CN112248245A - 自动加工生产方法 - Google Patents
自动加工生产方法 Download PDFInfo
- Publication number
- CN112248245A CN112248245A CN202011082389.0A CN202011082389A CN112248245A CN 112248245 A CN112248245 A CN 112248245A CN 202011082389 A CN202011082389 A CN 202011082389A CN 112248245 A CN112248245 A CN 112248245A
- Authority
- CN
- China
- Prior art keywords
- loading
- production
- production equipment
- processed
- feeding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D1/00—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D7/00—Accessories specially adapted for use with machines or devices of the preceding groups
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D7/00—Accessories specially adapted for use with machines or devices of the preceding groups
- B28D7/005—Devices for the automatic drive or the program control of the machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D7/00—Accessories specially adapted for use with machines or devices of the preceding groups
- B28D7/04—Accessories specially adapted for use with machines or devices of the preceding groups for supporting or holding work or conveying or discharging work
Abstract
本发明公开了一种自动加工生产方法,包括步骤有:(1)第一上下料机械手将第一料框处的待加工工件转送到第一生产设备的工作台上,以及第二上下料机械手将第二料框处的待加工工件转送到第二生产设备的工作台上,由第一生产设备和第二生产设备对各自工作台上的待加工工件进行自动化加工;以及(2)第一上下料机械手再次将第一料框处的待加工工件转送到第一生产设备之工作台上的同时,第二上下料机械手将第一生产设备之工作台上的已加工工件取走;同理,第二上下料机械手再次将第二料框处的待加工工件转送到第二生产设备之工作台上的同时,第一上下料机械手将第二生产设备之工作台上的已加工工件取走;以缩短上下料工时和提高加工效率。
Description
技术领域
本发明涉及机加工领域,尤其涉及一种适用对工件尤其是玻璃工件进行自动化加工的自动加工生产方法。
背景技术
随着经济的不断发展及社会的不断进步,为人们的生活提供各种各样的物质消费品,而电子设备就是诸多的物质消费品中的一种。
众周所知,智能手机、智能手表、车载导航仪、平板电脑、笔记本电脑等均属于电子设备;而在电子设备中,离不开各种屏幕的使用,例如有触摸屏和非触摸屏等。
其中,对于触摸屏或非触摸屏来说,它的材质一般为玻璃,故在触摸屏或非触摸屏的制造过程中,离不开玻璃的各种加工,例如但不限于此的雕铣加工。
而现有对玻璃进行自动加工的生产线来说,一般由两套或两套以上相互独立的单元构成,每套单元一般包含生产设备、位于生产设备旁侧的料框及负责上下料的上下料机械手;由于每套单元的上下料机械手在上下料过程中只负责该套单元中的上下料操作,故对于该生产线的生产方法来说,其上下料机械手存在上下料的工时长,从而造成效率低的缺陷。
当然,除了对玻璃进行自动加工的其它生产线之生产方法来说,例如但不限于此的手机中板或手机中框等,同样存在上述的缺陷。
因此,有必要提供一种提高加工效率和缩短上下料工时的自动加工生产方法来克服上述的缺陷。
发明内容
本发明的目的在于提供一种提高加工效率和缩短上下料工时的自动加工生产方法。
为实现上述目的,本发明提供了一种自动加工生产线的自动加工生产方法。其中,自动加工生产线包含第一生产设备、与所述第一生产设备并排且间隔开的第二生产设备、位于所述第一生产设备之旁侧的第一料框、位于所述第二生产设备之旁侧的第二料框、沿所述第一生产设备和第二生产设备的并排方向横跨于所述第一生产设备和第二生产设备两者上方的横梁、装配于所述横梁的第一上下料机械手及装配于所述横梁的第二上下料机械手。而本发明的自动加工生产方法包括步骤有:(1)第一上下料机械手将第一料框处的待加工工件转送到第一生产设备的工作台上,以及第二上下料机械手将第二料框处的待加工工件转送到第二生产设备的工作台上,由第一生产设备和第二生产设备对各自工作台上的待加工工件进行自动化加工;以及(2)第一上下料机械手再次将第一料框处的待加工工件转送到第一生产设备之工作台上的同时,第二上下料机械手将第一生产设备之工作台上的已加工工件取走;同理,第二上下料机械手再次将第二料框处的待加工工件转送到第二生产设备之工作台上的同时,第一上下料机械手将第二生产设备之工作台上的已加工工件取走。
较佳地,在步骤(2)中,第一上下料机械手和第二上下料机械手将取走的已加工工件转送到位于横梁正下方且处于第一生产设备与第二生产设备之间的并排空间内的外接输送线上,由外接输送线将已加工工件往外进行流水线输送。
较佳地,在步骤(2)中,第一上下料机械手在滑移至第一生产设备的工作台处的同时,第二上下料机械手滑移至外接输送线处,由第一上料机械手将从第一料框所取的待加工工件放置于第一生产设备的工作台上,由第二上下料机械手将从第一生产设备之工作台所取的已加工工件放置于外接输送线上。
较佳地,在步骤(2)中,第二上下料机械手在滑移至第二生产设备的工作台处的同时,第一上下料机械手滑移至外接输送线处,由第二上料机械手将从第二料框所取的待加工工件放置于第二生产设备的工作台上,由第一上下料机械手将从第二生产设备之工作台所取的已加工工件放置于外接输送线上。
较佳地,所述外接输送线输送已加工工件的方向与第一上下料机械手的滑移方向相互垂直。
较佳地,在步骤(2)中,第一上下料机械手在滑移至第一料框处的同时,第二上下料机械手滑移至第一生产设备的工作台处。
较佳地,在步骤(2)中,第二上下料机械手在滑移至第二料框处的同时,第一上下料机械手滑移至第二生产设备的工作台处。
较佳地,在步骤(1)中,第一上下料机械手在将第一料框的待加工工件转送到第一生产设备之工作台上后再滑移至第一生产设备与第二生产设备之间的并排空间内;第二上下料机械手在将第二料框的待加工工件转送到第二生产设备之工作台后再滑移至第一生产设备与第二生产设备之间的并排空间内。
较佳地,第一上下料机械手、第二上下料机械手、第一生产设备、第二生产设备及外接输送线在一控制器的控制下协调工作。
较佳地,第一料框和第二料框可沿交错于横梁的方向滑移。
与现有技术相比,由于第一上下料机械手再次将第一料框处的待加工工件转送到第一生产设备之工作台上的同时,第二上下料机械手将第一生产设备之工作台上的已加工工件取走;同理,第二上下料机械手再次将第二料框处的待加工工件转送到第二生产设备之工作台上的同时,第一上下料机械手将第二生产设备之工作台上的已加工工件取走;这样就能避免同一上下料机械手因先下料再上料而导致上下料工时过长,因而使得本发明的自动加工生产方法能缩短上下料工时和提高加工效率。
附图说明
图1是本发明的自动加工生产方法的流程图。
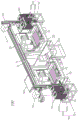
图2是实施本发明自动加工生产方法的自动加工生产线的立体结构示意图。
具体实施方式
现在参考附图描述本发明的实施例,附图中类似的元件标号代表类似的元件。
请参阅图2,实现本发明的自动加工生产方法的自动加工生产线100较优与一现有控制器200电性连接,以借助控制器200而提高自动加工生产线100的自动化水平。其中,自动加工生产线100包括第一生产设备10、第二生产设备20、第一料框30、第二料框40、第一上下料机械手50、第二上下料机械手60、横梁70及外接输送线80。第一生产设备10与第二生产设备20彼此间隔开地并排布置,较优的是,第一生产设备10还与第二生产设备20彼此对齐,以使得两者的布局更合理和更紧凑,但不以此为限;横梁70沿第一生产设备10和第二生产设备20的并排方向(即箭头A所指方向及相反方向)横跨第一生产设备10和第二生产设备20两者的上方,较优的是,横梁70通过两脚架71悬置于第一生产设备10和第二生产设备20两者的正上方,两脚架71位于第一生产设备10和第二生产设备20之间的并排空间21内,以确保结构紧凑性和合理性,但不以此为限;第一料框30位于第一生产设备10的旁侧,例如但不限于图2所展示第一生产设备10之左边的旁侧;第二料框40位于第二生产设备20的旁侧,例如但不限于图2所展示第二生产设备20之右边的旁侧;外接输送线80处于第一生产设备10和第二生产设备20之间的并排空间21内,外接输送线80还位于横梁70的正下方,较优的是,当横梁70通过两脚架71悬置于第一生产设备10和第二生产设备20的正上方时,此时的外接输送线80还位于两脚架71之间,状态见图2所示;第一上下料机械手50装配于横梁70,第二上下料机械手60装配于横梁70。具体地,第一料框30、第一生产设备10、第二生产设备20及第二料框40四者沿平行于第一生产设备10和第二生产设备20的并排方向依次对齐布置,这样设计的目的是使得自动加工生产线100的结构更紧凑及更合理,所占空间更小。需要说明的是,当不需要将下料后的工件往后续进行流水线输送时,此时可以将外接输送线80省除,而下料的工件可以用收集容器进行批量存放。更具体地,如下:
如图2所示,第一上下料机械手50及第二上下料机械手60各沿平行于第一生产设备10和第二生产设备20的并排方向滑设于横梁70,使得第一上下料机械手50和第二上下料机械手60各可在横梁70上滑移。由于第一上下料机械手50和第二上下料机械手60可于横梁70上自动滑移,此时,第一上下料机械手50及第二上下料机械手60各可安装有于横梁70上行走的行走机构,该行走机构例如主要由伺服电机和行走齿轮组成,而横梁70上对应地安装有与行走齿轮啮合的行走齿条;当然,根据实际需要,第一上下料机械手50和第二上下料机械手60还可以通过带传动、链传动或丝杆丝母传动的方式实现自动滑移的目的,它们的结构及装配关系都是本领域所熟知的,故在此不再赘述。
又如图2所示,外接输送线80为带输送线,当然,根据实际需要而选择为链输送线;同时,第一生产设备10和第二生产设备20各为数控机床,当然,根据实际需要而选择为除数控机床外的其它机床。再者,横梁70的一端延伸至第一料框30的正上方,横梁70的另一端延伸至第二料框40的正上方,以满足第一上下料机械手50及第二上下料机械手60于横梁70上滑移的行程需要。其中,为使得第一料框30和第二料框40能被滑移输送,故第一料框30和第二料框40两者的底部各设有料框输送线90,料框输送线90包含料框架91及装配于料框架91处的输送机构92;具体地,输送机构92包含滑设于料框架91之顶部的承托滑座92a及用于驱使承托滑座92a沿交错于并排方向滑移的带传动结构92b,以借助带传动机构92b驱使承托滑座92a连同承托滑座92a上的第一料框30或第二料框40沿交错于并排方向(例如但不限于此的与并排方向相垂直的方向)滑移的目的;较优的是,承托滑座92a上设有用于对第一料框30或第二料框40定位和装夹的定位装夹装置93,较优的是,承托滑座92a能沿平行于并排方向定位且装夹两个第一料框30或第二料框40,但不以此为限。可理解的,根据实际需要,输送机构92中的带传动结构92b可用链传动结构或丝杆丝母结构替换。
因此,结合图1,本发明的自动加工生产方法包括如下步骤:
S001、第一上下料机械手50将第一料框30处的待加工工件转送到第一生产设备10的工作台11上,以及第二上下料机械手60将第二料框40处的待加工工件转送到第二生产设备20的工作台21上,由第一生产设备10和第二生产设备20对各自工作台11(21)上的待加工工件进行自动化加工。具体地,在步骤S001中,第一上下料机械手50在将第一料框30的待加工工件转送到第一生产设备10之工作台11上后再滑移至第一生产设备10与第二生产设备20之间的并排空间21内;第二上下料机械手60在将第二料框40的待加工工件转送到第二生产设备20之工作台21后再滑移至第一生产设备10与第二生产设备20之间的并排空间21内,这样能进一步地缩短上下料工时。以及
S002、第一上下料机械手50再次将第一料框30处的待加工工件转送到第一生产设备10之工作台11上的同时,第二上下料机械手60将第一生产设备10之工作台11上的已加工工件取走;同理,第二上下料机械手60再次将第二料框40处的待加工工件转送到第二生产设备20之工作台21上的同时,第一上下料机械手50将第二生产设备20之工作台21上的已加工工件取走。具体地,在步骤S002中,第一上下料机械手50和第二上下料机械手60将取走的已加工工件转送到外接输送线80上,由外接输送线80将已加工工件往外进行流水线输送,较优的是,外接输送线80输送已加工工件的方向与第一上下料机械手50的滑移方向相互垂直,以进一步地提高流水化生产作业的目的。更具体地,在步骤S002中,第一上下料机械手50在滑移至第一生产设备10的工作台11处的同时,第二上下料机械手60滑移至外接输送线80处,由第一上料机械手50将从第一料框30所取的待加工工件放置于第一生产设备10的工作台11上,由第二上下料机械手60将从第一生产设备10之工作台11所取的已加工工件放置于外接输送线80上;同理,在步骤S002中,第二上下料机械手60在滑移至第二生产设备20的工作台21处的同时,第一上下料机械手50滑移至外接输送线80处,由第二上料机械手60将从第二料框40所取的待加工工件放置于第二生产设备20的工作台21上,由第一上下料机械手50将从第二生产设备20之工作台21所取的已加工工件放置于外接输送线80上。另,也在步骤S002中,第一上下料机械手50在滑移至第一料框30处的同时,第二上下料机械手60滑移至第一生产设备10的工作台11处;第二上下料机械手60在滑移至第二料框40处的同时,第一上下料机械手50滑移至第二生产设备20的工作台21处,故不以此为限。需要说明的是,为进一步提高协调性及自动化程度,第一上下料机械手50、第二上下料机械手60、第一生产设备10、第二生产设备20及外接输送线80在一控制器200的控制下协调工作;另,第一料框30和第二料框40可沿交错于横梁70的方向滑移,以更利于第一上下料机械手50和第二上下料机械手60于上料时的抓取操作。
与现有技术相比,由于第一上下料机械手50再次将第一料框30处的待加工工件转送到第一生产设备10之工作台11上的同时,第二上下料机械手60将第一生产设备10之工作台11上的已加工工件取走;同理,第二上下料机械手60再次将第二料框40处的待加工工件转送到第二生产设备20之工作台21上的同时,第一上下料机械手50将第二生产设备20之工作台21上的已加工工件取走;这样就能避免同一上下料机械手因先下料再上料而导致上下料工时过长,因而使得本发明的自动加工生产方法能缩短上下料工时和提高加工效率。
上所揭露的仅为本发明的优选实施例而已,当然不能以此来限定本发明之权利范围,因此依本发明申请专利范围所作的等同变化,仍属本发明所涵盖的范围。
Claims (10)
1.一种自动加工生产线的自动加工生产方法,所述自动加工生产线包含第一生产设备、与所述第一生产设备并排且间隔开的第二生产设备、位于所述第一生产设备之旁侧的第一料框、位于所述第二生产设备之旁侧的第二料框、沿所述第一生产设备和第二生产设备的并排方向横跨于所述第一生产设备和第二生产设备两者上方的横梁、装配于所述横梁的第一上下料机械手及装配于所述横梁的第二上下料机械手,其特征在于,所述自动加工生产方法包括步骤有:
(1)第一上下料机械手将第一料框处的待加工工件转送到第一生产设备的工作台上,以及第二上下料机械手将第二料框处的待加工工件转送到第二生产设备的工作台上,由第一生产设备和第二生产设备对各自工作台上的待加工工件进行自动化加工;以及
(2)第一上下料机械手再次将第一料框处的待加工工件转送到第一生产设备之工作台上的同时,第二上下料机械手将第一生产设备之工作台上的已加工工件取走;同理,第二上下料机械手再次将第二料框处的待加工工件转送到第二生产设备之工作台上的同时,第一上下料机械手将第二生产设备之工作台上的已加工工件取走。
2.根据权利要求1所述的自动加工生产方法,其特征在于,在步骤(2)中,第一上下料机械手和第二上下料机械手将取走的已加工工件转送到位于横梁正下方且处于第一生产设备与第二生产设备之间的并排空间内的外接输送线上,由外接输送线将已加工工件往外进行流水线输送。
3.根据权利要求2所述的自动加工生产方法,其特征在于,在步骤(2)中,第一上下料机械手在滑移至第一生产设备的工作台处的同时,第二上下料机械手滑移至外接输送线处,由第一上料机械手将从第一料框所取的待加工工件放置于第一生产设备的工作台上,由第二上下料机械手将从第一生产设备之工作台所取的已加工工件放置于外接输送线上。
4.根据权利要求2所述的自动加工生产方法,其特征在于,在步骤(2)中,第二上下料机械手在滑移至第二生产设备的工作台处的同时,第一上下料机械手滑移至外接输送线处,由第二上料机械手将从第二料框所取的待加工工件放置于第二生产设备的工作台上,由第一上下料机械手将从第二生产设备之工作台所取的已加工工件放置于外接输送线上。
5.根据权利要求2所述的自动加工生产方法,其特征在于,所述外接输送线输送已加工工件的方向与第一上下料机械手的滑移方向相互垂直。
6.根据权利要求1所述的自动加工生产方法,其特征在于,在步骤(2)中,第一上下料机械手在滑移至第一料框处的同时,第二上下料机械手滑移至第一生产设备的工作台处。
7.根据权利要求1所述的自动加工生产方法,其特征在于,在步骤(2)中,第二上下料机械手在滑移至第二料框处的同时,第一上下料机械手滑移至第二生产设备的工作台处。
8.根据权利要求1所述的自动加工生产方法,其特征在于,在步骤(1)中,第一上下料机械手在将第一料框的待加工工件转送到第一生产设备之工作台上后再滑移至第一生产设备与第二生产设备之间的并排空间内;第二上下料机械手在将第二料框的待加工工件转送到第二生产设备之工作台后再滑移至第一生产设备与第二生产设备之间的并排空间内。
9.根据权利要求2所述的自动加工生产方法,其特征在于,第一上下料机械手、第二上下料机械手、第一生产设备、第二生产设备及外接输送线在一控制器的控制下协调工作。
10.根据权利要求1所述的自动加工生产方法,其特征在于,第一料框和第二料框可沿交错于横梁的方向滑移。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011082389.0A CN112248245B (zh) | 2020-10-10 | 2020-10-10 | 自动加工生产方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011082389.0A CN112248245B (zh) | 2020-10-10 | 2020-10-10 | 自动加工生产方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN112248245A true CN112248245A (zh) | 2021-01-22 |
| CN112248245B CN112248245B (zh) | 2022-12-13 |
Family
ID=74243028
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202011082389.0A Active CN112248245B (zh) | 2020-10-10 | 2020-10-10 | 自动加工生产方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112248245B (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115870630A (zh) * | 2023-03-01 | 2023-03-31 | 深圳市镭沃自动化科技有限公司 | 镭雕设备的控制方法、镭雕设备以及计算机可读存储介质 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2003061899A1 (en) * | 2002-01-24 | 2003-07-31 | Ward John D | Auto feed system for compressed propellant tools and pressure compensating valve therefore |
| CN104354097A (zh) * | 2014-10-20 | 2015-02-18 | 深圳市远洋翔瑞机械股份有限公司 | 一种数控机床的自动上下料装置 |
| CN105438829A (zh) * | 2014-08-21 | 2016-03-30 | 大族激光科技产业集团股份有限公司 | 一种自动上下料装置 |
| CN109227293A (zh) * | 2018-10-17 | 2019-01-18 | 宁波市江北欣盛数控机械有限公司 | 一种十字工件磨床的自动上下料系统 |
| CN209851335U (zh) * | 2019-04-25 | 2019-12-27 | 叶雨青 | 一种用于lcd的自动上下料装置 |
| CN210756322U (zh) * | 2019-09-11 | 2020-06-16 | 浙江畅尔智能装备股份有限公司 | 一种利用数控机床对工件进行加工的自动化生产线 |
-
2020
- 2020-10-10 CN CN202011082389.0A patent/CN112248245B/zh active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2003061899A1 (en) * | 2002-01-24 | 2003-07-31 | Ward John D | Auto feed system for compressed propellant tools and pressure compensating valve therefore |
| CN105438829A (zh) * | 2014-08-21 | 2016-03-30 | 大族激光科技产业集团股份有限公司 | 一种自动上下料装置 |
| CN104354097A (zh) * | 2014-10-20 | 2015-02-18 | 深圳市远洋翔瑞机械股份有限公司 | 一种数控机床的自动上下料装置 |
| CN109227293A (zh) * | 2018-10-17 | 2019-01-18 | 宁波市江北欣盛数控机械有限公司 | 一种十字工件磨床的自动上下料系统 |
| CN209851335U (zh) * | 2019-04-25 | 2019-12-27 | 叶雨青 | 一种用于lcd的自动上下料装置 |
| CN210756322U (zh) * | 2019-09-11 | 2020-06-16 | 浙江畅尔智能装备股份有限公司 | 一种利用数控机床对工件进行加工的自动化生产线 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115870630A (zh) * | 2023-03-01 | 2023-03-31 | 深圳市镭沃自动化科技有限公司 | 镭雕设备的控制方法、镭雕设备以及计算机可读存储介质 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN112248245B (zh) | 2022-12-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11571774B2 (en) | Intelligent plate parts machining production line combining universal and special equipment | |
| CN102699225B (zh) | 一种铝边框组件加工的上下料机械手 | |
| CN108190462B (zh) | 带缓存功能的工件柔性化移送系统 | |
| CN207681800U (zh) | 箱式变电站机器人自动化柔性焊接生产线 | |
| KR20060132979A (ko) | 다수의 면에 대해 가공이 이루어지는 이송 시스템을 위한작업물 가공 방법 및 작업물 가공 장치 | |
| CN111843487B (zh) | 一种智能增减材复合制造系统 | |
| CN112248245B (zh) | 自动加工生产方法 | |
| CN108941617A (zh) | 一种机械手及其生产方式 | |
| CN105855997A (zh) | 柔性生产线控制系统及方法 | |
| CN219358163U (zh) | 一种自动化单元内去除转向节毛刺的装置 | |
| CN110977262B (zh) | 柔性化机舱自动焊接线的焊接方法 | |
| CN205926895U (zh) | 一种冲床单侧紧凑型上下料复合装置 | |
| CN115140479B (zh) | 一种中型物料缓存系统及缓存方法 | |
| CN208758627U (zh) | 一种机械手及自动化生产线 | |
| CN108202964B (zh) | 工件移送系统 | |
| CN213617607U (zh) | 自动加工生产线 | |
| CN208801096U (zh) | 一种法兰自动进出料加工系统 | |
| CN217942380U (zh) | 一种货叉架机器人自动装焊系统 | |
| CN108217119B (zh) | 工件移送系统 | |
| CN113751914B (zh) | 一种金属焊接加工自动化生产线及生产方法 | |
| JP2002239787A (ja) | 溶接方法及び溶接システム | |
| CN210884202U (zh) | 一种伺服搬运设备 | |
| CN112658519A (zh) | 一种焊接生产线及生产工艺 | |
| CN204545939U (zh) | 一种带有链轮机构的多轴伺服钻孔攻牙一体机 | |
| CN115229516B (zh) | 一种中型柔性精密加工生产线 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |