CN112895576A - 一种粉末成形机的快速装模装置 - Google Patents
一种粉末成形机的快速装模装置 Download PDFInfo
- Publication number
- CN112895576A CN112895576A CN202110060012.3A CN202110060012A CN112895576A CN 112895576 A CN112895576 A CN 112895576A CN 202110060012 A CN202110060012 A CN 202110060012A CN 112895576 A CN112895576 A CN 112895576A
- Authority
- CN
- China
- Prior art keywords
- positioning
- die
- forming machine
- powder forming
- connecting portion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/02—Dies; Inserts therefor; Mounting thereof; Moulds
- B30B15/026—Mounting of dies, platens or press rams
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Powder Metallurgy (AREA)
Abstract
本发明公开了一种粉末成形机的快速装模装置,包括定位部与锁紧部,定位部的一端与成形模具相连接,另一端与粉末成形机的模具平台相连接;定位部可将成形模具定位于模具平台的特定位置,锁紧部则将成形模具、定位部与粉末成型机的模具平台三者锁紧为一个整体。本发明的粉末成形机的快速装模装置,通过定位部实现精确定位,通过锁紧部实现快速锁紧,可缩短模具安装与调试所需要的时间,从而提高生产效率。
Description
技术领域
本发明涉及粉末成形机领域,尤其涉及一种粉末成形机的快速装模装置。
背景技术
因粉末成形机能一次性压制出精度高、光洁度好的零件,并具有适用范围广、生产效率和材料利用率高的特点,已深受企业的青睐,现已被广泛应用于各种金属、陶瓷、胶木等粉末制品的压制,且压制品的形状也越来越复杂,有多台阶形状的零件,中间有通孔的零件、中间有内台阶盲孔的零件都可加工出。
粉末成形机利用成形模具形成模腔,粉末原料装入模腔后经过压制,整形,烧结等工艺后制出成品。不同产品对应不同的成形模具,在生产实践中,成形模具的安装与调试是生产过程中重要的一环,因此,安装与调试的速度与精度是影响生产效率的重要因素之一。现有粉末成形机的成形模具安装,一般使用上压板与下垫块将成形模具夹持固定,先预固定在一个大致的位置,采用微调的方式,使成形模具达到精确定位的位置,最后采用螺栓紧固的方式将成形模具固定在粉末成形机上。由于成形模具必须精确定位于粉末成形机的特定位置才可以实现其功能,因此微调的过程要求繁复而耗时,不利于提高生产效率。
图1示出一种现有的模具安装方式,图中成形模具1以螺栓连接的方式安装在下垫块2上,再用上压板3将下垫块2预固定在模具平台4上,再微调成形模具1的位置,等位置准确后,再用螺栓将上压板3紧固在模具平台4上。这种方式虽然结构简单,但螺栓安装较多,微调过程耗时较长。
因此,本领域技术人员致力于开发一种粉末成形机的快速装模装置,可缩短粉末成形机的成形模具安装与调试的时间,提高生产效率。
发明内容
有鉴于现有技术的上述缺陷,本发明所要解决的技术问题现有成形模具安装与调试过程复杂,耗时较长。
为实现上述目的,本发明提供了一种快速装模装置,包括定位部与锁紧部,定位部的一端与成形模具相连接,另一端与粉末成形机的模具平台相连接;定位部可将成形模具定位于模具平台的特定位置,锁紧部则将成形模具、定位部与粉末成型机的模具平台三者锁紧为一个整体;
进一步的,定位部包括第一定位装置和第二定位装置,其中第一定位装置包括第一定位面和第二定位面,第二定位装置包括第三定位面和第四定位面;第一定位面与成形模具相连接,第二定位面与第三定位面相连接,第四定位面与粉末成型机的模具平台相连接;且第一定位面与成型模具之间、第二定位面与第三定位面之间、第四定位面与粉末成型机的模具平台之间均具有唯一且精确的连接方式,通过前述的连接,实现成形模具相对于粉末成形机的模具平台,被定位于一个特定的位置。
进一步的,锁紧部包括第一连接部、第二连接部及连接体,第一连接部与第一定位装置相连接,第二连接部第二定位装置相连接,连接体的一端与第一连接部相连接,另一端与第二连接部相连接;锁紧部可将成形模具、第一定位装置、第二定位装置及粉末成形机的模具平台锁紧为一个整体。
进一步的,锁紧部还包括锁紧机构,锁紧机构可通过锁紧动作将成形模具、第一定位装置、第二定位装置及粉末成形机的模具平台锁紧为一个整体。
作为一种优选,锁紧机构是一种气动钢珠结构,通过钢珠在气压的作用下处于放松位与锁紧位的方式,实现锁紧机构的功能。由于气动钢珠结构为一种本领域的常见技术手段,本文不再赘述。
进一步的,锁紧部还包括控制机构,控制机构与锁紧机构相连接,通过调整控制机构可以调整锁紧机构的工作状态;
作为一种优选,控制机构可以是气动控制器。
由此,本发明提供了一种粉末成形机的快速装模装置,通过定位部实现精确定位,通过锁紧部实现快速锁紧,可缩短模具安装与调试所需要的时间,从而提高生产效率。
以下将结合附图对本发明的构思、具体结构及产生的技术效果作进一步说明,以充分地了解本发明的目的、特征和效果。
附图说明
图1是一种现有的粉末成形机模具安装方式的剖面示意图;
图2是本发明一个较佳实施例的粉末成型机快速装模装置的剖面示意图;
图3是图2的立体图(不含粉末成形机的模具平台);
图4是图3中爆炸图;
图5是本发明另一个较佳实施例的粉末成型机快速装模装置的剖面示意图;
图6是图5的爆炸图(不含粉末成形机的模具平台);
图7是图6的另一种组合;
图8是成形模具与第一定位装置示意图;
图9是定位部示意图;
图10是第一定位装置立体放大图;
图11是锁紧部分解图;
图12是一种使用状态示意图。
具体实施方式
以下参考说明书附图介绍本发明的多个优选实施例,使其技术内容更加清楚和便于理解。本发明可以通过许多不同形式的实施例来得以体现,本发明的保护范围并非仅限于文中提到的实施例。
在附图中,结构相同的部件以相同数字标号表示,各处结构或功能相似的组件以相似数字标号表示。附图所示的每一组件的尺寸和厚度是任意示出的,本发明并没有限定每个组件的尺寸和厚度。为了使图示更清晰,附图中有些地方适当夸大了部件的厚度。
实施例1
如图2、3、4所示,粉末成形机快速装模装置包括定位部2与锁紧部3,定位部2的一端与成形模具1以螺栓紧固方式相连接,另一端与粉末成形机的模具平台4以螺栓紧固方式相连接;定位部2与成形模具1之间以及定位2与粉末成型机的模具平台4之间均具有中心对准的安装方式,因此定位部2可将成形模具1定位于粉末成型机的模具平台4的中心位置,锁紧部3具有快速锁紧装置,可将成形模具1、定位部2与粉末成型机的模具平台4三者快速锁紧为一个整体。
实施例2
图5-X示出一种粉末成形机的快速装模装置,包括定位部与锁紧部。
定位部包括第一定位装置21和第二定位装置22,其中第一定位装置21包括第一定位面211和第二定位面213,第二定位装置22包括第三定位面223和第四定位面224。
如图8-10所示,第一定位装置21包括第一定位面211,第一定位面211包括有多个第一定位孔212;成形模具1上与第一定位面211相连接的面也包括若干定位孔11;
第一定位面211上的第一定位孔212与成形模具的定位孔11具有相应的位置关系,通过螺栓5紧固连接后,可将成形模具1固定于第一定位装置21的特定位置。
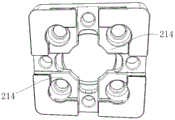
第一定位装置21的第二定位面213包括定位格214,第二定位装置22的第三定位面223上包括定位柱224,定位格214与定位柱具有相应的空间结构,二者配合,可保证第一定位装置21与第二定位装置22具有特定的相对位置。
锁紧部的结构如图11所示,其结构包括第一连接部31,第二连接部32,连接体33。
第一连接部31具有与第一定位装置21相配合的卡止机构,卡止机构使得第一连接部可处于两种可以互相转换的安装姿态:卡入姿态与卡止姿态;第一连接部31可以被以卡入姿态安装到第一定位装置21的内部,调整其至卡止姿态,则可使其与第一定位装置21卡合为一体,无法从第一定位装置21内脱出;
连接体33可从第一连接部31上部的孔装入,其与第一连接体31相接触部分的尺寸被设计为比第一连接部31上部的孔的尺寸更大,可被限位在第一连接体31上部的孔内,不可脱离。
连接体33与第一连接部31相连接的另一端设置有卡槽331;
第二连接部32为中空结构,包括卡槽孔321;连接体33设置有卡槽331的一端被设置为可被安装进入第二连接部32的中空结构内部,并且可使卡槽331到达与卡槽孔321相对应的位置
锁紧部还包括锁紧机构,锁紧机构包括锁紧器341及控制器342,锁紧器341被设置于第二连接部32内,并可在控制器342的控制下通过卡槽孔321穿出到卡槽孔321外部,或者从卡槽孔321外部收回到第二连接部32内。
第二连接部32被固定设置于第二定位装置22内部。
第二定位装置22包括顶盖221和底壳222,以便第二连接32可以安装于第二定位装置22内部。
底壳222与模具平台4相连接的面为第四定位面224,第四定位面224与模具平台4均包括有固定位置的安装孔,可将底壳222用螺栓5固定在模具平台4上。安装孔的位置能保证底壳222位于模具平台4的特定位置。
图11示出了一种快速装卸模的工作状态。第一连接装置21与成形模具1、第一连接部31、连接体33安装为一体,第二连接装置22与模具平台(图11中未示出)安装为一体,第二连接部32安装于第二连接装置22内,此时只需要将连接体33装入第二连接部32内,确保卡槽331与卡槽孔321在同一水平位置,通过控制器342控制锁紧器341从卡槽孔321伸出到卡槽331内,通过锁紧器341与卡槽331的咬合,将第一连接装置21与第二连接装置22紧固为一体,由此完成成形模具1的安装。反之,通过控制器342控制锁紧器342收回,完成成形模具1的拆卸。
由此,本实施例实现了一种粉末成形机的快速装模装置。在实际应用中,定位部与模具平台均可按标准件生产,只需要在生产成形模具时加工出与第一定位装置相配合的安装定位孔,即可实现本发明的技术方案,对节约成本,简化管理也有所帮助。
实施例3
其他与实施例2相同,其中锁紧机构为一种气动钢珠结构,锁紧器341为钢珠,控制器342为气动阀门。由于气动钢珠结构为一种本领域的常用技术手段,此处不再赘述。
以上详细描述了本发明的较佳具体实施例。应当理解,本领域的普通技术无需创造性劳动就可以根据本发明的构思做出诸多修改和变化。因此,凡本技术领域中技术人员依本发明的构思在现有技术的基础上通过逻辑分析、推理或者有限的实验可以得到的技术方案,皆应在由权利要求书所确定的保护范围内。
Claims (10)
1.一种粉末成形机的快速装模装置,其特征在于,包括定位部与锁紧部,所述定位部的一端与成形模具相连接,另一端与粉末成形机的模具平台相连接;所述定位部可将成形模具定位于模具平台的特定位置,所述锁紧部则将成形模具、所述定位部与粉末成型机的模具平台三者锁紧为一个整体。
2.如权利要求1所述的粉末成形机的快速装模装置,其特征在于,所述定位部包括第一定位装置和第二定位装置,所述第一定位装置包括第一定位面和第二定位面,所述第二定位装置包括第三定位面和第四定位面;所述第一定位面与成形模具相连接,所述第二定位面与所述第三定位面相连接,所述第四定位面与模具平台相连接;且所述第一定位面与成型模具之间,所述第二定位面与所述第三定位面之间,所述第四定位面与模具平台之间,均具有唯一且精确的连接方式;通过前述的连接,实现成形模具相对于粉末成形机的模具平台,被定位于一个特定的位置。
3.如权利要求2所述的粉末成形机的快速装模装置,其特征在于,所述第一定位面上还包括多个第一定位孔,所述第一定位孔与所述成形模具的多个模具定位孔有相应的位置关系,通过紧固件连接后,可将成形模具固定于所述第一定位装置的特定位置。
4.如权利要求2所述的粉末成形机的快速装模装置,其特征在于,所述第二定位面包括定位格,所述第三定位面上包括定位柱,所述定位格与所述定位柱具有相应的空间结构,二者配合,可保证所述第一定位装置与所述第二定位装置具有特定的相对位置。
5.如权利要求2所述的粉末成形机的快速装模装置,其特征在于,所述锁紧部包括第一连接部、第二连接部及连接体,所述第一连接部与所述第一定位装置相连接,所述第二连接部与所述第二定位装置相连接,所述连接体的一端与所述第一连接部相连接,另一端与所述第二连接部相连接;锁紧部可将成形模具、所述第一定位装置、所述第二定位装置及模具平台锁紧为一个整体。
6.如权利要求5所述的粉末成形机的快速装模装置,其特征在于,所述第一连接部具有与所述第一定位装置相配合的卡止机构,所述卡止机构使得所述第一连接部可处于两种可以互相转换的安装姿态:卡入姿态与卡止姿态;所述第一连接部可以被以所述卡入姿态安装到所述第一定位装置的内部,调整至卡止姿态,则可使其与第一定位装置卡合为一体,无法从第一定位装置内脱出。
7.如权利要求5所述的粉末成形机的快速装模装置,其特征在于,所述连接体可从所述第一连接部上部的孔装入,所述连接体与所述第一连接部相接触部分的尺寸被设置为比所述第一连接部上部的孔的尺寸更大,所述连接体可被限位在所述第一连接体上部的孔内,不可脱离。
8.如权利要求5所述的粉末成形机的快速装模装置,其特征在于,所述连接体与所述第一连接部相连接的另一端设置有卡槽;所述第二连接部为中空结构,包括卡槽孔;所述连接体设置有卡槽的一端被设置为可被装入所述第二连接部的中空结构内部,并且可使所述卡槽到达与所述卡槽孔相对齐的位置;所述第二连接部被固定设置于所述第二定位装置内部。
9.如权利要求8所述的粉末成形机的快速装模装置,其特征在于,所述锁紧部还包括锁紧机构,所述锁紧机构包括锁紧器及控制器,所述锁紧器被设置于所述第二连接部内,并可在所述控制器的控制下通过所述卡槽孔穿出到所述卡槽孔外部,或者从所述卡槽孔外部收回到所述第二连接部内部。
10.如权利要求9所述的粉末成形机的快速装模装置,其特征在于,所述第二定位装置包括顶盖和底壳,以便于所述第二连接可以安装于所述第二定位装置内部。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110060012.3A CN112895576A (zh) | 2021-01-18 | 2021-01-18 | 一种粉末成形机的快速装模装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110060012.3A CN112895576A (zh) | 2021-01-18 | 2021-01-18 | 一种粉末成形机的快速装模装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN112895576A true CN112895576A (zh) | 2021-06-04 |
Family
ID=76114347
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110060012.3A Pending CN112895576A (zh) | 2021-01-18 | 2021-01-18 | 一种粉末成形机的快速装模装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112895576A (zh) |
-
2021
- 2021-01-18 CN CN202110060012.3A patent/CN112895576A/zh active Pending
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103170568A (zh) | 一种锻造模座套件 | |
| CN215512416U (zh) | 一种粉末成形机的快速装模装置 | |
| CN112895576A (zh) | 一种粉末成形机的快速装模装置 | |
| CN104353737A (zh) | 汽车后门锁加强板冲压模具 | |
| CN110153288A (zh) | 一种钣金u形件折弯成形的模具 | |
| CN103551851B (zh) | 一种底部带凸起结构的金属板材零件复合成形方法及模具 | |
| CN100391660C (zh) | 一种粉末压制成型机用模架 | |
| CN208787346U (zh) | 一种汽车消声器落料压型复合模具 | |
| CN214557389U (zh) | 金属注射成形烧结后压制二次成型装置 | |
| CN214162159U (zh) | 一种用于精铸件装夹的定位夹具 | |
| CN211939759U (zh) | 一种偏距可调节式压装模 | |
| ITMI20002670A1 (it) | Cassetta di utensili con matrice a molla | |
| CN213793778U (zh) | 一种便于进行锁死的汽车零部件加工用冲压模具 | |
| CN212917291U (zh) | 一种防止热成型件下料过程中变形的压料板 | |
| CN103600460A (zh) | 一种异型工件一次成型组合模具 | |
| CN218963821U (zh) | 一种便于快速拆卸模具的冲压装置 | |
| CN111448008B (zh) | 保持装置 | |
| CN110479872B (zh) | 试制汽车翼子板的翻边模具及其控制方法 | |
| CN220970473U (zh) | 一种热冲压产品成型用负角翻边机构 | |
| CN216027521U (zh) | 一种汽车后地板横梁一的成形模具 | |
| CN211101236U (zh) | 一种钣金密闭圆角成型装置 | |
| CN219233726U (zh) | 一种零件整形工装 | |
| CN217595902U (zh) | 一种smt载板的整形工装 | |
| CN217862496U (zh) | 一种用于快速配模模架结构 | |
| CN203140673U (zh) | 一种锻造模座套件 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |