CN113020341A - 一种高端装备制造用钣金外壳折弯设备 - Google Patents
一种高端装备制造用钣金外壳折弯设备 Download PDFInfo
- Publication number
- CN113020341A CN113020341A CN202110445280.7A CN202110445280A CN113020341A CN 113020341 A CN113020341 A CN 113020341A CN 202110445280 A CN202110445280 A CN 202110445280A CN 113020341 A CN113020341 A CN 113020341A
- Authority
- CN
- China
- Prior art keywords
- rod
- sliding
- spring
- blanking
- sliding sleeve
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
- B21D5/02—Bending sheet metal along straight lines, e.g. to form simple curves on press brakes without making use of clamping means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/02—Advancing work in relation to the stroke of the die or tool
- B21D43/04—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/20—Storage arrangements; Piling or unpiling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D45/00—Ejecting or stripping-off devices arranged in machines or tools dealt with in this subclass
- B21D45/02—Ejecting devices
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
Abstract
本发明涉及一种折弯设备,尤其涉及一种高端装备制造用钣金外壳折弯设备。提供一种保证折弯质量,折弯效率高,无需人工手动上下料的高端装备制造用钣金外壳折弯设备。本发明提供了这样一种高端装备制造用钣金外壳折弯设备,包括有:支架,支架用于安装整个设备;第一安装柱,支架顶部的一侧设有第一安装柱;液压缸,第一安装柱顶部设有液压缸;放置机构,支架顶部设有放置机构;挤压机构,液压缸底部设有挤压机构。采用滑落机构与收集机构之间的配合,成型的钣金沿滑落机构滑落至收集框内,折弯完毕后,可以将收集框取出,方便工作人员进行收集工作。
Description
技术领域
本发明涉及一种折弯设备,尤其涉及一种高端装备制造用钣金外壳折弯设备。
背景技术
在钣金加工过程中,冲孔、折弯和打扁等工序是不可或缺的,而钣金加工是包括传统的切割下料、冲孔加工、弯压成形等方法及工艺参数,又包括各种冷冲压模具结构及工艺参数、各种设备工作原理及操纵方法,还包括新冲压技术及新工艺,目前,现有的钣金压槽冲孔形成的板材需要折弯,通过压模模板来实现折弯,降低了工作难度,省时省力,但是,在折弯过程中容易导致原料钣金断裂,弯折成型后也容易回弹,且需要人工手动上下料,从而导致折弯质量差,折弯效率低下。
因此,需要设计一种保证折弯质量,折弯效率高,无需人工手动上下料的高端装备制造用钣金外壳折弯设备,来解决上述问题。
发明内容
为了克服需要人工手动上下料,折弯质量差,折弯效率低下的缺点,要解决的技术问题为:提供一种保证折弯质量,折弯效率高,无需人工手动上下料的高端装备制造用钣金外壳折弯设备。
技术方案是:一种高端装备制造用钣金外壳折弯设备,包括有:
支架,支架用于安装整个设备;
第一安装柱,支架顶部的一侧设有第一安装柱;
液压缸,第一安装柱顶部设有液压缸;
放置机构,支架顶部设有放置机构;
挤压机构,液压缸底部设有挤压机构。
进一步说明,放置机构包括有:
第一滑套,支架两侧均设有两个第一滑套;
导向杆,第一滑套内均滑动式设有导向杆;
挤压板,同侧的导向杆之间均设有挤压板;
第一弹簧,第一滑套与导向杆之间均设有第一弹簧。
进一步说明,挤压机构包括有:
挤压架,液压缸的伸缩杆上设有挤压架,挤压架内设有通孔;
顶杆,通孔内滑动式设有顶杆;
第二弹簧,顶杆两侧与通孔之间均设有第二弹簧;
连接板,顶杆的一端设有连接板;
定型杆,连接板上设有定型杆。
进一步说明,还包括有上料机构,上料机构包括有:
安装板,支架的一侧上部设有两个安装板;
放料箱,安装板顶部之间设有放料箱;
推板,放料箱内底部滑动式设有推板;
第一楔形杆,推板底部设有第一楔形杆;
第三弹簧,第一楔形杆上设有第三弹簧;
引导架,第三弹簧上设有引导架,引导架与支架相连接;
第二滑套,放料箱的一侧设有第二滑套;
推杆,第二滑套上滑动式设有推杆;
第四弹簧,推杆上部与第二滑套之间设有第四弹簧;
落料板,放料箱的一侧设有两个落料板。
进一步说明,还包括有下料机构,下料机构包括有:
下料杆,挤压架的一侧设有下料杆;
第三滑套,支架的一侧上部设有两个第三滑套;
第一滑杆,第三滑套之间滑动式设有第一滑杆;
第二楔形杆,第一滑杆的一侧顶部设有第二楔形杆,第二楔形杆分别与下料杆和推杆相配合;
第五弹簧,第一滑杆上与第三滑套之间均设有第五弹簧;
下料块,第一滑杆的一侧之间设有下料块。
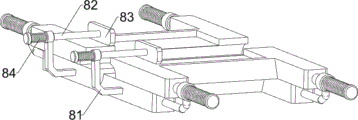
进一步说明,还包括有定位机构,定位机构包括有:
第四滑套,支架的一侧上部设有两个第四滑套;
第二滑杆,第四滑套上均滑动式设有第二滑杆;
定位杆,第二滑杆的一侧均设有定位杆;
第六弹簧,第二滑杆与第四滑套之间均设有第六弹簧。
进一步说明,还包括有滑落机构,滑落机构包括有:
第二安装柱,支架的一侧下部设有两个第二安装柱;
导板,第二安装柱顶部设有导板;
下料板,导板的一侧设有下料板。
进一步说明,还包括有收集机构,收集机构包括有:
第五滑套,支架两侧均设有第五滑套;
第三滑杆,第五滑套内滑动式设有第三滑杆;
卡块,第三滑杆上均设有卡块;
第七弹簧,第三滑杆与第五滑套之间均设有第七弹簧;
收集框,支架内放置有收集框,收集框与两个卡块相配合。
与现有技术相比,本发明具有以下优点:1、采用放置机构和挤压机构之间的配合,液压缸的伸缩杆带动挤压机构向下移动,挤压机构对钣金进行挤压,同时在放置机构的配合下,钣金被挤压折弯至定型,提高了折弯的效率,保证了折弯的质量。
2、采用上料机构和下料机构之间的配合,当挤压机构向下移动时,上料机构与下料机构均处于准备状态,当挤压机构向上移动复位时,下料机构将成型的钣金向左推出,上料机构将新的钣金向左推动至放置机构内,从而实现了自动上下料。
3、采用滑落机构与收集机构之间的配合,成型的钣金沿滑落机构滑落至收集框内,折弯完毕后,可以将收集框取出,方便工作人员进行收集工作。
附图说明
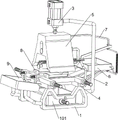
图1为本发明的立体结构示意图。
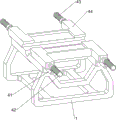
图2为本发明第一部分的立体结构示意图。
图3为本发明第二部分的立体结构示意图。
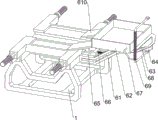
图4为本发明第三部分的立体结构示意图。
图5为本发明第四部分的立体结构示意图。
图6为本发明第五部分的立体结构示意图。
图7为本发明第六部分的立体结构示意图。
图8为本发明第七部分的立体结构示意图。
附图标记说明:1-支架,2-第一安装柱,3-液压缸,4-放置机构,41-第一滑套,42-导向杆,43-第一弹簧,44-挤压板,5-挤压机构,51-挤压架,52-通孔,53-顶杆,54-第二弹簧,55-连接板,56-定型杆,6-上料机构,61-安装板,62-放料箱,63-推板,64-第一楔形杆,65-引导架,66-第三弹簧,67-第二滑套,68-推杆,69-第四弹簧,610-落料板,7-下料机构,71-下料杆,72-第三滑套,73-第一滑杆,74-第二楔形杆,75-第五弹簧,76-下料块,8-定位机构,81-第四滑套,82-第二滑杆,83-定位杆,84-第六弹簧,9-滑落机构,91-第二安装柱,92-导板,93-下料板,101-收集机构,1011-第五滑套,1012-第三滑杆,1013-第七弹簧,1014-卡块,1015-收集框。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例1
一种高端装备制造用钣金外壳折弯设备,如图1所示,包括有支架1、第一安装柱2、液压缸3、放置机构4和挤压机构5,支架1顶部右侧设有第一安装柱2,第一安装柱2顶部设有液压缸3,支架1顶部设有放置机构4,液压缸3底部设有挤压机构5。
工作人员将钣金放置在放置机构4内夹紧,然后启动液压缸3,液压缸3的伸缩杆带动挤压机构5向下移动,挤压机构5对钣金进行挤压,同时在放置机构4的配合下,钣金被挤压折弯至定型,挤压完毕后,液压缸3的伸缩杆带动挤压机构5向上移动复位,最后关闭液压缸3,从挤压机构5上取下成型的钣金即可。
实施例2
在实施例1的基础之上,如图2-3所示,放置机构4包括有第一滑套41、导向杆42、第一弹簧43和挤压板44,支架1前后两侧均设有两个第一滑套41,第一滑套41内均滑动式设有导向杆42,同侧的导向杆42之间均设有挤压板44,第一滑套41与导向杆42之间均设有第一弹簧43。
挤压机构5包括有挤压架51、顶杆53、第二弹簧54、连接板55和定型杆56,液压缸3的伸缩杆上设有挤压架51,挤压架51内设有通孔52,通孔52内滑动式设有顶杆53,顶杆53两侧与通孔52之间均设有第二弹簧54,顶杆53右端设有连接板55,连接板55上设有定型杆56。
工作人员将钣金放置在两个挤压板44之间,然后启动液压缸3,液压缸3的伸缩杆带动挤压架51及其上所有部件均向下移动,当定型杆56与钣金表面接触时,定型杆56停止移动,挤压架51继续向下移动,第二弹簧54被压缩,当第二弹簧54被压缩至极限时,挤压架51通过顶杆53与连接板55带动定型杆56继续向下移动,使钣金被压动至支架1顶部的凹槽内,同时钣金沿定型杆56的形状折弯至一定程度,此时挤压架51带动挤压板44均向内侧压动钣金,第一弹簧43发生形变,从而使钣金继续沿定型杆56被折弯至定型,挤压完毕后,液压缸3的伸缩杆带动挤压架51及其上所有部件均向上移动复位,第一弹簧43和第二弹簧54均复位,最后关闭液压缸3,从定型杆56上取下成型的钣金即可。
实施例3
在实施例2的基础之上,如图4-8所示,还包括有上料机构6,上料机构6包括有安装板61、放料箱62、推板63、第一楔形杆64、引导架65、第三弹簧66、第二滑套67、推杆68、第四弹簧69和落料板610,支架1右侧上部设有两个安装板61,安装板61顶部之间设有放料箱62,放料箱62内底部滑动式设有推板63,推板63底部设有第一楔形杆64,第一楔形杆64上设有第三弹簧66,第三弹簧66上设有引导架65,引导架65与支架1相连接,放料箱62前侧设有第二滑套67,第二滑套67上滑动式设有推杆68,推杆68上部与第二滑套67之间设有第四弹簧69,放料箱62左侧设有两个落料板610。
还包括有下料机构7,下料机构7包括有下料杆71、第三滑套72、第一滑杆73、第二楔形杆74、第五弹簧75和下料块76,挤压架51右侧设有下料杆71,支架1右侧上部设有两个第三滑套72,第三滑套72之间滑动式设有第一滑杆73,第一滑杆73右侧顶部设有第二楔形杆74,第二楔形杆74分别与下料杆71和推杆68相配合,第一滑杆73上与第三滑套72之间均设有第五弹簧75,第一滑杆73左侧之间设有下料块76。
还包括有定位机构8,定位机构8包括有第四滑套81、第二滑杆82、定位杆83和第六弹簧84,支架1左侧上部设有两个第四滑套81,第四滑套81上均滑动式设有第二滑杆82,第二滑杆82右侧均设有定位杆83,第二滑杆82与第四滑套81之间均设有第六弹簧84。
初始状态下,第三弹簧66处于压缩状态,工作人员可以将钣金放置在放料箱62内,当液压缸3的伸缩杆带动挤压架51及其上所有部件均向下移动时,挤压架51带动下料杆71向下移动,下料杆71向下压动第二楔形杆74,第二楔形杆74通过第一滑杆73带动下料块76向右滑动至不与定型杆56相接触,第五弹簧75均被压缩,同时第二楔形杆74向下压动推杆68,第四弹簧69被压缩,在第三弹簧66的复位作用下,带动推板63向右移动至最大限度,当液压缸3的伸缩杆带动挤压架51及其上所有部件均向上移动复位时,挤压架51带动下料杆71向上移动,在第五弹簧75的复位作用下,带动第二楔形杆74向右移动,此时下料杆71与定型杆56相接触,通过第一滑杆73带动下料块76向左滑动,下料杆71将折弯定型的钣金从定型杆56上向左推出,同时在第四弹簧69的复位作用下带动推杆68向上滑动,推杆68通过第一楔形杆64带动推板63向左滑动,第三弹簧66被压缩,推板63将一块钣金向左推动至落料板610上,钣金沿落料板610滑落至两个挤压板44顶部之间,并与定位杆83相接触,第六弹簧84对钣金缓冲作用,从而实现了自动上下料。
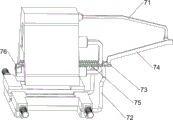
还包括有滑落机构9,滑落机构9包括有第二安装柱91、导板92和下料板93,支架1左侧下部设有两个第二安装柱91,第二安装柱91顶部设有导板92,导板92右侧设有下料板93。
还包括有收集机构101,收集机构101包括有第五滑套1011、第三滑杆1012、第七弹簧1013、卡块1014和收集框1015,支架1前后两侧均设有第五滑套1011,第五滑套1011内滑动式设有第三滑杆1012,第三滑杆1012上均设有卡块1014,第三滑杆1012与第五滑套1011之间均设有第七弹簧1013,支架1内放置有收集框1015,收集框1015与两个卡块1014相配合。
在启动设备前,工作人员将收集框1015放置在卡块1014之间,在第七弹簧1013的作用下,卡块1014将收集框1015进行夹紧,下料杆71将折弯定型的钣金从定型杆56上向左推出,使钣金掉落至导板92上,然后沿下料板93滚动至收集框1015内,全部钣金收集完毕后,工作人员可以向两侧拉动第三滑杆1012,从而使卡块1014不再抵住收集框1015,从而可以将收集框1015取出,对里面成型的钣金进行收集。
尽管已经示出和描述了本发明的实施例,但对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行变化,本发明的范围由所附权利要求及其等同物限定。
Claims (8)
1.一种高端装备制造用钣金外壳折弯设备,其特征是,包括有:
支架(1),支架(1)用于安装整个设备;
第一安装柱(2),支架(1)顶部的一侧设有第一安装柱(2);
液压缸(3),第一安装柱(2)顶部设有液压缸(3);
放置机构(4),支架(1)顶部设有放置机构(4);
挤压机构(5),液压缸(3)底部设有挤压机构(5)。
2.按照权利要求1所述的一种高端装备制造用钣金外壳折弯设备,其特征是,放置机构(4)包括有:
第一滑套(41),支架(1)两侧均设有两个第一滑套(41);
导向杆(42),第一滑套(41)内均滑动式设有导向杆(42);
挤压板(44),同侧的导向杆(42)之间均设有挤压板(44);
第一弹簧(43),第一滑套(41)与导向杆(42)之间均设有第一弹簧(43)。
3.按照权利要求2所述的一种高端装备制造用钣金外壳折弯设备,其特征是,挤压机构(5)包括有:
挤压架(51),液压缸(3)的伸缩杆上设有挤压架(51),挤压架(51)内设有通孔(52);
顶杆(53),通孔(52)内滑动式设有顶杆(53);
第二弹簧(54),顶杆(53)两侧与通孔(52)之间均设有第二弹簧(54);
连接板(55),顶杆(53)的一端设有连接板(55);
定型杆(56),连接板(55)上设有定型杆(56)。
4.按照权利要求3所述的一种高端装备制造用钣金外壳折弯设备,其特征是,还包括有上料机构(6),上料机构(6)包括有:
安装板(61),支架(1)的一侧上部设有两个安装板(61);
放料箱(62),安装板(61)顶部之间设有放料箱(62);
推板(63),放料箱(62)内底部滑动式设有推板(63);
第一楔形杆(64),推板(63)底部设有第一楔形杆(64);
第三弹簧(66),第一楔形杆(64)上设有第三弹簧(66);
引导架(65),第三弹簧(66)上设有引导架(65),引导架(65)与支架(1)相连接;
第二滑套(67),放料箱(62)的一侧设有第二滑套(67);
推杆(68),第二滑套(67)上滑动式设有推杆(68);
第四弹簧(69),推杆(68)上部与第二滑套(67)之间设有第四弹簧(69);
落料板(610),放料箱(62)的一侧设有两个落料板(610)。
5.按照权利要求4所述的一种高端装备制造用钣金外壳折弯设备,其特征是,还包括有下料机构(7),下料机构(7)包括有:
下料杆(71),挤压架(51)的一侧设有下料杆(71);
第三滑套(72),支架(1)的一侧上部设有两个第三滑套(72);
第一滑杆(73),第三滑套(72)之间滑动式设有第一滑杆(73);
第二楔形杆(74),第一滑杆(73)的一侧顶部设有第二楔形杆(74),第二楔形杆(74)分别与下料杆(71)和推杆(68)相配合;
第五弹簧(75),第一滑杆(73)上与第三滑套(72)之间均设有第五弹簧(75);
下料块(76),第一滑杆(73)的一侧之间设有下料块(76)。
6.按照权利要求5所述的一种高端装备制造用钣金外壳折弯设备,其特征是,还包括有定位机构(8),定位机构(8)包括有:
第四滑套(81),支架(1)的一侧上部设有两个第四滑套(81);
第二滑杆(82),第四滑套(81)上均滑动式设有第二滑杆(82);
定位杆(83),第二滑杆(82)的一侧均设有定位杆(83);
第六弹簧(84),第二滑杆(82)与第四滑套(81)之间均设有第六弹簧(84)。
7.按照权利要求6所述的一种高端装备制造用钣金外壳折弯设备,其特征是,还包括有滑落机构(9),滑落机构(9)包括有:
第二安装柱(91),支架(1)的一侧下部设有两个第二安装柱(91);
导板(92),第二安装柱(91)顶部设有导板(92);
下料板(93),导板(92)的一侧设有下料板(93)。
8.按照权利要求7所述的一种高端装备制造用钣金外壳折弯设备,其特征是,还包括有收集机构(101),收集机构(101)包括有:
第五滑套(1011),支架(1)两侧均设有第五滑套(1011);
第三滑杆(1012),第五滑套(1011)内滑动式设有第三滑杆(1012);
卡块(1014),第三滑杆(1012)上均设有卡块(1014);
第七弹簧(1013),第三滑杆(1012)与第五滑套(1011)之间均设有第七弹簧(1013);
收集框(1015),支架(1)内放置有收集框(1015),收集框(1015)与两个卡块(1014)相配合。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110445280.7A CN113020341B (zh) | 2021-04-25 | 2021-04-25 | 一种高端装备制造用钣金外壳折弯设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110445280.7A CN113020341B (zh) | 2021-04-25 | 2021-04-25 | 一种高端装备制造用钣金外壳折弯设备 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN113020341A true CN113020341A (zh) | 2021-06-25 |
| CN113020341B CN113020341B (zh) | 2023-04-18 |
Family
ID=76457608
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110445280.7A Active CN113020341B (zh) | 2021-04-25 | 2021-04-25 | 一种高端装备制造用钣金外壳折弯设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113020341B (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114029368A (zh) * | 2021-11-08 | 2022-02-11 | 姜昊 | 一种适用于通信设备的金属保护壳生产用多边双层折弯机 |
| CN114472608A (zh) * | 2022-01-14 | 2022-05-13 | 丘文峰 | 一种压模折弯件校正装置 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2002013987A1 (fr) * | 2000-08-11 | 2002-02-21 | Amada Company, Limited | Procede de cintrage et dispositif de mise en oeuvre |
| CN206343527U (zh) * | 2016-12-16 | 2017-07-21 | 杭州吉众机电股份有限公司 | 钣金工件快速冲压成型模具 |
| CN209393764U (zh) * | 2018-08-03 | 2019-09-17 | 珠海市椿田机械科技有限公司 | 一种180度一次成型折弯机 |
| CN111889545A (zh) * | 2020-07-26 | 2020-11-06 | 李伟 | 一种用于铁片批量折弯的机器 |
| CN112642887A (zh) * | 2020-12-04 | 2021-04-13 | 赵允红 | 一种全自动板材折弯方法 |
| CN112676395A (zh) * | 2021-01-27 | 2021-04-20 | 刘允栋 | 一种建筑施工用折弯成形机器 |
-
2021
- 2021-04-25 CN CN202110445280.7A patent/CN113020341B/zh active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2002013987A1 (fr) * | 2000-08-11 | 2002-02-21 | Amada Company, Limited | Procede de cintrage et dispositif de mise en oeuvre |
| CN206343527U (zh) * | 2016-12-16 | 2017-07-21 | 杭州吉众机电股份有限公司 | 钣金工件快速冲压成型模具 |
| CN209393764U (zh) * | 2018-08-03 | 2019-09-17 | 珠海市椿田机械科技有限公司 | 一种180度一次成型折弯机 |
| CN111889545A (zh) * | 2020-07-26 | 2020-11-06 | 李伟 | 一种用于铁片批量折弯的机器 |
| CN112642887A (zh) * | 2020-12-04 | 2021-04-13 | 赵允红 | 一种全自动板材折弯方法 |
| CN112676395A (zh) * | 2021-01-27 | 2021-04-20 | 刘允栋 | 一种建筑施工用折弯成形机器 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114029368A (zh) * | 2021-11-08 | 2022-02-11 | 姜昊 | 一种适用于通信设备的金属保护壳生产用多边双层折弯机 |
| CN114472608A (zh) * | 2022-01-14 | 2022-05-13 | 丘文峰 | 一种压模折弯件校正装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN113020341B (zh) | 2023-04-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN113020341B (zh) | 一种高端装备制造用钣金外壳折弯设备 | |
| CN217474659U (zh) | 一种冲压件定位机构 | |
| CN217749149U (zh) | 一种喇叭网生产连体折弯工装 | |
| CN116851553A (zh) | 一种五金件自动冲压设备 | |
| CN213671326U (zh) | 一种铝型板自动冲压下料机构 | |
| CN114535387A (zh) | 一种用于板材制作的弧形板挤压成型装置 | |
| CN210702008U (zh) | 一种散热器主片冲孔模具 | |
| CN210702102U (zh) | 一种散热器主片冲压成型模具 | |
| CN114029382A (zh) | 一种高端装备生产用不锈钢板冲压成型设备 | |
| CN106890900A (zh) | 一种厚板长短组合件u型冲压压弯模具结构及操作方法 | |
| CN109290446B (zh) | 一种翻孔模具结构及冲压方法 | |
| CN208321801U (zh) | 一种高效率汽车生产用模具结构 | |
| CN118305223B (zh) | 一种用于扩展坞外壳的冲压装置 | |
| CN220216611U (zh) | 一种阀门原材料锻压装置 | |
| CN219425489U (zh) | 一种冲压模具脱料机构 | |
| CN221109769U (zh) | 一种铆钉成型装置 | |
| CN219130537U (zh) | 一种耐冲压的汽车模具 | |
| CN215662046U (zh) | 医药盒底盖用冲压模具 | |
| CN221493817U (zh) | 一种机械加工冲压装置 | |
| CN215471641U (zh) | 一种橡胶压力机脱料收集机构 | |
| CN115401118A (zh) | 一种钣金支架成型装置 | |
| CN219130496U (zh) | 一种汽车钣金冲压模具 | |
| CN218192057U (zh) | 一种多层鼓状结构零件折弯卷圆冲压连续模 | |
| CN214684116U (zh) | 铝箔接箔用铆钉裁切装置 | |
| CN213002206U (zh) | 一种用于新型材料加工的成型模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| TA01 | Transfer of patent application right |
Effective date of registration: 20230330 Address after: 255086 Baoxin Industrial Park, Shangzhuang village, sibaoshan sub district office, high tech Zone, Zibo City, Shandong Province (east of Shangzhuang village, west of Yingxian village and south of Shangjun Road) Applicant after: Zibo Huijie Machinery Co.,Ltd. Address before: 510080 Room 405, building C, private science and Technology Park Service building, 1633 Beitai Road, Baiyun District, Guangzhou City, Guangdong Province Applicant before: Ma Shidong |
|
| TA01 | Transfer of patent application right | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |