CN112074476B - 玻璃卷的制造方法 - Google Patents
玻璃卷的制造方法 Download PDFInfo
- Publication number
- CN112074476B CN112074476B CN201980029984.7A CN201980029984A CN112074476B CN 112074476 B CN112074476 B CN 112074476B CN 201980029984 A CN201980029984 A CN 201980029984A CN 112074476 B CN112074476 B CN 112074476B
- Authority
- CN
- China
- Prior art keywords
- glass ribbon
- glass
- conveying
- winding core
- manufacturing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B21/00—Severing glass sheets, tubes or rods while still plastic
- C03B21/02—Severing glass sheets, tubes or rods while still plastic by cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H35/00—Delivering articles from cutting or line-perforating machines; Article or web delivery apparatus incorporating cutting or line-perforating devices, e.g. adhesive tape dispensers
- B65H35/02—Delivering articles from cutting or line-perforating machines; Article or web delivery apparatus incorporating cutting or line-perforating devices, e.g. adhesive tape dispensers from or with longitudinal slitters or perforators
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/38—Removing material by boring or cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/40—Removing material taking account of the properties of the material involved
- B23K26/402—Removing material taking account of the properties of the material involved involving non-metallic material, e.g. isolators
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H18/00—Winding webs
- B65H18/08—Web-winding mechanisms
- B65H18/10—Mechanisms in which power is applied to web-roll spindle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H20/00—Advancing webs
- B65H20/10—Advancing webs by a feed band against which web is held by fluid pressure, e.g. suction or air blast
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H20/00—Advancing webs
- B65H20/12—Advancing webs by suction roller
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H23/00—Registering, tensioning, smoothing or guiding webs
- B65H23/04—Registering, tensioning, smoothing or guiding webs longitudinally
- B65H23/042—Sensing the length of a web loop
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B33/00—Severing cooled glass
- C03B33/02—Cutting or splitting sheet glass or ribbons; Apparatus or machines therefor
- C03B33/023—Cutting or splitting sheet glass or ribbons; Apparatus or machines therefor the sheet or ribbon being in a horizontal position
- C03B33/0235—Ribbons
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B33/00—Severing cooled glass
- C03B33/09—Severing cooled glass by thermal shock
- C03B33/091—Severing cooled glass by thermal shock using at least one focussed radiation beam, e.g. laser beam
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B35/00—Transporting of glass products during their manufacture, e.g. hot glass lenses, prisms
- C03B35/14—Transporting hot glass sheets or ribbons, e.g. by heat-resistant conveyor belts or bands
- C03B35/16—Transporting hot glass sheets or ribbons, e.g. by heat-resistant conveyor belts or bands by roller conveyors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/50—Inorganic material, e.g. metals, not provided for in B23K2103/02 – B23K2103/26
- B23K2103/54—Glass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2249/00—Aspects relating to conveying systems for the manufacture of fragile sheets
- B65G2249/04—Arrangements of vacuum systems or suction cups
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G49/00—Conveying systems characterised by their application for specified purposes not otherwise provided for
- B65G49/05—Conveying systems characterised by their application for specified purposes not otherwise provided for for fragile or damageable materials or articles
- B65G49/06—Conveying systems characterised by their application for specified purposes not otherwise provided for for fragile or damageable materials or articles for fragile sheets, e.g. glass
- B65G49/063—Transporting devices for sheet glass
- B65G49/064—Transporting devices for sheet glass in a horizontal position
- B65G49/065—Transporting devices for sheet glass in a horizontal position supported partially or completely on fluid cushions, e.g. a gas cushion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/41—Winding, unwinding
- B65H2301/414—Winding
- B65H2301/4143—Performing winding process
- B65H2301/41432—Performing winding process special features of winding process
- B65H2301/414324—Performing winding process special features of winding process involving interleaf web/sheet, e.g. liner
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/41—Winding, unwinding
- B65H2301/414—Winding
- B65H2301/4148—Winding slitting
- B65H2301/41487—Winding slitting trimming edge
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2801/00—Application field
- B65H2801/61—Display device manufacture, e.g. liquid crystal displays
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P40/00—Technologies relating to the processing of minerals
- Y02P40/50—Glass production, e.g. reusing waste heat during processing or shaping
- Y02P40/57—Improving the yield, e-g- reduction of reject rates
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Optics & Photonics (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Fluid Mechanics (AREA)
- Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Thermal Sciences (AREA)
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
- Winding Of Webs (AREA)
- Advancing Webs (AREA)
- Registering, Tensioning, Guiding Webs, And Rollers Therefor (AREA)
- Joining Of Glass To Other Materials (AREA)
- Manufacture, Treatment Of Glass Fibers (AREA)
- Surface Treatment Of Glass Fibres Or Filaments (AREA)
Abstract
本发明提供如下一种玻璃卷的制造方法,通过将玻璃带(2)在搬运的同时在长度方向上切断从而分割出不需要部分(2b)后,使分割出了不需要部分(2b)的玻璃带(2)以松弛的状态通过搬运路径上的松弛搬运区间(T),之后在搬运路径的下游端(P2)绕卷芯(5)卷绕而制造玻璃卷(6),在该方法中,在搬运路径上的松弛搬运区间(T)与下游端(P2)的彼此之间设置吸附输送机(12),在利用吸附输送机(12)搬运玻璃带(2)的同时,在搬运路径上的吸附输送机(12)与下游端(P2)的彼此之间伴随利用卷芯(5)进行的卷绕而使玻璃带(2)具有张力。
Description
技术领域
本发明涉及一种通过将玻璃带在搬运的同时在长度方向上切断而分割出不需要部分后,使玻璃带绕卷芯卷绕而制造玻璃卷的方法。
背景技术
近年来,急速普及的智能手机、平板型PC等移动终端要求薄型、轻量,因此,现状是对组装于这些终端的玻璃基板的薄板化的要求也在提高。在这种现状下,开发、制造出薄板化至膜状(例如厚度为300μm以下)的玻璃基板即玻璃膜。
在玻璃膜的制造工序中,有时包括将作为其原料的玻璃带卷绕成卷状来制造玻璃卷的工序。而且,在专利文献1中公开了用于执行该工序的具体方法的一例。
在该文献所公开的方法中,首先,通过溢流下拉法连续成形玻璃带。接着,将成形出的玻璃带在搬运的同时在长边方向上切断。伴随着该切断,使位于玻璃带的宽度方向两端的不需要部分(包含耳部的不需要的部位)从位于宽度方向中央的有效部(之后成为产品的部位)分离。最后,将仅由产品部形成的玻璃带绕着卷芯卷绕而制造玻璃卷。
这里,在上述方法中,在卷绕玻璃带时,将玻璃带以松弛的状态搬运并绕卷芯引入,作用于卷绕中的部位的张力的大小大致为零。由此,根据上述方法,能够避免产生下述那样的不良情况。
假设在使玻璃带具有张力的状态、也就是使张力作用于玻璃带的状态下将玻璃带绕卷芯引入的情况下,作用于卷绕中的部位的张力传播到正在分割不需要部分的部位并进行作用。起因于此,伴随着分割(切断)而形成的切断端部的品质恶化,玻璃带容易断裂。与此相对,在上述方法中,将玻璃带以松弛的状态绕卷芯引入,因此能够良好地避免玻璃带的断裂。
在先技术文献
专利文献
专利文献1:日本特开2015-174744号公报
发明内容
发明要解决的课题
然而,在专利文献1所公开的方法中,具有上述那样的优点,另一方面,存在下述那样的难点。
即,将玻璃带以松弛的状态搬运并绕卷芯引入,因此向卷芯卷绕时的玻璃带的行进方向容易相对于原本应行进的方向不恰当地倾斜。其结果是,在所制造的玻璃卷变得容易产生超出允许范围的卷绕偏移。根据这种现状,期待确立一种不仅能够避免玻璃带的断裂,还能够防止玻璃卷的卷绕偏移的技术。
鉴于上述情况而完成的本发明的技术课题在于,将玻璃带在搬运的同时在长度方向上切断而分割出不需要部分后,使玻璃带绕卷芯卷绕而制造玻璃卷时,实现避免玻璃带的断裂和防止玻璃卷的卷绕偏移这两者。
用于解决课题的方案
为了解决上述的课题而做出的本发明提供一种玻璃卷的制造方法,其为如下制造玻璃卷的方法,通过将玻璃带在沿着搬运路径搬运的同时在长度方向上切断而从该玻璃带分割出不需要部分后,使分割出了该不需要部分的玻璃带以松弛的状态通过搬运路径上的松弛搬运区间,之后在搬运路径的下游端绕卷芯卷绕而制造玻璃卷,所述玻璃卷的制造方法的特征在于,在搬运路径上的松弛搬运区间与下游端的彼此之间设置搬运部,该搬运部以固定保持玻璃带的状态向下游端侧搬运玻璃带,在利用搬运部搬运玻璃带的同时,在搬运路径上的搬运部与下游端的彼此之间伴随着利用卷芯进行的卷绕而使玻璃带具有张力。
在本方法中,在搬运路径上的松弛搬运区间与下游端的彼此之间,搬运部以固定保持玻璃带的状态向下游端侧搬运玻璃带。由此,玻璃带中的、由搬运部搬运中的部位(以下,记为搬运中部位)成为固定保持于搬运部的状态。因此,即使在搬运路径上的搬运部与下游端的彼此之间,伴随利用卷芯进行的卷绕而使玻璃带具有张力而作用有张力,也能够避免该张力跨搬运中部位而从下游侧向上游侧传播。由此,在位于比搬运中部位靠上游侧的松弛搬运区间,能够维持玻璃带的松弛,并且能够防止上述的张力传播到玻璃带中的正分割不需要部分的部位。因而,能够阻止伴随不需要部分的分割而在玻璃带形成的切断端部的品质恶化,能够避免玻璃带的断裂。另外,在本方法中,如上所述,在搬运路径上的搬运部与下游端的彼此之间,伴随利用卷芯进行的卷绕而使玻璃带具有张力。由此,能够避免玻璃带在卷绕于卷芯时的行进方向相对于原本应行进的方向不恰当地倾斜。因此,能够防止所制造的玻璃卷的卷绕偏移。基于以上的内容,根据本方法,能够实现避免玻璃带的断裂和防止玻璃卷的卷绕偏移这两者。
在上述的方法中,也可以是,搬运部是吸附输送机所具备的输送带。
如此,利用吸附输送机所具备的输送带,能够固定保持搬运中部位。
在上述的方法中,也可以是,搬运部是吸引辊的旋转周部。
如此,利用吸引辊的旋转周部,能够固定保持搬运中部位。
在上述的方法中,优选的是,使玻璃带的表背面中的、成为非保证面的面固定保持于搬运部。
如此,在搬运部搬运玻璃带时,能够避免由于与搬运部的接触而污染玻璃带的保证面。
在上述的方法中,也可以是,在使玻璃带重叠于保护片上的状态下切断玻璃带,并且使处于从保护片分离的状态的玻璃带通过松弛搬运区间。
如此,通过与保护片重叠,能够尽量避免在玻璃带产生伤痕等。而且,通过使处于从保护片分离的状态的玻璃带通过松弛搬运区间,从而在搬运部对通过该区间后的玻璃带进行固定保持时,能够良好地进行该固定保持。
在上述的方法中,优选的是,经由摩擦离合器进行卷芯与用于使卷芯旋转的驱动源的旋转轴之间的转矩传递。
玻璃带向卷芯卷绕时的搬运速度不可避免地变化而稍微变慢或变快。每当产生该搬运速度的微小变化时,以配合该变化而对驱动源的旋转轴的转速进行变更的方式来控制实质上是困难的。与此相对,若经由摩擦离合器进行卷芯与驱动源的旋转轴之间的转矩传递,则对于上述那样的搬运速度的微小变化,能够利用摩擦离合器的滑动来应对。另外,作为使用摩擦离合器以外的方法,也能够以调整驱动源的马达转矩(例如基于伺服马达的转矩控制)来应对。
发明效果
根据本发明,通过将玻璃带在搬运的同时在长度方向上切断而分割出不需要部分后,将玻璃带绕卷芯卷绕而制造玻璃卷时,能够实现避免玻璃带的断裂和防止玻璃卷的卷绕偏移这两者。
附图说明
图1是表示本发明的第一实施方式的玻璃卷的制造方法的侧视图。
图2是表示本发明的第一实施方式的玻璃卷的制造方法的俯视图。
图3是表示本发明的第二实施方式的玻璃卷的制造方法的侧视图。
图4是表示本发明的第三实施方式的玻璃卷的制造方法的侧视图。
具体实施方式
以下,参照附图对本发明的实施方式的玻璃卷的制造方法进行说明。
<第一实施方式>
首先,对在本发明的第一实施方式的玻璃卷的制造方法中使用的制造装置的结构进行说明。
如图1所示,制造装置1具备:分割机构3,其通过将玻璃带2在搬运的同时在搬运路径上的切断区域P1中沿长度方向切断,而从玻璃带2的有效部2a(之后成为产品的部位)分割出不需要部分2b(不成为产品而被废弃的部位);以及卷绕机构7,其将分割出不需要部分2b的玻璃带2(仅由有效部2a形成的玻璃带2)以在搬运路径的下游端P2处与带状保护片4重叠的状态绕卷芯5卷绕,从而制作玻璃卷6。
在本制造装置1中,玻璃带2以向下方松弛的状态在搬运路径上的位于切断区域P1与下游端P2的彼此之间的松弛搬运区间T通过。
这里,成为切断的对象的玻璃带2是在通过溢流下拉法连续地成形之后使其搬运方向从铅垂下方转换为水平方向而得到的玻璃。该玻璃带2包括位于宽度方向(在图1中为与纸面铅垂的方向)两端的不需要部分2b、及位于宽度方向中央的有效部2a。玻璃带2成形为能够赋予挠性的程度的厚度(例如300μm以下)。在本实施方式中,玻璃带2的上表面2c为保证面(之后适合实施成膜处理等的面),下表面2d为非保证面。需要说明的是,玻璃带2的成形方法并不局限于溢流下拉法,也可以是浮法、狭缝下拉法、再拉法等。
分割机构3具备用于在切断区域P1搬运玻璃带2的搬运装置8、及用于切断搬运中的玻璃带2的切断装置9。
作为搬运装置8,使用将玻璃带2以平置姿态搬运的带式输送机。当然,并不限定于此,除带式输送机之外,还能够使用辊式输送机等。另外,还能够通过固定设置的平台、及在该平台上滑动的带状的片材(例如后述的带状保护片10)构成搬运装置8。
对搬运装置8的搬运面(这里为带式输送机所具备的输送带的表面)供给带状保护片10。该带状保护片10在以与玻璃带2重叠的状态被向下游侧输送之后,从玻璃带2分离并被向搬运装置8的下方拉出而自玻璃带2的搬运路径脱离。需要说明的是,作为带状保护片10,例如能够使用发泡树脂片。利用该带状保护片10保护在搬运装置8上搬运的玻璃带2的下表面2d。
作为切断装置9,使用在搬运装置8的上方配置的激光切断机。该激光切断机能够沿着在自身的下方通过的玻璃带2的有效部2a与不需要部分2b的分界线照射激光L,并且朝向伴随照射而被加热了的位置喷射制冷剂C(例如雾状的水)。
通过上述的分割机构3,利用激光割断法沿着长度方向连续地切断玻璃带2,从而分割出有效部2a和不需要部分2b。需要说明的是,除激光割断法之外,也可以利用激光熔断法分割有效部2a和不需要部分2b。
分割后的不需要部分2b从玻璃带2(有效部2a)的搬运路径向下方脱离,切断成适合废弃的长度而废弃。用于该废弃的切断通过使不需要部分2b的上表面2c侧弯曲成凸状并施加弯曲应力来执行。在本实施方式中,为了便于切断不需要部分2b,针对适于废弃的每个长度,利用施损构件(省略图示)从上表面2c侧对不需要部分2b的宽度方向端部赋予伤痕。由此,以伤痕为起点而变得容易将不需要部分2b切断(断裂)。作为施损构件能够使用金刚石磨刀石、金刚石刀片、砂纸等。
卷绕机构7具备将玻璃带2以平置姿态搬运的搬运装置11、及将从搬运装置11搬出的玻璃带2卷绕的卷芯5。
搬运装置11配置于搬运路径上的松弛搬运区间T与下游端P2的彼此之间。该搬运装置11具备吸附输送机12和多个搬运辊13。
吸附输送机12具备输送带12a,该输送带12a作为搬运部以固定保持玻璃带2(有效部2a)的状态将玻璃带2(有效部2a)向下游端P2侧搬运。这里所说的“固定保持”是指,在利用吸附输送机12搬运玻璃带2的过程中,输送带12a与玻璃带2的搬运中的部位这两者不会相对移动。也就是说,是指输送带12a的表面与搬运中的部位的下表面2d这两者不会相对移动。
在输送带12a形成有将该输送带12a沿厚度方向贯通的多个吸附用孔(省略图示)。另外,在输送带12a的内周侧配置有与真空泵等连接的负压产生机构(省略图示)。该负压产生机构经由吸附用孔使玻璃带2产生负压,从而通过吸附将玻璃带2的下表面2d固定保持于成为搬运面的输送带12a的表面。由此,被输送带12a吸附的状态的玻璃带2在与输送带12a的输送速度V1相同的搬运速度下,被向搬运路径的下游侧搬运。需要说明的是,输送带12a既可以是对玻璃带2的宽度方向上的整个宽度进行吸附的结构,也可以是仅对宽度方向上的一部分进行吸附的结构。
多个搬运辊13是沿玻璃带2的搬运路径排列的自由辊。当然,多个搬运辊13的一部分或者全部也可以是驱动辊。
卷芯5能够以沿玻璃带2的宽度方向延伸的轴心为中心旋转。该卷芯5将由搬运装置11搬运到搬运路径的下游端P2的玻璃带2以其上表面2c侧为内侧进行卷绕。另外,如箭头U所示,卷芯5能够在卷绕玻璃带2的同时逐渐向上方移动。由此,即使玻璃卷6的直径随着卷绕的进行而逐渐扩大,玻璃带2中的从搬运辊13架设于卷芯5的部位的姿态也维持为水平。
卷芯5的转速成为伴随着该卷芯5的卷绕、使玻璃带2中的位于吸附输送机12与下游端P2的彼此之间的部位具有张力那样的转速。需要说明的是,设为伴随着玻璃卷6的直径逐渐扩大、卷芯5的转速逐渐降低的结构。由此,不论玻璃卷6的直径的大小如何,玻璃卷6的旋转周速度都维持为恒定。
对被卷芯5卷绕的玻璃带2从其下表面2d侧供给带状保护片4。作为带状保护片4,例如能够使用树脂制的片材(PET膜等)。该带状保护片4伴随着卷芯5的旋转而从配置于下方的单辊14被连续地拉出。需要说明的是,带状保护片4以具有张力的状态(作用有张力的状态)向卷芯5卷绕。
在松弛搬运区间T中,在玻璃带2的搬运路径的上方配置有用于对自身与玻璃带2(有效部2a)的上表面2c的彼此之间距离D进行检测的检测器15。在本实施方式中,作为检测器15,使用超声波传感器。该检测器15检测出的彼此之间距离D以信号的形式被向吸附输送机12发送。接收到信号的吸附输送机12能够调整输送带12a的输送速度V1,使得彼此之间距离D恒定。也就是说,吸附输送机12也作为对松弛搬运区间T中的玻璃带2的松弛量进行控制的松弛控制机构发挥功能。
详细说明,彼此之间距离D的长短由吸附输送机12的输送速度V1和搬运装置8的输送速度V2这两个速度决定。这里,搬运装置8的输送速度V2与玻璃带2的成形速度相等。通过使吸附输送机12的输送速度V1相对于该输送速度V2加快或者变慢,从而调节玻璃带2向下方的松弛量,彼此之间距离D被调节为恒定。
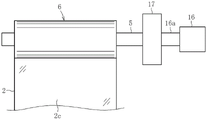
如图2所示,卷芯5与用于使卷芯5旋转的驱动源16(例如马达等)的旋转轴16a之间的转矩传递经由摩擦离合器17进行。驱动源16的旋转轴16a的转速比卷芯5的转速高。由此,由于卷芯5与驱动源16的旋转轴16a之间的转速差,在摩擦离合器17产生滑动。由此,在吸附输送机12作为前述的松弛控制机构发挥功能的情况下,即使吸附输送机12的输送速度V1加快或者变慢,由于驱动源16与摩擦离合器17连结,因此也能够以恒定的转矩使卷芯5旋转。另外,作为使用摩擦离合器17以外的方法,通过调整驱动源16的马达转距(例如基于伺服马达的转矩控制)也能够应对。
接下来,对使用了上述的制造装置1的本发明的第一实施方式的玻璃卷的制造方法及其作用/效果进行说明。
如图1所示,当成形后的玻璃带2被搬运到搬运路径上的切断区域P1时,针对在搬运装置8上与带状保护片10重叠的状态的玻璃带2,连续地分割其有效部2a和不需要部分2b。分割后的不需要部分2b被废弃。分割后的玻璃带2(有效部2a)从搬运装置8向下游侧搬出,从带状保护片10分离之后,在松弛搬运区间T通过而移载至吸附输送机12。
如此一来,在松弛搬运区间T与下游端P2的彼此之间,使吸附输送机12搬运玻璃带2。该吸附输送机12以固定保持玻璃带2的状态向下游侧搬运玻璃带2。由此,即使在吸附输送机12与下游端P2的彼此之间使玻璃带2具有张力(作用有张力),也能够避免张力跨吸附输送机12所搬运中的玻璃带2的部位而从下游侧向上游侧传播。由此,能够维持松弛搬运区间T中的玻璃带2的松弛,并且能够防止上述的张力传播至玻璃带2中的正分割不需要部分2b的部位。因而,能够阻止伴随着不需要部分2b的分割而在玻璃带2形成的切断端部的品质恶化,能够避免玻璃带2的断裂。
从吸附输送机12搬出的玻璃带2在由多个搬运辊13输送到下游侧之后,在下游端P2绕卷芯5卷绕。此时,通过在吸附输送机12与下游端P2的彼此之间使玻璃带2具有张力,从而能够避免玻璃带2在向卷芯5卷绕时的行进方向相对于原本应行进的方向不恰当地倾斜。因此,能够防止制造出的玻璃卷6的卷绕偏移。当完成期望长度的玻璃带2绕卷芯5卷绕时,玻璃卷6的制造完成。
以下,对本发明的其他实施方式的玻璃卷的制造方法进行说明。这里,在其他实施方式的说明中,针对与在上述的第一实施方式中已说明的要素实质上相同的要素标注相同的附图标记,省略重复的说明,仅针对与第一实施方式的不同点进行说明。
<第二实施方式>
如图3所示,第二实施方式的玻璃卷的制造方法与上述的第一实施方式不同之处在于,取代吸附输送机12而配置吸引辊18,由吸引辊18的旋转周部18a构成搬运部。
在吸引辊18的旋转周部18a形成有孔轴沿该吸引辊18的径向延伸的多个吸附用孔(省略图示)。另外,在吸引辊18的内部设置有与真空泵等连接的负压产生机构(省略图示)。该负压产生机构经由吸附用孔使玻璃带2产生负压,通过吸附将玻璃带2的下表面2d固定保持于成为搬运面的吸引辊18的外周面。由此,处于被吸引辊18吸附着的状态的玻璃带2在与旋转周部18a的旋转周速度相同的搬运速度下被向搬运路径的下游侧搬运。
<第三实施方式>
如图4所示,第三实施方式的玻璃卷的制造方法与上述的第一实施方式不同之处在于,取代吸附输送机12而配置夹持辊19,由构成夹持辊19的一对夹持辊19a、19a各自的旋转周部19aa构成搬运部。
一对夹持辊19a、19a能够在厚度方向上夹持玻璃带2并固定保持该玻璃带2。由此,处于由两夹持辊19a、19a夹持着的状态的玻璃带2在与两夹持辊19a、19a的旋转周部19aa的旋转周速度相同的搬运速度下,被向搬运路径的下游侧搬运。
这里,本发明的玻璃卷的制造方法并不限定于在上述的实施方式中说明的方式。例如,在上述的实施方式中,在从利用溢流下拉法连续地成形的玻璃带分割出不需要部分之后,绕卷芯卷绕而制造玻璃卷,但并不限定于此。在利用辊对辊的方式,从连续地自第一卷芯卷出的玻璃带分割出不需要部分之后,再次绕第二卷芯卷绕而制造玻璃卷的情况下,也能够应用本发明。
另外,在上述的实施方式中,以玻璃带的上表面侧为内侧绕卷芯卷绕,并且从下表面侧供给带状保护片,但不限于此。也可以是,以玻璃带的下表面侧为内侧绕卷芯卷绕,并且从上表面侧供给带状保护片。
附图标记说明:
2 玻璃带
2b 不需要部分
2c 上表面
2d 下表面
5 卷芯
6 玻璃卷
10 带状保护片
12 吸附输送机
12a 输送带
16 驱动源
16a 旋转轴
17 摩擦离合器
18 吸引辊
18a 旋转周部
T 松弛搬运区间
P2 下游端。
Claims (4)
1.一种玻璃卷的制造方法,其为如下制造玻璃卷的方法,通过将玻璃带在沿着搬运路径搬运的同时在长度方向上切断而从该玻璃带分割出不需要部分后,使分割出了该不需要部分的所述玻璃带以松弛的状态通过所述搬运路径上的松弛搬运区间,之后在所述搬运路径的下游端绕卷芯卷绕而制造玻璃卷,
所述玻璃卷的制造方法的特征在于,
在所述搬运路径上的所述松弛搬运区间与所述下游端的彼此之间设置搬运部,所述搬运部以固定保持所述玻璃带的状态向所述下游端侧搬运所述玻璃带,
所述搬运部是吸附输送机所具备的输送带,
在利用所述输送带一边以直接吸附的方式固定保持所述玻璃带一边搬运所述玻璃带的同时,在所述搬运路径上的所述输送带与所述下游端的彼此之间伴随着利用所述卷芯进行的卷绕而使所述玻璃带具有张力。
2.根据权利要求1所述的玻璃卷的制造方法,其特征在于,
使所述玻璃带的表面和背面中的、成为非保证面的背面固定保持于所述输送带。
3.根据权利要求1或2所述的玻璃卷的制造方法,其特征在于,
在使所述玻璃带重叠于保护片上的状态下切断所述玻璃带,并且
使处于从所述保护片分离的状态的所述玻璃带通过所述松弛搬运区间。
4.根据权利要求1或2所述的玻璃卷的制造方法,其特征在于,
经由摩擦离合器进行所述卷芯与用于使所述卷芯旋转的驱动源的旋转轴之间的转矩传递。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018118914A JP7148837B2 (ja) | 2018-06-22 | 2018-06-22 | ガラスロールの製造方法 |
| JP2018-118914 | 2018-06-22 | ||
| PCT/JP2019/022517 WO2019244653A1 (ja) | 2018-06-22 | 2019-06-06 | ガラスロールの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN112074476A CN112074476A (zh) | 2020-12-11 |
| CN112074476B true CN112074476B (zh) | 2023-03-28 |
Family
ID=68984001
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201980029984.7A Active CN112074476B (zh) | 2018-06-22 | 2019-06-06 | 玻璃卷的制造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20210130217A1 (zh) |
| JP (1) | JP7148837B2 (zh) |
| CN (1) | CN112074476B (zh) |
| DE (1) | DE112019003147T5 (zh) |
| TW (1) | TWI820156B (zh) |
| WO (1) | WO2019244653A1 (zh) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6748920B2 (ja) * | 2017-03-13 | 2020-09-02 | 日本電気硝子株式会社 | ガラスフィルムの製造方法 |
| JP6720900B2 (ja) * | 2017-03-14 | 2020-07-08 | 日本電気硝子株式会社 | ガラスロールの製造方法 |
| JP7486044B2 (ja) * | 2020-03-17 | 2024-05-17 | 日本電気硝子株式会社 | 帯状ガラスフィルムの製造方法 |
| KR20230109179A (ko) * | 2020-11-24 | 2023-07-19 | 코닝 인코포레이티드 | 유리 리본을 제조하기 위한 시스템 및 방법들 |
| CN116323448A (zh) * | 2020-11-27 | 2023-06-23 | 日本电气硝子株式会社 | 玻璃卷的制造方法 |
| CN113978859A (zh) * | 2021-09-28 | 2022-01-28 | 郑州旭飞光电科技有限公司 | 一种超薄柔性玻璃卷筒包装系统 |
| CN113941523B (zh) * | 2021-09-29 | 2024-05-24 | 广东利元亨智能装备股份有限公司 | 一种真空辊机构、片材剔除设备及剔除方法 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3398531B2 (ja) * | 1995-10-03 | 2003-04-21 | セイコーインスツルメンツ株式会社 | 記録紙の巻取機構 |
| DE19606626C2 (de) * | 1996-02-22 | 1998-05-20 | Pritt Produktionsgesellschaft | Reibungsbremse für einen Dispenser zur drehmomentbegrenzenden Kraftübertragung zwischen einem Spulenkern einer Spule zum Auf- oder Abwickeln eines Bandes und einer Drehaufnahme |
| TWI576320B (zh) * | 2010-10-29 | 2017-04-01 | 康寧公司 | 用於裁切玻璃帶之方法與設備 |
| TWI565646B (zh) * | 2010-11-30 | 2017-01-11 | 康寧公司 | 藉由張緊交插材料捲繞玻璃帶 |
| JP5679324B2 (ja) * | 2011-05-19 | 2015-03-04 | 日本電気硝子株式会社 | ガラスロールの製造方法および製造装置 |
| TWI500586B (zh) * | 2011-06-07 | 2015-09-21 | Nippon Electric Glass Co | 板狀玻璃的切割方法以及其切割裝置 |
| CN103732547B (zh) * | 2011-08-18 | 2016-10-26 | 康宁股份有限公司 | 切断玻璃带的方法 |
| TWI586612B (zh) * | 2011-11-18 | 2017-06-11 | 康寧公司 | 用於修整移動玻璃帶之設備及方法 |
| JP5831212B2 (ja) * | 2011-12-26 | 2015-12-09 | 日本電気硝子株式会社 | 帯状ガラスの製造方法 |
| KR20150084758A (ko) * | 2012-11-13 | 2015-07-22 | 니폰 덴키 가라스 가부시키가이샤 | 판 유리의 제조 방법 및 제조 장치 |
| KR102184301B1 (ko) * | 2013-08-28 | 2020-11-30 | 니폰 덴키 가라스 가부시키가이샤 | 유리 필름 리본 제조 방법 및 유리 필름 리본 제조 장치 |
| JP2015174744A (ja) * | 2014-03-17 | 2015-10-05 | 日本電気硝子株式会社 | ガラスロールの製造方法 |
| JP6354237B2 (ja) * | 2014-03-24 | 2018-07-11 | 日本ゼオン株式会社 | 脆弱フィルムの製造方法および装置 |
| WO2016123000A1 (en) * | 2015-01-29 | 2016-08-04 | Corning Incorporated | Methods and apparatus for conveying glass ribbon |
| DE102015104815A1 (de) * | 2015-03-27 | 2016-09-29 | Schott Ag | Verfahren und Vorrichtung zum kontinuierlichen Trennen von Glas |
| JP6579374B2 (ja) * | 2015-10-21 | 2019-09-25 | 日本電気硝子株式会社 | ガラスロールの製造方法及びガラスロール |
| JP6669988B2 (ja) * | 2016-06-02 | 2020-03-18 | 日本電気硝子株式会社 | ガラスフィルムの製造方法 |
-
2018
- 2018-06-22 JP JP2018118914A patent/JP7148837B2/ja active Active
-
2019
- 2019-06-06 CN CN201980029984.7A patent/CN112074476B/zh active Active
- 2019-06-06 WO PCT/JP2019/022517 patent/WO2019244653A1/ja active Application Filing
- 2019-06-06 DE DE112019003147.3T patent/DE112019003147T5/de active Pending
- 2019-06-06 US US17/053,188 patent/US20210130217A1/en active Pending
- 2019-06-19 TW TW108121234A patent/TWI820156B/zh active
Also Published As
| Publication number | Publication date |
|---|---|
| TW202000570A (zh) | 2020-01-01 |
| TWI820156B (zh) | 2023-11-01 |
| CN112074476A (zh) | 2020-12-11 |
| WO2019244653A1 (ja) | 2019-12-26 |
| US20210130217A1 (en) | 2021-05-06 |
| JP7148837B2 (ja) | 2022-10-06 |
| JP2019218203A (ja) | 2019-12-26 |
| DE112019003147T5 (de) | 2021-03-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112074476B (zh) | 玻璃卷的制造方法 | |
| CN110291030B (zh) | 玻璃卷的制造方法 | |
| WO2019244654A1 (ja) | ガラスロールの製造方法 | |
| TWI752024B (zh) | 玻璃薄膜的製造方法 | |
| KR102402499B1 (ko) | 가요성 유리 리본의 연속 가공 | |
| WO2017208677A1 (ja) | ガラスフィルムの製造方法 | |
| US20190010072A1 (en) | Method and apparatus for continuous processing of a flexible glass ribbon | |
| US11511461B2 (en) | Glass film manufacturing method | |
| JP7415265B2 (ja) | ガラスロールの製造方法 | |
| WO2021149519A1 (ja) | ガラスフィルムの製造方法 | |
| JP2014125419A (ja) | ガラス板製造装置、および、ガラス板製造方法 | |
| TW202120417A (zh) | 玻璃卷的製造方法 | |
| CN114901603A (zh) | 玻璃膜的制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |