CN113458610A - Ic载板加工设备以及方法 - Google Patents
Ic载板加工设备以及方法 Download PDFInfo
- Publication number
- CN113458610A CN113458610A CN202110484956.3A CN202110484956A CN113458610A CN 113458610 A CN113458610 A CN 113458610A CN 202110484956 A CN202110484956 A CN 202110484956A CN 113458610 A CN113458610 A CN 113458610A
- Authority
- CN
- China
- Prior art keywords
- bin
- feeding
- carrier plate
- carrier
- marking system
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/362—Laser etching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/70—Auxiliary operations or equipment
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Warehouses Or Storage Devices (AREA)
- Testing Of Individual Semiconductor Devices (AREA)
Abstract
本发明涉及激光加工技术领域,提供了一种IC载板加工设备,包括上料仓、取料机构、送料机构、打标系统、翻面机构以及下料仓,所述上料仓,用于临时储存IC载板,所述取料机构,用于从所述上料仓中取出IC载板以及将加工完成的IC载板送至所述下料仓,所述送料机构,用于将所述取料机构从所述上料仓中取出的IC载板送至所述打标系统加工,所述打标系统,用于对所述IC载板进行加工,所述翻面机构,用于将所述IC载板翻面后再送至所述打标系统继续加工,所述下料仓,用于临时储存加工完毕的IC载板。还提供一种IC载板加工方法。本发明的自动化程度高,可以实现上料、送料、识别、打标、翻面、下料等一系列工序的全自动作业。
Description
技术领域
本发明涉及激光加工技术领域,具体为一种IC载板加工设备以及方法。
背景技术
激光打标设备是一种通过激光在物料上将相应标记图案标刻在指定位置的一种设备。
而现有设备大多结构较为复杂,无法实现全自动化打标工作,成本也过高。另外,现有打标设备针对的标刻目标多为其中一面,若要标刻其他面时,需要人为辅助翻面;而在上料和下料方面,也多采用人工上料,影响了工作效率;常规的机械手上下料适配度较低,需要根据不同的物料尺寸更换不同型号的抓取结构,较为复杂;现有的送料机构,每次只能送一趟,效率低下,而且送料的过程中容易出现脱料的情况;常规视觉识别模块只能拍摄一个视角的画面,适配度低;另外现有激光标刻系统不方便调整光束与光学器件的同轴度,常常伴随着误差。
发明内容
本发明的目的在于提供一种IC载板加工设备以及方法,至少可以解决现有技术中的部分缺陷。
为实现上述目的,本发明实施例提供如下技术方案:一种IC载板加工设备,包括上料仓、取料机构、送料机构、打标系统、翻面机构以及下料仓,
所述上料仓,用于临时储存IC载板,
所述取料机构,用于从所述上料仓中取出IC载板以及将加工完成的IC载板送至所述下料仓,
所述送料机构,用于将所述取料机构从所述上料仓中取出的IC载板送至所述打标系统加工,
所述打标系统,用于对所述IC载板进行加工,
所述翻面机构,用于将所述IC载板翻面后再送至所述打标系统继续加工,
所述下料仓,用于临时储存加工完毕的IC载板。
进一步,所述上料仓、所述送料机构、所述翻面机构以及所述下料仓围合形成U型结构,所述打标系统处于U型结构中。
进一步,所述打标系统垂直于所述送料机构布设,所述上料仓位于所述打标系统的其中一侧,所述下料仓和所述翻面机构均位于所述打标系统的另外一侧。
进一步,还包括用于储存无需加的物料的非加工料仓,所述非加工料仓位于所述上料仓远离所述送料机构的一侧。
进一步,还包括用于识别有缺陷或需要报废的IC载板的扫描系统,所述扫描系统悬设于所述打标系统的上方。
进一步,还包括用于临时储存所述扫描系统识别出来的IC载板的NG料仓,所述NG料仓设于所述下料仓远离所述翻面机构的一侧。
进一步,所述扫描系统包括视觉识别模块,所述视觉识别模块扫描识别IC载板的情况,并将识别的情况以及位置信息传入系统作为记录。
进一步,所述取料机构包括上料组件和下料组件,所述上料组件的上料路径覆盖所述上料仓以及所述送料机构并用于上料仓和所述送料机构之间的物料搬运,所述下料组件的下料路径覆盖所述送料机构、所述翻面机构以及所述下料仓并用于所述送料机构、所述翻面机构和所述下料仓之间的物料搬运。
进一步,还包括机体,所述上料仓、所述取料机构、所述送料机构、所述打标系统、所述翻面机构以及所述下料仓均置于所述机体中,所述机体的一相对侧分别开设有第一窗口和第二窗口,所述第一窗口和所述第二窗口分别对应所述上料仓和所述下料仓。
本发明实施例提供另一种技术方案:一种IC载板加工方法,包括如下步骤:
S1,在上料仓中放入IC载板,
S2,采用取料机构将所述上料仓中的IC载板取出并放至送料机构中,
S3,待所述送料机构接收到IC载板后,将IC载板送至打标系统进行加工,
S4,在所述打标系统加工IC载板的其中一面后,采用翻面机构将IC载板翻至另外一面,继续由所述打标系统加工该面,
S5,待所述IC载板加工完成后,再次采用所述取料机构将加工完成的IC载板送至下料仓。
与现有技术相比,本发明的有益效果是:自动化程度高,可以实现上料、送料、识别、打标、翻面、下料等一系列工序的全自动作业。
附图说明
图1为本发明实施例提供的一种IC载板加工设备的第一视角示意图;
图2为本发明实施例提供的一种IC载板加工设备的第二视角示意图;
图3为本发明实施例提供的一种IC载板加工设备去掉外壳后的第一视角示意图;
图4为本发明实施例提供的一种IC载板加工设备去掉外壳后的第二视角示意图;
图5为本发明实施例提供的一种IC载板加工设备去掉外壳后的俯视视角示意图;
图6为本发明实施例提供的一种IC载板加工设备去掉外壳后的第一视角示意图;
图7为本发明实施例提供的一种IC载板加工设备的上料仓的第一视角局部结构示意图;
图8为本发明实施例提供的一种IC载板加工设备的上料仓的第二视角局部结构示意图;
图9为本发明实施例提供的一种IC载板加工设备的上料仓的第一俯视视角局部结构示意图;
图10为本发明实施例提供的一种IC载板加工设备的上料仓的第二俯视视角局部结构示意图;
图11为本发明实施例提供的一种IC载板加工设备的取料机构的第一形态的示意图;
图12为图11的局部放大示意图;
图13为本发明实施例提供的一种IC载板加工设备的送料机构的结构示意图;
图14为本发明实施例提供的一种IC载板加工设备的拍压板结构的第一视角示意图;
图15为本发明实施例提供的一种IC载板加工设备的拍压板结构的第二视角示意图;
图16为本发明实施例提供的一种IC载板加工设备的扫描系统的示意图;
图17为本发明实施例提供的一种IC载板加工设备的打标系统的示意图;
图18为本发明实施例提供的一种IC载板加工设备的翻面机构的初始状态的示意图;
图19为本发明实施例提供的一种IC载板加工设备的翻面机构的翻转状态的示意图;
图20为本发明实施例提供的一种IC载板加工设备的翻面机构的翻转完成状态的示意图;
图21为图18的侧视视角的透视示意图;
图22为图19的侧视视角的透视示意图;
图23为图20的侧视视角的透视示意图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
实施例一:
请参阅图1至图23,本发明实施例提供一种IC载板加工设备,包括上料仓1、取料机构2、送料机构3、打标系统4、翻面机构5以及下料仓6。所述上料仓1用于临时储存IC载板,所述取料机构2用于从所述上料仓1中取出IC载板以及将加工完成的IC载板送至所述下料仓6,所述送料机构3用于将所述取料机构2从所述上料仓1中取出的IC载板送至所述打标系统4加工,所述打标系统4用于对所述IC载板进行加工,所述翻面机构5用于将所述IC载板翻面后再送至所述打标系统4继续加工,所述下料仓6用于临时储存加工完毕的IC载板。在本实施例中,采用上料仓1、取料机构2、送料机构3、打标系统4、翻面机构5以及下料仓6可以实现上料、送料、识别、打标、翻面、下料等一系列工序的全自动作业,自动化程度高。
作为本发明实施例的优化方案,请参阅图3、图4和图5,所述上料仓1、所述送料机构3、所述翻面机构5以及所述下料仓6围合形成U型结构,所述打标系统4处于U型结构中。在本实施例中,将上述部位设计成U型的布局,可以方便各个部位之间的配合且减少了占用空间。优选的,所述打标系统4垂直于所述送料机构3布设,所述上料仓1位于所述打标系统4的其中一侧,所述下料仓6和所述翻面机构5均位于所述打标系统4的另外一侧。例如将打标系统4设在中部,在上料、送料完成后即可进行打标,而在打标完成后即可下料,提高了工作效率。
作为本发明实施例的优化方案,请参阅图3、图4和图5,本设备还包括用于储存无需加的物料的非加工料仓7,所述非加工料仓7位16于所述上料仓1远离所述送料机构3的一侧。在本实施例中,当识别为无需加工的物料则放入到此非加工料仓7中。它设在上料仓1的一侧,方便发现后即使放入。
作为本发明实施例的优化方案,请参阅图3、图4和图5,本设还包括用于识别有缺陷或需要报废的IC载板的扫描系统8,所述扫描系统8悬设于所述打标系统4的上方。在本实施例中,在工作的过程中可以采用扫描系统8来识别有出IC载板上有缺陷或需要报废的料块,并将位置等信息传入系统作为记录。细化该扫描系统8,它包括视觉识别模块80,所述视觉识别模块80扫描识别IC载板的情况,并将识别的情况以及位置信息传入系统作为记录,可以采用视觉识别模块80来进行扫描。
作为本发明实施例的优化方案,请参阅图3、图4和图5,本设备还包括用于临时储存所述扫描系统8识别出来的IC载板的NG料仓9,所述NG料仓9设于所述下料仓6远离所述翻面机构5的一侧。在本实施例中,当识别出来的IC载板为需要报废的IC载板时,会放入到该料仓中,放慢后会提示人工取走。优选的,上述的下料仓6在放慢后也会发出提示,提醒人工取走。当然,除了人工取走以外,还可以设自动搬运小车,其具有抓起整摞IC载板的机械手、可供IC载板放置的搁置台以及按照预设路径移动的车轮,从而进一步完善全自动化作业。
作为本发明实施例的优化方案,请参阅图3、图4和图5,所述取料机构2包括上料组件和下料组件,所述上料组件的上料路径覆盖所述上料仓1以及所述送料机构3并用于上料仓1和所述送料机构3之间的物料搬运,所述下料组件的下料路径覆盖所述送料机构3、所述翻面机构5以及所述下料仓6并用于所述送料机构3、所述翻面机构5和所述下料仓6之间的物料搬运。在本实施例中,上述的取料机构2分为上料和下料,在上述的U型结构中,上料部分和下料部分分别位于U型结构的两侧,其中上料组件的上料路径囊括了上料仓1以及部分的送料机构3,当然还囊括了非加工料仓7。而下料组件的下料路径囊括了翻面机构5、下料仓6以及部分的送料机构3,当然也囊括了NG料仓9。可以说取料机构2与其他部分都会产生关联。
作为本发明实施例的优化方案,请参阅图1、图2、图3、图4和图5,本设备还包括机体a,所述上料仓1、所述取料机构2、所述送料机构3、所述打标系统4、所述翻面机构5以及所述下料仓6均置于所述机体a中,所述机体a的一相对侧分别开设有第一窗口a1和第二窗口a2,所述第一窗口a1和所述第二窗口a2分别对应所述上料仓1和所述下料仓6。在本实施例中,上述的部件均内置于机体a中,避免暴露。可以在机体a开设第一窗口a1和第二窗口a2来对应上料和下料。当然,该机体a还设有更多的可开启窗口,以便于设备检修。
请参阅图1至23,本发明实施例提供一种IC载板加工方法,包括如下步骤:S1,在上料仓1中放入IC载板,S2,采用取料机构2将所述上料仓1中的IC载板取出并放至送料机构3中,S3,待所述送料机构3接收到IC载板后,将IC载板送至打标系统4进行加工,S4,在所述打标系统4加工IC载板的其中一面后,采用翻面机构5将IC载板翻至另外一面,继续由所述打标系统4加工该面,S5,待所述IC载板加工完成后,再次采用所述取料机构2将加工完成的IC载板送至下料仓6。在本实施例中,采用上料仓1、取料机构2、送料机构3、打标系统4、翻面机构5以及下料仓6可以实现上料、送料、识别、打标、翻面、下料等一系列工序的全自动作业,自动化程度高。
继续进步一细化上述的各个部分。
实施例二:
请参阅图3至图10,本发明实施例提供一种上料仓,包括用于搁置堆叠的物料的承载板17、用于感应摞料高度的传感器10以及用于根据所述传感器10反馈的信号来驱使所述承载板17升降的驱动机构11,所述驱动机构11包括驱动轴,所述承载板17水平设置,所述驱动轴位于所述承载板17的下方且垂直于所述承载板17设置。在本实施例中,可以感应摞料高度来自动调整承载板17的高度,实现自动给料。具体地,在将多块IC载板叠放在上料从仓中后,不管IC载板摞起来的高度有多少,都会在驱动机构11和传感器10的配合下将IC载板升至最高处,即确保最上层的一块IC载板可以最为方便地被取料机构2抓起。其中的传感器10可以感应到IC载板摞起来的高度,然后将此信号传递至驱动机构11,驱动机构11即可控制承载板17上升或下降。优选的,传感器10可以设在料仓的最高位置,当IC载板被抬升起来后,会触碰到该传感器10,调整好触碰裕量即可知晓此事最上层的IC载板的位置。也可以通过发射水平的红外光,当红外光被阻挡时,则代表IC载板超出了最高位置,驱动机构11控制下降,而当没有被挡住时,代表IC载板的位置小于或等于最高位置,通过调整即可达到目的。其中的驱动机构11可以采用气缸,其驱动轴为活塞,设在承载板17的下方。
作为本发明实施例的优化方案,请参阅图6至图10,所述承载板17上具有若干物料安置位,各所述物料安置位呈一字型依次布设。优选的,所述承载板17一侧设有竖向挡板12。所述竖向挡板12上设有用于防止相邻的两片物料粘连的分隔件13,相邻的两个所述物料安置位之间均设有一个所述分隔件13。在本实施例中,承载板17和物料安置位均未在图中示出,在它们侧边设竖向挡板12可以方便摞在一起的多块IC载板对齐。而设分隔件13可以防止相邻的两片物料粘连。
作为本发明实施例的优化方案,请参阅图6至图10,本上料仓1还包括供所述驱动机构11安装的底板14912,所述底板14912和所述承载板17之间设有初始搁置板15,所述初始搁置板15具有供所述驱动轴穿过的间隙。优选的,所述初始搁置板15为块状,块状的所述初始搁置板15的长度和宽度均可调。在本实施例中,设此初始搁置板15一方面便于驱动机构11安装,另一方面其长度和宽度均可调,方便配合承载板17承载IC载板。
作为本发明实施例的优化方案,请参阅图6至图10,本上料仓1还包括多个仓位16,每一所述仓位16均配置所述承载板17和所述驱动机构11。在本实施例中,本上料仓1可以是如图所示的双料仓,或具有更多仓位16的料仓。这样可以方便配合多工位取料。优选的,每一所述仓位16还配置所述传感器10,可以每个仓位16都配置传感器10,也可以共用一个。优选的,各所述仓位16呈一字型依次分布,在本实施例中,各仓位16呈一字型布设,可以节省空间。
作为本发明实施例的优化方案,请参阅图1至图10,在本实施例中,上料仓1可拆卸安装在机体a上,其具有可抽拉的拉手。
上述的下料仓6与上料仓1是同样的结构。
实施例三:
请参阅图11和图12,本发明实施例提供一种取料机构,包括相对设置的两根立柱20以及设于两根所述立柱20之间的横梁21,所述横梁21上设有用于抓取物料的抓手组件22,所述抓手组件22包括可抓取物料的若干抓头23、供所述抓头23安装的若干安装杆24以及供所述安装杆24安设的组合杆25,所述组合杆25上具有供所述安装杆24连接的多个安装位,每两个所述安装位之间的间距均可调,各所述抓头23围合形成抓料的抓料区间。在本实施例中,通过立柱20支起横梁21,使抓手组件22悬挂起来。在抓取时驱使抓手组件22向下移动完成抓取动作。具体地,该抓手组件22可以调节抓料区间的大小,从而可对不同大小的物料进行抓取,不用再更换抓手。调节的方式采用在安装杆24上设多个安装位,通过调节安装位之间的间距即可调整相邻的安装杆24之间的间距,进而调整了设在安装杆24上的抓头23之间的间距。
作为本发明实施例的优化方案,请参阅图11和图12,所述组合杆25为长条状,各所述安装位沿所述组合杆25的长度方向依次布设,每一所述安装杆24均垂直安设在所述安装位上,且所述组合杆25和各所述安装杆24均位于同一水平面内。在本实施例中,多个安装杆24和组合杆25组成钉耙状,可以方便根据需要调节每根安装杆24的位置。
作为本发明实施例的优化方案,请参阅图11和图12,每一所述安装杆24上均安设有多个所述抓头23。在本实施例中,抓头23可以根据实际的情况来选择数量,方便对应到IC载板的抓取位。优选的,相邻的两个抓头23之间的间距可调。具体地调整方式是,每一所述安装杆24均为长条状且每一所述安装杆24均具有贯通槽26,所述贯通槽26沿所述安装杆24的长度方向布设,所述抓头23穿过所述贯通槽26且所述抓头23的首端悬挂在所述贯通槽26的上表面上。在本实施例中,除了上述的安装杆24之间的间距可调以外,还可以设计抓头23之间的间距可调,这样它们形成的平面的长宽就均可以进行调整,灵活度更高。调整的方式可以采用在安装杆24设贯通槽26,然后抓手在里面滑动,滑动到位后固定好位置即可。
作为本发明实施例的优化方案,请参阅图11和图12,本取料机构2还包括可吹气的吹气组件27。在本实施例中,设此吹气组件27可以防止在取料时两片IC载板粘连。优选的,所述吹气组件27包括用于导出气体的吹头,所述吹头设在所述安装杆24上,可以将吹头直接设在安装杆24上,可随抓手组件22一起动作,当然,不与其安装在一起也是可行的,本实施例对此不作限制。
作为本发明实施例的优化方案,请参阅图11和图12,所述抓手组件22通过可于所述横梁21上滑动的滑动组件安装在所述横梁21上。在本实施例中,更过该滑动组件,可以方便调整抓手组件22的抓取位置,该调整方向是水平方向。
作为本发明实施例的优化方案,请参阅图11和图12,所述抓手组件22有多个,各所述抓手组件22均设于所述横梁21上。在本实施例中,可以设多个抓手组件22,例如设双抓手组件22,可以提高工作效率。在本取料机构2用在IC载板加工设备中时,该实施例的结构可以用在下料组件中。当然上料组件也可以。
实施例四:
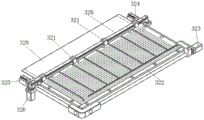
请参阅图13,本发明实施例提供一种送料机构,包括多个送料平台30以及供各所述送料平台30滑动安置的安装座31,各所述送料平台30的送料路径均一致,各所述送料平台30的高度位置均不相同,且各所述送料平台30互相平行设置,所述安装座31的延伸方向与送料路径的方向一致。在本实施例中,采用多个送料平台30送料给进,且多个送料平台30均在不同的高度运行,互不影响,提高了工作效率。具体地,送料平台30可以是吸附平台,它可以将IC载板吸附住,然后沿着安装座31的长度方向进行送料。设多个送料平台30,且让它们处于不同的高度空间,就可以使它们之间不再互相干涉,互不影响,而又能极大地提高工作效率。优选的,各所述送料平台30的高度位置均可调,例如可以通过高度调节机构对其高度进行调整,在工作时,可以进行频繁地交替升降,以将送料平台30送到挨近取料机构2的放料处的位置,例如在需要接料时,其中一个平台由该高度调节机构控制其抬升,接到物料后,就在该高度空间平移将物料送出,而此时另外的送料平台30再另外的高度空间在平移,不会与之产生干涉,而且该送料平台30在需要接料时再抬升接料,待其接料且在该高度空间上移走后,先一步接料的送料平台30又可以下降到另外的高度,防止二者发生碰撞,如此交替地升高、降低,即可使多工位的送料连贯、高效。
作为本发明实施例的优化方案,请参阅图13,各所述送料平台30分别设于所述安装座31的一相对侧。在本实施例中,可以将送料平台30设在安装座31的一相对侧。如果如图13所示例的两个送料平台30时,可以每侧设一个送料平台30,如果有更多数量的话,可以根据需要每侧可以设多个送料平台30,控制好行程长度即可实现更多工位的送料。优选的,所述安装座31具有驱使所述送料平台30与其上滑动的驱动件。
将上述的送料机构3用到IC载板加工设备中与取料机构2配合使用。
作为本发明实施例的优化方案,请参阅图3、图4、图5和图13,所述取料机构2包括上料组件和下料组件,所述送料机构3的送料路径横跨所述上料组件和所述下料组件。在本实施例中,送料机构3的送料路径囊括了上料组件和下料组件,可以与上料组件和上料组件联动。
进一步优化上述方案,请参阅图3、图4、图5和图13,所述上料组件和所述下料组件均包括横梁21,所述上料组件的横梁21和所述下料组件的横梁21互相平行设置,且所述上料组件的横梁21和所述下料组件的横梁21均垂直于所述安装座31。在本实施例中,两个横梁21平行,安装座31再设在它们之间,可以方便送料机构3接取上料组件的物料以及供下料组件取走物料。
进一步优化上述方案,请参阅图3、图4、图5和图13,所述上料组件的横梁21和所述下料组件的横梁21均位于所述安装座31的上方,且所述上料组件的横梁21和所述下料组件的横梁21的端部均伸出至所述安装座31外。在本实施例中,两个横梁21悬在安装座31上方,便于上料组件和下料组件的上下料。端部伸出可以方便将物料放在位于两侧的送料平台30上。
进一步优化上述方案,请参阅图3、图4、图5和图13,本设备还包括打标系统4,所述打标系统4的输出端位于所述安装座31的上方。在本实施例中,输出端设在上方方便对送料平台30上的物料进行加工。
实施例五:
请参阅图16,本发明实施例提供一种扫描系统,包括视觉识别模块80、光源81、供所述视觉识别模块80安装的架体82以及可沿所述架体82的高度方向移动的安装板83,所述光源81通过所述安装板83安设于所述架体82上,所述光源81和所述安装板83之间还设有旋转盘85,所述光源81通过所述旋转盘85安装在所述安装板83上。在本实施例中,可以方便调节光源81的高度和角度。具体地,视觉识别模块80为常规模块,其可以是CCD相机。通过架体82支起来后,可以通过安装板83来调整光源81的高度,同时通过旋转盘85来调整光源81的角度,从而实现高度和角度的可调,整体结构简单易于实现。
作为本发明实施例的优化方案,请参阅图16,所述架体82和所述安装板83上均具有若干第一安装孔84,所述架体82和所述安装板83通过螺钉穿过各自的第一安装孔84安装在一起,所述架体82上的各第一安装孔84和所述安装板83上的各第一安装孔84均沿高度方向布设。在本实施例中,高度调节的方式可以采用螺钉安装到对应孔隙中的方式进行调节,第一安装孔84即类似于量度的调整孔。优选的,所述架体82上的相邻的两个第一安装孔84之间的间距以及所述安装板83上的相邻的两个第一安装孔84之间的间距均相等。通过将间距控制好,可以知晓调整的距离是多少。
作为本发明实施例的优化方案,请参阅图16,所述旋转盘85通过旋转轴可转动垂直安装在所述安装板83。优选的,所述架体82和所述安装板83上均具有若干第二安装孔,所述旋转轴贯通所述架体82上的第二安装孔和所述安装板83上的第二安装孔。在本实施例中,旋转的形式很常规,通过旋转轴驱动旋转即可。
作为本发明实施例的优化方案,请参阅图16,所述光源81有多个,各所述光源81均通过所述旋转盘85安设于所述安装板83上。所述安装板83具有至少一个与所述架体82错开的部位,该部位设有所述光源81。在本实施例中,光源81可以设多个,其位置也可以根据需要设定,如果安装板83具有与架体82错开的部位,那么就不用再架体82上开设与该部位设的光源81配合的第二安装孔。优选的,所述光源81具有风扇86。
作为本发明实施例的优化方案,请参阅图16,所述架体82上设有可调整所述视觉识别模块80的拍摄角度的调节组件87。在本实施例中,通过调节组件87可以方便稳定调节CCD相机的拍摄角度。该调节组件87包括旋转轴,通过旋转轴来驱使旋转。
该扫描系统8可以用到上述的IC载板加工设备中。
实施例六:
请参阅图17,本发明实施例提供一种打标系统,包括激光器、功率实时检测调整模块40、四自由度可调结构41、三自由度可调结构42等。其中功率实时检测调整模块40可以保证激光功率稳定输出,四自由度可以调整扩束镜的位置,使光束与扩束镜同轴,三自由度可调结构42可以调整振镜的位置,使光束与振镜同轴进出。该功率实时检测调整模块40、四自由度可调结构41、三自由度可调结构42均为现有结构,此处就不再详述其具体的工作流程。
实施例七:
请参阅图14和图15,本发明实施例提供一种拍压板结构,包括可将物料推动至物料的预定区域的第一推杆320、可将物料压在所述预定区域上的压块321以及用于驱使所述第一推杆320和所述压块321动作的驱动组件,所述第一推杆320位于所述预定区域的一侧。在本实施例中,该结构可以配合图13的送料平台30使用,二者都可以归于送料机构3中。该结构具有两种功能,一个是拍板功能,其可以防止取放料时物料位置偏移过大导致后面的工序加工位置错误,进而导致废料,另一个是压板功能,其可以防止有些物料会有翘曲的情况发生,如果翘曲会导致送料平台30吸附不住或吸附不牢固,进而导致加工有偏差。具体地,驱动组件驱使第一推杆320和压块321动作,首先第一推杆320动作以将物料推到送料平台30的预定区域中,然后压块321再动作以压在物料上,两个动作配合使用可以确保物料精准且稳定地处于预定区域中。
作为本发明实施例的优化方案,请参阅图14和图15,所述压块321设于所述第一推杆320上。在本实施例中,这样只用驱动第一推杆320即可带着压块321动作。优选的,所述压块321有多个,各所述压块321间隔安装在所述第一推杆320上。在本实施例中,设多个压块321可以压得更为稳定。
作为本发明实施例的优化方案,请参阅图14和图15,本结构还包括与所述第一推杆320平行设置的第二推杆322,所述第一推杆320和所述第二推杆322之间的间距大于物料的宽度。优选的,所述第一推杆320和所述第二推杆322之间的间距比物料的宽度大5mm。在本实施例中,通过第一推杆320和第二推杆322可以预先按照IC载板的大小调节好第一推杆320和第二推杆322的位置,然后再将IC载板拿走。调节完毕后,第一推杆320和第二推杆322内部围成的区域大小,其长宽刚好比IC载板大5mm。
作为本发明实施例的优化方案,请参阅图14和图15,所述驱动组件包括可提供水平方向上的推力的第一气缸组以及可提供高度方向上的推力的第二气缸组,所述第一推杆320由所述第一气缸组驱动,所述压块321由所述第二气缸组驱动。在本实施例中,通过第一气缸组和第二气缸组进行驱动,其中第一气缸组包括第一气缸323、第二气缸324以及第三气缸325,第二气缸组包括第四气缸326和第五气缸327,刚开始第一气缸323、第二气缸324以及第三气缸325处于缩回状态,第四气缸326和第五气缸327处于伸出状态,工作时,第一气缸323、第二气缸324以及第三气缸325伸出,将IC载板拍至预定区域,然后第四气缸326和第五气缸327缩回,通过第一推杆320上面的压块321将板压在送料平台30上,然后送料平台30打开其真空装置将IC载板完全固定住。如此可以显著提高设备的稳定性。
作为本发明实施例的优化方案,请参阅图14和图15,所述第一推杆320朝向预定区域的一侧延伸出可覆盖物料的隔片328。在本实施例中,第一推杆320一侧设有隔片328,当加工较小的板时,绘覆盖住不需要真空吸附的部分,增加实际板下方的真空压力,使物料吸附更为牢固,防止吸附不住或者不牢靠,导致识别加工有偏差。
上述的拍压板结构32用在送料机构3中,所述送料平台30具有所述预定区域,且所述送料平台30设于所述第一推杆320的一侧。所述预定区域具有真空吸附口。当然上述的拍压板结构32也可以用在IC载板加工设备中,或者随送料机构3用在IC载板加工设备中。
实施例八:
请参阅图18和图23,本发明实施例提供一种翻面机构,包括均可吸紧或松开物料的两个工作平台50以及可调整两个所述工作平台50的位置以使二者的吸附面正对设置的驱动组件;翻面前,其中一个所述工作平台50吸附物料的其中一面,翻面后,另外一个所述工作平台50吸附物料的另外一面。在本实施例中,这种翻面机构5不会占用整个IC载板加工设备过多的空间,例如当翻面是向下运动时,那么从开始翻面到翻面结束都不会占用框架51上方的空间,再如当翻面是向上运动时,那么从开始翻面到翻面结束都不会占用框架51下方的空间;另外如此设计也不会影响抓料或其他工位机构的运行,可以明显提高设备的工作效率。具体地,采用两个工作平台50配合使用,在翻面前,先通过其中一个工作平台50将物料吸紧,然后通过驱动组件调整该工作平台50的位置使其与另外一个工作平台50的吸附面正对,此时第二个工作平台50即可将物料的另外一个面吸紧,此时第一个工作平台50松开物料,该第二个工作平台50即完成了翻面动作。另外,吸紧的形式可以多种多样,例如真空吸附,或者是磁吸等形式,只要是能够主动吸附和松开的都可以用在本实施例中。
作为本发明实施例的优化方案,请参阅图18和图23,本翻面机构5还包括供两个所述工作平台50安设的框架51,两个所述工作平台50均可转动安装在所述框架51上,所述驱动组件驱使两个所述工作平台50转动以使二者的吸附面正对设置。在本实施例中,通过设框架51,限定调整的方式为工作平台50的翻转,翻转的形式可以更利于两个工作平台50的吸附面正对贴紧。当然除了翻转的形式以外,现有只要能够将两个吸附面正对设置的形式均是可行的技术方案,不一定非要通过翻转的形式,本实施例对此不作限制。
进一步优化上述方案,请参阅图18和图23,所述框架51与每一所述工作平台50连接的部位均设有凹槽52,两个所述凹槽52以它们之间的连线的垂直平分线为对称轴对称设置,且每一所述凹槽52的至少一段槽体与另外一个所述凹槽52的至少一段槽体正对设置,所述工作平台50通过凸轮组与所述凹槽52连接,所述凸轮组滑动设置于所述凹槽52中。在本实施例中,翻转的形式采用的是凸轮组带动工作平台50在框架51的凹槽52中滑动以完成翻转。具体地,如图21至图23,可以清晰地看出工作平台50和凸轮组的运动轨迹。优选的,每一所述凹槽52均呈L型,所述凸轮组包括至少三个凸轮,在两个所述工作平台50的吸附面正对设置时,三个所述凸轮均处于L型的所述凹槽52的竖直的一段中。这里的凸轮组可以细化为第一凸轮530、第二凸轮531以及第三凸轮532。
作为本发明实施例的优化方案,请参阅图18和图23,所述驱动组件包括第一气缸54,所述第一气缸54的驱动方向为竖向,其驱使两个所述工作平台50同步转动。在本实施例中,驱动的形式可以采用第一气缸54,通过气缸的伸缩来实现翻面和回到原位。当然除此驱动形式以外,现有其他线性驱动形式也均是可行的的,本实施例对此不作限制。当两个所述吸附面正对设置时为翻面状态,当两个所述吸附面水平布置时为初始状态或翻面完成的状态。
作为本发明实施例的优化方案,请参阅图18和图23,本翻面机构5还包括用于在两个所述吸附面正对设置时,推动所述工作平台50,以使两个所述工作平台50夹紧它们之间的物料的驱动件。所述驱动件有两个,两个所述工作平台50分别由两个所述驱动件推动,两个所述驱动件的驱动方向正对设置。在本实施例中,还可以采用驱动件来提升夹持效果,该驱动件可以是第二气缸55。
作为本发明实施例的优化方案,请参阅图18和图23,所述框架51具有供所述驱动组件穿过的通孔56。在本实施例中该通孔56方便第一气缸54穿过框架51。
该翻面机构5可以用在IC载板加工设备中。
请参阅图18至图23,本发明实施例还提供一种翻面方法,用于IC载板等物料的翻面动作,包括如下步骤:S1,预先准备两个工作平台50,两个所述工作平台50均可以吸附物料;S2,用其中一个工作平台50吸紧物料的其中一面;S3,待物料被该工作平台50吸紧后,采用驱动组件调整两个工作平台50的位置,直至两个工作平台50的吸附面正对设置;S4,用另外一个工作平台50吸紧物料的另外一面,并使最先吸附的工作平台50松开对物料的吸附;S5,再次采用所述驱动组件调整两个工作平台50的位置直至返回两个所述工作平台50的初始状态,以完成物料的翻面。在本实施例中,这种翻面机构5不会占用整个IC载板加工设备过多的空间,例如当翻面是向下运动时,那么从开始翻面到翻面结束都不会占用框架51上方的空间,再如当翻面是向上运动时,那么从开始翻面到翻面结束都不会占用框架51下方的空间;另外如此设计也不会影响抓料或其他工位机构的运行,可以明显提高设备的工作效率。具体地,采用两个工作平台50配合使用,在翻面前,先通过其中一个工作平台50将物料吸紧,然后通过驱动组件调整该工作平台50的位置使其与另外一个工作平台50的吸附面正对,此时第二个工作平台50即可将物料的另外一个面吸紧,此时第一个工作平台50松开物料,该第二个工作平台50即完成了翻面动作。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
Claims (10)
1.一种IC载板加工设备,其特征在于:包括上料仓、取料机构、送料机构、打标系统、翻面机构以及下料仓,
所述上料仓,用于临时储存IC载板,
所述取料机构,用于从所述上料仓中取出IC载板以及将加工完成的IC载板送至所述下料仓,
所述送料机构,用于将所述取料机构从所述上料仓中取出的IC载板送至所述打标系统加工,
所述打标系统,用于对所述IC载板进行加工,
所述翻面机构,用于将所述IC载板翻面后再送至所述打标系统继续加工,
所述下料仓,用于临时储存加工完毕的IC载板。
2.如权利要求1所述的IC载板加工设备,其特征在于:所述上料仓、所述送料机构、所述翻面机构以及所述下料仓围合形成U型结构,所述打标系统处于U型结构中。
3.如权利要求2所述的一种IC载板加工设备,其特征在于:所述打标系统垂直于所述送料机构布设,所述上料仓位于所述打标系统的其中一侧,所述下料仓和所述翻面机构均位于所述打标系统的另外一侧。
4.如权利要求1所述的IC载板加工设备,其特征在于:还包括用于储存无需加的物料的非加工料仓,所述非加工料仓位于所述上料仓远离所述送料机构的一侧。
5.如权利要求1所述的IC载板加工设备,其特征在于:还包括用于识别有缺陷或需要报废的IC载板的扫描系统,所述扫描系统悬设于所述打标系统的上方。
6.如权利要求5所述的IC载板加工设备,其特征在于:还包括用于临时储存所述扫描系统识别出来的IC载板的NG料仓,所述NG料仓设于所述下料仓远离所述翻面机构的一侧。
7.如权利要求5所述的IC载板加工设备,其特征在于:所述扫描系统包括视觉识别模块,所述视觉识别模块扫描识别IC载板的情况,并将识别的情况以及位置信息传入系统作为记录。
8.如权利要求1所述的IC载板加工设备,其特征在于:所述取料机构包括上料组件和下料组件,所述上料组件的上料路径覆盖所述上料仓以及所述送料机构并用于上料仓和所述送料机构之间的物料搬运,所述下料组件的下料路径覆盖所述送料机构、所述翻面机构以及所述下料仓并用于所述送料机构、所述翻面机构和所述下料仓之间的物料搬运。
9.如权利要求1所述的IC载板加工设备,其特征在于:还包括机体,所述上料仓、所述取料机构、所述送料机构、所述打标系统、所述翻面机构以及所述下料仓均置于所述机体中,所述机体的一相对侧分别开设有第一窗口和第二窗口,所述第一窗口和所述第二窗口分别对应所述上料仓和所述下料仓。
10.一种IC载板加工方法,其特征在于,包括如下步骤:
S1,在上料仓中放入IC载板,
S2,采用取料机构将所述上料仓中的IC载板取出并放至送料机构中,
S3,待所述送料机构接收到IC载板后,将IC载板送至打标系统进行加工,
S4,在所述打标系统加工IC载板的其中一面后,采用翻面机构将IC载板翻至另外一面,继续由所述打标系统加工该面,
S5,待所述IC载板加工完成后,再次采用所述取料机构将加工完成的IC载板送至下料仓。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110484956.3A CN113458610B (zh) | 2021-04-30 | 2021-04-30 | Ic载板加工设备以及方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110484956.3A CN113458610B (zh) | 2021-04-30 | 2021-04-30 | Ic载板加工设备以及方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN113458610A true CN113458610A (zh) | 2021-10-01 |
| CN113458610B CN113458610B (zh) | 2023-03-10 |
Family
ID=77870635
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110484956.3A Active CN113458610B (zh) | 2021-04-30 | 2021-04-30 | Ic载板加工设备以及方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113458610B (zh) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101479039B1 (ko) * | 2014-10-24 | 2015-01-07 | 제너셈(주) | 반도체패키지의 비전검사 및 마킹시스템 |
| US20170326687A1 (en) * | 2016-05-12 | 2017-11-16 | Chun-hao Li | Double-sided machining laser machine tool |
| CN108857078A (zh) * | 2018-08-31 | 2018-11-23 | 武汉华工激光工程有限责任公司 | 多工位激光打标设备及其使用方法 |
| CN209078038U (zh) * | 2018-09-07 | 2019-07-09 | 广东正业科技股份有限公司 | 一种激光打标系统 |
| CN212526507U (zh) * | 2020-07-07 | 2021-02-12 | 江苏昆华智能科技有限公司 | 一种高效型全自动激光打标设备 |
| CN112676711A (zh) * | 2020-12-18 | 2021-04-20 | 领益智造科技(东莞)有限公司 | 镭雕设备 |
-
2021
- 2021-04-30 CN CN202110484956.3A patent/CN113458610B/zh active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101479039B1 (ko) * | 2014-10-24 | 2015-01-07 | 제너셈(주) | 반도체패키지의 비전검사 및 마킹시스템 |
| US20170326687A1 (en) * | 2016-05-12 | 2017-11-16 | Chun-hao Li | Double-sided machining laser machine tool |
| CN108857078A (zh) * | 2018-08-31 | 2018-11-23 | 武汉华工激光工程有限责任公司 | 多工位激光打标设备及其使用方法 |
| CN209078038U (zh) * | 2018-09-07 | 2019-07-09 | 广东正业科技股份有限公司 | 一种激光打标系统 |
| CN212526507U (zh) * | 2020-07-07 | 2021-02-12 | 江苏昆华智能科技有限公司 | 一种高效型全自动激光打标设备 |
| CN112676711A (zh) * | 2020-12-18 | 2021-04-20 | 领益智造科技(东莞)有限公司 | 镭雕设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN113458610B (zh) | 2023-03-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108861621B (zh) | 一种托盘式自动收板机及其使用方法 | |
| CN212526507U (zh) | 一种高效型全自动激光打标设备 | |
| CN212049512U (zh) | 烧录上下料设备 | |
| CN113996941B (zh) | 一种用于手机冲压结构件的镭雕设备 | |
| TWI819301B (zh) | 預浸片取料裝置及方法 | |
| CN111348433A (zh) | 烧录上下料设备 | |
| CN113998429A (zh) | Pcb钻靶机自动化上料设备 | |
| CN211366109U (zh) | 一种运输装置 | |
| CN113732145B (zh) | 自动冲压摆盘设备 | |
| CN215588198U (zh) | 上料仓以及ic载板加工设备 | |
| CN215588151U (zh) | 送料机构以及ic载板加工设备 | |
| CN113458610B (zh) | Ic载板加工设备以及方法 | |
| CN116142556B (zh) | 一种纸垛抓取装置 | |
| CN113369722B (zh) | 拍压板结构、送料机构以及ic载板加工设备 | |
| CN113458630B (zh) | 翻面机构、ic载板加工设备以及翻面方法 | |
| CN217688590U (zh) | 长条板外观检测机 | |
| CN216831307U (zh) | 一种打孔设备以及打孔系统 | |
| CN216955765U (zh) | 外观缺陷检测设备 | |
| CN114161108B (zh) | 一种自动装阵子装置和方法 | |
| CN115610992A (zh) | 一种键帽自动摆盘设备 | |
| CN217263194U (zh) | 一种用于板材激光切割加工的板材上料装置 | |
| CN213558525U (zh) | 智能检测装置 | |
| CN114113125A (zh) | 外观缺陷检测设备及其检测方法 | |
| CN210928495U (zh) | 用于柔性电路板自动组装线的自动贴合机 | |
| CN218201032U (zh) | 自动出入料机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |