CN113414664A - 一种后裙板焊接总成中后裙板打磨设备及其工作方法 - Google Patents
一种后裙板焊接总成中后裙板打磨设备及其工作方法 Download PDFInfo
- Publication number
- CN113414664A CN113414664A CN202110680179.XA CN202110680179A CN113414664A CN 113414664 A CN113414664 A CN 113414664A CN 202110680179 A CN202110680179 A CN 202110680179A CN 113414664 A CN113414664 A CN 113414664A
- Authority
- CN
- China
- Prior art keywords
- rotating
- rear apron
- polishing
- motor
- apron board
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000005498 polishing Methods 0.000 title claims abstract description 98
- 238000003466 welding Methods 0.000 title claims abstract description 17
- 238000000034 method Methods 0.000 title claims description 12
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 42
- 238000003860 storage Methods 0.000 claims description 35
- 239000007788 liquid Substances 0.000 claims description 31
- 238000003825 pressing Methods 0.000 claims description 31
- 239000002699 waste material Substances 0.000 claims description 20
- 235000017166 Bambusa arundinacea Nutrition 0.000 claims description 10
- 235000017491 Bambusa tulda Nutrition 0.000 claims description 10
- 241001330002 Bambuseae Species 0.000 claims description 10
- 235000015334 Phyllostachys viridis Nutrition 0.000 claims description 10
- 239000011425 bamboo Substances 0.000 claims description 10
- 238000001914 filtration Methods 0.000 claims description 6
- 238000000926 separation method Methods 0.000 claims description 5
- 238000005520 cutting process Methods 0.000 abstract description 6
- 230000003044 adaptive effect Effects 0.000 abstract description 4
- 230000006378 damage Effects 0.000 abstract description 4
- 238000006073 displacement reaction Methods 0.000 abstract description 4
- 238000007667 floating Methods 0.000 abstract description 3
- 208000027418 Wounds and injury Diseases 0.000 abstract description 2
- 208000014674 injury Diseases 0.000 abstract description 2
- 230000000712 assembly Effects 0.000 description 3
- 238000000429 assembly Methods 0.000 description 3
- 239000000428 dust Substances 0.000 description 3
- 238000010276 construction Methods 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 238000007494 plate polishing Methods 0.000 description 2
- 238000007517 polishing process Methods 0.000 description 2
- 238000011084 recovery Methods 0.000 description 2
- 238000007792 addition Methods 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000009288 screen filtration Methods 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B9/00—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor
- B24B9/02—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground
- B24B9/04—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground of metal, e.g. skate blades
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D29/00—Filters with filtering elements stationary during filtration, e.g. pressure or suction filters, not covered by groups B01D24/00 - B01D27/00; Filtering elements therefor
- B01D29/01—Filters with filtering elements stationary during filtration, e.g. pressure or suction filters, not covered by groups B01D24/00 - B01D27/00; Filtering elements therefor with flat filtering elements
- B01D29/05—Filters with filtering elements stationary during filtration, e.g. pressure or suction filters, not covered by groups B01D24/00 - B01D27/00; Filtering elements therefor with flat filtering elements supported
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B1/00—Processes of grinding or polishing; Use of auxiliary equipment in connection with such processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/007—Weight compensation; Temperature compensation; Vibration damping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/02—Frames; Beds; Carriages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/04—Headstocks; Working-spindles; Features relating thereto
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/06—Work supports, e.g. adjustable steadies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B47/00—Drives or gearings; Equipment therefor
- B24B47/10—Drives or gearings; Equipment therefor for rotating or reciprocating working-spindles carrying grinding wheels or workpieces
- B24B47/12—Drives or gearings; Equipment therefor for rotating or reciprocating working-spindles carrying grinding wheels or workpieces by mechanical gearing or electric power
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B47/00—Drives or gearings; Equipment therefor
- B24B47/10—Drives or gearings; Equipment therefor for rotating or reciprocating working-spindles carrying grinding wheels or workpieces
- B24B47/14—Drives or gearings; Equipment therefor for rotating or reciprocating working-spindles carrying grinding wheels or workpieces by liquid or gas pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B55/00—Safety devices for grinding or polishing machines; Accessories fitted to grinding or polishing machines for keeping tools or parts of the machine in good working condition
- B24B55/12—Devices for exhausting mist of oil or coolant; Devices for collecting or recovering materials resulting from grinding or polishing, e.g. of precious metals, precious stones, diamonds or the like
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/10—Greenhouse gas [GHG] capture, material saving, heat recovery or other energy efficient measures, e.g. motor control, characterised by manufacturing processes, e.g. for rolling metal or metal working
Abstract
本发明公开一种后裙板焊接总成中后裙板打磨设备,包括打磨台,所述打磨台顶部开设有转动槽,所述转动槽内设置有转动板,所述转动板固定安装于转动轴上,所述转动轴转动安装于转动槽内,所述转动轴一端套设有从动齿轮,所述从动齿轮啮合连接主动齿轮,所述主动齿轮套设于转动电机输出轴上。本发明通过设置升降气缸、水平移动轨道和横向移动轨道实现打磨轮多方向的位移,自动化的打磨加工方式,降低了人员受到的伤害,可旋转的转动板实现后裙板的旋转,通过打磨轮对后裙板切割边进行多方向打磨,打磨组件上的关节轴承和弹簧使得打磨轮打磨后裙板曲面时做出适应性补偿,实现打磨轮的浮动,提搞了后裙板的加工效率和加工质量。
Description
技术领域
本发明涉及机械加工技术领域,具体涉及一种后裙板焊接总成中后裙板打磨设备及其工作方法。
背景技术
在对汽车后裙板进行裁切时,裁切处会留下大量刺边等痕迹,此时,需要对后裙板进行打磨,传统的打磨加工是工作人员采用手持式打磨工具,在待加工零部件表面进行打磨工作,这种工作环境存在大量粉尘,尽管佩戴口罩,但仍然无法改善施工环境,并且粉尘还会引起人体眼部不适,因而对人体健康造成了严重威胁,同时后裙板外形多曲面、形状复杂且多样化的原因,需要不断调节打磨轮的进给角度和空间位置,操作难度高,对于后裙板曲面处不能很好的接触打磨,而且打磨过程中碎屑与废液直接排放至地面,对工作环境带来很大的污染。
发明内容
本发明的目的在于提供一种后裙板焊接总成中后裙板打磨设备,解决以下技术问题:(1)通过设置升降气缸、水平移动轨道和横向移动轨道实现打磨轮多方向的位移,自动化的打磨加工方式,降低了人员受到的伤害,可旋转的转动板实现后裙板的旋转,通过打磨轮对后裙板切割边进行多方向打磨,打磨组件上的关节轴承和弹簧使得打磨轮打磨后裙板曲面时做出适应性补偿,实现打磨轮的浮动,提搞了后裙板的加工效率和加工质量;(2)打磨台底部设置的储水箱用于存储打磨过程中的废液,避免废液直接排放至环境中,影响环境,储水箱内的过滤网过滤废液中的碎屑,过滤后的液体从储水箱底部一侧的出水管排出,储水箱顶部的升降电机用于带动过滤网过滤后的碎屑移动,通过收集过滤网上的碎屑,实现废液中的固液分离以及碎屑的回收处理;(3)固定组件和安装座实现对后裙板的固定,避免后裙板在加工时脱落造成加工事故,影响工作效率。
本发明的目的可以通过以下技术方案实现:
一种后裙板焊接总成中后裙板打磨设备,包括打磨台,所述打磨台顶部开设有转动槽,所述转动槽内设置有转动板,所述转动板固定安装于转动轴上,所述转动轴转动安装于转动槽内,所述转动轴一端套设有从动齿轮,所述从动齿轮啮合连接主动齿轮,所述主动齿轮套设于转动电机输出轴上,所述转动电机固定于打磨台底部,所述转动板两侧对称设置有安装座,所述转动板上开设有若干通孔,所述打磨台下方设置有储水箱;
打磨台上方设置有打磨组件,所述打磨组件包括打磨电机,所述打磨电机输出轴连接转动筒,所述转动筒内设置有旋转轴,所述旋转轴一端套接有关节轴承,所述关节轴承固定安装于转动筒内,所述转动筒内等弧度设置有若干弹簧,所述弹簧一端抵接旋转轴周面,所述弹簧另一端固定连接转动筒侧壁,所述旋转轴一端固定连接打磨轮。
进一步的,所述打磨电机固定安装于升降板上,所述升降板固定安装于升降气缸活塞杆底部,所述打磨台一侧设置有支撑座,所述支撑座顶部设置有横向移动轨道,所述横向移动轨道上转动安装有第一丝杠,所述第一丝杠端部固定连接横向移动电机输出轴,所述第一丝杠上螺纹连接有第一移动块,所述第一移动块上设置有水平移动轨道,所述水平移动轨道上转动安装有第二丝杠,所述第二丝杠上螺纹连接有第二移动块,所述第二移动块一侧固定安装有升降气缸,所述第二丝杠一端固定连接水平移动电机输出轴。
进一步的,所述转动板上两侧对称设置有若干固定组件,所述固定组件包括压紧气缸、升降杆、压紧块,所述压紧气缸固定安装于转动板上,所述压紧气缸活塞缸固定连接升降杆一端,所述升降杆另一端固定安装有压紧块,所述压紧块底部设置有橡胶垫。
进一步的,所述打磨台靠近转动槽一侧向下倾斜设置,所述储水箱内设置有过滤网,所述过滤网固定安装于过滤框架内,所述过滤框架螺纹连接于第三丝杠上,所述第三丝杠转动安装于储水箱内,所述第三丝杠顶部固定连接升降电机输出轴,所述储水箱底部一侧连通有出水管。
进一步的,所述过滤框架滑动安装于储水箱内,所述升降电机固定安装于打磨台底部,所述出水管上设置有控制阀。
一种后裙板焊接总成中后裙板打磨设备的工作方法,该工作方法包括如下步骤:
步骤一:将后裙板放在转动板两个安装座上,启动压紧气缸,压紧气缸带动升降杆向下移动,升降杆向下移动带动升降杆端部的压紧块向下移动,四个压紧块配合两个安装座将后裙板固定在转动板上;
步骤二:启动横向移动电机,横向移动电机输出轴带动第一丝杠转动,第一丝杠转动带动第一移动块移动,第一移动块带动水平移动轨道移动至后裙板上方时,启动水平移动电机,水平移动电机输出轴带动第二丝杠转动,第二丝杠转动带动第二移动块上的升降气缸移动,升降气缸活塞杆带动升降板向下移动,当打磨轮移动至待打磨处时,启动打磨电机,打磨电机输出轴带动转动筒转动,进而带动转动筒内的旋转轴转动,旋转轴端部的打磨轮对后裙板表面进行打磨;
步骤三:启动转动电机,转动电机输出轴带动主动齿轮转动,主动齿轮啮合从动齿轮带动转动轴转动,转动轴转动带动转动板上的后裙板转动,使得打磨轮可以打磨后裙板上不同角度的侧边;
步骤四:打磨后的废液从转动板上的通孔落入打磨台底部的储水箱内,储水箱内的过滤网过滤废液中的碎屑,过滤后的液体从储水箱底部一侧的出水管排出,启动升降电机,升降电机输出轴带动第三丝杠转动,第三丝杠转动带动过滤框架移动,过滤框架带动过滤网上的碎屑向上移动,回收过滤网上的碎屑,实现废液固液分离功能。
本发明的有益效果:
(1)本发明的一种后裙板焊接总成中后裙板打磨设备,通过设置升降气缸、水平移动轨道和横向移动轨道实现打磨轮多方向的位移,自动化的打磨加工方式,降低了人员受到的健康损伤,可旋转的转动板实现后裙板的旋转,通过打磨轮对后裙板切割边进行多方向打磨,打磨组件上的关节轴承和弹簧使得打磨轮打磨后裙板曲面时做出适应性补偿,实现打磨轮的浮动,提搞了后裙板的加工效率和加工质量;
(2)打磨台底部设置的储水箱用于存储打磨过程中的废液,避免废液直接排放至环境中,影响环境,储水箱内的过滤网过滤废液中的碎屑,过滤后的液体从储水箱底部一侧的出水管排出,储水箱顶部的升降电机用于带动过滤网过滤后的碎屑移动,通过收集过滤网上的碎屑,实现废液中的固液分离以及碎屑的回收处理;
(3)固定组件和安装座实现对后裙板的固定,避免后裙板在加工时脱落造成加工事故,影响工作效率。
附图说明
下面结合附图对本发明作进一步的说明。
图1是本发明一种后裙板焊接总成中后裙板打磨设备的结构示意图;
图2是本发明打磨台的结构示意图;
图3是本发明水平移动轨道的结构示意图;
图4是本发明打磨组件的结构示意图;
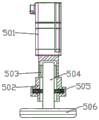
图5是本发明固定组件的结构示意图;
图6是本发明储水箱的结构示意图。
图中:1、打磨台;101、转动槽;102、转动板;103、转动轴;104、从动齿轮;105、转动电机;106、安装座;107、通孔;2、支撑座;3、水平移动轨道;301、第二移动块;302、水平移动电机;303、第二丝杠;4、升降气缸;5、打磨组件;501、打磨电机;502、转动筒;503、关节轴承;504、旋转轴;505、弹簧;506、打磨轮;6、固定组件;601、压紧气缸;602、升降杆;603、压紧块;604、橡胶垫;7、横向移动轨道;701、第一移动块;702、第一丝杠;703、横向移动电机;8、升降板;9、储水箱;901、过滤网;902、过滤框架;903、出水管;904、升降电机;905、第三丝杠。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
请参阅图1-6所示,本发明为一种后裙板焊接总成中后裙板打磨设备,包括打磨台1,打磨台1顶部开设有转动槽101,转动槽101内设置有转动板102,转动板102固定安装于转动轴103上,转动轴103转动安装于转动槽101内,转动轴103一端套设有从动齿轮104,从动齿轮104啮合连接主动齿轮,主动齿轮套设于转动电机105输出轴上,转动电机105固定于打磨台1底部,转动板102两侧对称设置有安装座106,转动板102上开设有若干通孔107,打磨台1下方设置有储水箱9,可旋转的转动板102实现后裙板的旋转,通过打磨轮506对后裙板切割边进行多方向打磨;
打磨台1上方设置有打磨组件5,打磨组件5包括打磨电机501,打磨电机501输出轴连接转动筒502,转动筒502内设置有旋转轴504,旋转轴504一端套接有关节轴承503,关节轴承503固定安装于转动筒502内,转动筒502内等弧度设置有若干弹簧505,弹簧505一端抵接旋转轴504周面,弹簧505另一端固定连接转动筒502侧壁,旋转轴504一端固定连接打磨轮506,打磨组件5上的关节轴承503和弹簧505使得打磨轮506打磨后裙板曲面时做出适应性补偿,实现打磨轮506的浮动,提搞了后裙板的加工效率和加工质量。
具体的,打磨电机501固定安装于升降板8上,升降板8固定安装于升降气缸4活塞杆底部,打磨台1一侧设置有支撑座2,支撑座2顶部设置有横向移动轨道7,横向移动轨道7上转动安装有第一丝杠702,第一丝杠702端部固定连接横向移动电机703输出轴,第一丝杠702上螺纹连接有第一移动块701,第一移动块701上设置有水平移动轨道3,水平移动轨道3上转动安装有第二丝杠303,第二丝杠303上螺纹连接有第二移动块301,第二移动块301一侧固定安装有升降气缸4,第二丝杠303一端固定连接水平移动电机302输出轴,通过设置升降气缸4、水平移动轨道3和横向移动轨道7实现打磨轮506多方向的位移,自动化的打磨加工方式,降低了人员受到的健康损伤。
转动板102上两侧对称设置有若干固定组件6,固定组件6包括压紧气缸601、升降杆602、压紧块603,压紧气缸601固定安装于转动板102上,压紧气缸601活塞缸固定连接升降杆602一端,升降杆602另一端固定安装有压紧块603,压紧块603底部设置有橡胶垫604,橡胶垫604保护后裙板表面不受到损伤,固定组件6和安装座106实现对后裙板的固定,避免后裙板在加工时脱落造成加工事故,影响工作效率。
打磨台1靠近转动槽101一侧向下倾斜设置,储水箱9内设置有过滤网901,过滤网901固定安装于过滤框架902内,过滤框架902螺纹连接于第三丝杠905上,第三丝杠905转动安装于储水箱9内,第三丝杠905顶部固定连接升降电机904输出轴,储水箱9底部一侧连通有出水管903,打磨台1一侧设置有喷淋头,喷淋头连通喷淋液,喷淋液用于对打磨轮506进行降温以及防止灰尘四溢,储水箱9用于存储打磨过程中的废液,避免废液直接排放至环境中,影响环境。
过滤框架902滑动安装于储水箱9内,升降电机904固定安装于打磨台1底部,出水管903上设置有控制阀。
一种后裙板焊接总成中后裙板打磨设备的工作方法,该工作方法包括如下步骤:
步骤一:将后裙板放在转动板102两个安装座106上,启动压紧气缸601,压紧气缸601带动升降杆602向下移动,升降杆602向下移动带动升降杆602端部的压紧块603向下移动,四个压紧块603配合两个安装座106将后裙板固定在转动板102上;
步骤二:启动横向移动电机703,横向移动电机703输出轴带动第一丝杠702转动,第一丝杠702转动带动第一移动块701移动,第一移动块701带动水平移动轨道3移动至后裙板上方时,启动水平移动电机302,水平移动电机302输出轴带动第二丝杠303转动,第二丝杠303转动带动第二移动块301上的升降气缸4移动,升降气缸4活塞杆带动升降板8向下移动,当打磨轮506移动至待打磨处时,启动打磨电机501,打磨电机501输出轴带动转动筒502转动,进而带动转动筒502内的旋转轴504转动,旋转轴504端部的打磨轮506对后裙板表面进行打磨;
步骤三:启动转动电机105,转动电机105输出轴带动主动齿轮转动,主动齿轮啮合从动齿轮104带动转动轴103转动,转动轴103转动带动转动板102上的后裙板转动,使得打磨轮506可以打磨后裙板上不同角度的侧边;
步骤四:打磨后的废液从转动板102上的通孔107落入打磨台1底部的储水箱9内,储水箱9内的过滤网901过滤废液中的碎屑,过滤后的液体从储水箱9底部一侧的出水管903排出,启动升降电机904,升降电机904输出轴带动第三丝杠905转动,第三丝杠905转动带动过滤框架902移动,过滤框架902带动过滤网901上的碎屑向上移动,回收过滤网901上的碎屑,实现废液固液分离功能。
在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
以上内容仅仅是对本发明结构所作的举例和说明,所属本技术领域的技术人员对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离发明的结构或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
Claims (6)
1.一种后裙板焊接总成中后裙板打磨设备,其特征在于,包括打磨台(1),所述打磨台(1)顶部开设有转动槽(101),所述转动槽(101)内设置有转动板(102),所述转动板(102)固定安装于转动轴(103)上,所述转动轴(103)转动安装于转动槽(101)内,所述转动轴(103)一端套设有从动齿轮(104),所述从动齿轮(104)啮合连接主动齿轮,所述主动齿轮套设于转动电机(105)输出轴上,所述转动电机(105)固定于打磨台(1)底部,所述转动板(102)两侧对称设置有安装座(106),所述转动板(102)上开设有若干通孔(107),所述打磨台(1)下方设置有储水箱(9);
打磨台(1)上方设置有打磨组件(5),所述打磨组件(5)包括打磨电机(501),所述打磨电机(501)输出轴连接转动筒(502),所述转动筒(502)内设置有旋转轴(504),所述旋转轴(504)一端套接有关节轴承(503),所述关节轴承(503)固定安装于转动筒(502)内,所述转动筒(502)内等弧度设置有若干弹簧(505),所述弹簧(505)一端抵接旋转轴(504)周面,所述弹簧(505)另一端固定连接转动筒(502)侧壁,所述旋转轴(504)一端固定连接打磨轮(506)。
2.根据权利要求1所述一种后裙板焊接总成中后裙板打磨设备,其特征在于,所述打磨电机(501)固定安装于升降板(8)上,所述升降板(8)固定安装于升降气缸(4)活塞杆底部,所述打磨台(1)一侧设置有支撑座(2),所述支撑座(2)顶部设置有横向移动轨道(7),所述横向移动轨道(7)上转动安装有第一丝杠(702),所述第一丝杠(702)端部固定连接横向移动电机(703)输出轴,所述第一丝杠(702)上螺纹连接有第一移动块(701),所述第一移动块(701)上设置有水平移动轨道(3),所述水平移动轨道(3)上转动安装有第二丝杠(303),所述第二丝杠(303)上螺纹连接有第二移动块(301),所述第二移动块(301)一侧固定安装有升降气缸(4),所述第二丝杠(303)一端固定连接水平移动电机(302)输出轴。
3.根据权利要求1所述一种后裙板焊接总成中后裙板打磨设备,其特征在于,所述转动板(102)上两侧对称设置有若干固定组件(6),所述固定组件(6)包括压紧气缸(601)、升降杆(602)、压紧块(603),所述压紧气缸(601)固定安装于转动板(102)上,所述压紧气缸(601)活塞缸固定连接升降杆(602)一端,所述升降杆(602)另一端固定安装有压紧块(603),所述压紧块(603)底部设置有橡胶垫(604)。
4.根据权利要求1所述一种后裙板焊接总成中后裙板打磨设备,其特征在于,所述打磨台(1)靠近转动槽(101)一侧向下倾斜设置,所述储水箱(9)内设置有过滤网(901),所述过滤网(901)固定安装于过滤框架(902)内,所述过滤框架(902)螺纹连接于第三丝杠(905)上,所述第三丝杠(905)转动安装于储水箱(9)内,所述第三丝杠(905)顶部固定连接升降电机(904)输出轴,所述储水箱(9)底部一侧连通有出水管(903)。
5.根据权利要求4所述一种后裙板焊接总成中后裙板打磨设备,其特征在于,所述过滤框架(902)滑动安装于储水箱(9)内,所述升降电机(904)固定安装于打磨台(1)底部,所述出水管(903)上设置有控制阀。
6.一种后裙板焊接总成中后裙板打磨设备的工作方法,其特征在于,该工作方法包括如下步骤:
步骤一:将后裙板放在转动板(102)两个安装座(106)上,启动压紧气缸(601),压紧气缸(601)带动升降杆(602)向下移动,升降杆(602)向下移动带动升降杆(602)端部的压紧块(603)向下移动,四个压紧块(603)配合两个安装座(106)将后裙板固定在转动板(102)上;
步骤二:启动横向移动电机(703),横向移动电机(703)输出轴带动第一丝杠(702)转动,第一丝杠(702)转动带动第一移动块(701)移动,第一移动块(701)带动水平移动轨道(3)移动至后裙板上方时,启动水平移动电机(302),水平移动电机(302)输出轴带动第二丝杠(303)转动,第二丝杠(303)转动带动第二移动块(301)上的升降气缸(4)移动,升降气缸(4)活塞杆带动升降板(8)向下移动,当打磨轮(506)移动至待打磨处时,启动打磨电机(501),打磨电机(501)输出轴带动转动筒(502)转动,进而带动转动筒(502)内的旋转轴(504)转动,旋转轴(504)端部的打磨轮(506)对后裙板表面进行打磨;
步骤三:启动转动电机(105),转动电机(105)输出轴带动主动齿轮转动,主动齿轮啮合从动齿轮(104)带动转动轴(103)转动,转动轴(103)转动带动转动板(102)上的后裙板转动,使得打磨轮(506)可以打磨后裙板上不同角度的侧边;
步骤四:打磨后的废液从转动板(102)上的通孔(107)落入打磨台(1)底部的储水箱(9)内,储水箱(9)内的过滤网(901)过滤废液中的碎屑,过滤后的液体从储水箱(9)底部一侧的出水管(903)排出,启动升降电机(904),升降电机(904)输出轴带动第三丝杠(905)转动,第三丝杠(905)转动带动过滤框架(902)移动,过滤框架(902)带动过滤网(901)上的碎屑向上移动,回收过滤网(901)上的碎屑,实现废液固液分离功能。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2021106234915 | 2021-06-04 | ||
| CN202110623491 | 2021-06-04 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN113414664A true CN113414664A (zh) | 2021-09-21 |
| CN113414664B CN113414664B (zh) | 2023-09-01 |
Family
ID=77789310
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110680179.XA Active CN113414664B (zh) | 2021-06-04 | 2021-06-18 | 一种后裙板焊接总成中后裙板打磨设备及其工作方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113414664B (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114367822A (zh) * | 2021-12-07 | 2022-04-19 | 武汉昊天野马装饰设计工程有限公司 | 一种电梯用金属logo标识加工设备 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN207724052U (zh) * | 2017-12-28 | 2018-08-14 | 深圳市莱威特科技有限公司 | 一种塑胶件打磨装置 |
| KR20180122858A (ko) * | 2017-05-04 | 2018-11-14 | 노윤한 | 철도 레일의 용접부위 연마장치 |
| JP6535891B1 (ja) * | 2018-04-11 | 2019-07-03 | 杭州力松電子科技有限公司 | レーザー彫刻装置 |
| CN210189271U (zh) * | 2019-07-05 | 2020-03-27 | 常州市德标轴承有限公司 | 一种轴承滚子双端面打磨装置 |
| CN111451859A (zh) * | 2020-05-21 | 2020-07-28 | 陈习 | 一种大锥角推力圆锥滚子轴承外圈大角度加工数控磨床 |
| CN112296790A (zh) * | 2020-10-23 | 2021-02-02 | 陈文强 | 一种轨道交通部件表面处理设备 |
| CN213289655U (zh) * | 2020-10-12 | 2021-05-28 | 苏州华宇柜业有限公司 | 一种不锈钢柜门板打磨装置 |
-
2021
- 2021-06-18 CN CN202110680179.XA patent/CN113414664B/zh active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20180122858A (ko) * | 2017-05-04 | 2018-11-14 | 노윤한 | 철도 레일의 용접부위 연마장치 |
| CN207724052U (zh) * | 2017-12-28 | 2018-08-14 | 深圳市莱威特科技有限公司 | 一种塑胶件打磨装置 |
| JP6535891B1 (ja) * | 2018-04-11 | 2019-07-03 | 杭州力松電子科技有限公司 | レーザー彫刻装置 |
| CN210189271U (zh) * | 2019-07-05 | 2020-03-27 | 常州市德标轴承有限公司 | 一种轴承滚子双端面打磨装置 |
| CN111451859A (zh) * | 2020-05-21 | 2020-07-28 | 陈习 | 一种大锥角推力圆锥滚子轴承外圈大角度加工数控磨床 |
| CN213289655U (zh) * | 2020-10-12 | 2021-05-28 | 苏州华宇柜业有限公司 | 一种不锈钢柜门板打磨装置 |
| CN112296790A (zh) * | 2020-10-23 | 2021-02-02 | 陈文强 | 一种轨道交通部件表面处理设备 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114367822A (zh) * | 2021-12-07 | 2022-04-19 | 武汉昊天野马装饰设计工程有限公司 | 一种电梯用金属logo标识加工设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN113414664B (zh) | 2023-09-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN211163280U (zh) | 一种用于光学镜片加工的半自动式研磨机 | |
| CN113618516A (zh) | 应用于橡胶轮胎的打磨装置及其打磨方法 | |
| CN111571226A (zh) | 一种不锈钢钢板切割加工装置 | |
| CN215317621U (zh) | 一种多路阀体铸件加工具有自动清洁功能的去毛刺装置 | |
| CN211661806U (zh) | 一种汽车模具孔内抛光设备 | |
| CN113414664A (zh) | 一种后裙板焊接总成中后裙板打磨设备及其工作方法 | |
| CN209754777U (zh) | 一种铸造件加工用砂轮机 | |
| CN205765625U (zh) | 一种带有防护罩的磨床 | |
| CN112296790B (zh) | 一种轨道交通部件表面处理设备 | |
| CN210099604U (zh) | 一种轮胎打磨除尘设备 | |
| CN111618713A (zh) | 一种机械打磨设备 | |
| CN207736047U (zh) | 一种剥离非球面镜片抛光机 | |
| CN217394522U (zh) | 一种用于机械设备边角毛刺的打磨装置 | |
| CN215239979U (zh) | 锥形管管外毛刺清理结构 | |
| CN215967869U (zh) | 一种带有收集装置的汽车零部件生产用打磨装置 | |
| CN210968224U (zh) | 一种阀门加工用的打磨装置 | |
| CN211805197U (zh) | 一种用于铁板的表面处理装置 | |
| CN113263367A (zh) | 一种全自动数控外圆磨床 | |
| CN113579846A (zh) | 一种基于工业自动化系统控制的金属切削打磨成型机床 | |
| CN218856402U (zh) | 一种室内装饰用墙面打磨机 | |
| CN218658452U (zh) | 一种磨床砂轮修整装置 | |
| CN219504390U (zh) | 一种橡胶制品的去毛边装置 | |
| CN219485326U (zh) | 用于qpq处理生产线的外圆抛光机 | |
| CN216681450U (zh) | 一种汽车零部件加工用无心磨床 | |
| CN213034297U (zh) | 一种数控光学曲线磨床 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |