CN113210866A - 一种电热水壶底座自动旋转激光焊机构 - Google Patents
一种电热水壶底座自动旋转激光焊机构 Download PDFInfo
- Publication number
- CN113210866A CN113210866A CN202110707069.8A CN202110707069A CN113210866A CN 113210866 A CN113210866 A CN 113210866A CN 202110707069 A CN202110707069 A CN 202110707069A CN 113210866 A CN113210866 A CN 113210866A
- Authority
- CN
- China
- Prior art keywords
- laser welding
- electric kettle
- rotating
- plate
- welding mechanism
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000003466 welding Methods 0.000 title claims abstract description 96
- 230000007246 mechanism Effects 0.000 title claims abstract description 29
- 238000003825 pressing Methods 0.000 claims abstract description 35
- 239000003638 chemical reducing agent Substances 0.000 claims abstract description 13
- 238000000034 method Methods 0.000 description 7
- 230000009471 action Effects 0.000 description 5
- 230000008569 process Effects 0.000 description 4
- 238000003754 machining Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 2
- 230000004075 alteration Effects 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/21—Bonding by welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
- B23K26/0823—Devices involving rotation of the workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/70—Auxiliary operations or equipment
- B23K26/702—Auxiliary equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
- B23K37/04—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups for holding or positioning work
- B23K37/0426—Fixtures for other work
- B23K37/0435—Clamps
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Mechanical Engineering (AREA)
- Plasma & Fusion (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Abstract
本发明公开了一种电热水壶底座自动旋转激光焊机构,涉及电热水壶加工设备技术领域,推动气缸的伸缩端通过连接板与支撑板相接,第一放置架的内部分别固定安装有电机和减速机,减速机的输出端固定连接有旋转座,第一压合气缸和第二压合气缸的伸缩端共同固定连接有工装板,压合块的内部转动连接有旋转盘,设备结构新颖,成本投入较低,维护方便,且集送料和定位为一体,不仅省时省力,降低劳动成本,提高加工效率,而且还可对工件进行压合和定位,从而解决了焊接过程中工件发生偏移的问题,提高了焊接的精确性和均匀性,而第一焊接孔、第二焊接孔和第三焊接孔的开设,可实现对工件的内外圈焊接,进一步提高了产品的品质和质量。
Description
技术领域
本发明涉及电热水壶加工设备技术领域,具体为一种电热水壶底座自动旋转激光焊机构。
背景技术
激光焊接机器是激光材料加工用的机器,又常称为激光焊机、镭射焊机,而电热水壶在生产加工时,通常需要对其进行焊接操作。
但是现有的激光焊接设备在操作时,不仅需要人工进行送料和固定,而且还无法进行全方位的焊接操作,从而导致焊接不均匀,效率低下,易出现部位遗漏的问题出现,进一步降低了产品的品质和质量,为此,本领域的工作人员提出了一种电热水壶底座自动旋转激光焊机构。
发明内容
针对现有技术的不足,本发明提供了一种电热水壶底座自动旋转激光焊机构,解决了无法全方位进行焊接的问题。
为实现以上目的,本发明通过以下技术方案予以实现:一种电热水壶底座自动旋转激光焊机构,包括旋转送料组件和激光焊接机,所述旋转送料组件的顶部一端通过螺栓固定安装有焊接定位组件;
所述旋转送料组件包括底板和支座,其特征在于,所述支座的内部固定安装有推动气缸,所述底板的上端固定安装有两个相对称的滑轨,所述滑轨的外部滑动连接有滑座,两个所述滑座的上端共同通过支撑板固定连接有第一放置架,所述第一放置架的内部分别固定安装有电机和减速机,所述减速机的输出端固定连接有旋转座,所述旋转座的内部卡合有电热水壶;
所述焊接定位组件包括第一支撑柱和第二支撑柱,其特征在于,所述第一支撑柱和第二支撑柱的上端分别固定安装有第一压合气缸和第二压合气缸,所述第一压合气缸和第二压合气缸的伸缩端共同固定连接有工装板,所述工装板的底部中间固定安装有压合块,所述压合块的内部转动连接有旋转盘,所述旋转盘的底部固定安装有若干组等距离其呈圆周状分布的弹性压杆,所述工装板的内部开设有第一焊接孔,所述压合块和旋转盘的圆心处分别开设有第三焊接孔和第二焊接孔。
作为本发明进一步的技术方案,所述支撑板的底部一端固定安装有连接板,所述推动气缸的伸缩端与连接板相接。
作为本发明进一步的技术方案,所述旋转座位于第一放置架的上端,所述电机的动力驱动端与减速机相接。
作为本发明进一步的技术方案,所述底板的顶部且位于滑轨的两端分别固定安装有两个相对称的第二放置架,所述第二放置架的顶部固定安装有缓冲件,且缓冲件的一端设置有橡胶头。
作为本发明进一步的技术方案,所述支撑板和缓冲件均位于同一水平线上,推动气缸贯穿在第二放置架的内部。
作为本发明进一步的技术方案,所述第一焊接孔、第二焊接孔和第三焊接孔的圆心均位于同一垂直线上,且第一焊接孔和第三焊接孔的直径相同。
作为本发明进一步的技术方案,所述第一支撑柱、第二支撑柱、第一压合气缸、第二压合气缸和工装板共同组成“凵”字形结构,并位于滑轨的外侧。
作为本发明进一步的技术方案,所述旋转盘的底部直径小于电热水壶的顶部直径。
有益效果
本发明提供了一种电热水壶底座自动旋转激光焊机构。与现有技术相比具备以下有益效果:
1、一种电热水壶底座自动旋转激光焊机构,通过启动推动气缸和电机,即可实现对电热水壶底座的自动旋转送料,和传统的人工送料方式相比,本结构不仅降低了劳动成本,减少了时间消耗,提高了加工效率,而且还便于进行下一步全方位加工操作,避免了视线盲区,进一步提高了使用的便捷性、实用性和安全性。
2、一种电热水壶底座自动旋转激光焊机构,通过第一压合气缸和第二压合气缸带动工装板同步下压,可实现对工件的压合,而弹性压杆的设置,可对工件进行定位,从而解决了焊接过程中工件发生偏移的问题,进一步提高了焊接的精确性,而第一焊接孔、第二焊接孔和第三焊接孔的开设,可实现对工件的内外圈焊接,避免了多次工件转移,从而提高了焊接效率。
3、一种电热水壶底座自动旋转激光焊机构,本设备结构新颖,成本投入较低,维护方便,且集自动旋转送料、定位和焊接为一体,不仅更加省时省力,提高加工效率,而且还令焊接更加均匀,进一步提高了产品的品质和质量。
附图说明
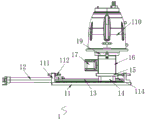
图1为一种电热水壶底座自动旋转激光焊机构的结构示意图;
图2为一种电热水壶底座自动旋转激光焊机构压合状态的结构示意图;
图3为一种电热水壶底座自动旋转激光焊机构旋转送料组件的结构示意图;
图4为一种电热水壶底座自动旋转激光焊机构旋转送料组件的结构前视图;
图5为一种电热水壶底座自动旋转激光焊机构旋转送料组件的结构俯视图;
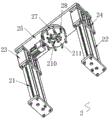
图6为一种电热水壶底座自动旋转激光焊机构焊接定位组件的第一视角结构示意图;
图7为一种电热水壶底座自动旋转激光焊机构焊接定位组件的结构前视图;
图8为一种电热水壶底座自动旋转激光焊机构焊接定位组件的第二视角结构示意图。
图中:1、旋转送料组件;11、底板;12、推动气缸;13、滑轨;14、滑座;15、支撑板;16、第一放置架;17、电机;18、减速机;19、旋转座;110、电热水壶;111、第二放置架;112、缓冲件;113、支座;114、连接板;2、焊接定位组件;21、第一支撑柱;22、第二支撑柱;23、第一压合气缸;24、第二压合气缸;25、工装板;26、压合块;27、旋转盘;28、弹性压杆;29、第一焊接孔;210、第二焊接孔;211、第三焊接孔;3、激光焊接机。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1-4,本发明提供一种电热水壶底座自动旋转激光焊机构技术方案:一种电热水壶底座自动旋转激光焊机构,包括旋转送料组件1和激光焊接机3,旋转送料组件1的顶部一端通过螺栓固定安装有焊接定位组件2。
请参阅图3-5,旋转送料组件1包括底板11和支座113,支座113的内部固定安装有推动气缸12,底板11的上端固定安装有两个相对称的滑轨13,滑轨13的外部滑动连接有滑座14,两个滑座14的上端共同通过支撑板15固定连接有第一放置架16,支撑板15的底部一端固定安装有连接板114,推动气缸12的伸缩端与连接板114相接,第一放置架16的内部分别固定安装有电机17和减速机18,减速机18的输出端固定连接有旋转座19,旋转座19位于第一放置架16的上端,电机17的动力驱动端与减速机18相接,旋转座19的内部卡合有电热水壶110,底板11的顶部且位于滑轨13的两端分别固定安装有两个相对称的第二放置架111,第二放置架111的顶部固定安装有缓冲件112,且缓冲件112的一端设置有橡胶头,支撑板15和缓冲件112均位于同一水平线上,推动气缸12贯穿在第二放置架111的内部,在推动气缸12的推力以及电机17的驱动作用下,可实现对电热水壶110的自动旋转送料,从而降低了劳动成本,减少了时间消耗,提高了使用的便捷性和实用性。
请参阅图6-8,焊接定位组件2包括第一支撑柱21和第二支撑柱22,其特征在于,第一支撑柱21和第二支撑柱22的上端分别固定安装有第一压合气缸23和第二压合气缸24,第一压合气缸23和第二压合气缸24的伸缩端共同固定连接有工装板25,工装板25的底部中间固定安装有压合块26,压合块26的内部转动连接有旋转盘27,旋转盘27的底部固定安装有若干组等距离其呈圆周状分布的弹性压杆28,工装板25的内部开设有第一焊接孔29,压合块26和旋转盘27的圆心处分别开设有第三焊接孔211和第二焊接孔210,第一焊接孔29、第二焊接孔210和第三焊接孔211的圆心均位于同一垂直线上,且第一焊接孔29和第三焊接孔211的直径相同,第一支撑柱21、第二支撑柱22、第一压合气缸23、第二压合气缸24和工装板25共同组成“凵”字形结构,并位于滑轨13的外侧,旋转盘27的底部直径小于电热水壶110的顶部直径,通过启动第一压合气缸23和第二压合气缸24,在工装板25的作用下,可促使旋转盘27下压,从而令弹性压杆27与电热水壶110相压合,实现定位的效果,保障了激光焊接的精准性,而第一焊接孔29、第二焊接孔210和第三焊接孔211的开设,可对电热水壶110的内圈进行焊接。
本发明的工作原理:在使用时,将电热水壶110卡合在旋转座19的内部,然后相继启动推动气缸12和电机17,当推动气缸12启动时,其伸缩端可对连接板114施加一个推力,从而促使支撑板15及顶部的电热水壶110,沿着滑轨13的方向进行直线送料,待移动至旋转盘27的底部时,可启动第一压合气缸23和第二压合气缸24,其伸缩端可同时对工装板25施加一个向下的拉力,从而促使压合块26和旋转盘27下压,直至底部的弹性压杆28与电热水壶110的顶部相压合,即可实现对工件的定位,进一步解决了焊接过程中工件发生偏移的问题。
待将电热水壶110压合完毕后,可启动电机17和减速机18,可带动旋转座19进行圆周运动,此时,因旋转盘27转动连接在压合块26的内部,所以最终可促使电热水壶110底座进行全方位的旋转,然后开启激光焊接机3,即可对电热水壶110的外圈进行激光焊接,而激光头透过第一焊接孔29和第三焊接孔211,即可对电热水壶110的内圈进行激光焊接,本结构集自动旋转送料、定位和焊接为一体,不仅更加省时省力,提高加工效率,而且还令焊接更加均匀,进一步提高了产品的品质和质量。
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
Claims (8)
1.一种电热水壶底座自动旋转激光焊机构,其特征在于,包括旋转送料组件(1)和激光焊接机(3),所述旋转送料组件(1)的顶部一端通过螺栓固定安装有焊接定位组件(2);
所述旋转送料组件(1)包括底板(11)和支座(113),其特征在于,所述支座(113)的内部固定安装有推动气缸(12),所述底板(11)的上端固定安装有两个相对称的滑轨(13),所述滑轨(13)的外部滑动连接有滑座(14),两个所述滑座(14)的上端共同通过支撑板(15)固定连接有第一放置架(16),所述第一放置架(16)的内部分别固定安装有电机(17)和减速机(18),所述减速机(18)的输出端固定连接有旋转座(19),所述旋转座(19)的内部卡合有电热水壶(110);
所述焊接定位组件(2)包括第一支撑柱(21)和第二支撑柱(22),其特征在于,所述第一支撑柱(21)和第二支撑柱(22)的上端分别固定安装有第一压合气缸(23)和第二压合气缸(24),所述第一压合气缸(23)和第二压合气缸(24)的伸缩端共同固定连接有工装板(25),所述工装板(25)的底部中间固定安装有压合块(26),所述压合块(26)的内部转动连接有旋转盘(27),所述旋转盘(27)的底部固定安装有若干组等距离其呈圆周状分布的弹性压杆(28),所述工装板(25)的内部开设有第一焊接孔(29),所述压合块(26)和旋转盘(27)的圆心处分别开设有第三焊接孔(211)和第二焊接孔(210)。
2.根据权利要求1所述的一种电热水壶底座自动旋转激光焊机构,其特征在于,所述支撑板(15)的底部一端固定安装有连接板(114),所述推动气缸(12)的伸缩端与连接板(114)相接。
3.根据权利要求1所述的一种电热水壶底座自动旋转激光焊机构,其特征在于,所述旋转座(19)位于第一放置架(16)的上端,所述电机(17)的动力驱动端与减速机(18)相接。
4.根据权利要求1所述的一种电热水壶底座自动旋转激光焊机构,其特征在于,所述底板(11)的顶部且位于滑轨(13)的两端分别固定安装有两个相对称的第二放置架(111),所述第二放置架(111)的顶部固定安装有缓冲件(112),且缓冲件(112)的一端设置有橡胶头。
5.根据权利要求4所述的一种电热水壶底座自动旋转激光焊机构,其特征在于,所述支撑板(15)和缓冲件(112)均位于同一水平线上,推动气缸(12)贯穿在第二放置架(111)的内部。
6.根据权利要求1所述的一种电热水壶底座自动旋转激光焊机构,其特征在于,所述第一焊接孔(29)、第二焊接孔(210)和第三焊接孔(211)的圆心均位于同一垂直线上,且第一焊接孔(29)和第三焊接孔(211)的直径相同。
7.根据权利要求1所述的一种电热水壶底座自动旋转激光焊机构,其特征在于,所述第一支撑柱(21)、第二支撑柱(22)、第一压合气缸(23)、第二压合气缸(24)和工装板(25)共同组成“凵”字形结构,并位于滑轨(13)的外侧。
8.根据权利要求1所述的一种电热水壶底座自动旋转激光焊机构,其特征在于,所述旋转盘(27)的底部直径小于电热水壶(110)的顶部直径。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110707069.8A CN113210866A (zh) | 2021-06-25 | 2021-06-25 | 一种电热水壶底座自动旋转激光焊机构 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110707069.8A CN113210866A (zh) | 2021-06-25 | 2021-06-25 | 一种电热水壶底座自动旋转激光焊机构 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN113210866A true CN113210866A (zh) | 2021-08-06 |
Family
ID=77080940
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110707069.8A Pending CN113210866A (zh) | 2021-06-25 | 2021-06-25 | 一种电热水壶底座自动旋转激光焊机构 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113210866A (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113649736A (zh) * | 2021-08-27 | 2021-11-16 | 安徽巨一科技股份有限公司 | 适用于混泥土搅拌车不同筒径和轨道焊接的自动旋转设备 |
| CN117506284A (zh) * | 2023-11-17 | 2024-02-06 | 江苏顺发电器有限公司 | 一种电热水壶双工位焊接加工装置及加工方法 |
-
2021
- 2021-06-25 CN CN202110707069.8A patent/CN113210866A/zh active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113649736A (zh) * | 2021-08-27 | 2021-11-16 | 安徽巨一科技股份有限公司 | 适用于混泥土搅拌车不同筒径和轨道焊接的自动旋转设备 |
| CN117506284A (zh) * | 2023-11-17 | 2024-02-06 | 江苏顺发电器有限公司 | 一种电热水壶双工位焊接加工装置及加工方法 |
| CN117506284B (zh) * | 2023-11-17 | 2024-07-23 | 江苏顺发电器有限公司 | 一种电热水壶双工位焊接加工装置及加工方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN113210866A (zh) | 一种电热水壶底座自动旋转激光焊机构 | |
| CN219379611U (zh) | 一种罐体表面焊缝打磨机构 | |
| CN215918857U (zh) | 灯杆整形机 | |
| CN116871397B (zh) | 一种光伏支架加工用定长冲孔装置 | |
| CN110815522A (zh) | 一种快速转换砖型双钢丝架切坯机 | |
| CN110976940A (zh) | 一种在零件的正反面上钻多孔的装置 | |
| CN210132156U (zh) | 一种双工位环状接缝点焊机 | |
| CN211306758U (zh) | 一种快速转换砖型双钢丝架切坯机 | |
| CN213107055U (zh) | 聚丙烯滤芯骨架用切割设备 | |
| CN214443490U (zh) | 纵剪机自动换刀系统用十字臂装卸刀装置 | |
| CN112122853B (zh) | 一种骨架车悬架支撑件总成组焊工装及加工系统、方法 | |
| CN211388215U (zh) | 一种安全门自动打磨设备 | |
| CN110539021B (zh) | 一种批量生产用键槽加工装置 | |
| CN110328481B (zh) | 一种用于数码管压焊的定位工装 | |
| CN220073157U (zh) | 一种轴承套圈自动化锻造成型装置 | |
| CN114102514A (zh) | 一种塑料螺母自动装配设备 | |
| CN215316651U (zh) | 一种应用于工件内外圈焊接的工装架 | |
| CN221848538U (zh) | 一种机械配件精锻成型装置 | |
| CN219917036U (zh) | 断路器装配工装 | |
| CN220592322U (zh) | 一种环型多头连续平移切割机 | |
| CN217516975U (zh) | 一种立式感应淬火机床 | |
| CN219945060U (zh) | 一种便于定位的焊接工作站 | |
| CN219385227U (zh) | 一种具有轴承分离座气动涨紧夹持机构的自动淬火机床 | |
| CN216066317U (zh) | 一种铜线料盘螺帽的拆装机构 | |
| CN216462897U (zh) | 油缸缸盖制备用液压加工机构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| RJ01 | Rejection of invention patent application after publication | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20210806 |