Automatic production line for battery module welding section
Technical Field
The invention relates to the technical field of battery module production equipment, in particular to an automatic production line for a battery module welding section.
Background
In the assembly process of the battery module, the related parts are more, and a reasonable automatic production line is lacked, so that the assembly is extremely complicated, and a large amount of manpower is required to be input, so that the production cost of the battery module is greatly increased.
Disclosure of Invention
The invention aims to provide an automatic production line for a welding section of a battery module, which can effectively improve the production efficiency of the battery module and further effectively reduce the production cost of the battery module.
In order to achieve the purpose, the invention adopts the following technical scheme:
an automation line for a battery module welding section, includes:
the module bus board mounting section is used for mounting the preprocessed bus board on the module;
the module lug welding section is used for shaping and welding lugs of the modules provided with the bus plates;
and the module welding test section is used for installing the module protective cover after the module tab welding section is processed and detecting the module before the module is off-line.
The module cylinder manifold mounting section comprises a module detection station, a cylinder manifold feeding station, a cylinder manifold gluing detection station and a module cylinder manifold mounting station which are connected in sequence.
The module tab welding section comprises a module tab bending station, a module tab rolling and flattening station, a module tab laser welding station, a module defective product discharging station and a module tab post-welding detection station which are sequentially connected.
The module welding test section comprises an FPC assembling station, a defective product discharging station, an FPC welding station, an FPC post-welding detection station, a welding slag cleaning station, an EOL test station, a protective cover feeding station, a protective cover transferring station, a module height test and protective cover installation station, a module blanking manipulator station, a module flatness detection station and a module appearance detection station which are sequentially connected.
Module utmost point ear laser welding station is provided with module utmost point ear laser welding mechanism, module utmost point ear laser welding mechanism includes first frame, erects in the first module positioning mechanism of first frame, set up in the first module hold-down mechanism of first module positioning mechanism top and set up in the welding hold-down mechanism of first module positioning mechanism one side.
The first module positioning mechanism comprises a lifting frame, a lifting cylinder for driving the lifting frame to move up and down, a rotary cylinder arranged on the lifting frame, and a positioning jig fastened with the rotary cylinder.
Wherein, the welding hold-down mechanism include with crane parallel arrangement's first guide rail set spare, with first guide rail set spare is crisscross and sliding connection's second guide rail set spare, erect in support on the second guide rail set spare and set up in the support is close to the welding setting element of first module positioning mechanism one side, the welding setting element with set up in module lateral wall on the first module positioning mechanism cooperates.
The module cylinder manifold installation station is provided with cylinder manifold installation mechanism, cylinder manifold installation mechanism includes the second frame, erects in the second module positioning mechanism of second frame top, set up in cylinder manifold hold-down mechanism of second module positioning mechanism one side and erect in the second module hold-down mechanism of second module positioning mechanism top.
The second module pressing mechanism comprises a pressing plate, two clamping jaws exposed at two opposite ends of the lower bottom surface of the pressing plate, a first air cylinder for driving the two clamping jaws to open and close, a driving mechanism for driving the pressing plate to move up and down, and a carding mechanism arranged on one side of the pressing plate.
The carding mechanism comprises a carding piece which is arranged on one side of the pressing plate in a sliding mode, and a second air cylinder which is arranged on the upper surface of the pressing plate and used for driving the carding piece to move up and down.
The invention has the beneficial effects that: the invention provides an automatic production line for a welding section of a battery module, which comprises a module bus bar mounting section for mounting a pretreated bus bar on the module, a module tab welding section for shaping and welding tabs of the module on which the bus bar is mounted, and a module welding test section for mounting a module protective cover processed by the module tab welding section and detecting the module before offline.
Drawings
Fig. 1a is a layout view of a first stage of an automatic manufacturing line for a welding stage of a battery module according to the present invention.
Fig. 1b is a layout view of a second stage of an automatic production line for a welding stage of a battery module according to the present invention.
FIG. 2 is an isometric view of the manifold plate mounting mechanism in the module manifold plate mounting station of FIG. 1.
Fig. 3 is an isometric view of the second die set hold-down mechanism of fig. 2.
Fig. 4 is an isometric view of the module tab laser welding mechanism in the module tab laser welding station of fig. 1.
Fig. 5 is an isometric view of the first module positioning mechanism of fig. 4.
Fig. 6 is an isometric view of the weld hold-down mechanism of fig. 4.
Detailed Description
The technical scheme of the invention is further explained by the specific implementation mode in combination with the attached drawings.
With reference to fig. 1a to 6, the present embodiment provides an automatic production line for a battery module welding segment, which includes a module bus bar mounting segment for mounting a preprocessed bus bar plate on a module, a module tab welding segment for shaping and welding tabs of the module on which the bus bar plate is mounted, and a module welding test segment for mounting a module protection cover processed by the module tab welding segment and detecting the module before offline. The above sections in this embodiment are connected in sequence.
Further specifically, in this embodiment module cylinder manifold installation section detects station 0101, cylinder manifold material loading station 0102, cylinder manifold rubber coating including the module that links to each other in proper order and detects station 0103 and module cylinder manifold installation station 0104, through the setting of above-mentioned each station, high-efficient automatic assembles as an organic whole, labour saving and time saving with cylinder manifold and electric core module. In order to effectively promote the degree of automation of this module cylinder manifold installation section, this embodiment is provided with cylinder manifold installation mechanism at module cylinder manifold installation station 0104 to this fully promotes the installation effectiveness of cylinder manifold.
Specifically, cylinder manifold installation mechanism includes second frame 41, erects in second module positioning mechanism 42 of second frame 41 top, set up in cylinder manifold hold-down mechanism of second module positioning mechanism 42 one side and erect in second module hold-down mechanism 43 of second module positioning mechanism 42 top, second module hold-down mechanism 43 includes clamp plate 431, expose in two clamping jaws 432, the drive two of the relative both ends of clamp plate 431 lower floor the first cylinder 433 that clamping jaw 432 opened and shut, the drive mechanism 434 of drive clamp plate 431 up-and-down motion and set up in the carding mechanism of clamp plate 431 one side, carding mechanism includes that the slide erects in carding piece 4351 of clamp plate 431 one side, and erects in clamp plate 431 upper surface is used for the drive second cylinder 4352 of carding piece 4351 up-and-down motion.
Adopt the cylinder manifold installation mechanism of above-mentioned structural design, when the module of treating the installation cylinder manifold transfers to second module positioning mechanism 42 along the assembly line, second module hold-down mechanism 43 that is located second module positioning mechanism 42 top compresses tightly the module through clamp plate 431 to press from both sides the module tightly through two clamping jaws 432, later, comb piece 4351 and move down wholly under the drive action of second cylinder 4352, comb a plurality of utmost point ears that expose in the module lateral wall, later cylinder manifold hold-down mechanism cooperates visual positioning system drive cylinder manifold under the drive of multiaxis manipulator, install the cylinder manifold in a module side, later second module hold-down mechanism 43, cylinder manifold hold-down mechanism resets, second module positioning mechanism 42 drives the module and rotates 180 degrees, continue to repeat above-mentioned action and install the cylinder manifold to the another side of module. The specific structural design of the second module positioning mechanism 42 is closer to the first module positioning mechanism 52 in the lower module tab laser welding mechanism, and will not be described in detail herein.
After accomplishing above-mentioned process, the module after the processing gets into module utmost point ear welding section, and is further specific, and utmost point ear plastic section in this embodiment is including module utmost point ear bending station 0201, module utmost point ear roll flat station 0202, module utmost point ear laser welding station 0203, module defective products ejection of compact station 0204 and module utmost point ear postweld detection station 0205 that link to each other in proper order.
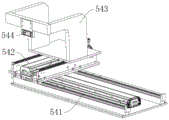
Further, in order to efficiently and automatically complete the welding of the tab, a module tab laser welding mechanism is disposed at a module tab laser welding station 0203 in this embodiment, specifically, the module tab laser welding mechanism includes a first frame 51, a first module positioning mechanism 52 erected on the first frame 51, a first module pressing mechanism 53 disposed above the first module positioning mechanism 52, and a welding pressing mechanism 54 disposed on one side of the first module positioning mechanism 52, where the first module positioning mechanism 52 includes a lifting frame 521, a lifting cylinder 522 for driving the lifting frame 521 to move up and down, a rotating cylinder 523 (which may be set as a motor as needed) mounted on the lifting frame 521, and a positioning jig 524 fastened to the rotating cylinder 523, and the welding pressing mechanism 54 includes a first guide rail component 541, a second guide rail component 541, a third guide rail component 524, and a fourth guide rail component 541, which are disposed in parallel to the lifting frame 521, The module comprises a second guide rail component 542, a bracket 543 and a welding positioning part 544, wherein the second guide rail component 542 is staggered with the first guide rail component 541 and is in sliding connection with the first guide rail component 541, the bracket 543 is erected on the second guide rail component 542, the welding positioning part 544 is arranged on one side of the bracket 543 close to the first module positioning mechanism 52, and the welding positioning part 544 is matched with one side wall of the module arranged on the first module positioning mechanism 52.
By adopting the module tab laser welding mechanism designed by the mechanism, when the module is transferred to the positioning jig 524 of the first module positioning mechanism 52, the lifting cylinder 522 positioned below the first module positioning mechanism 52 lifts the lifting frame 521 upwards to drive the module to move upwards, then the pressing end of the first module pressing mechanism 53 moves downwards to press the module tightly, and then, the welding positioning piece 544 positioned on the bracket 543 is driven by the first guide rail component 541 and the second guide rail component 542 to move to and abut against one side wall of the module, and then the welding head is driven by the welding robot of the module tab laser welding station 0203 to weld, after one side of the module is welded, the welding robot, the first module pressing mechanism 53 and the welding pressing mechanism 54 are all reset, and after the first module positioning mechanism 52 drives the module to rotate for 180 degrees, the actions are continuously repeated to weld the other side of the module.
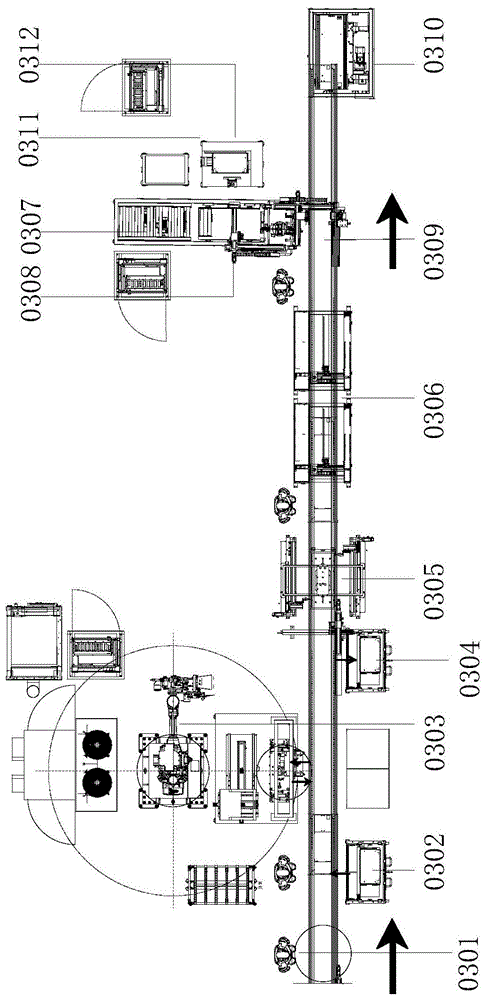
After the steps are completed, the processed module enters a module welding test section, and the module welding test section comprises a FPC assembling station 0301, a defective product discharging station 0302, a FPC welding station 0303, a FPC post-welding detection station 0304, a welding slag cleaning station 0305, an EOL test station 0306, a protective cover loading station 0307, a protective cover transferring station 0308, a module height test and protective cover installation station 0309, a module blanking manipulator station 0310, a module flatness detection station 0311 and a module appearance detection station 0312 which are sequentially connected.
Through the setting of above-mentioned each station, progressively carry out automated inspection to the battery module after the welding, then effectively ensure the product yield, prevent that the defective products from sneaking into, and then the effectual manpower of having saved, very big promotion the module yield.
The technical principle of the present invention is described above in connection with specific embodiments. The description is made for the purpose of illustrating the principles of the invention and should not be construed in any way as limiting the scope of the invention. Based on the explanations herein, those skilled in the art will be able to conceive of other embodiments of the present invention without inventive effort, which would fall within the scope of the present invention.