CN112246867A - 一种方钢快速锻轧方法及装置 - Google Patents
一种方钢快速锻轧方法及装置 Download PDFInfo
- Publication number
- CN112246867A CN112246867A CN202010860377.XA CN202010860377A CN112246867A CN 112246867 A CN112246867 A CN 112246867A CN 202010860377 A CN202010860377 A CN 202010860377A CN 112246867 A CN112246867 A CN 112246867A
- Authority
- CN
- China
- Prior art keywords
- square steel
- forging
- rolling
- fixed
- rough
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000005242 forging Methods 0.000 title claims abstract description 93
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 78
- 239000010959 steel Substances 0.000 title claims abstract description 78
- 238000005096 rolling process Methods 0.000 title claims abstract description 63
- 238000000034 method Methods 0.000 title claims abstract description 16
- 238000003825 pressing Methods 0.000 claims abstract description 19
- 238000010438 heat treatment Methods 0.000 claims abstract description 12
- 238000000137 annealing Methods 0.000 claims abstract description 9
- 238000001816 cooling Methods 0.000 claims abstract description 8
- 238000005496 tempering Methods 0.000 claims abstract description 4
- 238000004140 cleaning Methods 0.000 claims description 12
- 230000008859 change Effects 0.000 claims description 11
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 claims description 3
- 238000003303 reheating Methods 0.000 claims description 3
- 239000011248 coating agent Substances 0.000 claims description 2
- 238000000576 coating method Methods 0.000 claims description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 34
- 229910052742 iron Inorganic materials 0.000 description 17
- 238000012856 packing Methods 0.000 description 5
- 230000009471 action Effects 0.000 description 3
- 238000005097 cold rolling Methods 0.000 description 2
- 238000005098 hot rolling Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 230000004075 alteration Effects 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/08—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling structural sections, i.e. work of special cross-section, e.g. angle steel
- B21B1/12—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling structural sections, i.e. work of special cross-section, e.g. angle steel in a continuous process, i.e. without reversing stands
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B1/00—Cleaning by methods involving the use of tools, brushes, or analogous members
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C37/00—Manufacture of metal sheets, bars, wire, tubes or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K27/00—Handling devices, e.g. for feeding, aligning, discharging, Cutting-off means; Arrangement thereof
Abstract
本发明公开了一种方钢快速锻轧方法及装置,所述锻轧方法包括以下步骤:1、加热:方钢坯将高温热处理炉加热,加热温度在1250℃左右;2、锻压:将方钢坯送入锻压机后,通过高频锻压,形成方钢粗坯;3、粗轧:将方钢粗胚输送至粗轧机内进行上下左右四向连续粗轧;4、精轧:将粗轧后的方钢粗坯输送至精轧机,通过上下左右方向,对方钢粗胚进行四向连续精轧,得到方钢精坯;5、回火:将方钢精坯快速降温至700℃以下:6、退火:将方钢精坯重新加温至1050℃左右后进行退火,退火时间为10‑12h,方钢精坯冷却至小于200℃得到方钢产品,本发明在生产时,可大大降低方钢内部的应力,提高轧制速度,并且可对锻压时产生的铁衣进行清理收集,便于人们使用。
Description
技术领域
本发明涉及方钢生产技术领域,具体为一种方钢快速锻轧方法及装置。
背景技术
方钢是实心的,棒材,是钢锭、钢坯或钢材通过压力加工制成所需要的各种形状、尺寸和性能的材料,现有的方钢在生产时大都采用热轧或者冷轧,热轧成型的方钢表面会产生大量的凹陷,而冷轧成型的方钢内部存在较大的应力,因此采用先锻压成型钢坯,然后在通过粗轧和精轧将钢坯轧制成型,并通过退火处理,解决这一问题,但是现有的锻压机在锻压时,钢坯上掉落的铁衣无法及时清理,从而影响锻压后的钢坯表面的精度,人工清理又存在一定的危险性,为此,我们提出一种方钢快速锻轧方法及装置。
发明内容
本发明的目的在于提供一种方钢快速锻轧方法及装置,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:一种方钢快速锻轧方法,所述锻轧方法包括以下步骤:
1、加热:方钢坯将高温热处理炉加热,加热温度在1250℃左右;
2、锻压:将方钢坯送入锻压机后,通过高频锻压,形成方钢粗坯;
3、粗轧:将方钢粗胚输送至粗轧机内进行上下左右四向连续粗轧;
4、精轧:将粗轧后的方钢粗坯输送至精轧机,通过上下左右方向,对方钢粗胚进行四向连续精轧,得到方钢精坯;
5、回火:将方钢精坯快速降温至700℃以下:
6、退火:将方钢精坯重新加温至1050℃左右后进行退火,退火时间为10-12h,方钢精坯冷却至小于200℃得到方钢产品。
优选的,所述粗轧和精轧压力为8000-12000KN。
优选的,所述方钢产品冷却后外涂防锈层。
本发明还包括一种方钢快速锻轧装置,包括地面、锻压机、锻压台、行走车和夹持手,所述地面上表面一端固定有锻压机,所述地面靠近锻压机的一端固定有锻压台,所述地面靠近锻压台的一端固定有清理装置,所述锻压台外侧固定有收集装置,所述地面上表面远离锻压机的一端安装有行走车,所述行走车内部安装有夹持手,所述地面位于行走车和锻压机之间镶嵌固定有旋转装置。
优选的,所述清理装置包括固定板、螺纹杆、第一伺服电机、滑块、导杆和L形杆,所述地面上表面靠近锻压机的一端对称固定有固定板,两个所述固定板通过轴承转动连接有螺纹杆,一个所述固定板一侧固定有第一伺服电机,且第一伺服电机的输出端与螺纹杆固定连接,两个所述固定板之间设有滑块,所述滑块下端开设有螺纹孔,且滑块通过螺纹孔与螺纹杆螺纹连接,所述滑块上端通过导套滑动连接有导杆,且导杆两端分别与两个固定板固定连接,所述滑块顶部固定有L形杆,且L形杆一端与锻压台上表面接触。
优选的,所述收集装置包括收集壳、绞龙、第二伺服电机、倾斜条和排料门,所述锻压台外侧固定有收集壳,所述收集壳内壁一端通过轴承转动连接有绞龙,所述收集壳一侧固定有第二伺服电机,且第二伺服电机的输出端与绞龙固定连接,所述收集壳内部固定有倾斜条,且倾斜条向绞龙的一端倾斜,所述收集壳远离第二伺服电机的一侧下端通过铰链转动连接有排料门。
优选的,所述旋转装置包括凹槽、固定壳、液压转台、转壳、液压缸和转板,所述地面一端开设有凹槽,所述凹槽内壁镶嵌固定有固定壳,所述固定壳内壁底部固定有液压转台,所述液压转台的转动端固定有转壳,所述转壳内壁固定有液压缸,所述液压缸的输出端穿过转壳固定有转板。
优选的,所述L形杆一端设有V形槽。
与现有技术相比,本发明的有益效果是:
本发明在使用时,通过将方钢坯加热至1250℃左右,后进入锻压机内进行锻压,锻压成型后,再通过粗轧和精轧,连续对方钢坯进行轧制,使得方钢坯轧制呈特定尺寸,由于在轧制时,方钢坯温度较高,进而使其具有较好的塑性,然后对方钢坯进行回火和退火,降低方钢产品的内部应力,并减少轧制的拉力,提高轧制速度,在对方钢坯进行锻压时,通过行走车和夹持手将加热后的方钢坯夹持至锻压台上,通过锻压机对方钢坯进行锻压,使得方钢坯锻压呈特定形状,与粗轧尺寸相似,对方钢坯的锻压为现有的已公开的技术,再次不做赘述,在对方钢坯进行锻压时,方钢坯表面会脱落铁衣,此时通过第一伺服电机转动带动螺纹杆转动,使得螺纹杆带动滑块滑动,进而带动L形杆滑动,使得L形杆靠近锻压台的一端从锻压台一端移动至靠近绞龙的一端,使得L形杆将锻压台表面的铁衣刮向收集壳内壁进行收集,并且由于收集壳内壁固定有倾斜条,使得在锻压时产生的震动,可使得落在远离绞龙的一端的倾斜条上的铁衣向绞龙一端滑动,可使铁衣收集在收集壳内,当收集壳内收集过多的铁衣时,人们将排料门打开,然后通过第二伺服电机转动带动绞龙转动,进而使得绞龙将铁衣向排料门的一端输送,以便于人们集中收集,并且在对方钢坯进行锻压时,由于方钢坯一端需要夹持手的夹持,因此需要更换锻压端,因此在需要更换锻压端时,通过液压缸升降,将转板升降,此时通过夹持手将方钢坯放置于转板上,此时通过液压转台带动转板旋转180°,使得夹持手可夹持另一端,以便于对方钢坯的锻压,此装置在生产时,可大大降低方钢内部的应力,提高轧制速度,并且可对锻压时产生的铁衣进行清理收集,便于人们使用。
附图说明
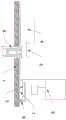
图1为本发明整体剖视结构示意图;
图2为本发明清理装置和收集装置俯视结构示意图;
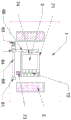
图3为本发明收集装置剖视结构示意图;
图4为本发明排料门结构示意图;
图5为本发明清理装置剖视结构示意图;
图6为本发明旋转装置剖视结构示意图。
图中:1、地面;2、锻压机;3、锻压台;4、行走车;5、夹持手;6、清理装置;61、固定板;62、螺纹杆;63、第一伺服电机;64、滑块;65、导杆;66、L形杆;7、收集装置;71、收集壳;72、绞龙;73、第二伺服电机;74、倾斜条;75、排料门;8、旋转装置;81、凹槽;82、固定壳;83、液压转台;84、转壳;85、液压缸;86、转板。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
一种方钢快速锻轧方法,所述锻轧方法包括以下步骤:
1、加热:方钢坯将高温热处理炉加热,加热温度在1250℃左右;
2、锻压:将方钢坯送入锻压机后,通过高频锻压,形成方钢粗坯;
3、粗轧:将方钢粗胚输送至粗轧机内进行上下左右四向连续粗轧;
4、精轧:将粗轧后的方钢粗坯输送至精轧机,通过上下左右方向,对方钢粗胚进行四向连续精轧,得到方钢精坯;
5、回火:将方钢精坯快速降温至700℃以下:
6、退火:将方钢精坯重新加温至1050℃左右后进行退火,退火时间为10-12h,方钢精坯冷却至小于200℃得到方钢产品。
所述粗轧和精轧压力为8000-12000KN。
所述方钢产品冷却后外涂防锈层,可防止方钢存放时表面生锈。
需要说明的是,通过将方钢坯加热至1250℃左右,后进入锻压机内进行锻压,锻压成型后,再通过粗轧和精轧,连续对方钢坯进行轧制,使得方钢坯轧制呈特定尺寸,由于在轧制时,方钢坯温度较高,进而使其具有较好的塑性,然后对方钢坯进行回火和退火,降低方钢产品的内部应力,并减少轧制的拉力,提高轧制速度。
请参照图1所示,本发明还包括一种方钢快速锻轧装置,包括地面1、锻压机2、锻压台3、行走车4和夹持手5,所述地面1上表面一端固定有锻压机2,所述地面1靠近锻压机2的一端固定有锻压台3,所述地面1靠近锻压台3的一端固定有清理装置6,所述锻压台3外侧固定有收集装置7,所述地面1上表面远离锻压机2的一端安装有行走车4,所述行走车4内部安装有夹持手5,所述地面1位于行走车4和锻压机2之间镶嵌固定有旋转装置8。
请参照图2和图5所示,所述清理装置6包括固定板61、螺纹杆62、第一伺服电机63、滑块64、导杆65和L形杆66,所述地面1上表面靠近锻压机2的一端对称固定有固定板61,两个所述固定板61通过轴承转动连接有螺纹杆62,一个所述固定板61一侧固定有第一伺服电机63,且第一伺服电机63的输出端与螺纹杆62固定连接,两个所述固定板61之间设有滑块64,所述滑块64下端开设有螺纹孔,且滑块64通过螺纹孔与螺纹杆62螺纹连接,所述滑块64上端通过导套滑动连接有导杆65,且导杆65两端分别与两个固定板61固定连接,所述滑块64顶部固定有L形杆66,且L形杆66一端与锻压台3上表面接触,便于对铁衣的清理。
请参照图2、图3和图4所示,所述收集装置7包括收集壳71、绞龙72、第二伺服电机73、倾斜条74和排料门75,所述锻压台3外侧固定有收集壳71,所述收集壳71内壁一端通过轴承转动连接有绞龙72,所述收集壳71一侧固定有第二伺服电机73,且第二伺服电机73的输出端与绞龙72固定连接,所述收集壳71内部固定有倾斜条74,且倾斜条74向绞龙72的一端倾斜,所述收集壳71远离第二伺服电机73的一侧下端通过铰链转动连接有排料门75,便于对铁衣的收集。
请参照图6所示,所述旋转装置8包括凹槽81、固定壳82、液压转台83、转壳84、液压缸85和转板86,所述地面1一端开设有凹槽81,所述凹槽81内壁镶嵌固定有固定壳82,所述固定壳82内壁底部固定有液压转台83,所述液压转台83的转动端固定有转壳84,所述转壳84内壁固定有液压缸85,所述液压缸85的输出端穿过转壳84固定有转板86,便于对方钢坯进行转向。
请参照图2所示,所述L形杆66一端设有V形槽,便于将锻压台3表面的铁衣向中间聚拢,提高清理效果。
工作原理:
在对方钢坯进行锻压时,通过行走车4和夹持手5将加热后的方钢坯夹持至锻压台3上,通过锻压机2对方钢坯进行锻压,使得方钢坯锻压呈特定形状,与粗轧尺寸相似,对方钢坯的锻压为现有的已公开的技术,再次不做赘述,在对方钢坯进行锻压时,方钢坯表面会脱落铁衣,此时通过第一伺服电机63转动带动螺纹杆62转动,使得螺纹杆62带动滑块64滑动,进而带动L形杆66滑动,使得L形杆66靠近锻压台3的一端从锻压台3一端移动至靠近绞龙72的一端,使得L形杆66将锻压台3表面的铁衣刮向收集壳71内壁进行收集,并且由于收集壳71内壁固定有倾斜条74,使得在锻压时产生的震动,可使得落在远离绞龙72的一端的倾斜条74上的铁衣向绞龙72一端滑动,可使铁衣收集在收集壳71内,当收集壳71内收集过多的铁衣时,人们将排料门75打开,然后通过第二伺服电机73转动带动绞龙72转动,进而使得绞龙72将铁衣向排料门75的一端输送,以便于人们集中收集,并且在对方钢坯进行锻压时,由于方钢坯一端需要夹持手5的夹持,因此需要更换锻压端,因此在需要更换锻压端时,通过液压缸85升降,将转板86升降,此时通过夹持手5将方钢坯放置于转板86上,此时通过液压转台83带动转板86旋转180°,使得夹持手5可夹持另一端,以便于对方钢坯的锻压。
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
Claims (8)
1.一种方钢快速锻轧方法,其特征在于:所述锻轧方法包括以下步骤:
1、加热:方钢坯将高温热处理炉加热,加热温度在1250℃左右;
2、锻压:将方钢坯送入锻压机后,通过高频锻压,形成方钢粗坯;
3、粗轧:将方钢粗胚输送至粗轧机内进行上下左右四向连续粗轧;
4、精轧:将粗轧后的方钢粗坯输送至精轧机,通过上下左右方向,对方钢粗胚进行四向连续精轧,得到方钢精坯;
5、回火:将方钢精坯快速降温至700℃以下:
6、退火:将方钢精坯重新加温至1050℃左右后进行退火,退火时间为10-12h,方钢精坯冷却至小于200℃得到方钢产品。
2.根据权利要求1所述的一种方钢快速锻轧方法,其特征在于:所述粗轧和精轧压力为8000-12000KN。
3.根据权利要求1所述的一种方钢快速锻轧装置,其特征在于:所述方钢产品冷却后外涂防锈层。
4.一种方钢快速锻轧装置,包括地面(1)、锻压机(2)、锻压台(3)、行走车(4)和夹持手(5),其特征在于:所述地面(1)上表面一端固定有锻压机(2),所述地面(1)靠近锻压机(2)的一端固定有锻压台(3),所述地面(1)靠近锻压台(3)的一端固定有清理装置(6),所述锻压台(3)外侧固定有收集装置(7),所述地面(1)上表面远离锻压机(2)的一端安装有行走车(4),所述行走车(4)内部安装有夹持手(5),所述地面(1)位于行走车(4)和锻压机(2)之间镶嵌固定有旋转装置(8)。
5.根据权利要求4所述的一种方钢快速锻轧装置,其特征在于:所述清理装置(6)包括固定板(61)、螺纹杆(62)、第一伺服电机(63)、滑块(64)、导杆(65)和L形杆(66),所述地面(1)上表面靠近锻压机(2)的一端对称固定有固定板(61),两个所述固定板(61)通过轴承转动连接有螺纹杆(62),一个所述固定板(61)一侧固定有第一伺服电机(63),且第一伺服电机(63)的输出端与螺纹杆(62)固定连接,两个所述固定板(61)之间设有滑块(64),所述滑块(64)下端开设有螺纹孔,且滑块(64)通过螺纹孔与螺纹杆(62)螺纹连接,所述滑块(64)上端通过导套滑动连接有导杆(65),且导杆(65)两端分别与两个固定板(61)固定连接,所述滑块(64)顶部固定有L形杆(66),且L形杆(66)一端与锻压台(3)上表面接触。
6.根据权利要求4所述的一种方钢快速锻轧装置,其特征在于:所述收集装置(7)包括收集壳(71)、绞龙(72)、第二伺服电机(73)、倾斜条(74)和排料门(75),所述锻压台(3)外侧固定有收集壳(71),所述收集壳(71)内壁一端通过轴承转动连接有绞龙(72),所述收集壳(71)一侧固定有第二伺服电机(73),且第二伺服电机(73)的输出端与绞龙(72)固定连接,所述收集壳(71)内部固定有倾斜条(74),且倾斜条(74)向绞龙(72)的一端倾斜,所述收集壳(71)远离第二伺服电机(73)的一侧下端通过铰链转动连接有排料门(75)。
7.根据权利要求4所述的一种方钢快速锻轧装置,其特征在于:所述旋转装置(8)包括凹槽(81)、固定壳(82)、液压转台(83)、转壳(84)、液压缸(85)和转板(86),所述地面(1)一端开设有凹槽(81),所述凹槽(81)内壁镶嵌固定有固定壳(82),所述固定壳(82)内壁底部固定有液压转台(83),所述液压转台(83)的转动端固定有转壳(84),所述转壳(84)内壁固定有液压缸(85),所述液压缸(85)的输出端穿过转壳(84)固定有转板(86)。
8.根据权利要求5所述的一种方钢快速锻轧装置,其特征在于:所述L形杆(66)一端设有V形槽。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010860377.XA CN112246867A (zh) | 2020-08-25 | 2020-08-25 | 一种方钢快速锻轧方法及装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010860377.XA CN112246867A (zh) | 2020-08-25 | 2020-08-25 | 一种方钢快速锻轧方法及装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN112246867A true CN112246867A (zh) | 2021-01-22 |
Family
ID=74224042
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010860377.XA Pending CN112246867A (zh) | 2020-08-25 | 2020-08-25 | 一种方钢快速锻轧方法及装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112246867A (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117282765A (zh) * | 2023-09-26 | 2023-12-26 | 安徽富凯特材有限公司 | 一种可周向变形的连续轧机 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102126121A (zh) * | 2010-12-08 | 2011-07-20 | 扬州诚德重工有限公司 | 锻轧联合新工艺 |
| CN102989819A (zh) * | 2012-12-11 | 2013-03-27 | 江苏永钢集团有限公司 | 一种锻轧结合的钢材生产工艺 |
| CN105478469A (zh) * | 2015-12-19 | 2016-04-13 | 重庆麦拓科技有限公司 | 一种工模具钢加工工艺 |
| CN107350414A (zh) * | 2017-07-03 | 2017-11-17 | 盐城市精工铸业股份有限公司 | 一种锻造件的加工装置 |
| CN208083341U (zh) * | 2018-04-13 | 2018-11-13 | 郦鹏钢 | 一种便于清理的轴承锻压设备 |
| CN208555875U (zh) * | 2018-07-24 | 2019-03-01 | 无锡继平锻造有限公司 | 一种锻造台自动清扫系统 |
| CN110153346A (zh) * | 2018-03-29 | 2019-08-23 | 钢铁研究总院淮安有限公司 | 一种锻轧双联工艺生产合金钢大断面长材的方法 |
| CN210547785U (zh) * | 2019-07-10 | 2020-05-19 | 马鞍山市宝盛锻压机械有限公司 | 一种锻造件加工装置 |
| CN211054487U (zh) * | 2019-11-27 | 2020-07-21 | 烟台大学 | 一种车床加工用废料收集装置 |
-
2020
- 2020-08-25 CN CN202010860377.XA patent/CN112246867A/zh active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102126121A (zh) * | 2010-12-08 | 2011-07-20 | 扬州诚德重工有限公司 | 锻轧联合新工艺 |
| CN102989819A (zh) * | 2012-12-11 | 2013-03-27 | 江苏永钢集团有限公司 | 一种锻轧结合的钢材生产工艺 |
| CN105478469A (zh) * | 2015-12-19 | 2016-04-13 | 重庆麦拓科技有限公司 | 一种工模具钢加工工艺 |
| CN107350414A (zh) * | 2017-07-03 | 2017-11-17 | 盐城市精工铸业股份有限公司 | 一种锻造件的加工装置 |
| CN110153346A (zh) * | 2018-03-29 | 2019-08-23 | 钢铁研究总院淮安有限公司 | 一种锻轧双联工艺生产合金钢大断面长材的方法 |
| CN208083341U (zh) * | 2018-04-13 | 2018-11-13 | 郦鹏钢 | 一种便于清理的轴承锻压设备 |
| CN208555875U (zh) * | 2018-07-24 | 2019-03-01 | 无锡继平锻造有限公司 | 一种锻造台自动清扫系统 |
| CN210547785U (zh) * | 2019-07-10 | 2020-05-19 | 马鞍山市宝盛锻压机械有限公司 | 一种锻造件加工装置 |
| CN211054487U (zh) * | 2019-11-27 | 2020-07-21 | 烟台大学 | 一种车床加工用废料收集装置 |
Non-Patent Citations (1)
| Title |
|---|
| 侯增寿: "《金属热加工实用手册》", 31 December 1996, 机械工业出版社 * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117282765A (zh) * | 2023-09-26 | 2023-12-26 | 安徽富凯特材有限公司 | 一种可周向变形的连续轧机 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101811149B (zh) | 一种高合金无缝钢管的制造方法 | |
| CN102729048B (zh) | 一种汽车用铝合金保险杠型材弯曲成形方法及装置 | |
| CN101406922A (zh) | 一种磨球生产方法及磨球生产用旋切滚锻机 | |
| CN112246867A (zh) | 一种方钢快速锻轧方法及装置 | |
| EP1044734A3 (en) | Super thin strip hot rolling | |
| CN107824866A (zh) | 一种轴承钢管切割装置 | |
| CN212551087U (zh) | 一种带有定位装置的有色金属卷制装置 | |
| CN102836946A (zh) | 600mw机组汽轮机末级动叶片辊锻成形工艺 | |
| CN210996261U (zh) | 一种轧辊成形装置 | |
| CN101670364B (zh) | 一种新型硬合金线材加工工艺 | |
| CN107737810A (zh) | 钢管轧制工艺 | |
| CN112143859A (zh) | 一种钢锭热处理方法及装置 | |
| CN105750840A (zh) | 三通锻件的锻造方法 | |
| CN1281348C (zh) | 一种精密超长铜合金管的制造方法 | |
| JP2000042611A (ja) | 連続的ならせん運動システムを用いた圧延機 | |
| CN115415315A (zh) | 一种高强度冷轧板加工设备及加工方法 | |
| CN104525799B (zh) | 大型环件的径轴向轧制应变诱发法的半固态制造工艺 | |
| CN104475446A (zh) | 一种高韧性扁线的生产工艺 | |
| CN113843384A (zh) | 一种钢球生产用消除应力集中的锻打工艺 | |
| CN101722256A (zh) | 丝杠热轧成型工艺及其设备 | |
| CN112247039B (zh) | 一种钢坯锻造方法及装置 | |
| CN204842455U (zh) | 一种冷成型金属丝轧制机 | |
| CN220029750U (zh) | 一种黑色金属冶炼压延品用表面抛光装置 | |
| CN109759550B (zh) | 一种连铸坯端部保温装置及方法 | |
| CN103480699A (zh) | 楔横轧多台阶轴类件热校直机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| RJ01 | Rejection of invention patent application after publication | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20210122 |