CN113680697B - 摄像头模组测试设备 - Google Patents
摄像头模组测试设备 Download PDFInfo
- Publication number
- CN113680697B CN113680697B CN202110984499.4A CN202110984499A CN113680697B CN 113680697 B CN113680697 B CN 113680697B CN 202110984499 A CN202110984499 A CN 202110984499A CN 113680697 B CN113680697 B CN 113680697B
- Authority
- CN
- China
- Prior art keywords
- mounting
- tray
- placing
- clamping
- camera module
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/34—Sorting according to other particular properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/02—Measures preceding sorting, e.g. arranging articles in a stream orientating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/36—Sorting apparatus characterised by the means used for distribution
Landscapes
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
Abstract
本发明公开了一种摄像头模组测试设备,包括设备壳体总成和安装在所述设备壳体总成内的安装平台,所述安装平台的中部的上侧设置有测试治具安装装置,还包括设置在所述安装平台上的送料装置、左侧取放料装置以及右侧取放料装置,所述送料装置设置在所述测试治具安装装置的后侧,所述左侧取放料装置和所述右侧取放料装置分别设置在所述测试治具安装装置的左右两侧;所述送料装置上能够放置料盘,所述左侧取放料装置和所述右侧取放料装置均包括取放料移动组件以及多个用于取放所述料盘上的摄像头模组的气吸嘴,取放料移动组件能够带动多个气吸嘴沿上下方向、左右方向以及前后方向移动。本发明的两个取放料装置能够独立工作,互不干扰,检测效率高。
Description
技术领域
本发明涉及摄像头模组测试,具体涉及一种摄像头模组测试设备。
背景技术
摄像头模组是影像捕捉的关键电子器件,被称作手机的“眼睛”。摄像头模组的工作原理为:物体通过镜头聚集的光,通过CMOS或CCD集成电路把光信号转换成电信号,再经过内部图像处理器转换成数字图像信号输出到数字信号处理器加工处理,转换成标准的GRB、YUV等格式图像信号。摄像头模组安装在手机上之后,若发现摄像头模组内部脏污等缺陷,会因为无法保证拆解手法和拆解力度,易造成摄像头拆解损坏,造成资源浪费,因此需要提前对摄像头模组进行测试,以保证摄像头模组的良品率。现有技术通常是人工将摄像头模组放置在摄像头模组测试设备的测试治具上,效率低。
CN111010563A公开了一种手机摄像头模组多功能测试设备,包括:中心机架,所述中心机架上端中心设有转盘机构,所述转盘机构上端设有沿所述转盘机构中心轴线环形间隔分布设置的摄像头模组工装夹具,所述中心机架四周沿所述转盘机构的转动轴线圆周间隔分布设有上下料工位、第一测试工位、第二测试工位和第三测试工位;上下料机构,设置于所述上下料工位,用于将盘内的摄像头模组输送至所述摄像头模组工装夹具上装夹或将测试完成的摄像头模组从所述摄像头模组工装夹具上取出并输送至料盘内;第一测试机构,设置于所述第一测试工位,用于对所述摄像头模组工装夹具上装夹的摄像头模组进行自动对焦测试或数据烧录;第二测试机构,设置于所述第二测试工位,用于对所述摄像头模组工装夹具上装夹的摄像头模组进行相位对焦测试或数据烧录检测;第三测试机构,设置于所述第三测试工位,用于对所述摄像头模组工装夹具上装夹的摄像头模组进行最终成品测试。该发明通用高集成化,实现一次开图多工序连续测试完成,测试功能多样化,自动化程度较高。但是该发明中的托料输送装置与料盘的的连接不稳定,料盘在移动过程中位置可能出现偏移,无法保证料盘以及料盘上的摄像头模组的位置准确,在通过气吸嘴吸取料盘上的摄像头模组,无法保证摄像头模组能够位置准确的被移动至测试机构上;并且上下料机构效率较低。
发明内容
有鉴于此,本发明的目的是克服现有技术中的缺陷,提供一种摄像头模组测试设备,两个取放料装置能够独立工作,互不干扰,检测效率高。
本发明的一种摄像头模组测试设备,包括设备壳体总成和安装在所述设备壳体总成内的安装平台,所述安装平台的中部上设置有测试治具安装装置,还包括设置在所述安装平台上的送料装置、左侧取放料装置以及右侧取放料装置,所述送料装置设置在所述测试治具安装装置的后侧,所述左侧取放料装置和所述右侧取放料装置分别设置在所述测试治具安装装置的左右两侧;所述送料装置上能够放置料盘,所述左侧取放料装置和所述右侧取放料装置均包括取放料移动组件以及多个用于取放所述料盘上的摄像头模组的气吸嘴,所述取放料移动组件能够带动多个所述气吸嘴沿上下方向、左右方向以及前后方向移动,从而能够带动摄像头模组在所述送料装置与所述测试治具安装装置之间流转。
进一步,还包括设置在所述安装平台上的两个姿态抓取装置,两个所述姿态抓取装置均设置在所述送料装置以及所述测试治具安装装置之间。
进一步,所述送料装置包括料盘流转组件、料盘夹持组件和N个料仓升降组件,N个所述料仓升降组件均沿左右方向间隔设置在所述安装平台的下侧,N个所述料仓升降组件均包括用于放置料盘的料盘放置架和用于带动所述料盘放置架进行上下升降送料的升降驱动机构,所述安装平台上对应N个所述料盘放置架的正上方位置分别设置有用于供料盘穿过的料盘通过孔,所述料盘流转组件能够使位于N个料盘通过孔的上方的料盘沿左右方向移动,所述料盘夹持组件能够对位于所述料盘通过孔的上方的料盘进行夹持定位;其中,N为不小于2的整数。
进一步,N=3,3个料仓升降组件上放置的料盘从左至右依次为左侧待检料盘、合格品料盘和右侧待检料盘;所述料盘夹持组件包括能够对所述左侧待检料盘进行夹持的左侧夹持机构、能够对所述合格品料盘进行夹持的中部夹持机构和能够对所述右侧待检料盘进行夹持的右侧夹持机构,所述左侧夹持机构、所述中部夹持机构和所述右侧夹持机构均包括前侧夹持构件和后侧夹持构件,所述前侧夹持构件包括前侧纵向气缸和与所述前侧纵向气缸的输出轴连接的前侧夹持板,所述后侧夹持构件包括后侧纵向气缸和与所述后侧纵向气缸的输出轴连接的后侧夹持板,所述前侧纵向气缸和所述后侧纵向气缸的输出轴均能够沿前后方向移动,从而使所述前侧夹持板和所述后侧夹持板相向或者相背移动。
进一步,所述料盘流转组件包括对称设置在所述安装平台的左右两侧的左侧料盘推动机构和右侧料盘推动机构,所述左侧料盘推动机构和所述右侧料盘推动机构均包括横向气缸和与所述横向气缸的输出轴连接的推板,所述横向气缸的输出轴能够沿左右方向移动,所述左侧料盘推动机构的所述推板位于所述左侧待检料盘的左侧,所述右侧料盘推动机构的所述推板位于所述右侧待检料盘的右侧。
进一步,还包括设置在所述左侧料盘推动机构的上方的左侧料盘支撑机构和设置在所述右侧料盘推动机构的上方的右侧料盘支撑机构,所述左侧料盘支撑机构和所述右侧料盘支撑机构上能够放置用于承载废品的废品料盘。
进一步,所述取放料移动组件包括下部安装构件、中部安装构件和上部安装构件,所述下部安装构件设置在所述安装平台上,所述中部安装构件以可沿左右方向移动的方式设置在所述下部安装构件上,所述上部安装构件以可沿前后方向移动的方式设置在所述中部安装构件上,多个所述气吸嘴以可沿上下方向移动的方式设置在所述上部安装构件上。
进一步,所述下部安装构件包括沿前后方向间隔设置在所述安装平台上的两个底部支撑件,两个所述底部支撑件的上侧均设置有第二滑轨,所述中部安装构件的下侧对应两个所述第二滑轨的位置设置有第二滑槽;所述取放料移动组件还包括底部驱动机构,所述底部驱动机构包括第二安装支架、第二电机、第二丝杠以及第三螺母座,所述第二安装支架安装在所述安装平台上,所述第二电机以及所述第二丝杠均安装座所述第二安装支架上,所述第二电机与所述第二丝杠传动连接并且所述第二电机能够使所述第二丝杠转动,所述第二丝杠的轴线沿左右方向,所述第三螺母座套设在所述第二丝杠上并且所述第三螺母座的上部与所述中部安装构件连接。
进一步,所述中部安装构件上设置有长度方向沿前后方向的第三滑轨,所述上部安装构件上对应所述第三滑轨的位置设置有第三滑槽;所述取放料移动组件还包括中部驱动机构,所述中部驱动机构包括第三电机、第三丝杠以及第四螺母座,所述第三电机和所述第三丝杠均与所述中部安装构件连接,所述第三电机与所述第三丝杠传动连接并且所述第三电机能够使所述第三丝杠转动,所述第三丝杠的轴线沿前后方向,所述第四螺母座套设在所述第三丝杠上并且所述第四螺母座与所述上部安装构件连接。
进一步,所述取放料移动组件还包括安装在所述上部安装构件上的两个皮带升降机构,两个所述皮带升降机构均包括皮带升降安装架、第四电机、同步皮带、上同步轮、下同步轮和两个吸嘴安装件,所述吸嘴安装件以可沿上下方向移动的方式设置在所述皮带升降安装架上,所述上同步轮与所述第四电机的输出轴连接,所述同步皮带套设在所述上同步轮和所述下同步轮上,所述上同步轮和所述下同步轮的轴线均沿左右方向,两个所述吸嘴安装件上均设置有皮带连接部,两个所述皮带连接部分别固定在所述同步皮带的前后两侧;所述气吸嘴的数量为三个,所述取放料移动组件还包括一个配重块,三个所述气吸嘴和一个配重块分别固定在四个所述吸嘴安装件上。
本发明的有益效果是:左侧取放料装置和右侧取放料装置能够独立工作,互不干扰,检测效率高;保证左侧待检料盘和右侧待检料盘的位置准确,防止出现歪斜的情况,保证气吸嘴在吸取时摄像头模组的姿态符合要求,同时能够防止气吸嘴在吸取摄像头模组时使左侧待检料盘晃动;左侧待检料盘、合格品料盘、右侧待检料盘以及废品料盘的布局合理。
附图说明
图1为本发明的结构示意图;
图2为本发明的内部的结构示意图;
图3为本发明的隐藏设备壳体总成的结构示意图一;
图4为本发明的隐藏设备壳体总成的结构示意图二;
图5为本发明的隐藏设备壳体总成的俯视示意图;
图6为本发明的送料装置与安装平台连接的结构示意图(装有料盘);
图7为本发明的送料装置与安装平台连接的结构示意图(未装料盘);
图8为本发明的送料装置与安装平台连接的局部结构示意图(未装料盘);
图9为本发明的左侧料盘推动机构附近的结构示意图(隐藏部分料盘);
图10为本发明的送料装置与安装平台连接的局部结构示意图(装有料盘);
图11为本发明的送料装置与安装平台连接的局部结构示意图(隐藏部分料盘);
图12为本发明的前侧夹持构件附近的结构示意图(隐藏部分料盘);
图13为本发明的后侧夹持构件附近的结构示意图(隐藏部分料盘);
图14为本发明的升降驱动机构的结构示意图;
图15为本发明的升降驱动机构的局部结构示意图;
图16为本发明的左侧取放料装置、右侧取放料装置以及安装平台连接的结构示意图一;
图17为本发明的左侧取放料装置、右侧取放料装置以及安装平台连接的结构示意图二;
图18为本发明的右侧取放料装置以及安装平台连接的结构示意图;
图19为本发明的皮带升降机构与上部安装构件连接的结构示意图一;
图20为本发明的皮带升降机构、上部安装构件以及第四螺母座连接的结构示意图二;
图21为本发明的皮带升降机构的结构示意图一;
图22为本发明的皮带升降机构的结构示意图二;
图23为本发明的皮带升降机构的结构示意图一(只显示部分部件);
图24为本发明的皮带升降机构的结构示意图二(只显示部分部件);
图25为本发明的料盘的结构示意图。
附图标记说明:
1-设备壳体总成;
2-安装平台,21-料盘通过孔;
3-测试治具安装装置,31-摄像头模组测试治具;
4-姿态抓取装置;
5-送料装置, 51a-左侧料盘推动机构,51b-右侧料盘推动机构,511-横向气缸,512-推板,52-料盘夹持组件,52a-左侧夹持机构,52b-中部夹持机构,52c-右侧夹持机构,521-前侧夹持构件,5211-前侧纵向气缸,5212-前侧夹持板,522-后侧夹持构件,5221-后侧纵向气缸,5222-后侧夹持板,53-料仓升降组件,531-料盘放置架,5311-放置板,5312-支撑架,5321-第一安装支架,5322-第一电机,5323-第一丝杠,5324-第一螺母座,5325-第二螺母座,53251-螺母座连接部,5326-第一滑轨, 5327-第一导向板, 54-左侧挡块机构,541-前侧挡块构件,5411-挡块安装盒,5412-挡块本体,542-后侧挡块构件,55-右侧挡块机构,56-支撑滚轮,57a-左侧料盘支撑机构,57b-右侧料盘支撑机构;
6a-左侧取放料装置,6b-右侧取放料装置,61-下部安装构件,611-底部支撑件,612-第二滑轨,62-中部安装构件,621-第三滑轨,63-上部安装构件,631-第三滑槽,642-第二安装支架,643-第二电机,644-第二丝杠,645-第三螺母座,651-第三丝杠,652-第四螺母座,66-皮带升降机构,661-皮带升降安装架,6611-第四滑轨,6612-连接部过槽,662-第四电机,663-同步皮带,664-上同步轮,665-下同步轮,666-吸嘴安装件,6661-皮带连接部,6662-第四滑槽,667-气吸嘴,668-配重块;
7a-左侧待检料盘,7b-合格品料盘,7c-右侧待检料盘,7d-废品料盘。
具体实施方式
下面结合附图对本发明作详细说明。
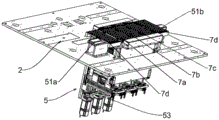
如图1-图5所示,本实施例中的一种摄像头模组测试设备,包括设备壳体总成1和安装在设备壳体总成1内的安装平台2,安装平台2的中部的上侧设置有测试治具安装装置3,还包括设置在安装平台2上的送料装置5、左侧取放料装置6a以及右侧取放料装置6b,所述送料装置5设置在测试治具安装装置3的后侧,左侧取放料装置6a和右侧取放料装置6b分别设置在测试治具安装装置3的左右两侧;送料装置5上能够放置料盘,左侧取放料装置6a和右侧取放料装置6b均包括取放料移动组件以及多个用于取放料盘上的摄像头模组的气吸嘴667,取放料移动组件能够带动多个气吸嘴667沿上下方向、左右方向以及前后方向移动,从而能够带动摄像头模组在送料装置5与测试治具安装装置3之间流转。
安装平台2安装在设备壳体总成1内,测试治具安装装置3上安装有四个摄像头模组测试治具31,呈两行两列分布,摄像头模组测试治具31能够固定摄像头模组并检测摄像头模组是否合格。使用时,将待检测的摄像头模组摆放到料盘上,然后将料盘堆叠放置在送料装置5上,送料装置5能够将料盘移动至安装平台2的上方,然后左侧取放料装置6a和右侧取放料装置6b通过取放料移动组件将气吸嘴667移动至料盘的上方,气吸嘴667向下移动吸附摄像头模组后向上移动,接着通过取放料移动组件分别将气吸嘴667移动至各个摄像头模组测试治具31上方,将摄像头模组放置在摄像头模组测试治具31中检测摄像头模组是否合格;测试完成后再通过气吸嘴667吸附摄像头模组移动至相应位置。左侧取放料装置6a和右侧取放料装置6b能够独立工作,互不干扰,检测效率高。
本实施例中,如图5所示,还包括设置在安装平台2上的两个姿态抓取装置4,两个姿态抓取装置4均设置在送料装置5以及测试治具安装装置3之间。姿态抓取装置4为现有技术,姿态抓取装置4的工作原理为对移动物体进行抓拍,记录移动物体运动过程中的某一时刻的姿态,然后将该姿态与预设图像进行比对,以判断该移动物体的姿态是否准确。在本实施例中,当左侧取放料装置6a和右侧取放料装置6b上的气吸嘴667将摄像头模组从送料装置5移动至测试治具安装装置3时,左侧取放料装置6a和右侧取放料装置6b上的气吸嘴667的移动路径会分别经过两个姿态抓取装置4的上方,姿态抓取装置4对移动的摄像头模组的姿态进行抓拍,然后将该姿态与预设图像进行比对,以判断摄像头模组的姿态是否正确,防止在气吸嘴667上的摄像头模组的位置出现偏差,导致摄像头模组无法放入摄像头模组测试治具31。
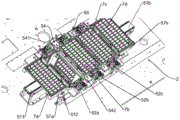
本实施例中,如图6-图13所示,送料装置5包括料盘流转组件、料盘夹持组件52和N个料仓升降组件53,N个料仓升降组件53均沿左右方向间隔设置在安装平台2的下侧,N个料仓升降组件53均包括用于放置料盘的料盘放置架531和用于带动料盘放置架531进行上下升降送料的升降驱动机构,安装平台2上对应N个料盘放置架531的正上方位置分别设置有用于供料盘穿过的料盘通过孔21,料盘流转组件能够使位于N个料盘通过孔21的上方的料盘沿左右方向移动,料盘夹持组件52能够对位于料盘通过孔21的上方的料盘进行夹持定位;其中,N为不小于2的整数;N=3,3个料仓升降组件53上放置的料盘从左至右依次为左侧待检料盘7a、合格品料盘7b和右侧待检料盘7c;料盘夹持组件52包括能够对左侧待检料盘7a进行夹持的左侧夹持机构52a、能够对合格品料盘7b进行夹持的中部夹持机构52b和能够对右侧待检料盘7c进行夹持的右侧夹持机构52c,左侧夹持机构52a、中部夹持机构52b和右侧夹持机构52c均包括前侧夹持构件521和后侧夹持构件522,前侧夹持构件521包括前侧纵向气缸5211和与前侧纵向气缸5211的输出轴连接的前侧夹持板5212,后侧夹持构件522包括后侧纵向气缸5221和与后侧纵向气缸5221的输出轴连接的后侧夹持板5222,前侧纵向气缸5211和后侧纵向气缸5221的输出轴均能够沿前后方向移动,从而使前侧夹持板5212和后侧夹持板5222相向或者相背移动。升降驱动机构使左侧待检料盘7a和右侧待检料盘7c从下至上移动,当左侧待检料盘7a穿过料盘通过孔21之后,左侧夹持机构52a的前侧纵向气缸5211和后侧纵向气缸5221同时工作,带动前侧夹持板5212和后侧夹持板5222相向移动,将左侧待检料盘7a夹持固定,保证左侧待检料盘7a的位置准确,防止出现歪斜的情况,保证气吸嘴667在吸取时摄像头模组的姿态符合要求,同时能够防止气吸嘴667在吸取摄像头模组时使左侧待检料盘7a晃动。右侧待检料盘7c和左侧夹持机构52a同理。
本实施例中,如图6-图13所示,料盘流转组件包括对称设置在安装平台2的左右两侧的左侧料盘推动机构51a和右侧料盘推动机构51b,左侧料盘推动机构51a和右侧料盘推动机构51b均包括横向气缸511和与横向气缸511的输出轴连接的推板512,横向气缸511的输出轴能够沿左右方向移动,左侧料盘推动机构51a的推板512位于左侧待检料盘7a的左侧,右侧料盘推动机构51b的推板512位于右侧待检料盘7c的右侧;本实施例中,还包括设置在左侧料盘推动机构51a的上方的左侧料盘支撑机构57a和设置在右侧料盘推动机构51b的上方的右侧料盘支撑机构57b,左侧料盘支撑机构57a和右侧料盘支撑机构57b上能够放置用于承载废品的废品料盘7d。将摄像头模组放置在摄像头模组测试治具31中检测摄像头模组是否合格,测试完成后将检测合格的摄像头模组通过气吸嘴667移动至合格品料盘7b上,将检测不合格的摄像头模组通过气吸嘴667移动至废品料盘7d上,当左侧待检料盘7a上的摄像头模组全部检测后,左侧待检料盘7a成为空料盘,此时通过升降驱动机构使合格品料盘7b从上至下移动,然后通过左侧料盘推动机构51a的横向气缸511工作带动推板512将左侧待检料盘7a向右移动,从而使空置的左侧待检料盘7a变为合格品料盘7b,用于承载后续检测工作中的合格品。左侧待检料盘7a、合格品料盘7b、右侧待检料盘7c以及废品料盘7d的结构如图25所示,它们的结构相同,只是由于放置的位置不同导致其具有的作用不同。由于合格品的数量远大于不合格品,因此采用手动取放废品料盘7d,采用气动驱动的方式使左侧待检料盘7a和右侧待检料盘7c向中部移动用于承载合格品,采用电动驱动的方式使左侧待检料盘7a、合格品料盘7b和右侧待检料盘7c沿上下方向移动,布局合理。
具体的,如图10-图13所示,左侧夹持机构52a与中部夹持机构52b之间设置有左侧挡块机构54,左侧挡块机构54包括对称设置的前侧挡块构件541和后侧挡块构件542,前侧挡块构件541设置在左侧夹持机构52a的前侧夹持构件521与中部夹持机构52b的前侧夹持构件521之间,前侧挡块构件541包括挡块安装盒5411、挡块本体5412以及弹簧,弹簧的前后两端分别与挡块安装盒5411以及挡块本体5412连接,弹簧伸展能够使挡块本体5412向后伸出于挡块安装盒5411,弹簧压缩能够使挡块本体5412向前移动至挡块安装盒5411的内部,挡块本体5412朝向左侧待检料盘7a一侧为从前至后向右倾斜的斜面;右侧夹持机构52c与中部夹持机构52b之间设置有右侧挡块机构55,右侧挡块机构55与左侧挡块机构54对称。左侧料盘推动机构51a左侧待检料盘7a向右移动时,与斜面抵靠后是挡块本体5412克服弹簧压力缩回挡块安装盒5411内,挡块本体5412具有限位作用,能够防止左侧待检料盘7a、合格品料盘7b和右侧待检料盘7c移动,进一步保证左侧待检料盘7a、合格品料盘7b和右侧待检料盘7c的位置准确。
左侧挡块机构54以及右侧挡块机构55的挡块本体5412的下方设置有支撑滚轮56;左侧待检料盘7a或右侧待检料盘7c移动时,支撑滚轮56能够提供支撑,并减小摩擦力。
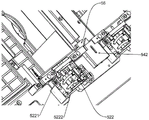
如图14-图15所示,升降驱动机构包括第一安装支架5321、第一电机5322、第一丝杠5323、第一螺母座5324以及第二螺母座5325,第一电机5322以及第一丝杠5323均安装在第一安装支架5321上,第一电机5322与第一丝杠5323传动连接并且第一电机5322能够使第一丝杠5323转动,第一丝杠5323的轴线沿上下方向,第一螺母座5324以及第二螺母座5325沿上下方向间隔套设在第一丝杠5323上,第一螺母座5324与第二螺母座5325均与料盘放置架531连接。当第一电机5322带动第一丝杠5323转动时,第一螺母座5324和第二螺母座5325能够沿上下方向移动,第一螺母座5324和第二螺母座5325共同作用能够保证料盘放置架531的位移准确,并且防止料盘放置架531在移动过程中出现晃动。值得说明的是,3个升降驱动机构的第一安装支架5321可以设置为一体结构。
如图14-图15所示,料盘放置架531包括放置板5311和设置在放置板5311的下侧的支撑架5312,第二螺母座5325上设置有向上凸出的螺母座连接部53251,螺母座连接部53251的上部与支撑架5312的前部连接;料盘放置架531的前部抵靠在第一螺母座5324上。支撑架5312能够提升放置板5311的稳定性,进一步防止料盘放置架531在移动过程中出现晃动。
如图15所示,第一安装支架5321上设置有第一滑轨5326,第一滑轨5326的长度方向沿上下方向,第一螺母座5324和第二螺母座5325的前侧设置有用于与第一滑轨5326配合的第一滑槽。第一滑轨5326可以设置两个,第一滑轨5326能够防止第一螺母座5324以及第二螺母座5325转动,保证第一螺母座5324以及第二螺母座5325的移动方向。
如图15所示,第一安装支架5321上还设置有第一导向板5327,第一导向板5327的长度方向沿上下方向,第一螺母座5324和第二螺母座5325上对应第一导向板5327的位置开设有导向通孔,导向通孔外套在第一导向板5327上。导向通孔与第一导向板5327的形状相适配,使第一螺母座5324和第二螺母座5325只能沿着第一导向板5327的长度方向移动,进一步保证第一螺母座5324以及第二螺母座5325的移动方向。
本实施例中,如图16-18所示,取放料移动组件包括下部安装构件61、中部安装构件62和上部安装构件63,下部安装构件61设置在安装平台2上,中部安装构件62以可沿左右方向移动的方式设置在下部安装构件61上,上部安装构件63以可沿前后方向移动的方式设置在中部安装构件62上,多个气吸嘴667以可沿上下方向移动的方式设置在上部安装构件63上。分层设置并使中部安装构件62、上部安装构件63以及气吸嘴667具有不同的移动方向,从而能够气吸嘴667能够灵活的移动。
本实施例中,如图16-18所示,下部安装构件61包括沿前后方向间隔设置在安装平台2上的两个底部支撑件611,两个底部支撑件611的上侧均设置有第二滑轨612,中部安装构件62的下侧对应两个第二滑轨612的位置设置有第二滑槽;取放料移动组件还包括底部驱动机构,底部驱动机构包括第二安装支架642、第二电机643、第二丝杠644以及第三螺母座645,第二安装支架642安装在安装平台2上,第二电机643以及第二丝杠644均安装座第二安装支架642上,第二电机643与第二丝杠644传动连接并且第二电机643能够使第二丝杠644转动,第二丝杠644的轴线沿左右方向,第三螺母座645套设在第二丝杠644上并且第三螺母座645的上部与中部安装构件62连接。第二电机643带动第二丝杠644转动,从而使第三螺母座645带动中部安装构件62沿左右方向移动,两个底部支撑件611间隔设置能够使中部安装构件62与安装平台2之间形成间距,便于布置底部驱动机构,保证底部驱动机构的第三螺母座645能够与中部安装构件62的中部连接,提高中部安装构件62沿左右方向移动的稳定性,第二滑轨612和第二滑槽能够保证中部安装构件62的移动方向,进一步提高中部安装构件62运动的稳定性。
本实施例中,如图16-18所示,中部安装构件62上设置有长度方向沿前后方向的第三滑轨621,上部安装构件63上对应第三滑轨621的位置设置有第三滑槽631;取放料移动组件还包括中部驱动机构,中部驱动机构包括第三电机、第三丝杠651以及第四螺母座652,第三电机和第三丝杠651均与中部安装构件62连接,第三电机与第三丝杠651传动连接并且第三电机能够使第三丝杠651转动,第三丝杠651的轴线沿前后方向,第四螺母座652套设在第三丝杠651上并且第四螺母座652与上部安装构件63连接。第三电机带动第三丝杠651转动,从而使第四螺母座652带动上部安装构件63沿前后方向移动,第三滑轨621和第三滑槽631能够保证上部安装构件63的移动方向,同时第三滑轨621和第三滑槽631的数量可以为两个,两个滑轨分别位于第四螺母座652的上下两侧,进一步提高上部安装构件63运动的稳定性。
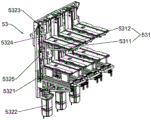
本实施例中,如图19-24所示,取放料移动组件还包括安装在上部安装构件63上的两个皮带升降机构66,两个皮带升降机构66均包括皮带升降安装架661、第四电机662、同步皮带663、上同步轮664、下同步轮665和两个吸嘴安装件666,吸嘴安装件666以可沿上下方向移动的方式设置在皮带升降安装架661上,上同步轮664与第四电机662的输出轴连接,同步皮带663套设在上同步轮664和下同步轮665上,上同步轮664和下同步轮665的轴线均沿左右方向,两个吸嘴安装件666上均设置有皮带连接部6661,两个皮带连接部6661分别固定在同步皮带663的前后两侧;气吸嘴667的数量为三个,取放料移动组件还包括一个配重块668,三个气吸嘴667和一个配重块668分别固定在四个吸嘴安装件666上。通过第四电机662转动使上同步轮664转动,从而使同步皮带663转动,每个皮带升降机构66上的两个皮带连接部6661分别与同步皮带663的前后两侧连接,因此同步皮带663转动时两个吸嘴安装件666分别朝上和朝下移动,从而使气吸嘴667能够沿上下方向运动,通过上同步轮664、下同步轮665以及同步皮带663组成的传动系统,传动平稳,噪音低,并且一个第四电机662能够控制两个吸嘴安装件666的运动,能够减少第四电机662的数量,降低成本。
如图19-24所示,两个皮带升降机构66均还包括沿前后方向间隔设置在皮带升降安装架661上的两个第四滑轨6611,两个吸嘴安装件666上分别设置有用于与第四滑轨6611配合的第四滑槽6662;吸嘴安装件666和同步皮带663分别设置在皮带升降安装架661的左右两侧,皮带升降安装架661对应两个皮带连接部6661的位置分别设置有一个连接部过槽6612,两个连接部过槽6612的长度方向均沿上下方向,并且两个连接部过槽6612均沿左右方向贯通。第四滑槽6662和第四滑轨6611配合能够保证吸嘴安装件666的移动方向准确,连接部过槽6612能够进一步保证移动方向准确。
最后说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的宗旨和范围,其均应涵盖在本发明的权利要求范围当中。
Claims (6)
1.一种摄像头模组测试设备,包括设备壳体总成(1)和安装在所述设备壳体总成(1)内的安装平台(2),所述安装平台(2)的中部的上侧设置有测试治具安装装置(3),其特征在于:还包括设置在所述安装平台(2)上的送料装置(5)、左侧取放料装置(6a)以及右侧取放料装置(6b),所述送料装置(5)设置在所述测试治具安装装置(3)的后侧,所述左侧取放料装置(6a)和所述右侧取放料装置(6b)分别设置在所述测试治具安装装置(3)的左右两侧;所述送料装置(5)上能够放置料盘,所述左侧取放料装置(6a)和所述右侧取放料装置(6b)均包括取放料移动组件以及多个用于取放所述料盘上的摄像头模组的气吸嘴(667),所述取放料移动组件能够带动多个所述气吸嘴(667)沿上下方向、左右方向以及前后方向移动,从而能够带动摄像头模组在所述送料装置(5)与所述测试治具安装装置(3)之间流转;
所述送料装置(5)包括料盘流转组件、料盘夹持组件(52)和3个料仓升降组件(53),3个所述料仓升降组件(53)均沿左右方向间隔设置在所述安装平台(2)的下侧,3个所述料仓升降组件(53)均包括用于放置料盘的料盘放置架(531)和用于带动所述料盘放置架(531)进行上下升降送料的升降驱动机构,所述安装平台(2)上对应3个所述料盘放置架(531)的正上方位置分别设置有用于供料盘穿过的料盘通过孔(21),所述料盘流转组件能够使位于3个料盘通过孔(21)的上方的料盘沿左右方向移动,所述料盘夹持组件(52)能够对位于所述料盘通过孔(21)的上方的料盘进行夹持定位;
3个料仓升降组件(53)上放置的料盘从左至右依次为左侧待检料盘(7a)、合格品料盘(7b)和右侧待检料盘(7c);所述料盘夹持组件(52)包括能够对所述左侧待检料盘(7a)进行夹持的左侧夹持机构(52a)、能够对所述合格品料盘(7b)进行夹持的中部夹持机构(52b)和能够对所述右侧待检料盘(7c)进行夹持的右侧夹持机构(52c),所述左侧夹持机构(52a)、所述中部夹持机构(52b)和所述右侧夹持机构(52c)均包括前侧夹持构件(521)和后侧夹持构件(522),所述前侧夹持构件(521)包括前侧纵向气缸(5211)和与所述前侧纵向气缸(5211)的输出轴连接的前侧夹持板(5212),所述后侧夹持构件(522)包括后侧纵向气缸(5221)和与所述后侧纵向气缸(5221)的输出轴连接的后侧夹持板(5222),所述前侧纵向气缸(5211)和所述后侧纵向气缸(5221)的输出轴均能够沿前后方向移动,从而使所述前侧夹持板(5212)和所述后侧夹持板(5222)相向或者相背移动;
所述料盘流转组件包括对称设置在所述安装平台(2)的左右两侧的左侧料盘推动机构(51a)和右侧料盘推动机构(51b),所述左侧料盘推动机构(51a)和所述右侧料盘推动机构(51b)均包括横向气缸(511)和与所述横向气缸(511)的输出轴连接的推板(512),所述横向气缸(511)的输出轴能够沿左右方向移动,所述左侧料盘推动机构(51a)的所述推板(512)位于所述左侧待检料盘(7a)的左侧,所述右侧料盘推动机构(51b)的所述推板(512)位于所述右侧待检料盘(7c)的右侧;
左侧夹持机构(52a)与中部夹持机构(52b)之间设置有左侧挡块机构(54),左侧挡块机构(54)包括对称设置的前侧挡块构件(541)和后侧挡块构件(542),前侧挡块构件(541)设置在左侧夹持机构(52a)的前侧夹持构件(521)与中部夹持机构(52b)的前侧夹持构件(521)之间,前侧挡块构件(541)包括挡块安装盒(5411)、挡块本体(5412)以及弹簧,弹簧的前后两端分别与挡块安装盒(5411)以及挡块本体(5412)连接,弹簧伸展能够使挡块本体(5412)向后伸出于挡块安装盒(5411),弹簧压缩能够使挡块本体(5412)向前移动至挡块安装盒(5411)的内部,挡块本体(5412)朝向左侧待检料盘(7a)一侧为从前至后向右倾斜的斜面;右侧夹持机构(52c)与中部夹持机构(52b)之间设置有右侧挡块机构(55),右侧挡块机构(55)与左侧挡块机构(54)对称。
2.根据权利要求1所述的摄像头模组测试设备,其特征在于:还包括设置在所述安装平台(2)上的两个姿态抓取装置(4),两个所述姿态抓取装置(4)均设置在所述送料装置(5)以及所述测试治具安装装置(3)之间。
3.根据权利要求1所述的摄像头模组测试设备,其特征在于:还包括设置在所述左侧料盘推动机构(51a)的上方的左侧料盘支撑机构(57a)和设置在所述右侧料盘推动机构(51b)的上方的右侧料盘支撑机构(57b),所述左侧料盘支撑机构(57a)和所述右侧料盘支撑机构(57b)上能够放置用于承载废品的废品料盘(7d)。
4.根据权利要求3所述的摄像头模组测试设备,其特征在于:所述取放料移动组件包括下部安装构件(61)、中部安装构件(62)和上部安装构件(63),下部安装构件(61)设置在安装平台(2)上,中部安装构件(62)以可沿左右方向移动的方式设置在下部安装构件(61)上,上部安装构件(63)以可沿前后方向移动的方式设置在中部安装构件(62)上,多个气吸嘴(667)以可沿上下方向移动的方式设置在上部安装构件(63)上;
所述下部安装构件(61)包括沿前后方向间隔设置在所述安装平台(2)上的两个底部支撑件(611),两个所述底部支撑件(611)的上侧均设置有第二滑轨(612),所述中部安装构件(62)的下侧对应两个所述第二滑轨(612)的位置设置有第二滑槽;所述取放料移动组件还包括底部驱动机构,所述底部驱动机构包括第二安装支架(642)、第二电机(643)、第二丝杠(644)以及第三螺母座(645),所述第二安装支架(642)安装在所述安装平台(2)上,所述第二电机(643)以及所述第二丝杠(644)均安装座所述第二安装支架(642)上,所述第二电机(643)与所述第二丝杠(644)传动连接并且所述第二电机(643)能够使所述第二丝杠(644)转动,所述第二丝杠(644)的轴线沿左右方向,所述第三螺母座(645)套设在所述第二丝杠(644)上并且所述第三螺母座(645)的上部与所述中部安装构件(62)连接。
5.根据权利要求4所述的摄像头模组测试设备,其特征在于:所述中部安装构件(62)上设置有长度方向沿前后方向的第三滑轨(621),所述上部安装构件(63)上对应所述第三滑轨(621)的位置设置有第三滑槽(631);所述取放料移动组件还包括中部驱动机构,所述中部驱动机构包括第三电机、第三丝杠(651)以及第四螺母座(652),所述第三电机和所述第三丝杠(651)均与所述中部安装构件(62)连接,所述第三电机与所述第三丝杠(651)传动连接并且所述第三电机能够使所述第三丝杠(651)转动,所述第三丝杠(651)的轴线沿前后方向,所述第四螺母座(652)套设在所述第三丝杠(651)上并且所述第四螺母座(652)与所述上部安装构件(63)连接。
6.根据权利要求5所述的摄像头模组测试设备,其特征在于:所述取放料移动组件还包括安装在所述上部安装构件(63)上的两个皮带升降机构(66),两个所述皮带升降机构(66)均包括皮带升降安装架(661)、第四电机(662)、同步皮带(663)、上同步轮(664)、下同步轮(665)和两个吸嘴安装件(666),所述吸嘴安装件(666)以可沿上下方向移动的方式设置在所述皮带升降安装架(661)上,所述上同步轮(664)与所述第四电机(662)的输出轴连接,所述同步皮带(663)套设在所述上同步轮(664)和所述下同步轮(665)上,所述上同步轮(664)和所述下同步轮(665)的轴线均沿左右方向,两个所述吸嘴安装件(666)上均设置有皮带连接部(6661),两个所述皮带连接部(6661)分别固定在所述同步皮带(663)的前后两侧;所述气吸嘴(667)的数量为三个,所述取放料移动组件还包括一个配重块(668),三个所述气吸嘴(667)和一个配重块(668)分别固定在四个所述吸嘴安装件(666)上。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110984499.4A CN113680697B (zh) | 2021-08-25 | 2021-08-25 | 摄像头模组测试设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110984499.4A CN113680697B (zh) | 2021-08-25 | 2021-08-25 | 摄像头模组测试设备 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN113680697A CN113680697A (zh) | 2021-11-23 |
| CN113680697B true CN113680697B (zh) | 2023-04-07 |
Family
ID=78582715
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110984499.4A Active CN113680697B (zh) | 2021-08-25 | 2021-08-25 | 摄像头模组测试设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113680697B (zh) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117812248B (zh) * | 2023-12-28 | 2024-09-03 | 珠海广浩捷科技股份有限公司 | 一种双工位八头vcm测试机 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105083977B (zh) * | 2014-05-14 | 2018-04-10 | 泰科电子(上海)有限公司 | 自动配料设备 |
| CN108176599B (zh) * | 2018-01-19 | 2024-04-02 | 温州职业技术学院 | 半导体制冷片综合测试设备 |
| CN209259125U (zh) * | 2018-10-15 | 2019-08-16 | 珠海博杰电子股份有限公司 | 全自动上下料测试设备 |
| CN109622421B (zh) * | 2019-01-24 | 2024-07-09 | 蓝思智能机器人(长沙)有限公司 | 一种自动检测和分料的设备及具有该设备的生产线 |
| CN111169952A (zh) * | 2020-03-10 | 2020-05-19 | 东莞市瑞科智能科技有限公司 | 一种零件分检摆盘堆叠机 |
| CN212711629U (zh) * | 2020-05-29 | 2021-03-16 | 深圳市银浩自动化设备有限公司 | 一种测试机用的自动上下料装置 |
| CN111632865B (zh) * | 2020-06-04 | 2021-10-26 | 合肥工业大学 | 一种移动终端液晶屏自动识别分类生产线 |
-
2021
- 2021-08-25 CN CN202110984499.4A patent/CN113680697B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN113680697A (zh) | 2021-11-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109406538B (zh) | 手机外观检测系统 | |
| CN111589723A (zh) | 一种磁铁点胶效果检测设备 | |
| CN108515339A (zh) | 一种光电开关自动组装设备及方法 | |
| CN108519552A (zh) | 一种光电开关自动组装整形检测设备及方法 | |
| CN113680697B (zh) | 摄像头模组测试设备 | |
| CN108598592A (zh) | 锂电池检验设备 | |
| CN114813764B (zh) | 一种手机配件视觉检测设备 | |
| CN115518886A (zh) | 一种水平方向视觉智能检测设备及检测方法 | |
| CN113680696A (zh) | 送料装置以及摄像头模组测试设备 | |
| CN114405860A (zh) | 全方位外观缺陷检测设备 | |
| CN108526872A (zh) | 一种光电开关自动组装检测输出设备及方法 | |
| CN108515340A (zh) | 一种光电开关自动组装裁切设备及方法 | |
| CN210358132U (zh) | 一种测厚设备 | |
| CN108520837A (zh) | 一种光电开关自动组装检测排出设备及方法 | |
| CN217007033U (zh) | 全方位外观缺陷检测设备 | |
| CN212965233U (zh) | 电子元件自动测试设备 | |
| CN216037234U (zh) | 传感器加工装置 | |
| CN108526873A (zh) | 一种光电开关自动组装整形设备及方法 | |
| CN216297166U (zh) | 一种轴承检测设备 | |
| CN110238648A (zh) | 一种光电开关自动组装排出方法 | |
| CN211726612U (zh) | 镜头治具、旋拍模块及缺陷自动检测设备 | |
| CN115083813A (zh) | 一种微动开关组件自动组装机 | |
| CN212432070U (zh) | 一种平面度检测仪 | |
| CN210209066U (zh) | 一种二极管焊接分选机 | |
| CN205957905U (zh) | 手机震动保持架检测设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |