CN113635514A - 一种智能高效双工位膜内插件机 - Google Patents
一种智能高效双工位膜内插件机 Download PDFInfo
- Publication number
- CN113635514A CN113635514A CN202111196787.XA CN202111196787A CN113635514A CN 113635514 A CN113635514 A CN 113635514A CN 202111196787 A CN202111196787 A CN 202111196787A CN 113635514 A CN113635514 A CN 113635514A
- Authority
- CN
- China
- Prior art keywords
- seat
- module
- rail
- positioning
- driving
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14008—Inserting articles into the mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14065—Positioning or centering articles in the mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/1769—Handling of moulded articles or runners, e.g. sorting, stacking, grinding of runners
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/40—Removing or ejecting moulded articles
- B29C45/42—Removing or ejecting moulded articles using means movable from outside the mould between mould parts, e.g. robots
- B29C45/4225—Take-off members or carriers for the moulded articles, e.g. grippers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/1769—Handling of moulded articles or runners, e.g. sorting, stacking, grinding of runners
- B29C2045/177—Handling of moulded articles or runners, e.g. sorting, stacking, grinding of runners stacking moulded articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/34—Electrical apparatus, e.g. sparking plugs or parts thereof
- B29L2031/36—Plugs, connectors, or parts thereof
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Robotics (AREA)
- Specific Conveyance Elements (AREA)
Abstract
本发明公开一种智能高效双工位膜内插件机,其包括:机座和注塑机;五金端子供料装置,其包括振动盘、振动器、送料轨、分料机构、一分二移位机构、第一移位搬料机构;分模折料带下料装置,其包括基板、第一滑轨和第二滑轨、第一滑动座和第二滑动座、同步驱动机构、第一定位座和第二定位座、第三定位座和第四定位座、第一折料带机构、第二折料带机构、第一夹取下料机构、第二夹取下料机构、第一下料仓组、第二下料仓组;导正搬运插件装置,其包括立架、水平驱动模组、升降模组、旋转驱动模组、旋转架、第一导正模组和第二导正模组、第一吸取插件模组和第二吸取插件模组、第一夹取搬运模组和第二夹取搬运模组。
Description
技术领域
本发明涉及插件技术领域,特指一种智能高效双工位膜内插件机。
背景技术
在很多的电子产品中,需要将五金端子与塑料件注塑成型为一体以形成一个产品,保证五金端子与塑料件装配的稳定性,且五金端子的导接部会显露于塑料件外表面以便电性导接。在生产过程中,将五金端子放入注塑模内,在合模后灌胶即可完成模内注塑五金端子的制造过程。
然而,现有技术中均采用人工手动将五金端子插装注塑模内部,但是由于五金端子体积小,不易抓取,导致手动插装的精度不好控制,影响注塑质量,且人工操作劳动强度大,效率不高,其影响生产力。
有鉴于此,本发明人提出以下技术方案。
发明内容
本发明的目的在于克服现有技术的不足,提供一种智能高效双工位膜内插件机。
为了解决上述技术问题,本发明采用了下述技术方案:该智能高效双工位膜内插件机包括:机座和安装于机座旁侧的注塑机;五金端子供料装置,其包括有安装于机座上的振动盘、安装于振动盘旁侧的振动器、安装于振动器上并与振动盘的出料口对接的送料轨、安装于送料轨末端并用于将送料轨上的五金端子一个一个送出的分料机构、安装于送料轨旁侧并具有可同步移动的第一定位治具和第二定位治具的一分二移位机构、横跨于送料轨和一分二移位机构上端并用于将分料机构分出来的五金端子搬运至第一定位治具和第二定位治具上的第一移位搬料机构;分模折料带下料装置,其包括有安装于机座上的基板、安装于基板上的第一滑轨和第二滑轨、安装于该第一滑轨和第二滑轨上的第一滑动座和第二滑动座、用于驱动该第一滑动座和第二滑动座在第一滑轨和第二滑轨上同步移动的同步驱动机构、安装于第一滑动座上并对称分布的第一定位座和第二定位座、安装于第二滑动座上并对称分布的第三定位座和第四定位座、安装于基板一侧并用于将完成注塑后的五金端子的料带折断的第一折料带机构、安装于基板另一侧并用于将完成注塑后的五金端子的料带折断的第二折料带机构、横跨安装于第一滑轨和第二滑轨上方的第一夹取下料机构、位于第一夹取下料机构旁侧的第二夹取下料机构、安装于基板下端并与第一夹取下料机构对应的第一下料仓组、安装于基板下端并与第二夹取下料机构对应的第二下料仓组;导正搬运插件装置,其包括有安装于机座旁侧的立架、安装于立架上的水平驱动模组、安装于水平驱动模组上并可由水平驱动模组驱动以在水平方向移动的升降模组、安装于升降模组下端并可由升降模组驱动以实现升降的旋转驱动模组、安装于旋转驱动模组下端的旋转架、安装于旋转架下端并用于对第一定位治具和第二定位治具上的五金端子进行导正的第一导正模组和第二导正模组、安装于旋转架下端并用于吸取第一定位治具和第二定位治具上完成导正后的五金端子并插装于注塑机中的第一吸取插件模组和第二吸取插件模组、安装于旋转架下端并用于将由注塑机在五金端子注塑成型塑胶件后形成的产品夹取搬运至第一定位座和第二定位座上的第一夹取搬运模组和第二夹取搬运模组。
进一步而言,上述技术方案中,所述分料机构包括有安装于机座上的第一立柱、安装于第一立柱上端并与送料轨对接的分料座、设置于分料座中的分料槽、穿设于分料槽内的分料板、安装于第一立柱上端并用于驱动该分料板在分料槽内移动的直线驱动模组、安装于第一立柱上端并用于检测是否有五金端子送到分料板上的载料槽的检测探头,该分料座包括有座体和固定于座体一侧的盖板,该座体与盖板之间形成所述的分料槽;所述送料轨端部与盖板固定连接。
进一步而言,上述技术方案中,所述直线驱动模组包括有固定于该第一立柱上端的第一轨道座、安装于第一轨道座上的第一轨道、套设于该第一轨道上的第一滑块、固定于该第一滑块上的第一驱动座和用于驱动该第一驱动座在第一轨道上移动的第一气缸以及安装于第一轨道座上并用于防止第一驱动座移动过度的第一缓冲器,所述分料板下端固定于第一驱动座上。
进一步而言,上述技术方案中,所述一分二移位机构包括有安装于机座上的第一基座、若干安装于第一基座上的第二轨道、安装于该第二轨道上的移动板、安装于第一基座两端的第一皮带轮和第二皮带轮、连接于第一皮带轮和第二皮带轮之间的第一皮带、用于驱动该第一皮带轮旋转的第一步进电机和用于将移动板与第一皮带固定在一起的皮带固定座,所述第一定位治具和第二定位治具设置于移动板两侧;所述第一基座上端设置有用于防止移动板过度移动的第一缓冲挡块和第二缓冲挡块。
进一步而言,上述技术方案中,所述第一移位搬料机构包括有横跨于一分二移位机构上方的第一龙门架、安装于该第一龙门架上的X轴驱动机构、安装于X轴驱动机构上并可由X轴驱动机构驱动以在X轴方向移动的X轴移动座、安装于X轴移动座前端面的第一纵向滑轨、套设于该第一纵向滑轨上的第一缓冲升降滑座、安装于X轴移动座上端的第一Z轴驱动气缸、安装于该第一Z轴驱动气缸中活塞杆下端的第一升降板、若干穿过第一升降板后与该第一缓冲升降滑座上端连接的第一导杆、安装于该第一导杆外围的第一弹簧、安装于第一缓冲升降滑座上的旋转驱动机构、安装于该旋转驱动机构下端的第一定位吸嘴,该第一弹簧上端与第一升降板下端面接触,该第一弹簧下端与第一缓冲升降滑座上端面接触,该第一定位吸嘴下端设置有可穿入分料槽内的第一扁头,该第一扁头下端具有多个第一真空吸附孔。
进一步而言,上述技术方案中,所述第一吸取插件模组包括有安装于旋转架下端的第一连接架、安装于第一连接架一侧的第二轨道座、安装于第二轨道座前端面的第二纵向滑轨、套设于该第二纵向滑轨上的第二缓冲升降滑座、安装于第二轨道座上端的第二Z轴驱动气缸、安装于该第二Z轴驱动气缸中活塞杆下端的第二升降板、若干穿过第二升降板后与该第二缓冲升降滑座上端连接的第二导杆、安装于该第二导杆外围的第二弹簧、安装于第二缓冲升降滑座前端的吸嘴座以及安装于吸嘴座下端的第二定位吸嘴,该第二定位吸嘴下端设置有第二扁头,该第二扁头下端具有多个第二真空吸附孔;所述第二吸取插件模组的结构与所述第一吸取插件模组的结构相同。
进一步而言,上述技术方案中,所述第一导正模组包括有安装于旋转架下端的第一导正轴和安装于该第一导正轴下端的第一导正套;所述第二导正模组的结构与第一导正模组的结构相同;所述第一夹取搬运模组包括有安装于旋转架下端的第二连接架、安装于第二连接架一侧的第三轨道座、安装于第三轨道座前端面的第三纵向滑轨、套设于该第三纵向滑轨上的第三升降板、安装于第三轨道座上端并用于驱动该第三升降板升降的第三Z轴驱动气缸、安装于第三升降板前端的第一料夹;所述第一夹取搬运模组的结构与所述第二夹取搬运模组的结构相同。
进一步而言,上述技术方案中,所述第一滑动座两侧分别设置有第一料带废料盒和第二料带废料盒,该第一料带废料盒和第二料带废料盒分别位于第一定位座和第二定位座侧边;所述第二滑动座两侧分别设置有第三料带废料盒和第四料带废料盒,该第三料带废料盒和第四料带废料盒分别位于第三定位座和第四定位座侧边。
进一步而言,上述技术方案中,所述第一折料带机构包括有第二立杆、安装于第二立杆上端的横板、安装于横板前端的第一横向滑轨、安装于该第一横向滑轨上并可横向移动的第二横向座、用于驱动该第二横向座横向移动的横向驱动气缸、竖直安装于第二横向座前端的纵向双杆气缸、安装于纵向双杆气缸中活塞杆下端的折料座、安装于横板末端的压紧气缸、安装于该压紧气缸中活塞杆下端并用于压住塑胶件的软胶压头,该折料座下端设置有呈上下层分布的第一折料片和第二折料片,该第一折料片和第二折料片之间形成有供五金端子的料带伸入的折料带间隙。
进一步而言,上述技术方案中,所述第一夹取下料机构包括安装于基板两侧的第一导向杆和第二导向杆、固定于该第一导向杆和第二导向杆上端的顶板、分别套设于该第一导向杆和第二导向杆上的第一导向套和第二导向套、固定连接于第一导向套和第二导向套之间的升降梁、安装于顶板上并用于驱动该升降梁进行升降的升降气缸以及安装于该升降梁下端两侧并分别与第一定位座和第二定位座或第三定位座和第四定位座对应的第一夹子和第二夹子;所述第二夹取下料机构的结构与所述第一夹取下料机构的结构相同。
采用上述技术方案后,本发明与现有技术相比较具有如下有益效果:本发明工作时,该振动器将五金端子一个一个传送至与振动盘的出料口对接的送料轨上,并整齐排列在送料轨内,最后由分料机构将送料轨上的五金端子一个一个送出,并由第一移位搬料机构用于将分料机构分出来的五金端子搬运至一分二移位机构的第一定位治具和第二定位治具上,以此实现一分二传送五金端子,达到双工位供料五金端子的目的,且整个五金端子供料装置结构简单,且结构紧凑,占用空间小,便于设置和安装。当检测探头检测到有五金端子被送到分料板上的载料槽时,该直线驱动模组驱动该分料板在分料槽内移动,而该分料板则将一个五金端子传送出来,以便第一移位搬料机构吸取及搬运。所述一分二移位机构工作时,该第一步进电机驱动该第一皮带轮旋转,以驱动该第一皮带转动,该第一皮带则拉动移动板前进或后退,即可实现同步传送所述第一定位治具和第二定位治具的目的,整个一分二移位机构结构极为简单,运行稳定,并可实现一分二移位的目的。所述第一移位搬料机构中的第一定位吸嘴在向下移动并插入分料槽内的过程中,不会与分料板形成刚性接触,从而防止出现损坏第一定位吸嘴或五金端子的现象,并可保证能够稳定吸取分料板上的五金端子,并搬运五金端子,且通过旋转驱动机构驱动第一定位吸嘴进行旋转换向后分别放置于第一定位治具和第二定位治具中,并由第一定位治具和第二定位治具进行定位。所述导正搬运插件装置工作,通过水平驱动模组、升降模组和旋转驱动模组的配合运动,所述第一导正模组和第二导正模组分别移动至第一定位治具和第二定位治具,并通过第一导正模组和第二导正模组对第一定位治具和第二定位治具上的五金端子进行导正,实现双工位导正五金端子,完成后,旋转驱动模组驱动旋转架旋转,使第一吸取插件模组和第二吸取插件模组分别移动至第一定位治具和第二定位治具上方,且该第一吸取插件模组和第二吸取插件模组分别吸取第一定位治具和第二定位治具上的五金端子,并通过水平驱动模组、升降模组和旋转驱动模组的配合运动,以同时将两个五金端子移送并插装至注塑机中,实现双工位对五金端子进行吸取插件,该注塑机在两个五金端子上分别注塑成型塑胶件后形成的两个产品,完成后,由第一夹取搬运模组和第二夹取搬运模组将由注塑机在五金端子注塑成型塑胶件后形成的两个产品夹取搬运至第一定位座和第二定位座上,实现双工位对产品进行吸取及搬运。由于预先采用第一导正模组和第二导正模组对第一定位治具和第二定位治具上的五金端子进行导正,以致可保证后期第一吸取插件模组和第二吸取插件模组实现双工位对五金端子进行吸取插件的工作质量,保证制成的产品的品质。分模折料带下料装置工作时,先由导正搬运插件装置将由注塑机在五金端子注塑成型塑胶件后形成的产品夹取搬运至第一定位座和第二定位座上,同步驱动机构驱动该第一滑动座和第二滑动座在第一滑轨和第二滑轨上同步向前移动,然后该导正搬运插件装置将由注塑机在五金端子注塑成型塑胶件后形成的产品夹取搬运至第三定位座和第四定位座上,随后,同步驱动机构驱动该第一滑动座和第二滑动座在第一滑轨和第二滑轨上同步向前移动,第一定位座和第二定位座移动至第一折料带机构和第二折料带机构旁侧,所述第一折料带机构和第二折料带机构同时将第一定位座和第二定位座上的产品中五金端子的料带折断,同步驱动机构驱动该第一滑动座和第二滑动座在第一滑轨和第二滑轨上同步向前移动,第三定位座和第四定位座移动至第一折料带机构和第二折料带机构旁侧,所述第一折料带机构和第二折料带机构同时将第三定位座和第四定位座上的产品中五金端子的料带折断,后期由第一夹取下料机构同时将第一定位座和第二定位座上折料带后的产品夹取并放入第一下料仓组,并由第二夹取下料机构将第三定位座和第四定位座上折料带后的产品夹取并放入第二下料仓组,以此实现双工位分模、双工位折料带、双工位下料的目的,其运行效率高,且工作质量保证,产品的品质得到保障。
附图说明
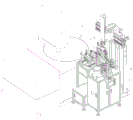
图1是本发明的立体图;
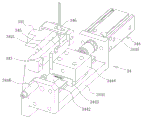
图2是本发明中振动盘、振动器、送料轨、分料机构的装配图;
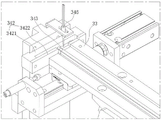
图3是本发明中分料机构的立体图;
图4是本发明中送料轨与分料机构的装配图;
图5是本发明中一分二移位机构的立体图;
图6是本发明中第一移位搬料机构的立体图;
图7是本发明中第一定位吸嘴的立体图;
图8是本发明中五金端子供料装置的立体图;
图9是五金端子的立体图;
图10是本发明中导正搬运插件装置的立体图;
图11是本发明中导正搬运插件装置局部结构的立体图;
图12是本发明中导正搬运插件装置局部结构另一视角的立体图;
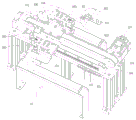
图13是本发明中分模折料带下料装置的立体图;
图14是制成的产品的立体图;
图15是本发明中第一折料带结构的立体图;
图16是本发明中第一折料带结构另一视角的立体图。
具体实施方式
下面结合具体实施例和附图对本发明进一步说明。
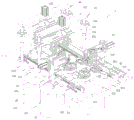
见图1-16所示,为一种智能高效双工位膜内插件机,其包括:机座1和安装于机座1旁侧的注塑机2、安装于机座1上的五金端子61供料装置3和分模折料带下料装置4、安装于机座1旁侧的导正搬运插件装置5。
所述五金端子61供料装置3包括有安装于机座1上的振动盘31、安装于振动盘31旁侧的振动器32、安装于振动器32上并与振动盘31的出料口对接的送料轨33、安装于送料轨33末端并用于将送料轨33上的五金端子61一个一个送出的分料机构34、安装于送料轨33旁侧并具有可同步移动的第一定位治具301和第二定位治具302的一分二移位机构35、横跨于送料轨33和一分二移位机构35上端并用于将分料机构34分出来的五金端子61搬运至第一定位治具301和第二定位治具302上的第一移位搬料机构36;五金端子61供料装置3工作时,该振动器32将五金端子61一个一个传送至与振动盘31的出料口对接的送料轨33上,并整齐排列在送料轨33内,最后由分料机构34将送料轨33上的五金端子61一个一个送出,并由第一移位搬料机构36用于将分料机构34分出来的五金端子61搬运至一分二移位机构35的第一定位治具301和第二定位治具302上,以此实现一分二传送五金端子61,达到双工位供料五金端子61的目的,且整个五金端子61供料装置3结构简单,且结构紧凑,占用空间小,便于设置和安装。
所述分料机构34包括有安装于机座1上的第一立柱341、安装于第一立柱341上端并与送料轨33对接的分料座342、设置于分料座342中的分料槽340、穿设于分料槽340内的分料板343、安装于第一立柱341上端并用于驱动该分料板343在分料槽340内移动的直线驱动模组344、安装于第一立柱341上端并用于检测是否有五金端子61送到分料板343上的载料槽345的检测探头346,该分料座342包括有座体3421和固定于座体3421一侧的盖板3422,该座体3421与盖板3422之间形成所述的分料槽340;所述送料轨33端部与盖板3422固定连接。当检测探头346检测到有五金端子61被送到分料板343上的载料槽345时,该直线驱动模组344驱动该分料板343在分料槽340内移动,而该分料板343则将一个五金端子61传送出来,以便第一移位搬料机构36吸取及搬运。
所述直线驱动模组344包括有固定于该第一立柱341上端的第一轨道座3441、安装于第一轨道座3441上的第一轨道3442、套设于该第一轨道3442上的第一滑块3443、固定于该第一滑块3443上的第一驱动座3444和用于驱动该第一驱动座3444在第一轨道3442上移动的第一气缸3445以及安装于第一轨道座3441上并用于防止第一驱动座3444移动过度的第一缓冲器3446,所述分料板343下端固定于第一驱动座3444上。所述直线驱动模组344结构简单,且制作成本低。第一缓冲器3446用于防止第一驱动座3444移动过度,保证运行的稳定性,并保证工作质量。
所述一分二移位机构35包括有安装于机座1上的第一基座351、若干安装于第一基座351上的第二轨道352、安装于该第二轨道352上的移动板353、安装于第一基座351两端的第一皮带轮354和第二皮带轮355、连接于第一皮带轮354和第二皮带轮355之间的第一皮带356、用于驱动该第一皮带轮354旋转的第一步进电机357和用于将移动板353与第一皮带356固定在一起的皮带固定座358,所述第一定位治具301和第二定位治具302设置于移动板353两侧;所述一分二移位机构35工作时,该第一步进电机357驱动该第一皮带轮354旋转,以驱动该第一皮带356转动,该第一皮带356则拉动移动板353前进或后退,即可实现同步传送所述第一定位治具301和第二定位治具302的目的,整个一分二移位机构35结构极为简单,运行稳定,并可实现一分二移位的目的。
所述第一基座351上端设置有用于防止移动板353过度移动的第一缓冲挡块303和第二缓冲挡块304,以此限定移动板353移动的行程,并可防止移动板353过度移动,保证整个一分二移位机构35运行的稳定性。
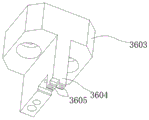
所述第一移位搬料机构36包括有横跨于一分二移位机构35上方的第一龙门架361、安装于该第一龙门架361上的X轴驱动机构362、安装于X轴驱动机构362上并可由X轴驱动机构362驱动以在X轴方向移动的X轴移动座363、安装于X轴移动座363前端面的第一纵向滑轨364、套设于该第一纵向滑轨364上的第一缓冲升降滑座365、安装于X轴移动座363上端的第一Z轴驱动气缸367、安装于该第一Z轴驱动气缸367中活塞杆下端的第一升降板368、若干穿过第一升降板368后与该第一缓冲升降滑座365上端连接的第一导杆369、安装于该第一导杆369外围的第一弹簧3601、安装于第一缓冲升降滑座365上的旋转驱动机构3602、安装于该旋转驱动机构3602下端的第一定位吸嘴3603,该第一弹簧3601上端与第一升降板368下端面接触,该第一弹簧3601下端与第一缓冲升降滑座365上端面接触,以此保证第一定位吸嘴3603在向下移动并插入分料槽340内的过程中,不会与分料板343形成刚性接触,从而防止出现损坏第一定位吸嘴3603或五金端子61的现象,并可保证能够稳定吸取分料板343上的五金端子61,并搬运五金端子61,且通过旋转驱动机构3602驱动第一定位吸嘴3603进行旋转换向后分别放置于第一定位治具301和第二定位治具302中,并由第一定位治具301和第二定位治具302进行定位。具体而言,即使第一定位吸嘴3603在向下移动并插入分料槽340内的过程中,下移的行程过大,会直接碰到分料板343及五金端子61,此时,第一定位吸嘴3603、旋转驱动机构3602及第一缓冲升降滑座365均会向上移动,而第一弹簧3601则会被压缩,以此防止第一定位吸嘴3603在向下移动行程过大而压坏五金端子61。
所述第一定位吸嘴3603下端设置有可穿入分料槽340内的第一扁头3604,该第一扁头3604下端具有多个第一真空吸附孔3605,以此使第一定位吸嘴3603能够顺利进入分料槽340,并吸取五金端子61,以便后期实现移位搬料。
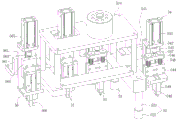
所述分模折料带下料装置4包括有安装于机座1上的基板41、安装于基板41上的第一滑轨411和第二滑轨412、安装于该第一滑轨411和第二滑轨412上的第一滑动座413和第二滑动座414、用于驱动该第一滑动座413和第二滑动座414在第一滑轨411和第二滑轨412上同步移动的同步驱动机构42、安装于第一滑动座413上并对称分布的第一定位座415和第二定位座416、安装于第二滑动座414上并对称分布的第三定位座417和第四定位座418、安装于基板41一侧并用于将完成注塑后的五金端子61的料带611折断的第一折料带机构43、安装于基板41另一侧并用于将完成注塑后的五金端子61的料带611折断的第二折料带机构44、横跨安装于第一滑轨411和第二滑轨412上方的第一夹取下料机构45、位于第一夹取下料机构45旁侧的第二夹取下料机构46、安装于基板41下端并与第一夹取下料机构45对应的第一下料仓组47、安装于基板41下端并与第二夹取下料机构46对应的第二下料仓组48;分模折料带下料装置4工作时,先由导正搬运插件装置5将由注塑机2在五金端子61注塑成型塑胶件62后形成的产品6夹取搬运至第一定位座415和第二定位座416上,同步驱动机构42驱动该第一滑动座413和第二滑动座414在第一滑轨411和第二滑轨412上同步向前移动,然后该导正搬运插件装置5将由注塑机2在五金端子61注塑成型塑胶件62后形成的产品6夹取搬运至第三定位座417和第四定位座418上,随后,同步驱动机构42驱动该第一滑动座413和第二滑动座414在第一滑轨411和第二滑轨412上同步向前移动,第一定位座415和第二定位座416移动至第一折料带机构43和第二折料带机构44旁侧,所述第一折料带机构43和第二折料带机构44同时将第一定位座415和第二定位座416上的产品6中五金端子61的料带折断,同步驱动机构42驱动该第一滑动座413和第二滑动座414在第一滑轨411和第二滑轨412上同步向前移动,第三定位座417和第四定位座418移动至第一折料带机构43和第二折料带机构44旁侧,所述第一折料带机构43和第二折料带机构44同时将第三定位座417和第四定位座418上的产品6中五金端子61的料带611折断,后期由第一夹取下料机构45同时将第一定位座415和第二定位座416上折料带611后的产品6夹取并放入第一下料仓组47,并由第二夹取下料机构46将第三定位座417和第四定位座418上折料带611后的产品6夹取并放入第二下料仓组48,以此实现双工位分模、双工位折料带、双工位下料的目的,其运行效率高,且工作质量保证,产品6的品质得到保障。
所述第一滑动座413两侧分别设置有第一料带废料盒401和第二料带废料盒402,该第一料带废料盒401和第二料带废料盒402分别位于第一定位座415和第二定位座416侧边,该第一折料带机构43和第二折料带机构44折断产品6中五金端子61的料带611后,料带611会直接掉在第一料带废料盒401和第二料带废料盒402内,防止出现折断后的料带乱置的现象。所述第二滑动座414两侧分别设置有第三料带废料盒403和第四料带废料盒404,该第三料带废料盒403和第四料带废料盒404分别位于第三定位座417和第四定位座418侧边。该第一折料带机构43和第二折料带机构44折断产品6中五金端子61的料带611后,料带611会直接掉在第三料带废料盒403和第四料带废料盒404内,防止出现折断后的料带乱置的现象。
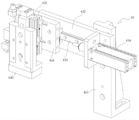
所述第一折料带机构43包括有第二立杆431、安装于第二立杆431上端的横板432、安装于横板432前端的第一横向滑轨433、安装于该第一横向滑轨433上并可横向移动的第二横向座434、用于驱动该第二横向座434横向移动的横向驱动气缸439、竖直安装于第二横向座434前端的纵向双杆气缸435、安装于纵向双杆气缸435中活塞杆下端的折料座436、安装于横板432末端的压紧气缸437、安装于该压紧气缸437中活塞杆下端并用于压住塑胶件62的软胶压头438,该折料座436下端设置有呈上下层分布的第一折料片4361和第二折料片4362,该第一折料片4361和第二折料片4362之间形成有供五金端子61的料带611伸入的折料带间隙。第一折料带机构43工作时,第一折料带机构43中的压紧气缸437驱动软胶压头438下移,使软胶压头438压在产品6上,以防止产品6离开第一定位座415,同时,该横向驱动气缸439驱动该第二横向座434横向移动,使折料座436的第一折料片4361和第二折料片4362置于五金端子61的料带611上下侧,即使五金端子61的料带611伸入第一折料片4361和第二折料片4362之间形成的折料带间隙,随后,该纵向双杆气缸435驱动折料座436上下移动,使该第一折料片4361和第二折料片4362将料带611折断以脱离五金端子61,从而实现折料带611的目的。所述第一折料带机构43结构简单,设计结构巧妙,并可稳定将料带折断以脱离五金端子61,保证折料带的质量。
所述第二折料带机构44的结构和第一折料带机构43 的结构相同,在此不再一一赘述。
所述第一夹取下料机构45包括安装于基板41两侧的第一导向杆451和第二导向杆452、固定于该第一导向杆451和第二导向杆452上端的顶板453、分别套设于该第一导向杆451和第二导向杆452上的第一导向套454和第二导向套455、固定连接于第一导向套454和第二导向套455之间的升降梁456、安装于顶板453上并用于驱动该升降梁456进行升降的升降气缸457以及安装于该升降梁456下端两侧并分别与第一定位座415和第二定位座416或第三定位座417和第四定位座418对应的第一夹子458和第二夹子459,该第一夹子458和第二夹子459均用于夹取产品6。所述第二夹取下料机构46的结构与所述第一夹取下料机构45的结构相同。
所述导正搬运插件装置5包括有安装于机座旁侧的立架51、安装于立架51上的水平驱动模组511、安装于水平驱动模组511上并可由水平驱动模组511驱动以在水平方向移动的升降模组512、安装于升降模组512下端并可由升降模组512驱动以实现升降的旋转驱动模组513、安装于旋转驱动模组513下端的旋转架514、安装于旋转架514下端并用于对第一定位治具301和第二定位治具302上的五金端子61进行导正的第一导正模组52和第二导正模组53、安装于旋转架514下端并用于吸取第一定位治具301和第二定位治具302上完成导正后的五金端子61并插装于注塑机2中的第一吸取插件模组54和第二吸取插件模组55、安装于旋转架514下端并用于将由注塑机2在五金端子61注塑成型塑胶件62后形成的产品6夹取搬运至第一定位座415和第二定位座416上的第一夹取搬运模组56和第二夹取搬运模组57。所述导正搬运插件装置5工作时,通过水平驱动模组511、升降模组512和旋转驱动模组513的配合运动,所述第一导正模组52和第二导正模组53分别移动至第一定位治具301和第二定位治具302,并通过第一导正模组52和第二导正模组53对第一定位治具301和第二定位治具302上的五金端子61进行导正,实现双工位导正五金端子61,完成后,旋转驱动模组513驱动旋转架514旋转,使第一吸取插件模组54和第二吸取插件模组55分别移动至第一定位治具301和第二定位治具302上方,且该第一吸取插件模组54和第二吸取插件模组55分别吸取第一定位治具301和第二定位治具302上的五金端子61,并通过水平驱动模组511、升降模组512和旋转驱动模组513的配合运动,以同时将两个五金端子61移送并插装至注塑机2中,实现双工位对五金端子61进行吸取插件,该注塑机2在两个五金端子61上分别注塑成型塑胶件62后形成的两个产品6,完成后,由第一夹取搬运模组56和第二夹取搬运模组57将由注塑机2在五金端子61注塑成型塑胶件62后形成的两个产品6夹取搬运至第一定位座415和第二定位座416上,实现双工位对产品6进行吸取及搬运。由于预先采用第一导正模组52和第二导正模组53对第一定位治具301和第二定位治具302上的五金端子61进行导正,以致可保证后期第一吸取插件模组54和第二吸取插件模组55实现双工位对五金端子61进行吸取插件的工作质量,保证制成的产品6的品质。
所述第一吸取插件模组54包括有安装于旋转架514下端的第一连接架541、安装于第一连接架541一侧的第二轨道座542、安装于第二轨道座542前端面的第二纵向滑轨543、套设于该第二纵向滑轨543上的第二缓冲升降滑座544、安装于第二轨道座542上端的第二Z轴驱动气缸545、安装于该第二Z轴驱动气缸545中活塞杆下端的第二升降板546、若干穿过第二升降板546后与该第二缓冲升降滑座544上端连接的第二导杆547、安装于该第二导杆547外围的第二弹簧548、安装于第二缓冲升降滑座544前端的吸嘴座549以及安装于吸嘴座549下端的第二定位吸嘴540,该第二定位吸嘴540下端设置有第二扁头,该第二扁头下端具有多个第二真空吸附孔;所述第二吸取插件模组55的结构与所述第一吸取插件模组54的结构相同。由于第一吸取插件模组54内的第二缓冲升降滑座544上设置有第二导杆547和第二弹簧548,以致使该第二定位吸嘴540不会出现硬接触的现象,防止压坏五金端子61,并且可保证吸取插件五金端子61的工作质量。
所述第一导正模组52包括有安装于旋转架514下端的第一导正轴521和安装于该第一导正轴521下端的第一导正套522;所述第二导正模组53的结构与第一导正模组52的结构相同;所述第一夹取搬运模组56包括有安装于旋转架514下端的第二连接架561、安装于第二连接架561一侧的第三轨道座562、安装于第三轨道座562前端面的第三纵向滑轨563、套设于该第三纵向滑轨563上的第三升降板564、安装于第三轨道座562上端并用于驱动该第三升降板564升降的第三Z轴驱动气缸565、安装于第三升降板564前端的第一料夹566;所述第一夹取搬运模组56的结构与所述第二夹取搬运模组57的结构相同。
综上所述,本发明工作时,该振动器32将五金端子61一个一个传送至与振动盘31的出料口对接的送料轨33上,并整齐排列在送料轨33内,最后由分料机构34将送料轨33上的五金端子61一个一个送出,并由第一移位搬料机构36用于将分料机构34分出来的五金端子61搬运至一分二移位机构35的第一定位治具301和第二定位治具302上,以此实现一分二传送五金端子61,达到双工位供料五金端子61的目的,且整个五金端子61供料装置3结构简单,且结构紧凑,占用空间小,便于设置和安装。当检测探头346检测到有五金端子61被送到分料板343上的载料槽345时,该直线驱动模组344驱动该分料板343在分料槽340内移动,而该分料板343则将一个五金端子61传送出来,以便第一移位搬料机构36吸取及搬运。所述一分二移位机构35工作时,该第一步进电机357驱动该第一皮带轮354旋转,以驱动该第一皮带356转动,该第一皮带356则拉动移动板353前进或后退,即可实现同步传送所述第一定位治具301和第二定位治具302的目的,整个一分二移位机构35结构极为简单,运行稳定,并可实现一分二移位的目的。所述第一移位搬料机构36中的第一定位吸嘴3603在向下移动并插入分料槽340内的过程中,不会与分料板343形成刚性接触,从而防止出现损坏第一定位吸嘴3603或五金端子61的现象,并可保证能够稳定吸取分料板343上的五金端子61,并搬运五金端子61,且通过旋转驱动机构3602驱动第一定位吸嘴3603进行旋转换向后分别放置于第一定位治具301和第二定位治具302中,并由第一定位治具301和第二定位治具302进行定位。所述导正搬运插件装置5工作,通过水平驱动模组511、升降模组512和旋转驱动模组513的配合运动,所述第一导正模组52和第二导正模组53分别移动至第一定位治具301和第二定位治具302,并通过第一导正模组52和第二导正模组53对第一定位治具301和第二定位治具302上的五金端子61进行导正,实现双工位导正五金端子61,完成后,旋转驱动模组513驱动旋转架514旋转,使第一吸取插件模组54和第二吸取插件模组55分别移动至第一定位治具301和第二定位治具302上方,且该第一吸取插件模组54和第二吸取插件模组55分别吸取第一定位治具301和第二定位治具302上的五金端子61,并通过水平驱动模组511、升降模组512和旋转驱动模组513的配合运动,以同时将两个五金端子61移送并插装至注塑机2中,实现双工位对五金端子61进行吸取插件,该注塑机2在两个五金端子61上分别注塑成型塑胶件62后形成的两个产品6,完成后,由第一夹取搬运模组56和第二夹取搬运模组57将由注塑机2在五金端子61注塑成型塑胶件62后形成的两个产品6夹取搬运至第一定位座415和第二定位座416上,实现双工位对产品6进行吸取及搬运。由于预先采用第一导正模组52和第二导正模组53对第一定位治具301和第二定位治具302上的五金端子61进行导正,以致可保证后期第一吸取插件模组54和第二吸取插件模组55实现双工位对五金端子61进行吸取插件的工作质量,保证制成的产品6的品质。分模折料带下料装置4工作时,先由导正搬运插件装置5将由注塑机2在五金端子61注塑成型塑胶件62后形成的产品6夹取搬运至第一定位座415和第二定位座416上,同步驱动机构42驱动该第一滑动座413和第二滑动座414在第一滑轨411和第二滑轨412上同步向前移动,然后该导正搬运插件装置5将由注塑机2在五金端子61注塑成型塑胶件62后形成的产品6夹取搬运至第三定位座417和第四定位座418上,随后,同步驱动机构42驱动该第一滑动座413和第二滑动座414在第一滑轨411和第二滑轨412上同步向前移动,第一定位座415和第二定位座416移动至第一折料带机构43和第二折料带机构44旁侧,所述第一折料带机构43和第二折料带机构44同时将第一定位座415和第二定位座416上的产品6中五金端子61的料带折断,同步驱动机构42驱动该第一滑动座413和第二滑动座414在第一滑轨411和第二滑轨412上同步向前移动,第三定位座417和第四定位座418移动至第一折料带机构43和第二折料带机构44旁侧,所述第一折料带机构43和第二折料带机构44同时将第三定位座417和第四定位座418上的产品6中五金端子61的料带折断,后期由第一夹取下料机构45同时将第一定位座415和第二定位座416上折料带后的产品6夹取并放入第一下料仓组47,并由第二夹取下料机构46将第三定位座417和第四定位座418上折料带后的产品6夹取并放入第二下料仓组48,以此实现双工位分模、双工位折料带、双工位下料的目的,其运行效率高,且工作质量保证,产品6的品质得到保障。
当然,以上所述仅为本发明的具体实施例而已,并非来限制本发明实施范围,凡依本发明申请专利范围所述构造、特征及原理所作的等效变化或修饰,均应包括于本发明申请专利范围内。
Claims (10)
1.一种智能高效双工位膜内插件机,其特征在于:其包括:
机座(1)和安装于机座(1)旁侧的注塑机(2);
五金端子供料装置(3),其包括有安装于机座(1)上的振动盘(31)、安装于振动盘(31)旁侧的振动器(32)、安装于振动器(32)上并与振动盘(31)的出料口对接的送料轨(33)、安装于送料轨(33)末端并用于将送料轨(33)上的五金端子一个一个送出的分料机构(34)、安装于送料轨(33)旁侧并具有可同步移动的第一定位治具(301)和第二定位治具(302)的一分二移位机构(35)、横跨于送料轨(33)和一分二移位机构(35)上端并用于将分料机构(34)分出来的五金端子搬运至第一定位治具(301)和第二定位治具(302)上的第一移位搬料机构(36);
分模折料带下料装置(4),其包括有安装于机座(1)上的基板(41)、安装于基板(41)上的第一滑轨(411)和第二滑轨(412)、安装于该第一滑轨(411)和第二滑轨(412)上的第一滑动座(413)和第二滑动座(414)、用于驱动该第一滑动座(413)和第二滑动座(414)在第一滑轨(411)和第二滑轨(412)上同步移动的同步驱动机构(42)、安装于第一滑动座(413)上并对称分布的第一定位座(415)和第二定位座(416)、安装于第二滑动座(414)上并对称分布的第三定位座(417)和第四定位座(418)、安装于基板(41)一侧并用于将完成注塑后的五金端子的料带折断的第一折料带机构(43)、安装于基板(41)另一侧并用于将完成注塑后的五金端子的料带折断的第二折料带机构(44)、横跨安装于第一滑轨(411)和第二滑轨(412)上方的第一夹取下料机构(45)、位于第一夹取下料机构(45)旁侧的第二夹取下料机构(46)、安装于基板(41)下端并与第一夹取下料机构(45)对应的第一下料仓组(47)、安装于基板(41)下端并与第二夹取下料机构(46)对应的第二下料仓组(48);
导正搬运插件装置(5),其包括有安装于机座旁侧的立架(51)、安装于立架(51)上的水平驱动模组(511)、安装于水平驱动模组(511)上并可由水平驱动模组(511)驱动以在水平方向移动的升降模组(512)、安装于升降模组(512)下端并可由升降模组(512)驱动以实现升降的旋转驱动模组(513)、安装于旋转驱动模组(513)下端的旋转架(514)、安装于旋转架(514)下端并用于对第一定位治具(301)和第二定位治具(302)上的五金端子进行导正的第一导正模组(52)和第二导正模组(53)、安装于旋转架(514)下端并用于吸取第一定位治具(301)和第二定位治具(302)上完成导正后的五金端子并插装于注塑机(2)中的第一吸取插件模组(54)和第二吸取插件模组(55)、安装于旋转架(514)下端并用于将由注塑机(2)在五金端子注塑成型塑胶件后形成的产品夹取搬运至第一定位座(415)和第二定位座(416)上的第一夹取搬运模组(56)和第二夹取搬运模组(57)。
2.根据权利要求1所述的一种智能高效双工位膜内插件机,其特征在于:所述分料机构(34)包括有安装于机座(1)上的第一立柱(341)、安装于第一立柱(341)上端并与送料轨(33)对接的分料座(342)、设置于分料座(342)中的分料槽(340)、穿设于分料槽(340)内的分料板(343)、安装于第一立柱(341)上端并用于驱动该分料板(343)在分料槽(340)内移动的直线驱动模组(344)、安装于第一立柱(341)上端并用于检测是否有五金端子送到分料板(343)上的载料槽(345)的检测探头(346),该分料座(342)包括有座体(3421)和固定于座体(3421)一侧的盖板(3422),该座体(3421)与盖板(3422)之间形成所述的分料槽(340);所述送料轨(33)端部与盖板(3422)固定连接。
3.根据权利要求2所述的一种智能高效双工位膜内插件机,其特征在于:所述直线驱动模组(344)包括有固定于该第一立柱(341)上端的第一轨道座(3441)、安装于第一轨道座(3441)上的第一轨道(3442)、套设于该第一轨道(3442)上的第一滑块(3443)、固定于该第一滑块(3443)上的第一驱动座(3444)和用于驱动该第一驱动座(3444)在第一轨道(3442)上移动的第一气缸(3445)以及安装于第一轨道座(3441)上并用于防止第一驱动座(3444)移动过度的第一缓冲器(3446),所述分料板(343)下端固定于第一驱动座(3444)上。
4.根据权利要求1-3任意一项所述的一种智能高效双工位膜内插件机,其特征在于:所述一分二移位机构(35)包括有安装于机座(1)上的第一基座(351)、若干安装于第一基座(351)上的第二轨道(352)、安装于该第二轨道(352)上的移动板(353)、安装于第一基座(351)两端的第一皮带轮(354)和第二皮带轮(355)、连接于第一皮带轮(354)和第二皮带轮(355)之间的第一皮带(356)、用于驱动该第一皮带轮(354)旋转的第一步进电机(357)和用于将移动板(353)与第一皮带(356)固定在一起的皮带固定座(358),所述第一定位治具(301)和第二定位治具(302)设置于移动板(353)两侧;所述第一基座(351)上端设置有用于防止移动板(353)过度移动的第一缓冲挡块(303)和第二缓冲挡块(304)。
5.根据权利要求1-3任意一项所述的一种智能高效双工位膜内插件机,其特征在于:所述第一移位搬料机构(36)包括有横跨于一分二移位机构(35)上方的第一龙门架(361)、安装于该第一龙门架(361)上的X轴驱动机构(362)、安装于X轴驱动机构(362)上并可由X轴驱动机构(362)驱动以在X轴方向移动的X轴移动座(363)、安装于X轴移动座(363)前端面的第一纵向滑轨(364)、套设于该第一纵向滑轨(364)上的第一缓冲升降滑座(365)、安装于X轴移动座(363)上端的第一Z轴驱动气缸(367)、安装于该第一Z轴驱动气缸(367)中活塞杆下端的第一升降板(368)、若干穿过第一升降板(368)后与该第一缓冲升降滑座(365)上端连接的第一导杆(369)、安装于该第一导杆(369)外围的第一弹簧(3601)、安装于第一缓冲升降滑座(365)上的旋转驱动机构(3602)、安装于该旋转驱动机构(3602)下端的第一定位吸嘴(3603),该第一弹簧(3601)上端与第一升降板(368)下端面接触,该第一弹簧(3601)下端与第一缓冲升降滑座(365)上端面接触,该第一定位吸嘴(3603)下端设置有可穿入分料槽(340)内的第一扁头(3604),该第一扁头(3604)下端具有多个第一真空吸附孔(3605)。
6.根据权利要求5所述的一种智能高效双工位膜内插件机,其特征在于:所述第一吸取插件模组(54)包括有安装于旋转架(514)下端的第一连接架(541)、安装于第一连接架(541)一侧的第二轨道座(542)、安装于第二轨道座(542)前端面的第二纵向滑轨(543)、套设于该第二纵向滑轨(543)上的第二缓冲升降滑座(544)、安装于第二轨道座(542)上端的第二Z轴驱动气缸(545)、安装于该第二Z轴驱动气缸(545)中活塞杆下端的第二升降板(546)、若干穿过第二升降板(546)后与该第二缓冲升降滑座(544)上端连接的第二导杆(547)、安装于该第二导杆(547)外围的第二弹簧(548)、安装于第二缓冲升降滑座(544)前端的吸嘴座(549)以及安装于吸嘴座(549)下端的第二定位吸嘴(540),该第二定位吸嘴(540)下端设置有第二扁头,该第二扁头下端具有多个第二真空吸附孔;所述第二吸取插件模组(55)的结构与所述第一吸取插件模组(54)的结构相同。
7.根据权利要求5所述的一种智能高效双工位膜内插件机,其特征在于:所述第一导正模组(52)包括有安装于旋转架(514)下端的第一导正轴(521)和安装于该第一导正轴(521)下端的第一导正套(522);所述第二导正模组(53)的结构与第一导正模组(52)的结构相同;所述第一夹取搬运模组(56)包括有安装于旋转架(514)下端的第二连接架(561)、安装于第二连接架(561)一侧的第三轨道座(562)、安装于第三轨道座(562)前端面的第三纵向滑轨(563)、套设于该第三纵向滑轨(563)上的第三升降板(564)、安装于第三轨道座(562)上端并用于驱动该第三升降板(564)升降的第三Z轴驱动气缸(565)、安装于第三升降板(564)前端的第一料夹(566);所述第一夹取搬运模组(56)的结构与所述第二夹取搬运模组(57)的结构相同。
8.根据权利要求7所述的一种智能高效双工位膜内插件机,其特征在于:所述第一滑动座(413)两侧分别设置有第一料带废料盒(401)和第二料带废料盒(402),该第一料带废料盒(401)和第二料带废料盒(402)分别位于第一定位座(415)和第二定位座(416)侧边;所述第二滑动座(414)两侧分别设置有第三料带废料盒(403)和第四料带废料盒(404),该第三料带废料盒(403)和第四料带废料盒(404)分别位于第三定位座(417)和第四定位座(418)侧边。
9.根据权利要求5所述的一种智能高效双工位膜内插件机,其特征在于:所述第一折料带机构(43)包括有第二立杆(431)、安装于第二立杆(431)上端的横板(432)、安装于横板(432)前端的第一横向滑轨(433)、安装于该第一横向滑轨(433)上并可横向移动的第二横向座(434)、用于驱动该第二横向座(434)横向移动的横向驱动气缸(439)、竖直安装于第二横向座(434)前端的纵向双杆气缸(435)、安装于纵向双杆气缸(435)中活塞杆下端的折料座(436)、安装于横板(432)末端的压紧气缸(437)、安装于该压紧气缸(437)中活塞杆下端并用于压住塑胶件的软胶压头(438),该折料座(436)下端设置有呈上下层分布的第一折料片(4361)和第二折料片(4362),该第一折料片(4361)和第二折料片(4362)之间形成有供五金端子的料带伸入的折料带间隙。
10.根据权利要求5所述的一种智能高效双工位膜内插件机,其特征在于:所述第一夹取下料机构(45)包括安装于基板(41)两侧的第一导向杆(451)和第二导向杆(452)、固定于该第一导向杆(451)和第二导向杆(452)上端的顶板(453)、分别套设于该第一导向杆(451)和第二导向杆(452)上的第一导向套(454)和第二导向套(455)、固定连接于第一导向套(454)和第二导向套(455)之间的升降梁(456)、安装于顶板(453)上并用于驱动该升降梁(456)进行升降的升降气缸(457)以及安装于该升降梁(456)下端两侧并分别与第一定位座(415)和第二定位座(416)或第三定位座(417)和第四定位座(418)对应的第一夹子(458)和第二夹子(459);所述第二夹取下料机构(46)的结构与所述第一夹取下料机构(45)的结构相同。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111196787.XA CN113635514A (zh) | 2021-10-14 | 2021-10-14 | 一种智能高效双工位膜内插件机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111196787.XA CN113635514A (zh) | 2021-10-14 | 2021-10-14 | 一种智能高效双工位膜内插件机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN113635514A true CN113635514A (zh) | 2021-11-12 |
Family
ID=78426877
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202111196787.XA Pending CN113635514A (zh) | 2021-10-14 | 2021-10-14 | 一种智能高效双工位膜内插件机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113635514A (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115122570A (zh) * | 2022-06-23 | 2022-09-30 | 厦门欣恩泰精密模具有限公司 | 全自动端子注塑设备 |
-
2021
- 2021-10-14 CN CN202111196787.XA patent/CN113635514A/zh active Pending
Non-Patent Citations (1)
| Title |
|---|
| 红太阳设计师: "模内插件设备", 《沐风网》 * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115122570A (zh) * | 2022-06-23 | 2022-09-30 | 厦门欣恩泰精密模具有限公司 | 全自动端子注塑设备 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109795914B (zh) | 一种盒套自动撕贴双面胶成型设备 | |
| CN109818078A (zh) | 下料机械手组件和锂电池贴胶机 | |
| CN215709173U (zh) | 一种产品输送生产线 | |
| KR101417329B1 (ko) | 수지 밀봉 장치 | |
| CN113635514A (zh) | 一种智能高效双工位膜内插件机 | |
| CN114654223A (zh) | 一种液压铰链自动组装机 | |
| CN113928856A (zh) | 自动贴装机 | |
| CN112123800A (zh) | 眼镜腿插针设备 | |
| CN209035959U (zh) | 一种电连接器自动组装装置 | |
| CN217263512U (zh) | 一种纸塑袋包边机的自动输送装置 | |
| CN110402075A (zh) | 一种双引脚电子元器件焊接编带一体机 | |
| CN116436237A (zh) | 电机用铁芯骨架槽底纸组装机及其组装方法 | |
| CN110899790A (zh) | 一种ic卡铣槽机的上料装置 | |
| CN113540923B (zh) | 一种端子裁切掰断摆盘一体机 | |
| CN213972235U (zh) | 一种标签供料成型装置 | |
| CN114161665A (zh) | 一种笔记本外壳料头切除机 | |
| CN114603913A (zh) | 一种5g及新能源汽车电感智能自动化上下料一体机 | |
| CN113437605A (zh) | 一种电子连接器组装方法 | |
| CN109530245B (zh) | 一种端子裁切测试装置 | |
| CN109483955B (zh) | 一种装吸塑托贴内衬纸的装置及方法 | |
| CN113246369A (zh) | 一种纽扣电池镶塑设备 | |
| CN215363520U (zh) | 一种旋转开关的弹簧板分料上料机构 | |
| CN213972234U (zh) | 一种新型标仓 | |
| CN112475684B (zh) | 电机起动保护器动触点焊接机的动触点供给装置 | |
| CN217098594U (zh) | 拉链穿头、切断、注上止于一体的三合一设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| RJ01 | Rejection of invention patent application after publication | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20211112 |