CN112649191A - 蜗杆齿槽宽对比检测装置及方法 - Google Patents
蜗杆齿槽宽对比检测装置及方法 Download PDFInfo
- Publication number
- CN112649191A CN112649191A CN202011378427.7A CN202011378427A CN112649191A CN 112649191 A CN112649191 A CN 112649191A CN 202011378427 A CN202011378427 A CN 202011378427A CN 112649191 A CN112649191 A CN 112649191A
- Authority
- CN
- China
- Prior art keywords
- worm
- dial indicator
- tooth
- frame
- ball head
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images










Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01M—TESTING STATIC OR DYNAMIC BALANCE OF MACHINES OR STRUCTURES; TESTING OF STRUCTURES OR APPARATUS, NOT OTHERWISE PROVIDED FOR
- G01M13/00—Testing of machine parts
- G01M13/02—Gearings; Transmission mechanisms
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- A Measuring Device Byusing Mechanical Method (AREA)
Abstract
本发明公开了一种蜗杆齿槽宽对比检测的装置和方法。本发明的装置包括移动控制模块、被测件夹持模块、检测模块及支撑固定模块。其中Z向立柱移动控制模块的测量座通过升降螺母安装在立柱上,可在Z轴方向实现升降;测量座上安装带金属测量球头的百分表。通过在X向移动导轨上安装左右顶针架来固定蜗杆,移动调节后使得Z方向上的金属测量球头能够在蜗杆的两齿之间。通过标准蜗杆对百分表进行调零后,对待测蜗杆的每个齿槽宽进行对比检测,若百分表读数为零,则不存在偏差;否则待测蜗杆与标准蜗杆的齿槽宽存在偏差。本发明能够通过百分表读数来快速进行蜗杆齿槽宽的对比检测,装置运动误差小,测量精度高,适用范围广。
Description
技术领域
本发明涉及一种适用于蜗杆齿槽宽对比检测的装置,特别涉及一种能够实现对不同模数的蜗杆齿槽宽的对比检测装置及方法。
背景技术
蜗杆传动由涡轮和蜗杆组成,其中蜗杆为主动件;传动过程中,效率低下,滑动速度大,容易发热,因此,对蜗杆加工往往需要较高的精度,特别是对蜗杆齿槽宽的检测是控制蜗杆齿部加工尺寸的主要手段。
目前在机械生产加工过程中,工作人员需要对加工生产以后的成品蜗杆进行检测,以保证产品的合格率。对蜗杆齿槽宽的检测一般都采用直接测量法,即用齿槽宽卡尺一个齿一个齿手工持尺测量,用卡尺测量齿槽宽偏差是以齿顶圆为基础的,但是实际由于蜗杆的加工误差以及热处理后导致弯曲变形,实际测量位置将偏离分度圆,而且测量卡尺的分辨率也很差,这些因素都将造成耗时耗力,效率低下,使得测量结果不够准确。
因此,研发一套能对蜗杆的齿槽宽进行快速、可靠检验的装置显得尤为重要。该装置需要快速反应待测蜗杆与标准蜗杆齿槽宽之间是否存在偏差,提升和完善企业的产品质量检测能力与质量追溯管理体系。
发明内容
针对背景技术中现有技术的不足,本发明的目的在于提供一种用于蜗杆齿槽宽对比检测的装置及方法。
本发明解决其技术问题所采用的技术方案是:
本发明中的检测装置包括移动控制模块、被测件夹持模块、检测模块及支撑固定模块;所述移动控制模块包括X向导轨移动控制模块和Z向立柱移动控制模块;
所述X向导轨移动控制模块包括测量实验台座、左顶针架、右顶针架,所述测量实验台座包括移动导轨、胶木手轮和胶木螺帽;
所述X向导轨移动控制模块主要用于控制左顶针架和右顶针架沿X方向的移动,调节顶针架的胶木螺帽用于粗调蜗杆在X方向的位置,使得Z方向上的金属测量球头能够在蜗杆的两齿之间;所述右顶针架上的顶针架手柄用于控制右顶针的左右移动来装取蜗杆;
所述的胶木手轮用于对移动导轨的位置微调;
所述被测件夹持模块设置在所述左顶针架和右顶针架上,包括左顶针和右顶针,主要用于蜗杆在X方向上的固定;
所述Z向立柱移动控制模块包括测量座、升降螺母和立柱;测量座通过升降螺母安装在立柱上,调节升降螺母可以实现测量座在Z轴方向的升降;
所述检测模块包括百分表、金属测量球头、金属连接杆和表架,所述表架安装在所述测量座上,可利用表架手柄抬起或者放下,所述百分表通过螺纹通孔安装在表架上;
对于不同齿槽宽的蜗杆配有不同测量直径的金属测量球头,所述金属测量球头位于金属连接杆末端,所述金属连接杆的另一端与百分表依靠螺纹相接。
所述支撑固定模块包括胶木螺钉、固紧螺钉、普通螺钉、M4胶木螺钉、弹簧、支撑挡块、金属挡板和金属连接块。
本发明装置采用百分表对待测蜗杆的齿槽宽进行检测,判断其是否与标准蜗杆齿槽宽存在偏差。装置所能测量的蜗杆的测量模数为1~6mm,测量最大直径为300mm。
所述X向导轨移动控制模块可以安装不同模数的蜗杆,并能够调节蜗杆相对于金属测量球头的的位置,使百分表能够对蜗杆每一个齿的齿槽宽进行检验。
所述Z向立柱移动控制模块可以控制测量座沿Z轴上下移动,抬起表架手柄可以将表架上的百分表放下,百分表下的金属测量球头依据不同齿槽宽的蜗杆定制,用以检测对应蜗杆的齿槽宽。调整金属测量球头和蜗杆的位置,使百分表下端金属测量球头位于蜗杆齿槽接近于齿轮分度圆的位置处,读取百分表的读数便可完成待测蜗杆相对于标准蜗杆齿槽宽的快速对比检测。
利用上述装置实现蜗杆齿槽宽的对比检测的方法如下:第一步,在对待测蜗杆的齿槽宽进行检测前,完成调零工作;
将标准蜗杆安装在左右两个顶针架之间,粗调标准蜗杆相对于金属测量球头的位置,使标准蜗杆的一个齿槽大致位于金属测量球头下方,左顶针和右顶针夹紧标准蜗杆,调节立柱上的升降螺母控制测量座Z向高度,抬起表架手柄,放下百分表,使百分表放下后金属测量球头能接触到标准蜗杆,寻找到金属测量球头在标准蜗杆上的某一位置使百分表的读数最小,即金属测量球头的球心大致位置位于标准蜗杆两齿的分度圆处,调节百分表的读数,使得百分表的读数位于零位;
第二步,安装待测蜗杆;
放下表架手柄,抬起百分表,放开右顶针架上的顶针架手柄拆除标准蜗杆,锁紧所述顶针架手柄将待测蜗杆安装在左右两个顶针上,粗调待测蜗杆相对于金属测量球头的位置,使待测蜗杆的第一个齿槽大致位于金属测量球头下方,锁定右顶针架的顶针架手柄,抬起表架手柄,放下百分表,使金属测量球头位于第一个齿和第二个齿之间,调整胶木手轮完成细调;
第三步,齿槽宽比对检测;
观察百分表的读数,看其是否位于零位,若位于零位,则待测蜗杆与标准蜗杆的第一齿齿槽宽不存在偏差,则放下手柄,抬起百分表,按所述第二步方式调整待测蜗杆的位置,使待测蜗杆的第二个齿槽大致位于金属测量球头下方,抬起手柄,放下百分表,使测量球头位于第二齿和第三齿之间,细调胶木手轮,同样观察百分表读数是否位于零位,即可判断待测蜗杆的第二齿槽宽和标准蜗杆是否存在偏差;剩余的其它齿齿槽宽也用同样的方式测量,以此快速实现对待测蜗杆每个齿槽宽的检测;所述百分表读数如不在零位,则待测蜗杆与标准蜗杆的齿槽宽存在偏差。
所述检测方法中,对标准蜗杆进行调零时,金属测量球头使百分表读数最小的位置位于蜗杆的分度圆位置,即金属测量球头球心位于分度圆位置处。对标准蜗杆而言,分度圆直径d(半径r)和齿根圆直径df(半径rf)存在确定的关系,设测量球头球心到齿根圆的距离为△d,则△d等于1.25m,其中m为蜗杆的模数,z为齿数,对同一标准蜗杆而言,△d和齿槽宽e满足一定的几何关系,假设比例系数为k,对于不同模数的标准蜗杆则存在不同的k值。当对待测蜗杆进行测量时,如果△d发生变化,即待测蜗杆的齿槽宽与标准蜗杆存在偏差,并且会引起百分表的读数不在零位。其中:
d=mz (1)
df=m(z-2.5) (2)

Δd=ke (4)
待测蜗杆齿槽宽检测时,若所述百分表读数往左偏或往右偏,则所述待测蜗杆的齿槽宽e’大于或小于标准蜗杆的齿槽宽e,此时金属测量球头球心到待测蜗杆齿根圆的距离△d’小于或大于金属测量球头球心到标准蜗杆齿根圆的距离△d,百分表读数记为l,且△d和△d’的差值δ即为百分表的读数l,由几何关系得,△d和△d’的差值δ和齿槽宽的变化△e成比例系数为k’的关系:
l=Δd′-Δd=δ=k′(e′-e)=k′Δe (5)
与背景技术相比,本发明的有益效果是:
1、本发明将百分表和金属测量球头通过金属连接杆连接,可对相同模数的标准蜗杆和待测蜗杆齿槽宽进行快速的对比检测,百分表的读数即对应齿槽宽的偏差值;
2、本发明对于不同模数的标准蜗杆和待测蜗杆采用直径相对应的金属测量球头进行检测,金属测量球头根据不同模数蜗杆的齿槽宽通过车削加工定制,可以适应不同齿槽宽的被测蜗杆,可明显提高测量准确度,实际应用更广,更能准确反映被测蜗杆齿槽宽的实际情况;
3、本发明所能检测的蜗杆模数范围为1~6mm,检测最大直径为300mm,垂直度最高精度为0.005~0.003,平行度最高精度为0.008~0.01,该装置运动误差小,稳定精度高,机械接触良好,结构设计紧凑;
4、本发明通过改变X向导轨上左右顶针架的水平位置来固定安装不同模数的蜗杆,应用更加方便快捷;
5、本发明通过Z向立柱移动控制模块可以实现即可对百分表和金属测量球头实现升降,操作方便,检测效率高。
附图说明
图1是本发明的蜗杆齿槽宽对比检测装置的总体结构图。
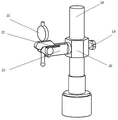
图2是本发明的测量实验台座的结构示意图。
图3是本发明的左顶针架的结构示意图。
图4是本发明的右顶针架的结构示意图。
图5是本发明的金属测量球头结构示意图。
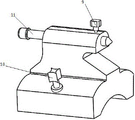
图6是本发明的Z向立柱移动控制模块结构示意图。
图7是本发明的表架内部结构的示意图。
图8是本发明的表架内部结构的左视图。
图9是本发明的待测蜗杆结构示意图。
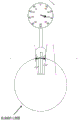
图10是本发明的标准蜗杆调零原理示意图。
图11是本发明的蜗杆齿槽宽对比测量装置的工作流程图。
图12是待测蜗杆齿槽宽大于标准蜗杆齿槽宽的检测情况示意图。
图13是待测蜗杆齿槽宽小于标准蜗杆齿槽宽的检测情况示意图。
图中:1、左顶针架;2、右顶针架;3、测量实验台座;4、Z向立柱移动控制模块;5、胶木手轮;6、第一胶木螺帽;7、第一移动导轨;8、第二移动导轨;9、第二胶木螺帽;10、第三胶木螺帽;11、左顶针;12、第四胶木螺帽;13、顶针架手柄;14、第五胶木螺帽;15、右顶针;16、金属测量球头;17、金属连接杆;18、立柱;19、升降螺母;20、测量座;21、百分表;22、表架手柄;23、表架;24、弹簧;25、悬臂;26、螺纹通孔;27、金属支撑挡块;28、金属连接板;29、挡板;30、待测蜗杆。
具体实施方式
如图1~8所示,左顶针架1和右顶针架2分别安装在测量实验台座3的第一移动导轨7和第二移动导轨8在X方向上的左右两侧,左顶针架1和右顶针架2可沿着X方向在移动导轨上自由移动,待测蜗杆30通过左顶针11和右顶针15安装固定。Z向立柱移动控制模块4安装在测量实验台座3的一侧,测量座20安装在立柱18上,可通过升降螺母19实现在Z轴方向的升降。表架23安装在测量座20上,百分表21安装在表架23上,百分表21的测量精度为0.01mm。金属连接杆17与百分表21通过螺纹连接配合,金属测量球头16与金属连接杆17的另一端相连。
如图2所示,胶木手轮5用于实现移动导轨在X方向微调处理,第一胶木螺帽6用于移动导轨的锁紧。
如图3、4所示,左顶针11和右顶针15分别安装在左右顶针架上,第二胶木螺帽9和第四胶木螺帽12用于将顶针锁紧;第三胶木螺帽10和第五胶木螺帽14用于锁紧两个顶针架,拧松后可以使顶针架在移动导轨上沿X方向移动。操作右顶针架2上的顶针架手柄13可用于控制右顶针15的左右移动来装取待测蜗杆30。
如图5所示,金属连接杆17和金属测量球头16由车床加工定制,用于适合不同模数的蜗杆。
如图6所示,测量座20安装在立柱18上,调节升降螺母19可以实现测量座20沿Z轴的升降,表架23安装在测量座20上,调节表架手柄22可以实现百分表21的升降,抬起表架手柄22可放下百分表,放下表架手柄22,百分表21悬起。金属连接杆17通过螺纹与百分表21连接,金属连接杆17另一端有金属测量球头16。
如图7所示,表架手柄22向内贯穿挡板29连接有金属支撑挡块27,金属支撑挡块27可随表架手柄22一起转动,用以撑起和放下表架23上的悬臂25,悬臂25和金属连接板28之间通过弹簧24连接,用以保证悬臂25可上下活动的范围,金属连接板28安装在两块金属挡板29之间。悬臂25上的螺纹通孔26用来安装百分表21。
如图8所示,悬臂25和金属连接板28之间通过弹簧24连接,表架手柄22放下时,金属支撑挡块27将悬臂25顶起,百分表21能够悬起;当表架手柄22抬起时,金属支撑挡块27向如图8顺时针方向转动,悬臂25下降,百分表21能够放下用于检测。
金属测量球头16在测量时应卡于如图9所示的待测蜗杆30的两齿之间。
蜗杆齿槽宽对比检测方法的流程图如图11所示。
第一步,是在对待测蜗杆的齿槽宽进行检测前,完成调零工作,如图10所示;
将标准蜗杆安装在左右两个顶针架之间,粗调标准蜗杆相对于金属测量球头的位置,使标准蜗杆的一个齿槽大致位于金属测量球头下方,左顶针和右顶针夹紧标准蜗杆,调节立柱上的升降螺母控制测量座Z向高度,抬起表架手柄,放下百分表,使百分表放下后金属测量球头能接触到标准蜗杆,寻找到金属测量球头在标准蜗杆上的某一位置使百分表的读数最小,即金属测量球头的球心大致位置位于标准蜗杆两齿的分度圆处,调节百分表的读数,使得百分表的读数位于零位。
设此时金属测量球头球心到标准蜗杆齿根圆的距离为△d,则△d为一定值,对同一标准蜗杆而言,△d和齿槽宽e满足一定的几何关系,假设比例系数为k,对于不同模数的标准蜗杆则存在不同的k值。△d、分度圆直径d(半径r)和齿根圆直径df(半径rf)存在确定的关系(其中m为蜗杆的模数,z为齿数):
d=mz (1)
df=m(z-2.5) (2)

Δd=ke (4)
第二步,安装待测蜗杆:
放下表架手柄,抬起百分表,放开右顶针架上的顶针架手柄拆除标准蜗杆,将待测蜗杆安装在左右两个顶针上,粗调待测蜗杆相对于金属测量球头的位置,使待测蜗杆的第一个齿槽大致位于金属测量球头下方,锁定右顶针架的顶针架手柄,抬起表架手柄,放下百分表,使金属测量球头位于第一个齿和第二个齿之间,调整胶木手轮完成细调;
第三步,齿槽宽比对检测:
观察百分表的读数,看其是否位于零位,若位于零位,则待测蜗杆与标准蜗杆的第一齿齿槽宽不存在偏差,则放下手柄,抬起百分表,按所述第二步方式调整待测蜗杆的位置,使待测蜗杆的第二个齿槽大致位于金属测量球头下方,抬起手柄,放下百分表,使测量球头位于第二齿和第三齿之间,细调胶木手轮,同样观察百分表读数是否位于零位,即可判断待测蜗杆的第二齿槽宽和标准蜗杆是否存在偏差;剩余其它齿的齿槽宽也用同样的方式测量,以此快速实现对待测蜗杆每个齿槽宽的检测;所述百分表读数如不在零位,则待测蜗杆与标准蜗杆的齿槽宽存在偏差。
如图12所示,为待测蜗杆齿槽宽大于标准蜗杆齿槽宽的检测情况。此时百分表往左偏,则待测蜗杆的齿槽宽e’大于标准蜗杆齿槽宽e,此时金属测量球头球心到齿根圆的距离记为△d’,△d大于△d’,此时百分表读数记为l,且△d和△d’的差值δ即为百分表的读数l,由几何关系得,△d的变化即百分表的读数和齿槽宽的变化△e成比例系数为k1的关系。由此,标准蜗杆与待测蜗杆齿槽宽的偏差反应为百分表的读数l。
Δd=ke>Δd' (6)
l=Δd'-Δd=δ=k1(e'-e)=k1Δe (7)
如图13所示,为待测蜗杆齿槽宽小于标准蜗杆齿槽宽的检测情况。此时百分表往右偏,则待测蜗杆的齿槽宽e”小于标准蜗杆齿槽宽e,此时金属测量球头球心到齿根圆的距离记为△d”,因此△d小于△d”,此时百分表读数记为l’,且△d和△d”的差值δ’即为百分表读数l’,由几何关系得,△d的变化即百分表的读数和齿槽宽的变化△e’成比例系数为k2的关系。由此,标准蜗杆与待测蜗杆齿槽宽的偏差反应为百分表的读数l’。
Δd=ke<Δd' (8)
l'=Δd”-Δd=δ'=k2(e”-e)=k2Δe' (9)
所述待测蜗杆的剩余齿槽宽的检测均可按上述原理方法检测。如果百分表读数在允许误差范围内,则该待测蜗杆为合格产品;如果百分表读数超出允许误差范围,则该待测蜗杆为不合格产品。
对本发明装置中使用的百分表、金属测量球头进行定期校准,从而可使蜗杆齿槽宽对比测量结果溯源至国家齿槽宽基准。
以上所述,仅是本发明的较佳实施例,并非对本发明作任何限制,凡是根据本发明技术实质对以上实施例所作的任何简单修改、变更以及等效结构变化,均仍属于本发明技术方案的保护范围内。
Claims (3)
1.一种蜗杆齿槽宽对比检测装置,其特征在于:
包括移动控制模块、被测件夹持模块、检测模块及支撑固定模块;
所述移动控制模块包括X向导轨移动控制模块和Z向立柱移动控制模块;
所述X向导轨移动控制模块包括测量实验台座、左顶针架、右顶针架,所述测量实验台座包括移动导轨、胶木手轮和胶木螺帽;
所述X向导轨移动控制模块主要用于控制左顶针架和右顶针架沿X方向的移动,调节顶针架的胶木螺帽用于粗调蜗杆在X方向的位置,使得Z方向上的金属测量球头能够在蜗杆的两齿之间;所述右顶针架上的顶针架手柄用于控制右顶针的左右移动来装取蜗杆;
所述的胶木手轮用于对移动导轨的位置微调;
所述被测件夹持模块设置在所述左顶针架和右顶针架上,包括左顶针和右顶针,主要用于蜗杆在X方向上的固定;
所述Z向立柱移动控制模块包括测量座、升降螺母和立柱;测量座通过升降螺母安装在立柱上,调节升降螺母可以实现测量座在Z轴方向的升降;
所述检测模块包括百分表、金属测量球头、金属连接杆和表架,所述表架安装在所述测量座上,可利用表架手柄抬起或者放下,所述百分表通过螺纹通孔安装在表架上;
对于不同齿槽宽的蜗杆配有不同测量直径的金属测量球头,所述金属测量球头位于金属连接杆末端,所述金属连接杆的另一端与百分表依靠螺纹相接。
2.蜗杆齿槽宽对比检测方法,使用权利要求1所述的装置,其特征在于:
第一步,在对待测蜗杆的齿槽宽进行检测前,完成调零工作;
将标准蜗杆安装在左右两个顶针架之间,粗调标准蜗杆相对于金属测量球头的位置,使标准蜗杆的一个齿槽大致位于金属测量球头下方,左顶针和右顶针夹紧标准蜗杆,调节立柱上的升降螺母控制测量座Z向高度,抬起表架手柄,放下百分表,使百分表放下后金属测量球头能接触到标准蜗杆,寻找到金属测量球头在标准蜗杆上的某一位置使百分表的读数最小,即金属测量球头的球心大致位置位于标准蜗杆两齿的分度圆处,调节百分表的读数,使得百分表的读数位于零位;
第二步,安装待测蜗杆;
放下表架手柄,抬起百分表,放开右顶针架上的顶针架手柄拆除标准蜗杆,锁紧所述顶针架手柄将待测蜗杆安装在左右两个顶针上,粗调待测蜗杆相对于金属测量球头的位置,使待测蜗杆的第一个齿槽大致位于金属测量球头下方,锁定右顶针架的顶针架手柄,抬起表架手柄,放下百分表,使金属测量球头位于第一个齿和第二个齿之间,调整胶木手轮完成细调;
第三步,齿槽宽比对检测;
观察百分表的读数,看其是否位于零位,若位于零位,则待测蜗杆与标准蜗杆的第一齿齿槽宽不存在偏差,则放下手柄,抬起百分表,按所述第二步方式调整待测蜗杆的位置,使待测蜗杆的第二个齿槽大致位于金属测量球头下方,抬起手柄,放下百分表,使测量球头位于第二齿和第三齿之间,细调胶木手轮,同样观察百分表读数是否位于零位,即可判断待测蜗杆的第二齿槽宽和标准蜗杆是否存在偏差;剩余的其它齿齿槽宽也用同样的方式测量,以此快速实现对待测蜗杆每个齿槽宽的检测;所述百分表读数如不在零位,则待测蜗杆与标准蜗杆的齿槽宽存在偏差。
3.根据权利要求2所述的蜗杆齿槽宽对比检测方法,其特征在于:
待测蜗杆齿槽宽检测时,若所述百分表读数往左偏或往右偏,则所述待测蜗杆的齿槽宽e’大于或小于标准蜗杆的齿槽宽e,此时金属测量球头球心到待测蜗杆齿根圆的距离△d’小于或大于金属测量球头球心到标准蜗杆齿根圆的距离△d,百分表读数记为l,且△d和△d’的差值δ即为百分表的读数l,由几何关系得,△d和△d’的差值δ和齿槽宽的变化△e成比例系数为k’的关系:
l=Δd′-Δd=δ=k′(e′-e)=k′Δe。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011378427.7A CN112649191B (zh) | 2020-11-30 | 2020-11-30 | 蜗杆齿槽宽对比检测装置及方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011378427.7A CN112649191B (zh) | 2020-11-30 | 2020-11-30 | 蜗杆齿槽宽对比检测装置及方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN112649191A true CN112649191A (zh) | 2021-04-13 |
| CN112649191B CN112649191B (zh) | 2022-11-29 |
Family
ID=75349875
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202011378427.7A Active CN112649191B (zh) | 2020-11-30 | 2020-11-30 | 蜗杆齿槽宽对比检测装置及方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112649191B (zh) |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB577218A (en) * | 1943-03-04 | 1946-05-09 | Kodak Ltd | Improvements in or relating to a gear testing machine |
| CN2847213Y (zh) * | 2005-12-17 | 2006-12-13 | 江苏罡阳股份有限公司 | 齿条活塞内外结构相对位置尺寸测量装置 |
| CN201138186Y (zh) * | 2007-11-23 | 2008-10-22 | 株洲齿轮有限责任公司 | 一种直立式齿轮内花键棒间距检具 |
| CN201772848U (zh) * | 2010-07-13 | 2011-03-23 | 沪东重机有限公司 | 一种用于机床传动用蜗条和齿条安装精度检验的精度量具 |
| CN105627876A (zh) * | 2015-12-18 | 2016-06-01 | 天津天海同步科技有限公司 | 一种内花键作用齿槽宽检具 |
| WO2017151542A1 (en) * | 2016-03-01 | 2017-09-08 | Gleason Metrology Systems Comporation | Measurement of worm gears |
| CN206670520U (zh) * | 2017-03-17 | 2017-11-24 | 上海新剑机电科技发展有限公司 | 蜗杆小径快速检测装置 |
| CN210981130U (zh) * | 2020-01-15 | 2020-07-10 | 井陉矿务局工贸总公司 | 一种蜗杆轴线偏差测量装置 |
| CN211060763U (zh) * | 2019-12-30 | 2020-07-21 | 井陉矿务局工贸总公司 | 一种齿槽宽度校核装置 |
| CN111536858A (zh) * | 2020-04-29 | 2020-08-14 | 大连创新零部件制造公司 | 手持式比较法蜗杆跨棒距三针测量仪及测量方法 |
-
2020
- 2020-11-30 CN CN202011378427.7A patent/CN112649191B/zh active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB577218A (en) * | 1943-03-04 | 1946-05-09 | Kodak Ltd | Improvements in or relating to a gear testing machine |
| CN2847213Y (zh) * | 2005-12-17 | 2006-12-13 | 江苏罡阳股份有限公司 | 齿条活塞内外结构相对位置尺寸测量装置 |
| CN201138186Y (zh) * | 2007-11-23 | 2008-10-22 | 株洲齿轮有限责任公司 | 一种直立式齿轮内花键棒间距检具 |
| CN201772848U (zh) * | 2010-07-13 | 2011-03-23 | 沪东重机有限公司 | 一种用于机床传动用蜗条和齿条安装精度检验的精度量具 |
| CN105627876A (zh) * | 2015-12-18 | 2016-06-01 | 天津天海同步科技有限公司 | 一种内花键作用齿槽宽检具 |
| WO2017151542A1 (en) * | 2016-03-01 | 2017-09-08 | Gleason Metrology Systems Comporation | Measurement of worm gears |
| CN206670520U (zh) * | 2017-03-17 | 2017-11-24 | 上海新剑机电科技发展有限公司 | 蜗杆小径快速检测装置 |
| CN211060763U (zh) * | 2019-12-30 | 2020-07-21 | 井陉矿务局工贸总公司 | 一种齿槽宽度校核装置 |
| CN210981130U (zh) * | 2020-01-15 | 2020-07-10 | 井陉矿务局工贸总公司 | 一种蜗杆轴线偏差测量装置 |
| CN111536858A (zh) * | 2020-04-29 | 2020-08-14 | 大连创新零部件制造公司 | 手持式比较法蜗杆跨棒距三针测量仪及测量方法 |
Non-Patent Citations (1)
| Title |
|---|
| 程红: "多头蜗杆轴向齿距的测量及其对加工的指导意义", 《计量技术》 * |
Also Published As
| Publication number | Publication date |
|---|---|
| CN112649191B (zh) | 2022-11-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109186413B (zh) | 一种测量直径可调的球径仪及曲率半径和偏移量测量方法 | |
| CN210464336U (zh) | 一种用于轴承内圈挡边角度测量的角度调整工作台 | |
| CN111879512A (zh) | 一种蜗轮蜗杆啮合检测装置 | |
| CN115235402A (zh) | 一种高精度检测机 | |
| CN111207656A (zh) | Rv减速器摆线轮齿廓的快速计量装置与计量方法 | |
| CN212844334U (zh) | 一种蜗轮蜗杆啮合检测装置 | |
| CN104075636B (zh) | 一种测量盘孔位置度的装置 | |
| CN112649191B (zh) | 蜗杆齿槽宽对比检测装置及方法 | |
| CN117760298A (zh) | 主轴箱平行度的检测装置及其检测方法 | |
| CN210135858U (zh) | 一种基于激光干涉的大量程长度测量量具综合检校装置 | |
| CN110345837B (zh) | 一种基于激光干涉的大量程长度测量量具综合检校装置 | |
| CN219531923U (zh) | 一种长轴件同轴度快速检测装置 | |
| CN111623693A (zh) | 一种柱体圆度检测工具 | |
| CN201983974U (zh) | 一种圈类零件硬度检验支架 | |
| CN108615546B (zh) | 一种测量齿轮齿根残余应力角度调节装置 | |
| CN111854562B (zh) | 通用型玻璃升降器导轨检具及检测方法 | |
| CN211084984U (zh) | 一种百分表校准装置 | |
| CN208155199U (zh) | 一种轴向尺寸测量装置 | |
| CN219869591U (zh) | 一种电动车车架的三坐标测量检具 | |
| CN219776607U (zh) | 一种汽车转向器输入轴扁方对称度的快速检测检具 | |
| CN219403542U (zh) | 一种铣床丝杆螺母座y向孔检测装置 | |
| CN112629367B (zh) | 蜗杆齿形和齿厚检测装置及方法 | |
| CN112923830B (zh) | 一种平衡杆空间尺寸测量装置及其测量方法 | |
| CN221302205U (zh) | 一种导轨面与主轴孔的垂直度检测装置 | |
| CN221571355U (zh) | 柴油机气缸套同轴度检测用检具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |