龙、聚乙烯、聚丙烯、聚酯和人造丝的纤维。
3.如权利要求1或2所定义的矫形铸造带,其中,在每厘米宽布片上施加268克负荷或力时,所述布片在长度方向的伸长率为25%至75%。
4.如权利要求1或2所定义的矫形铸造带,其中,在每厘米宽布片上施加268克负荷或力时,所述布片在长度方向的伸长率为35%至55%。
5.如权利要求1或2所定义的矫形铸造带,其中布片的每平方厘米网眼数为10至50。
6.如权利要求1或2所定义的矫形铸造带,其中所述树脂的粘度为10~100帕·秒。
7.按照权利要求1的矫形铸造带,其中所述微纤维填料选自硼纤维、钛酸钾纤维、硫酸钙纤维、经加工的矿物纤维和硅灰石。
8.按照权利要求1或2的矫形铸造带,其中所述树脂含有3~35%的微纤维填料。
9.按照权利要求1或2的矫形铸造带,其中所述微起绉处理后的布片具有0.5~1.5mm的厚度。
10.一种制备权利要求1的矫形铸造带的方法,该方法包括下列步骤:
用机械压实加工方法处理包含能被机械压实或卷曲和能在卷曲状态下定形或退火的合成聚合物纤维的纤维布片,以机械卷曲所述布片的所述纤维,从而生成被压实的布片,所述布片在长度方向被压缩至原尺寸的10-65%,在每厘米宽布片上施加268克负荷或力时,所述布片在伸长方向的伸长率为10%至200%,并且其中布片的每平方厘米网眼数为6至90;和
用包含异氰酸酯官能的预聚物的水固化性树脂涂敷所述布片以提供矫形铸造带,所述树脂的粘度为5帕·秒~500帕·秒,所述树脂掺有微纤维填料,其中所述微纤维的长径比为5∶1至200∶1。
11.如权利要求10所定义的方法,其中所述布片在长度方向被压缩至原尺寸的20~50%。
12.如权利要求10所定义的方法,其中所述被处理的布片在用包含异氰酸酯官能的预聚物的水固化性树脂涂敷之前先进行退火。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US08/008,751 | 1993-01-25 | ||
| US08/008,751 US5405643A (en) | 1993-01-25 | 1993-01-25 | Microcreping of fabrics for orthopedic casting tapes |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1116820A CN1116820A (zh) | 1996-02-14 |
| CN1136824C true CN1136824C (zh) | 2004-02-04 |
Family
ID=21733455
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB941909980A Expired - Fee Related CN1136824C (zh) | 1993-01-25 | 1994-01-05 | 用于矫形铸造带的织物的微绉处理 |
Country Status (10)
| Country | Link |
|---|---|
| US (2) | US5405643A (zh) |
| EP (1) | EP0680300B1 (zh) |
| JP (1) | JPH08505795A (zh) |
| KR (1) | KR100331252B1 (zh) |
| CN (1) | CN1136824C (zh) |
| AU (1) | AU692758B2 (zh) |
| CA (1) | CA2152377C (zh) |
| DE (1) | DE69413517T2 (zh) |
| ES (1) | ES2123762T3 (zh) |
| WO (1) | WO1994016657A1 (zh) |
Families Citing this family (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU675772B2 (en) * | 1992-01-17 | 1997-02-20 | Dobloug-Talbot, Anette | A heat conserving bandage |
| US5405643A (en) * | 1993-01-25 | 1995-04-11 | Minnesota Mining And Manufacturing Company | Microcreping of fabrics for orthopedic casting tapes |
| US5716661A (en) * | 1993-04-16 | 1998-02-10 | Minnesota Mining And Manufacturing Company | Method of making a light weight orthopedic casting tape |
| GB9309275D0 (en) * | 1993-05-05 | 1993-06-16 | Smith & Nephew | Orthopaedic material |
| CA2117875A1 (en) * | 1993-10-25 | 1995-04-26 | James C. Novack | Vibration compacted fabrics for orthopedic casting tape |
| CA2180337A1 (en) * | 1994-01-21 | 1995-07-27 | Matthew T. Scholz | Porous orthopedic casting material |
| US5582892A (en) * | 1994-04-08 | 1996-12-10 | Minnesota Mining And Manufacturing Company | Dimensionally stable particle-loaded PTFE web |
| US5882322A (en) * | 1995-12-22 | 1999-03-16 | Hoechst Celanese Corporation | Medical casts and other orthopedic devices comprising thermoplastic three-dimensional fiber networks |
| US5823978A (en) * | 1996-04-24 | 1998-10-20 | Clinitex Medical Corporation | Low modulus synthetic fiber casting system |
| US5807292A (en) * | 1996-06-24 | 1998-09-15 | Minnesota Mining And Manufacturing Company | Orthopedic casting article having soft and hard regions |
| US5842412A (en) * | 1997-03-07 | 1998-12-01 | Bba Nonwovens Simpsonville, Inc. | Anti-marking covering for printing press transfer cylinder |
| US5981033A (en) | 1997-03-12 | 1999-11-09 | 3M Innovative Properties Company | Pavement marking tape |
| US5972039A (en) * | 1997-04-07 | 1999-10-26 | Isolsyer Company, Inc. | Increased absorbency and hand-feel fabrics |
| US5913840A (en) * | 1997-08-15 | 1999-06-22 | Minnesota Mining And Manufacturing Company | Soft orthopedic casting article with reinforcement system |
| US5997492A (en) * | 1997-12-19 | 1999-12-07 | 3M Innovative Properties Company | Orthopedic casting articles containing backings having water soluble binders |
| JP2001061883A (ja) * | 1999-08-27 | 2001-03-13 | Michio Fujioka | 医療用ギブス |
| US6677028B1 (en) | 1999-09-10 | 2004-01-13 | 3M Innovative Properties Company | Retroreflective articles having multilayer films and methods of manufacturing same |
| US6797226B2 (en) | 2000-10-10 | 2004-09-28 | Kimberly-Clark Worldwide, Inc. | Process of making microcreped wipers |
| US20030118776A1 (en) * | 2001-12-20 | 2003-06-26 | Kimberly-Clark Worldwide, Inc. | Entangled fabrics |
| WO2003078717A1 (en) * | 2002-03-11 | 2003-09-25 | Polymer Group, Inc. | Extensible nonwoven fabric |
| US7022201B2 (en) * | 2002-12-23 | 2006-04-04 | Kimberly-Clark Worldwide, Inc. | Entangled fabric wipers for oil and grease absorbency |
| US6958103B2 (en) * | 2002-12-23 | 2005-10-25 | Kimberly-Clark Worldwide, Inc. | Entangled fabrics containing staple fibers |
| US7815995B2 (en) * | 2003-03-03 | 2010-10-19 | Kimberly-Clark Worldwide, Inc. | Textured fabrics applied with a treatment composition |
| ES2473593T3 (es) * | 2003-07-02 | 2014-07-07 | Invista Technologies S.�.R.L. | Estructura tejida similar a una manga para su uso como forro de escayola |
| US7364642B2 (en) * | 2003-08-18 | 2008-04-29 | Kimberly-Clark Worldwide, Inc. | Recycling of latex-containing broke |
| US7194788B2 (en) * | 2003-12-23 | 2007-03-27 | Kimberly-Clark Worldwide, Inc. | Soft and bulky composite fabrics |
| US7645353B2 (en) * | 2003-12-23 | 2010-01-12 | Kimberly-Clark Worldwide, Inc. | Ultrasonically laminated multi-ply fabrics |
| HU0400429D0 (en) * | 2004-02-18 | 2004-04-28 | Vigh Kristof | Body spray |
| US8399088B2 (en) * | 2004-10-15 | 2013-03-19 | E I Du Pont De Nemours And Company | Self-adhering flashing system having high extensibility and low retraction |
| US20060140902A1 (en) * | 2004-12-23 | 2006-06-29 | Kimberly-Clark Worldwide, Inc. | Odor control substrates |
| KR102223463B1 (ko) | 2012-09-28 | 2021-03-08 | 셀가드 엘엘씨 | 다공성 막, 재료, 복합재, 적층물, 텍스타일 및 관련 방법 |
| CN104870567B (zh) | 2012-10-22 | 2018-09-07 | 艾利丹尼森公司 | 分散在胶黏剂中的交联的微凝胶颗粒的杂化材料 |
| EP2789320B1 (en) | 2013-04-12 | 2018-05-23 | 3M Innovative Properties Company | Knit fabric for orthopedic support material |
Family Cites Families (43)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2765513A (en) * | 1954-12-09 | 1956-10-09 | Richard R Walton | Method of treating textile materials |
| US3077655A (en) * | 1961-05-09 | 1963-02-19 | Stevens & Co Inc J P | Method and apparatus for imparting stretch to wool fabric |
| US3260778A (en) * | 1964-01-23 | 1966-07-12 | Richard R Walton | Treatment of materials |
| US3421501A (en) * | 1965-09-22 | 1969-01-14 | Leroy E Beightol | Method and application of orthopedic appliances with an ultraviolet curable plastic impregnated bandage |
| US3793686A (en) * | 1969-12-29 | 1974-02-26 | Carolina Narrow Fabric Co | Method of forming glass fabric suitable for casts, bandages, and the like |
| US3686725A (en) * | 1969-12-29 | 1972-08-29 | Carolina Narrow Fabric Co | Method of forming glass fabric suitable for casts, bandages, and the like |
| US3787272A (en) * | 1969-12-29 | 1974-01-22 | Carolina Narrow Fab Co | Glass fabric suitable for casts, bandages, and the like |
| US3630194A (en) * | 1970-05-22 | 1971-12-28 | Johnson & Johnson | Orthopedic bandage |
| US3932526A (en) * | 1972-10-25 | 1976-01-13 | Minnesota Mining And Manufacturing Company | Fluoroaliphaticsulfonyl substituted ethylenes |
| US3837338A (en) * | 1972-11-24 | 1974-09-24 | Kendall & Co | Conformable nonwoven bandage |
| US3908644A (en) * | 1974-06-24 | 1975-09-30 | Allied Chem | Lightweight orthopedic cast material |
| US4020832A (en) * | 1974-12-24 | 1977-05-03 | Reichhold Chemicals, Inc. | Package and method for preparing orthopedic cast-making materials |
| US3972323A (en) * | 1975-01-31 | 1976-08-03 | Johnson & Johnson | Orthopedic bandage |
| US4041581A (en) * | 1976-10-07 | 1977-08-16 | Compax Corporation | Method for compacting woven gauze bandages |
| DE2651089C3 (de) * | 1976-11-09 | 1980-06-12 | Bayer Ag, 5090 Leverkusen | Selbsthältendes Material für Stutzverbände |
| US4214578A (en) * | 1977-11-18 | 1980-07-29 | Johnson & Johnson | Orthopedic bandage having improved conformability |
| US4134397A (en) * | 1977-06-02 | 1979-01-16 | Johnson & Johnson | Orthopedic bandage |
| US4411262A (en) * | 1978-04-21 | 1983-10-25 | Bayer Aktiengesellschaft | Constructional material |
| US4502479A (en) * | 1979-09-04 | 1985-03-05 | Minnesota Mining And Manufacturing Company | Water-activated casting material |
| IT1137201B (it) * | 1981-03-17 | 1986-09-03 | Sorema Srl | Essiccatoio particolarmente per materiale plastico |
| US4433680A (en) * | 1982-02-10 | 1984-02-28 | Johnson & Johnson Products, Inc. | Polyurethane casting material |
| US4704113A (en) * | 1983-05-03 | 1987-11-03 | The Kendall Company | Dressing |
| US4473671A (en) * | 1983-09-01 | 1984-09-25 | Johnson & Johnson Products, Inc. | Formable orthopedic casts and splints |
| US4609578A (en) * | 1984-11-06 | 1986-09-02 | Minnesota Mining And Manufacturing Company | Resin-coated extensible heat-set fiberglass knit tape |
| US4705840A (en) * | 1985-10-04 | 1987-11-10 | Minnesota Mining And Manufacturing Company | Catalysts for the curing of a water-curable isocyanate-functional prepolymer |
| US4667661A (en) * | 1985-10-04 | 1987-05-26 | Minnesota Mining And Manufacturing Company | Curable resin coated sheet having reduced tack |
| US4668563A (en) * | 1986-06-12 | 1987-05-26 | Johnson & Johnson Products, Inc. | Conformable fiberglass casting tape |
| US4745912A (en) * | 1986-11-21 | 1988-05-24 | Mcmurray Fabrics, Inc. | Orthopedic casting bandage |
| US4800872A (en) * | 1987-01-20 | 1989-01-31 | Johnson & Johnson Orthopaedics, Inc. | Ravel-free orthopaedic casting tapes |
| US5060349A (en) * | 1987-04-02 | 1991-10-29 | Richard R. Walton | Compressive treatment of webs |
| GB8708721D0 (en) * | 1987-04-11 | 1987-05-20 | Smith & Nephew Ass | Bandages |
| US4841958A (en) * | 1987-05-05 | 1989-06-27 | Minnesota Mining And Manufacturing Company | Nonwoven orthopedic casting materials with apertures |
| DE3726268A1 (de) * | 1987-06-24 | 1989-01-05 | Bayer Ag | Textiles flaechengebilde mit reaktivharz |
| US4985466A (en) * | 1988-06-14 | 1991-01-15 | Dai-Ichi Kogyo Seiyaku Co., Ltd. | Method for treating tumors susceptible to treatment with reduced wool alcohol |
| US4947839A (en) * | 1988-08-18 | 1990-08-14 | Carapace | Orthopedic casting material having reduced tack and reduced slip |
| JP2606803B2 (ja) * | 1988-09-07 | 1997-05-07 | アルケア株式会社 | 整形外科用キヤステイングテープ |
| CA1334640C (en) * | 1988-09-09 | 1995-03-07 | Smith And Nephew Plc | Conformable bandage |
| CA2018589C (en) * | 1989-07-07 | 2002-04-02 | Charles C. Polta | Curable resins with reduced foaming characteristics and articles incorporating same |
| US5273802A (en) * | 1989-07-07 | 1993-12-28 | Minnesota Mining And Manufacturing Company | Orthopedic casting materials having superior lamination characteristics due to napped surface |
| DE3927030A1 (de) * | 1989-08-16 | 1991-02-21 | Johnson & Johnson Medical | Verbundwerkstoff zur verwendung in der medizin |
| US5014403A (en) * | 1990-02-07 | 1991-05-14 | Johnson & Johnson Orthopaedics, Inc. | Method of making a stretchable orthopaedic fiberglass casting tape |
| US5088484A (en) * | 1990-10-05 | 1992-02-18 | Carolina Narrow Fabric Company | Orthopedic casting bandage |
| US5405643A (en) * | 1993-01-25 | 1995-04-11 | Minnesota Mining And Manufacturing Company | Microcreping of fabrics for orthopedic casting tapes |
-
1993
- 1993-01-25 US US08/008,751 patent/US5405643A/en not_active Expired - Lifetime
-
1994
- 1994-01-05 WO PCT/US1994/000156 patent/WO1994016657A1/en not_active Ceased
- 1994-01-05 KR KR1019950702976A patent/KR100331252B1/ko not_active Expired - Fee Related
- 1994-01-05 ES ES94905589T patent/ES2123762T3/es not_active Expired - Lifetime
- 1994-01-05 JP JP6517043A patent/JPH08505795A/ja active Pending
- 1994-01-05 CA CA002152377A patent/CA2152377C/en not_active Expired - Fee Related
- 1994-01-05 AU AU59645/94A patent/AU692758B2/en not_active Ceased
- 1994-01-05 EP EP94905589A patent/EP0680300B1/en not_active Expired - Lifetime
- 1994-01-05 DE DE69413517T patent/DE69413517T2/de not_active Expired - Lifetime
- 1994-01-05 CN CNB941909980A patent/CN1136824C/zh not_active Expired - Fee Related
- 1994-09-01 US US08/299,551 patent/US5498232A/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| DE69413517D1 (de) | 1998-10-29 |
| EP0680300A1 (en) | 1995-11-08 |
| AU5964594A (en) | 1994-08-15 |
| DE69413517T2 (de) | 1999-05-06 |
| EP0680300B1 (en) | 1998-09-23 |
| ES2123762T3 (es) | 1999-01-16 |
| CN1116820A (zh) | 1996-02-14 |
| US5498232A (en) | 1996-03-12 |
| JPH08505795A (ja) | 1996-06-25 |
| KR960700028A (ko) | 1996-01-19 |
| US5405643A (en) | 1995-04-11 |
| KR100331252B1 (ko) | 2002-09-27 |
| WO1994016657A1 (en) | 1994-08-04 |
| CA2152377C (en) | 2005-07-12 |
| AU692758B2 (en) | 1998-06-18 |
| CA2152377A1 (en) | 1994-08-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1136824C (zh) | 用于矫形铸造带的织物的微绉处理 | |
| CN1108829C (zh) | 用于矫形铸造带的微纤维填料 | |
| US6100206A (en) | Light-weight orthopedic casting article | |
| CN1071816C (zh) | 用于矫形外科固定材料的织物底布 | |
| US5976610A (en) | Method of making a light-weight orthopedic casting article | |
| JP2002509740A (ja) | 水溶性バインダーを有するバッキングを含む整形外科用キャスチング物品 | |
| JPH09504199A (ja) | 整形用成形テープのための緻密化布帛 | |
| US5382445A (en) | Mechanically compacted fabrics for orthopedic casting tapes | |
| JPH09504200A (ja) | 整形外科用ギプス用編物の湿潤圧密化方法 | |
| JP4032135B2 (ja) | 軟質および軟質領域を有する整形用キャスティング物品 | |
| JP4032135B6 (ja) | 軟質および硬質領域を有する整形用キャスティング物品 | |
| EP0732907B1 (en) | Orthopedic casting material | |
| AU718627B2 (en) | Fabric backing or orthopedic support materials | |
| AU4870000A (en) | Fabric backing for orthopedic support materials |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20040204 Termination date: 20120105 |