CN1118360C - 制造用于图形表面制品的模具的方法、模具、图形表面制品 - Google Patents
制造用于图形表面制品的模具的方法、模具、图形表面制品 Download PDFInfo
- Publication number
- CN1118360C CN1118360C CN99810583A CN99810583A CN1118360C CN 1118360 C CN1118360 C CN 1118360C CN 99810583 A CN99810583 A CN 99810583A CN 99810583 A CN99810583 A CN 99810583A CN 1118360 C CN1118360 C CN 1118360C
- Authority
- CN
- China
- Prior art keywords
- instrument
- sheet
- millimeter
- opposite ends
- closing line
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 19
- 238000000034 method Methods 0.000 claims abstract description 43
- 239000000853 adhesive Substances 0.000 claims abstract description 5
- 230000001070 adhesive effect Effects 0.000 claims abstract description 5
- 238000003466 welding Methods 0.000 claims description 42
- 239000000463 material Substances 0.000 claims description 40
- 230000035515 penetration Effects 0.000 claims description 14
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 claims description 12
- 230000015572 biosynthetic process Effects 0.000 claims description 11
- 229910052751 metal Inorganic materials 0.000 claims description 10
- 239000002184 metal Substances 0.000 claims description 10
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 claims description 8
- 229910052779 Neodymium Inorganic materials 0.000 claims description 8
- QEFYFXOXNSNQGX-UHFFFAOYSA-N neodymium atom Chemical compound [Nd] QEFYFXOXNSNQGX-UHFFFAOYSA-N 0.000 claims description 8
- 229910052759 nickel Inorganic materials 0.000 claims description 6
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 4
- 239000004411 aluminium Substances 0.000 claims description 4
- 229910052782 aluminium Inorganic materials 0.000 claims description 4
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 4
- 239000001569 carbon dioxide Substances 0.000 claims description 4
- 229910002092 carbon dioxide Inorganic materials 0.000 claims description 4
- 229910052802 copper Inorganic materials 0.000 claims description 4
- 239000010949 copper Substances 0.000 claims description 4
- 241000538562 Banjos Species 0.000 claims description 3
- 238000003491 array Methods 0.000 claims description 3
- 239000002131 composite material Substances 0.000 claims description 3
- 239000010979 ruby Substances 0.000 claims description 3
- 229910001750 ruby Inorganic materials 0.000 claims description 3
- 229910001369 Brass Inorganic materials 0.000 claims description 2
- 239000010951 brass Substances 0.000 claims description 2
- 239000002985 plastic film Substances 0.000 claims 2
- 241000219991 Lythraceae Species 0.000 claims 1
- 235000014360 Punica granatum Nutrition 0.000 claims 1
- 239000000758 substrate Substances 0.000 abstract description 13
- 238000007789 sealing Methods 0.000 description 23
- 239000010410 layer Substances 0.000 description 14
- 238000012545 processing Methods 0.000 description 14
- 230000008569 process Effects 0.000 description 11
- 239000011347 resin Substances 0.000 description 11
- 229920005989 resin Polymers 0.000 description 11
- 238000005516 engineering process Methods 0.000 description 8
- 229920000642 polymer Polymers 0.000 description 6
- -1 Merlon Polymers 0.000 description 5
- 239000011248 coating agent Substances 0.000 description 5
- 238000000576 coating method Methods 0.000 description 5
- 230000003287 optical effect Effects 0.000 description 5
- 229920000178 Acrylic resin Polymers 0.000 description 4
- 239000004925 Acrylic resin Substances 0.000 description 4
- 238000005452 bending Methods 0.000 description 4
- 230000008901 benefit Effects 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 4
- 239000002421 finishing Substances 0.000 description 4
- 238000003754 machining Methods 0.000 description 4
- 238000000465 moulding Methods 0.000 description 4
- 238000003825 pressing Methods 0.000 description 4
- 229920001169 thermoplastic Polymers 0.000 description 4
- 239000004416 thermosoftening plastic Substances 0.000 description 4
- 230000000694 effects Effects 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- 210000001503 joint Anatomy 0.000 description 3
- 229920003023 plastic Polymers 0.000 description 3
- 239000004033 plastic Substances 0.000 description 3
- 238000005096 rolling process Methods 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- 230000003321 amplification Effects 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 229920001038 ethylene copolymer Polymers 0.000 description 2
- 238000001125 extrusion Methods 0.000 description 2
- JEIPFZHSYJVQDO-UHFFFAOYSA-N ferric oxide Chemical compound O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 2
- 230000009969 flowable effect Effects 0.000 description 2
- 239000002223 garnet Substances 0.000 description 2
- 229920001684 low density polyethylene Polymers 0.000 description 2
- 239000004702 low-density polyethylene Substances 0.000 description 2
- 239000011159 matrix material Substances 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 238000003199 nucleic acid amplification method Methods 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920002635 polyurethane Polymers 0.000 description 2
- 239000004814 polyurethane Substances 0.000 description 2
- 230000001105 regulatory effect Effects 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 229920001187 thermosetting polymer Polymers 0.000 description 2
- 229910052727 yttrium Inorganic materials 0.000 description 2
- VWQVUPCCIRVNHF-UHFFFAOYSA-N yttrium atom Chemical compound [Y] VWQVUPCCIRVNHF-UHFFFAOYSA-N 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- XKTYGFMHWGOIND-UHFFFAOYSA-N [Cl].ClC=C Chemical compound [Cl].ClC=C XKTYGFMHWGOIND-UHFFFAOYSA-N 0.000 description 1
- 125000001931 aliphatic group Chemical group 0.000 description 1
- VXAUWWUXCIMFIM-UHFFFAOYSA-M aluminum;oxygen(2-);hydroxide Chemical compound [OH-].[O-2].[Al+3] VXAUWWUXCIMFIM-UHFFFAOYSA-M 0.000 description 1
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 235000015241 bacon Nutrition 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 230000001413 cellular effect Effects 0.000 description 1
- 229920006217 cellulose acetate butyrate Polymers 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 229920006026 co-polymeric resin Polymers 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 239000002826 coolant Substances 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 238000005323 electroforming Methods 0.000 description 1
- 229920002313 fluoropolymer Polymers 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 229910052734 helium Inorganic materials 0.000 description 1
- 239000001307 helium Substances 0.000 description 1
- SWQJXJOGLNCZEY-UHFFFAOYSA-N helium atom Chemical compound [He] SWQJXJOGLNCZEY-UHFFFAOYSA-N 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- NPURPEXKKDAKIH-UHFFFAOYSA-N iodoimino(oxo)methane Chemical compound IN=C=O NPURPEXKKDAKIH-UHFFFAOYSA-N 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- JCXJVPUVTGWSNB-UHFFFAOYSA-N nitrogen dioxide Inorganic materials O=[N]=O JCXJVPUVTGWSNB-UHFFFAOYSA-N 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 239000012994 photoredox catalyst Substances 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 229910000679 solder Inorganic materials 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 238000010561 standard procedure Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000011009 synthetic ruby Substances 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C39/00—Shaping by casting, i.e. introducing the moulding material into a mould or between confining surfaces without significant moulding pressure; Apparatus therefor
- B29C39/14—Shaping by casting, i.e. introducing the moulding material into a mould or between confining surfaces without significant moulding pressure; Apparatus therefor for making articles of indefinite length
- B29C39/148—Shaping by casting, i.e. introducing the moulding material into a mould or between confining surfaces without significant moulding pressure; Apparatus therefor for making articles of indefinite length characterised by the shape of the surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/38—Moulds or cores; Details thereof or accessories therefor characterised by the material or the manufacturing process
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/21—Bonding by welding
- B23K26/24—Seam welding
- B23K26/26—Seam welding of rectilinear seams
- B23K26/262—Seam welding of rectilinear seams of longitudinal seams of tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K33/00—Specially-profiled edge portions of workpieces for making soldering or welding connections; Filling the seams formed thereby
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/02—Seam welding; Backing means; Inserts
- B23K9/035—Seam welding; Backing means; Inserts with backing means disposed under the seam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/38—Moulds or cores; Details thereof or accessories therefor characterised by the material or the manufacturing process
- B29C33/3842—Manufacturing moulds, e.g. shaping the mould surface by machining
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C39/00—Shaping by casting, i.e. introducing the moulding material into a mould or between confining surfaces without significant moulding pressure; Apparatus therefor
- B29C39/14—Shaping by casting, i.e. introducing the moulding material into a mould or between confining surfaces without significant moulding pressure; Apparatus therefor for making articles of indefinite length
- B29C39/18—Shaping by casting, i.e. introducing the moulding material into a mould or between confining surfaces without significant moulding pressure; Apparatus therefor for making articles of indefinite length incorporating preformed parts or layers, e.g. casting around inserts or for coating articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C53/00—Shaping by bending, folding, twisting, straightening or flattening; Apparatus therefor
- B29C53/36—Bending and joining, e.g. for making hollow articles
- B29C53/38—Bending and joining, e.g. for making hollow articles by bending sheets or strips at right angles to the longitudinal axis of the article being formed and joining the edges
- B29C53/387—Bending and joining, e.g. for making hollow articles by bending sheets or strips at right angles to the longitudinal axis of the article being formed and joining the edges the joining being done from the inside
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D11/00—Producing optical elements, e.g. lenses or prisms
- B29D11/00605—Production of reflex reflectors
- B29D11/00625—Moulds for reflex reflectors
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
- G02B5/12—Reflex reflectors
- G02B5/122—Reflex reflectors cube corner, trihedral or triple reflector type
- G02B5/124—Reflex reflectors cube corner, trihedral or triple reflector type plural reflecting elements forming part of a unitary plate or sheet
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/14—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation
- B29C65/16—Laser beams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/14—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation
- B29C65/16—Laser beams
- B29C65/1603—Laser beams characterised by the type of electromagnetic radiation
- B29C65/1612—Infrared [IR] radiation, e.g. by infrared lasers
- B29C65/1619—Mid infrared radiation [MIR], e.g. by CO or CO2 lasers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/114—Single butt joints
- B29C66/1142—Single butt to butt joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/43—Joining a relatively small portion of the surface of said articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/91—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux
- B29C66/914—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by controlling or regulating the temperature, the heat or the thermal flux
- B29C66/9161—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by controlling or regulating the temperature, the heat or the thermal flux by controlling or regulating the heat or the thermal flux, i.e. the heat flux
- B29C66/91641—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by controlling or regulating the temperature, the heat or the thermal flux by controlling or regulating the heat or the thermal flux, i.e. the heat flux the heat or the thermal flux being non-constant over time
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/91—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux
- B29C66/919—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux characterised by specific temperature, heat or thermal flux values or ranges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/93—Measuring or controlling the joining process by measuring or controlling the speed
- B29C66/934—Measuring or controlling the joining process by measuring or controlling the speed by controlling or regulating the speed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/93—Measuring or controlling the joining process by measuring or controlling the speed
- B29C66/939—Measuring or controlling the joining process by measuring or controlling the speed characterised by specific speed values or ranges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0018—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds having particular optical properties, e.g. fluorescent or phosphorescent
- B29K2995/003—Reflective
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2011/00—Optical elements, e.g. lenses, prisms
- B29L2011/0083—Reflectors
- B29L2011/0091—Reflex reflectors
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1002—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina
- Y10T156/1036—Bending of one piece blank and joining edges to form article
- Y10T156/1038—Hollow cylinder article
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/19—Sheets or webs edge spliced or joined
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
- Y10T428/24612—Composite web or sheet
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Manufacturing & Machinery (AREA)
- Plasma & Fusion (AREA)
- Health & Medical Sciences (AREA)
- Ophthalmology & Optometry (AREA)
- General Physics & Mathematics (AREA)
- Optical Elements Other Than Lenses (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
本发明涉及用于从一基本平面的基板制造一基本圆筒形工具的方法,其中工具具有至少一个图形表面(41)。制成的工具包括带有一足够牢固的焊接头(44)的图形表面(41),它能制造具有带有一相对较窄又有较佳装饰性的接缝线(42’)的图形表面的制品。这些制品包括反光片、结构磨料制品、适合用于个人护理产品的粘接制品等。
Description
技术领域
本发明涉及用于制造一工具或一模具的方法,该工具或模具用于制造具有至少一图形表面的制品,例如反光片(retroreflective sheeting)、结构化磨料制品以及用于个人护理产品的粘附制品。还提供了具有至少一个图形表面的模具和产品。
背景技术
反光片使用在许多场合以提高行人和机动车驾驶员的安全。许多这些应用场合要求片材具有观看起来舒服的或装饰性的外观。反光片的一特别有用的型式是立方角反光片。这些反光片的类型通常包括这样一个片材,它具有一大致平的前表面和从后表面突出的立方角反光单元的阵列。该立方角反光单元包括三面体结构(即通常有三个近似相互垂直的侧面相交在一个角上)。在使用中,将反光片布置成使其前表面大致对着观察者的预定位置。在这个方位,入射到前表面的光线进入该片材,通过该片材本身,被立方角反光单元的各个角在内部反射,以致以基本对着光源,即向后反射的方向射出前表面。
通常采用模具制造后向反射立方角单元阵列,主要用已知技术、包括针束(pin bundling)和直接机加工制造模具。由针束制造的模具由装配在一起的许多单个针制造,每个针具有带一立方角反光单元的诸特征而成形的一端部。该直接机加工技术也称为刻划技术,它包括切削掉一基板的一些部分,产生诸沟槽图形,这些沟槽相交形成包含诸立方角单元的结构。通常使用这有沟槽的基板作为一母模(master),从这母模可以形成一系列模型型腔、复制品或模具。然后,通常使用这些产品作为反光片的模具。在美国专利号4,588,258(Hoopman)中叙述了直接机加工的一个例子。
制造了该模具后,用这有沟槽的基板对一塑料板进行热模压加工而形成一模制的表面或者其后将一交联的、部分聚合的树脂放置在一复制的模具上,然后通常将它暴露于一辐射,例如一光化灯光或热源,以固化树脂,制成反光片。在美国专利号3,689,346(Rowland)中叙述了这样复制的一个例子。
这些制造加工通常是连续加工。对于反光片的连续制造来说,通常用一平的、原始被划刻的基板或其复制品来形成一工具,即带一条或多条横过其宽度的焊接线的圆筒。流入焊接线的树脂成分趋于粘附于模制的表面,并在形成的片材中引起有害的接缝线和瑕疵。而且,在将一表层薄膜粘附于立方角单位阵列的步骤中,当焊接线与一模压辊上的一模压突出部分对齐时就会形成疵点。
热或机械应力、树脂收缩效应、从模具上取出和模具自身的形状可以影响反光片的效率和外观。例如,在多数反光片中,可以观察到横过反光片的接缝线。因为这些接缝线降低了该片材的装饰性能,并在某些情况下削弱了该片材的后向反射性能,所以已进行了一些研究来消除这些缺点。例如,美国专利号5,643,400和5,558,740(均授予Bernard等人)分别叙述了一种设备和一种方法,用于生产反光片,其中使用至少两个模具表面产生两个棱角阵列,在每个阵列的一前边缘和/或后边缘处重叠。
发明内容
仍然需要制造一具有至少一个图形表面的工具的方法,该图形表面有一充分强度的焊接头,该焊接头能在具有至少一个图形表面的制品,例如反光片上产生一装饰性的、使人舒服的窄接缝线(seamline)。
在这里所使用的术语“工具”是指一具有至少一个图形表面的基板,它形成一原始样板(template),从这样板可复制其它制品,例如一模具或一制品,如反光片、磨料制品等。通常,该工具包含多个有图形的工具片(tile),这些工具片结合起来在各工具片之间形成诸接合线(1ay-up lines)。该工具可以包含一个以上工具段(tooling segment),它本身可以用作为一原始样板。
在这里所使用的术语“模具”是指一由工具所形成的结构。模具通常用在进一步的复制生产中,生产例如反光片、磨料制品等。
本发明提供制造一工具的方法,包括提供一基本平面工具,它具有相互相对的第一端和第二端、一图形侧和一与图形侧相对的后侧;将两相对端放置在一起形成其中有一空腔的基本圆筒形状,其中后侧面对着空腔;将两端部焊接在一起形成一空腔,至少使后侧的相对端结合在一起。在这一实施例中,基本圆筒形状有一基本圆形的横截面。
较佳地,将端部焊接在一起的步骤包括:从内腔将两端部焊接在一起,按照本发明,焊接相对端在图形侧产生宽度约0.0025毫米到约0.2毫米的一接合线。较佳地,焊接穿透深度小于所生成焊接头的100%穿透深度(penetration)。在焊接过程中,较佳地利用从机械夹具、磁性板等中选择的一紧固件或利用真空将相对端保持在一起。工具也可包括一个以上的工具片,这样的工具包括在图形侧上的一个以上的、宽度约0.0025毫米到0.2毫米的结合线。
在一实施例中,工具包括一金属,金属选自包括铝、黄铜、铜、镍和它们组合的一组材料。如果需要,可以利用其它材料和/或金属。
按照本发明,焊接相对端部的步骤较佳地包括:将工具的后侧暴露于选自包括二氧化碳激光器、红宝石激光器、钕:玻璃激光器和钕:钇铝石榴石激光器的一组中的激光器。该工具较佳地暴露于进给速度约2.5厘米/分到约1600厘米/分的激光器。该工具较佳地暴露于每秒约5个脉冲到每秒约100个脉冲的激光器。该工具较佳地暴露于每个脉冲约20焦尔或更小的能量的激光器。
按照本发明的方法,也可包括在将两相对端放置一起之后在图形侧附近放置一散热片。
按照本发明所形成的一接合线可由选自包括对接接头、焊接接头、搭接接头或突边接头的一组中的结构而形成。
本发明的另一方面是用上述方法产生的工具所制造模具,其中模具包括一在有图形侧上宽度约0.0025毫米到约0.2毫米的接合线。
本发明的再一方面提供具有用上述模具所产生的至少一个图形表面的产品,至少一个图形表面有宽度基本与模具的接合线相同的一条接缝线。
本发明的又一方面提供一微结构复合片材,它包括用一聚合材料形成的固化的微结构单元的三维阵列,其中存在于该阵列中的任何接合线在图形侧上都具有约0.0025毫米到约0.2毫米的宽度。
本发明的又一方面提供用于制造具有一图形表面的产品的模具,该模具包括一图形外表面、一内表面和一具有小于约1 00%工具厚度的焊接头穿透深度的接合线。
本发明旨在解决在工具或基板上减小接头外观的问题,使生产图形表面的产品(有时在此指复制品)的加工保持相对较简单,如在美国专利号5,643,400和5,558,740(两个都是授予Bernard等人)所述那样,旨在解决在复制阶段出现的问题。
附图说明
图1是按照本发明使用一工具的说明性工艺过程的简图;
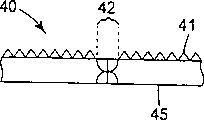
图2是表示一焊接头厚度的套筒横剖侧视图;
图3是一传统两侧焊接头的剖视图;
图4是在焊接过程中有过大能量穿透从而引起套筒向外弯曲的一后侧焊接头的剖视图;
图5是在对接型接头上的一后侧焊接头的剖视图;
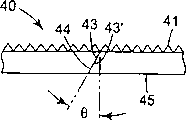
图6是在对接型接头上的带有一角度的一后侧焊接头的剖视图;
图7是在搭接型接头上的一后侧焊接头的剖视图;
图8是在焊接前以一角度切割套筒的端部,然后将一焊接材料楔形块插入接头所形成的一后侧焊接头的剖视图;
图9是突边焊接的剖视图;
图10表示在工具的模制侧上放置一散热片材;
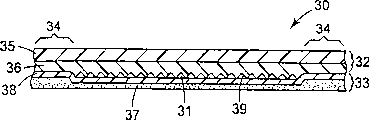
图11是一反光片的剖视图;
图12a是一套筒的平面图,其中一焊接线相对套筒的回转轴线倾斜一角度;
图12b是示出焊接线为螺旋线的套筒平面图;
图13a至13f示出了本发明的工具,其中工具包含许多有图形的工具片,这些工具片结合在一起,在平行于工具沟槽线的各工具片之间形成接合线;
图14是按照本发明的一接合线的放大五十倍的照片;
图15是传统焊接线的放大五十倍的照片;
图16是按照本发明的工具制造过程中的一接合线的剖面放大五十倍的照片;以及
图17是在一传统工具中的一传统焊接线的剖面放大五十倍的照片。
具体实施方式
本发明提供了一种具有至少一个图形(或模制)表面的、基本是圆筒形的工具,所述表面较佳地是由一平的原始被划刻的基板或其复制品形成的。该工具最好是这样制作的,即从与至少一个图形表面相对的那一表面焊接一焊接头,从而形成一坚固的焊接。这样被制出的工具随后在从其所制造的反光片上产生一相对较窄的接合线,较佳地有约0.0025毫米至约0.2毫米的宽度,其中该接合线对观察者产生具有装饰性的舒适感。
虽然本发明是特别对反光片进行叙述的,但也可应用于加工一模制的或有图形表面的其它应用场合。这些应用场合包括结构化的磨料制品的制造,如在美国专利号5,304,223(Pieper等人)、美国专利号5,500,273(Holmes等人)和美国专利号5,435,816(Spurgeon等人)中提到的几个这类产品;在个人护理产品中的粘结制品和机械系固件,例如在美国专利号4,973,326(Miller等人)、美国专利号5,312,387(Midgley等人)和美国专利号5,679,302(Bychinski等人)中所述;提高光亮度薄膜,例如在美国专利号5,245,454(Blonder)、美国专利号5,504,544(Dreyer等人)和美国专利号5,635,278(Williams)中所述。
图1是说明工艺过程的示意图,部分地示出了其上有一套筒27的转动芯轴(mandrel)25。该套筒是一工具的说明性的形状。虽然本领域的熟练人员将容易了解用于将该套筒放置在芯轴上的许多技术,但在一实施例中,是加热一基本为圆筒形的套筒并将其放置在芯轴上,一旦冷却之后,套筒就收缩在这滚筒上。术语“基本圆筒形”是指其中形成有一空腔或敞开空间的并有从圆、椭圆等形状选择的横截面的一细长中空结构。或者,该套筒可以用粘合剂(例如热固有机粘合粘、焊料等)或者用一机械装置例如一个或多个销钉或一个或多个夹具固定于滚筒。根据所生产的工具的所需目的,套筒可以有不同的尺寸,并且可以有套筒直径和套筒材料厚度的多种组合。
例如,在反光片材的制造中,套筒的直径较佳地在约20至130厘米之间。但是,本领域的普通熟练人员都已知道,根据加工设备(例如焊机和/或模压设备)的尺寸,套筒的直径可以是任何尺寸。虽然只要材料能形成为一基本圆筒形就可以使用任何厚度,但是套筒材料的厚度可在约0.25至2.5毫米之间,较佳地在约0.4至1.0毫米之间。
在形成套筒的过程中,一实施例包括以这样一种方式将该工具卷成一圆筒,即,造成基本上不需要用力将工具的两端部保持在一起,也就是在工具中没有趋于弹性分开两端部使其回到原始平面状态的残余力存在。利用一滚压加工可以完成这一要求,其中通常使用一设备,该设备在一个步骤中一般在高压作用下滚压和/或弯曲出一成圆筒形的完整曲线。用于滚压加工的合适设备的例子是可从明尼苏达州的Lake市的Acrotech公司购得的商品名为ONE-PASSROLL BENDING MACHINE(一次通过滚压弯曲机)的产品。这可以用将工具的两端保持在一起的夹紧装置来完成。夹紧装置的例子是(1)铜夹具、(2)磁性板和(3)施加真空。
工具有一模制表面,即一图形表面,该表面通常有许多其形状和尺寸适合于形成所需反光单元的齿状结构(例如凹痕)。在该工具中,在每一凹痕顶表面处的开口对应于所生成的反光单元的基部。适当的凹痕和这样生成的反光单元可以是有三个侧面的、包含有一立方角的棱锥,如在美国专利号4,588,258(Hoopman)中所揭示的那样,或者可以有一矩形基部以及两个矩形侧面和两个三角形侧面,这样每个单元就都包含有两个立方角,如在美国专利号4,938,563(Nelson等人)中所揭示的那样。而且,每一凹痕都有一个对应于所生成的后向反光单元高度的深度。例如,每一凹痕可有0.06毫米、0.09毫米和0.18毫米的深度(因此产生这一高度的反光单元)。但是,熟悉本领域的人员将容易理解,按照本发明在该工具内的许多凹痕可有任何形状,某一给定的工具可包括许多凹痕形状和尺寸。本技术领域的熟练人员也将容易理解,可以用突出部分代替凹痕或者除了凹痕之外增加突出部分。
在形成许多反光单元的过程中,通常将可流动的树脂施加于工具的模制的表面,即图形表面。树脂应该是在可选择地使用真空、加压或机械装置时相对于模制表面流动(例如进入模制表面的各模腔中)。对于有凹痕的模具,最好是使用足够数量的树脂,它至少基本填满众多凹痕。对于有反向图形的模具(例如制造共同待批的美国专利号09/227,963中所述的片材所需要的突出部分),最好是涂敷足够量的树脂,它基本覆盖诸突出部分并适合于工具表面。选择用于立方角单元阵列的树脂最好能产生可提供高效后向反射(反光)以及充分耐用和耐气候性的产品。适当聚合物的说明性的例子例如包括丙烯酸树脂、聚碳酸酯、聚酯、聚乙烯、聚氨酯、醋酸纤维素丁酸盐聚合物和氯氯乙烯。
在许多情况下,希望利用一模具或图形表面的第一代或稍后几代的复制品作为工具。按照所使用的工具和树脂成分的性质,固化后,多个成图形反光单元就可以从工具分离或者可以需要一分离(pating)层来获得所需的分离特性。分离层材料的说明性例子包括一引发表面氧化层、一中间薄金属涂层、化学镀银、不同材料或涂层的结合。如果需要,可以将适当制剂引入树脂成分,藉以在树脂固化后获得所需的分离特性。
用于复制反光单元的工具通常形成在一基体材料的基本平的平面上,基体材料适合于用如下所限定的直接机加工技术来加工。尤其较佳的材料是那些对机加工不会形成毛口、有低的延展性和低的颗粒性以及在表面成形之后保持尺寸精度的那些材料。因为金属能形成为所需的形状和提供极好的光学表面,以使所得到的反光单元结构的后向反光性能最佳,所以金属是一较佳的基板材料。也可利用各种可机加工的塑料(包括热固性和热塑性材料),例如丙烯酸树脂。
“直接机加工”技术通常也称为“划刻”,它包括切削部分基板,产生相交的凹痕或沟槽图形,从而形成包括立方角单元的、形成最终反光单元的结构。直接机加工技术适合于制造有小的微立方阵列的母模。小的微立方阵列对于生产具有改进柔性的薄的复制阵列是特别有利的。微立方阵列对于连续加工制造也是有益的。制造大的微立方阵列的加工趋向于使用直接机加工方法,而不是其它技术。在美国专利号4,588,258(Hoopman)中揭示了直接机加工的一个说明性的例子。
直接机加工过程形成一包含所需图形的平的“被刻划母模”件(或“工具片”)。因为工具片通常比所需的工具尺寸小,所以机加工各工具片的边缘使其有一定尺寸。然后组装这些工具片成为一复合工具。在过去,用普通粘合剂粘合每块工具片的接缝来组装这些工具片。本领域的普通熟练人员将会理解,组装工具片的措施取决于在工具片上的图形尺寸。例如,当图形包含相对较小立方图形时,因为已发现在由小立方图形所形成的反光片中接合线趋于较显著,所以特别希望形成较小的接缝(也称为接合线)。
在工具片之间的这些接合线最好是小于0.0025毫米,并难以靠肉眼在平的基板组装件中发现它们。可利用这些有图形基板的组装件作为一母模,从该母模可以形成一系列压痕,即复制件。在某些情况下,母模本身可用作一后向反光制品。但是复制件,包括多代的复制件,更普遍地用作为后向反光制品。当工具具有所需尺寸时,如图2所示将它卷绕成具有一图形表面41和一后侧面45的套筒40。套筒40较佳地是使其相对端43和43′相互很靠近,以使它们可以永久地接合。
图3示出了传统焊接线42的横剖面,其中套筒的端部通常依靠形成一个对接接头而结合在一起,然后在前侧(即有图形侧)和后侧上进行焊接。通常形成在工具的图形侧上的焊接线的宽度约为0.5至1.0毫米。该焊接线可在所生成的模具或制品(例如从其复制的反光片)中产生一条接缝。在由该工具所生产的反光片中,这条接缝在日光和后向反射光下的可见度超过希望的程度。该接缝的纹理表面引起反射光的散射并使接缝更明显。如果反光片是由其上具有金属涂层的工具制造的话,尤其是这样。而且,可流动的树脂会粘附于焊接线,在制成的反光片中形成疵点。另外,邻近于焊接线的图形的物理失真可产生一包括不希望有的光学梯度的反光片。
图4示出了一通常意图从后侧进行焊接(特别是借助高能激光)所产生的焊接线42。该工具趋向于离开套筒中心向外弯曲。因此,除了产生不适当的宽焊接线之外,工具形状的变形也会引起反光片的疵点。
图5到10以及12a和12b是按照本发明将工具的相对端切削成一目标形状,以弥补上述问题的例子。在图5中,示出了一对接型接头,它带有一形成接合线44的后侧焊接,可作为本发明一实施例的代表。按照本发明,利用一焊机从工具的后侧将相对端接合在一起而形成一接合线44。
虽然许多类型的焊机被认为是合适的,但是一较佳的焊机是激光焊机。通常激光焊机有四种类型:利用氦、氮和二氧化碳混合物的二氧化碳激光器;利用在二氧化铝中带有铬的合成红宝石的红宝石激光器;利用在玻璃中的钕的钕:玻璃激光器;以及利用钇、铝和掺杂钕的石榴石晶体的钕:钇铝石榴石激光器。钇铝石榴石型的适合的激光焊机可从加利福尼亚州Sunnyvale市的HDESystems有限公司或从威斯康星州Somerset市的LMI公司购得。
较佳地,将激光器安装一小到足以安装在套筒直径内的支架上。在焊接加工中关键的参数是(1)激光束沿焊缝线的进给速度,单位是每分钟厘米数(厘米/分);(2)每秒内脉冲速度(PPS);以及(3)每个脉冲的能量。这些参数决定了每个脉冲的点尺寸和焊接的穿透深度的百分率。最好是将以上的焊接参数设定成当从后侧焊接时并不会达到工具厚度的100%那样的穿透深度。当有熔化金属的浮泡从工具的图形表面侧、在焊接线内或其附近出现或喷出时,可以看成是百分之一百穿透深度。虽然这些浮泡可以磨去,但焊接变线成不可接受的宽。发现较佳的最大穿透深度是90%左右,这样就可以提供一个使随后套筒在滚筒上的收缩配合具有所需足够强度的焊接,同时使在接头的宽度和工具的图形侧上的邻近区域上的作用力保持最小。而且,较佳是在达到该焊接穿透深度时使每个脉冲的能量保持在一最小值。
当从工具的图形侧观察时,本发明所产生的接合线宽度通常从约0.0025毫米到约0.2毫米。虽然超过该宽度可影响立方角的尺寸或光学性质,但是在这宽度内一反光片的接合线在白天的颜色和外观保持不变,并在美观方面产生令人愉快的改进。当靠近检查该接合线时,它显示出对应于激光入射点的一系列单个焊接点。诸点沿接合线的间距通常通过调节激光的每秒的脉冲数来调节,最好是这些点相互重叠。当每秒的脉冲数太低或进给速度太高时,焊接变得不连续和较弱。主要由强度要求决定焊接穿透深度的百分率。该数字取决于材料、工具的厚度和焊机的质量。希望焊接穿透深度百分率较低,以便对工具的模制表面上的立方角的损坏最小。
如上所述,其它参数也影响生成的接合线。例如,激光机沿着接合线的较佳进给速度是约2.5厘米/分到1600厘米/分。一较佳的脉冲速度是约5PPS到约100PPS。每一脉冲较佳的能量是约20焦尔或更小。虽然已给出了对于焊接镍的较佳范围,本领域的熟练人员在本发明所揭示内容的基础上,将能够容易地决定上述参数的设定值,从而根据本发明的教导,对其它材料产生一适当的焊接穿透深度的百分率。
图6示出了当工具的端部(43和43′)横过工具的厚度以相对套筒的半径呈一角度θ被切削时所形成的一接合线44。利用该实施例来避免从后侧焊接加工所产生的直接到达模制表面的加热并避免损坏诸立方体。
图7示出了搭接型接合线44。这种接合线的好处除了从后侧焊接的效果之外,还包括机械互锁增加了接合强度。
图8示出了如何形成一楔形接头46,其中切削工具的相对端43和43′被切削成留下一楔形开口50,并在后侧上形成梯形的底部。作为一个例子,将一件镍制工具切削成为这样的形状,并将此近似开口区域的镍制楔形块5 1插入工具的开口内。然后从后侧进行焊接,获得适当强度的焊接,同时对工具的模制表面的损坏最小。
图9示出了突出边接头。较佳地从焊接区域53去除立方角单元,以使对立方角的损坏最小。当将树脂浇到工具内时,就产生了适合粘接于一密封薄膜的突边。应注意到,可将诸凹痕的图形切割到模制表面中,以提供支撑密封薄膜的边缘,并避免出现任何接合线的外观。
图10示出了放置在工具40的模制表面41上的一散热片60,它使图形单元的温度最低,从而减少模制表面41和接合线44的宽度的物理的和光学的变形。任何高导热材料都是适合的,其中铜是较佳的。此外,可以将冷却剂引过散热片材料,以进一步降低表面温度。
图11示出了一种多孔片材30的剖示图,该板有一基本透明的表面构件32、一基础构件33和保持表面构件对基础构件是分开的支承密封腿构件34。表面构件、基础构件和密封腿构件形成许多密封的小气室31。形成诸小气室的部分称为密封部分。作为立方角的单层后向反光件39包含在每个小气室内,因而诸立方角有一空气界面。多孔片材的一个例子是可从明尼苏达州保罗市的3M公司购得的960系列、白色、商品名为SCOTCHLITE DIAMOND GRADE的优级片材。从ASTM(美国标准试验手册)D4956-94(1994年11月)“用于交通控制的反光片的标准技术规格”中找到后向反光和反光片的叙述。在美国专利号5,138,488(Szczech)、5,450,235(Smith)、5,614,286(Bacon)、5,706,132(Nestegard等人)、5,714,233(Araki等人)和5,754,338(Wilson等人)中也揭示了以立方角为基础的反光片的一些说明性的例子。
表面构件32最好包括一重叠薄膜35和一本体部分36。本体部分包含诸反光单元39例如立方角的单个层。但是通常一境界层(land layer)作为本体部分的一部分存在于重叠层和诸立方角的单层之间。表面构件32可以是一单一材料,但通常包含不同材料的若干层。对于表面构件所选择的材料较佳地是尺寸稳定的、耐用的、耐气候性的和容易成形为所需结构的材料。例如可以从氟化聚合物、含离子键的乙烯共聚物、低密度聚乙烯、增塑的乙烯基卤化聚合物、聚乙烯共聚物以及脂族的和芳族的聚氨酯材料中选择光学重叠薄膜35。重叠薄膜的厚度通常在约0.01至0.2毫米之间。境界层的厚度通常小于0.25毫米,较佳地希望有接近零毫米的最小厚度。选择用于本体部分36的聚合材料是热塑性的和趋于是相对其它聚合物有较高Vicat(维卡)软化温度的较硬的刚性材料。在这里使用术语“热塑性的”是传统意义上的,意味着当受热时软化、受冷时又基本回到它的原来状态的材料。适合用于本体部分的材料的例子包括聚丙烯聚合物、丙烯酸树脂、聚碳酸盐、聚酰亚胺和它们的混合物。
基础构件33也可称为背衬片或密封薄膜。基础构件33有与空气或密封腿部接触的第一侧38和一第二侧,第二侧通常有其上设置有一衬片(未示出)的粘合剂37。基础构件设置在单层立方角单元之后,用来保持许多立方角单元周围的空间。较佳地该基础构件包含一热塑性材料。用作基础构件的较佳聚合物是在如美国专利号5,754,338(Wilson等人)中所述的多相共聚树脂的苯乙烯族之中。基础构件的维卡软化温度通常小于表面构件的本体部分的软化温度约30℃。基础构件的厚度通常在约0.01至0.25毫米之间。
单层立方角单元也可称为三棱镜、微三棱镜或三垂面反射镜。立方角单元的高度通常在约0.02至0.5毫米之间。将该微结构层模制进入表面构件的本体部分之中。
密封腿构件也可称为支承壁、粘合部或隔膜。如美国专利号4,025,1 59(McGrath)中所提示的那样,通常对表面构件和基础构件加热和加压形成密封腿构件。
有时,模压辊上的突出部分与接合线对准而在密封腿构件内产生一透明线。可利用如图12中所示的接合线44的倾斜来解决这一问题。如图12a中所示,合适的角度大约为2.5度,但是可降低该突出部分与接合线的对齐程度的任何角度都是有益的。
图12b是改变图12a的构思的一例,其中接合线44具有横过该片材的宽度的一螺旋线形状。如上所述,该形状也可避免接合线与模压辊上的突出部分的对齐。本技术领域的熟练人员将会理解,在本发明的范围内有许多能完成该目的的目标形状。
在本发明的一较佳实施例中,设计一根或多根接合线平行于该工具外形的空腔或轮廓。在更佳的实施例中,接合线也将不是横过带子或辊子的直线。因此,在该板中接合线的任何复制将不会平行于一涂敷工位或模具唇部。该特征有助于避免在涂敷加工中流动的不稳定性,并允许增加涂覆速度。当接合线呈斜线形状倾斜时,要求较长的焊接。这些较长的焊接最好有助于完成较高的下薄片(down-web)强度、分布应力,并当工具在一半径上弯曲时引起较小的工具“搭篷(tenting)”。
如以上所述,用于这些工具的按比例增大过程经常要求图形接合成一被延伸的薄片。要求精确的片对片组装,但可能难以完成这工作。在图13a-13f所述的一实施例中,通过使修整的母模的边缘平行于工具的沟槽线,可方便地完成组装。同样,在组装时,母模形成具有一平行于沟槽线的接合线的带子。
图13a示出了如何在一平面内切割一系列沟槽线(52、54、56)而形成一母模图形50。在图13a中没有示出诸立方角位置,但在示出的每个完整的三角形58内部将是突出部分。本技术领域的熟练人员可以理解,可以按各种角度转动沟槽线的方位,用来提供具有不同光学棱角和/或其它反光特性(例如提高观察角性能)的薄片。
图13b示出了全部有沟槽的修整后的母模60。图13c和13d示出了另外的修整后的母模(70+80),用作为按比例放大工具的边侧部分。
可以(i)如如图13e或13f所示,将修整后的母模(60,70和80)结合起来和(ii)将结合起来的端部焊接起来形成一卷筒,就能产生一成品工具。如图所示,图13e和图13f的结合线平行于工具的沟槽。将可以理解,对于某一工具来说,结合的母模的数量由母模的尺寸和成品工具的所需尺寸来决定。除了所示的菱形和三角形母模之外,按照本发明的原理,可以利用其它形状。
图13a-f所示的工具装置也适合利用在此叙述的焊接技术。较佳地,从圆筒的空腔侧将这些工具的端部焊接在一起。但是,图13a-f所示的工具也可以从非空侧焊接,仍能提供在此所述的其它优点。并且,图13a至13f所述的工具片方法可以用来组装用非金属材料例如塑料(例如聚碳酸酯、聚酯、丙烯酸树脂等)制成的工具。这些工具还是可以提供接合线平行于工具的沟槽的重要优点和好处。
例子
现在将结合仅仅是说明性的某些例子来描述本发明。
形成工具所使用的材料镍(可从英国的INCO公司购买其颗粒形产品),电铸此材料,形成厚度为0.4毫米的基本平整的工具。
利用滚压工艺将具有一图形表面和与该图形表面相对的后表面的一平基板形成为一圆筒,其中将平基板安装在一滚压设备上,该滚压设备是可从明尼苏达州Lake的Acrotech公司购得的、商品名为ONE-PASS roll BENDINGMACHINE的产品。
然后将圆筒形套筒放置在一滚筒上并利用一机械夹具保持在适当位置。一激光焊接器(可以是从威斯康星州Somerst市的激光加工公司购得的商品为LUMONICS JK 702的产品)放置在圆筒形套筒的中心。按下列参数调节该激光器:激光器沿圆筒内侧的进给速度为63.5厘米/分,脉冲速率是每秒45个脉冲以及每个脉冲的能量是每个脉冲6焦尔。
图14是如上所述的一接合线放大五十倍的照片。已测出该接合线的宽度是0.008毫米。作为对比,图15是一传统焊接线放大五十倍的照片。已测出这焊缝线的宽度是0.7毫米。也已注意到在该工具内焊接线的附近的图形表面有变形。
图16是按照本发明制造的工具中的一接合线的横断面放大五十倍的照片。如图1 6所示,经过焊接加工,接合线附近的图形基本保持完整。作为比较,图17是在一传统工具中的一传统焊接线的横断面放大五十倍的照片。如图所示,传统工具中的焊接线在后侧以及图形侧有较大变形。
应该理解,以上述叙是说明性的而非限制性的。在不脱离本发明的范围的情况下,根据以上叙述内容,本发明的各种修改和变化对于本领域的熟练人员将是显而易见的,应该理解,本发明并不限制于以上所示的实施例。
Claims (22)
1.一种制造工具的方法,它包括下列步骤:
提供一基本是平面的工具,它具有相互相对的第一端和第二端、一图形侧和一与图形侧相对的后侧;
将两相对端放置在一起形成其中有一空腔的基本圆筒形,其中后侧面对着空腔;其特征在于,
从内腔焊接所述两端,至少使后侧的两相对端接合在一起;
在图形侧上提供宽度约0.0025毫米到约0.2毫米的一条接合线。
2.按照权利要求1的方法,其特征在于,将两端部焊接在一起的步骤包括:从空腔将两端焊在一起,所形成的焊接穿透深度小于100%。
3.按照权利要求1的方法,其特征在于,还包括下列步骤:利用从机械夹具、磁性板或使用真空的这一组中所选择的紧固装置将两相对端保持在一起。
4.按照权利要求1的方法,其特征在于,所述基本圆筒形有一基本是圆的横剖面。
5.按照权利要求1的方法,其特征在于,该工具包括一个以上的工具段,以致该工具在图形侧包括宽度约0.0025毫米至约0.2毫米的一条以上的接合线。
6.按照权利要求1的方法,其特征在于,所述工具包括一金属。
7.按照权利要求6的方法,其特征在于,所述金属是从铝、黄铜、铜、镍和它们的组合所形成的一组中选择的。
8.按照权利要求1的方法,其特征在于,焊接两相对端的步骤包括:将工具的后侧暴露于从二氧化碳激光器、红宝石激光器、钕:玻璃激光器以及钕:钇铝石榴激光器的一组中选择的激光器。
9.按照权利要求1的方法,其特征在于,将两相对端焊接在一起的步骤包括:将该工具的后侧暴露于进给速度是约2.5厘米/分到约1600厘米/分的激光器。
10.按照权利要求1的方法,其特征在于,将两相对端焊接在一起的步骤包括:将该工具的后侧暴露于脉冲速率为约每秒5个脉冲至约每秒100个脉冲的激光器。
11.按照权利要求1的方法,其特征在于,将两相对端焊接在一起的步骤包括:将该工具的后侧暴露于至少每个脉冲的能量约20焦尔或更小的激光器。
12.按照权利要求1的方法,其特征在于,在将两相对端放置在一起之后,将一散热片放置在图形侧附近。
13.按照权利要求1的方法,其特征在于,将两相对端放置在一起的步骤产生从对接接头、焊接接头、搭接接头或突边接头的一组中选择的接头。
14.按照权利要求1的方法,其特征在于,该平面工具的图形侧包括许多在一阵列中的反光单元,工具的两接合端形成平行于诸反光单元阵列的一条接合线。
15.按照权利要求1的方法,其特征在于,提供一基本平面工具的步骤包括组装多块工具片的步骤,从而形成相邻工具片之间的诸接合线。
16.按照权利要求15的方法,其特征在于,诸工具片包括具有在一阵列内的多个微结构单元的诸菱形和三角形的工具片,相邻工具片之间的接合线平行于诸微结构单元的阵列。
17.一种用于制造具有一图形表面的制品的模具,该模具包括:一有图形的外表面、一内表面和一接合线,其特征在于,包括在图形侧上宽度为约0.0025毫米至约0.2毫米的一接合线。
18.如权利要求17所述的模具,其特征在于,所述接合线的焊接穿透深度小于约100%的工具厚度。
19.一种由权利要求17所述模具制造的微结构复合片材,它包括:用一聚合材料形成的立方微结构单元的三维阵列,其中在图形侧存在于该阵列中的任何缝线的宽度约0.0025毫米至约0.2毫米。
20.一种制造工具的方法,它包括下列步骤:
通过组装多块工具片,提供一基本平面的工具,该工具具有相互相对的第一端和第二端、一包含诸微结构单元阵列的图形侧和一与图形侧相对的后侧,从而在相邻工具片之间形成诸接合线,其中相邻工具片之间的诸接合线平行于微结构单元的阵列;
将两相对端放置在一起形成其中有一空腔的基本圆筒形,其中后侧面对着空腔;将两端接合在一起,至少接合后侧的两相对端;其特征在于,
所述接合的步骤包括从所述空腔将两端部焊接在一起。
21.按照权利要求20的方法,其特征在于,工具包括一塑料片。
22.按照权利要求21的方法,其特征在于,接合的步骤包括用热焊接或粘合剂粘接所述塑料片的两端部。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US14810498A | 1998-09-04 | 1998-09-04 | |
| US09/148,104 | 1998-09-04 | ||
| US09/379,398 | 1999-08-24 | ||
| US09/379,398 US6322652B1 (en) | 1998-09-04 | 1999-08-24 | Method of making a patterned surface articles |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1316945A CN1316945A (zh) | 2001-10-10 |
| CN1118360C true CN1118360C (zh) | 2003-08-20 |
Family
ID=26845525
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN99810583A Expired - Fee Related CN1118360C (zh) | 1998-09-04 | 1999-08-27 | 制造用于图形表面制品的模具的方法、模具、图形表面制品 |
Country Status (8)
| Country | Link |
|---|---|
| US (4) | US6322652B1 (zh) |
| EP (1) | EP1117517A1 (zh) |
| JP (1) | JP2002524298A (zh) |
| KR (1) | KR100627081B1 (zh) |
| CN (1) | CN1118360C (zh) |
| AU (1) | AU6023199A (zh) |
| CA (1) | CA2340453A1 (zh) |
| WO (1) | WO2000013873A1 (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110065249A (zh) * | 2014-11-20 | 2019-07-30 | 艾利丹尼森公司 | 制造拼接件制品和制造形成逆反射制品的模具的方法 |
Families Citing this family (50)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6322652B1 (en) * | 1998-09-04 | 2001-11-27 | 3M Innovative Properties Company | Method of making a patterned surface articles |
| CA2408327C (en) * | 1999-09-13 | 2006-12-19 | Synthes (U.S.A.) | Bone plate system |
| US6908295B2 (en) * | 2000-06-16 | 2005-06-21 | Avery Dennison Corporation | Process and apparatus for embossing precise microstructures and embossing tool for making same |
| US6644818B2 (en) * | 2000-10-02 | 2003-11-11 | Printmark Industries, Inc. | Retroreflective prismatic retro-reflectors without visually disturbing seams |
| US6508558B1 (en) * | 2000-10-02 | 2003-01-21 | Printmark Industries, Inc. | Retroflective prismatic retro-reflectors without visually disturbing seams |
| DE10049283A1 (de) * | 2000-10-05 | 2002-04-11 | Hueck Folien Gmbh & Co Kg | Verfahren und Vorrichtung zur Herstellung einer zylindrischen Prägeform |
| US6931665B2 (en) * | 2001-07-30 | 2005-08-23 | 3M Innovative Properties Company | Vapor permeable retroreflective garment |
| JP4413491B2 (ja) * | 2002-12-11 | 2010-02-10 | 矢崎総業株式会社 | 電線と接続端子との接続方法 |
| US7174619B2 (en) | 2003-03-06 | 2007-02-13 | 3M Innovative Properties Company | Methods of making microstructured lamina and apparatus |
| US7410604B2 (en) * | 2003-03-06 | 2008-08-12 | 3M Innovative Properties Company | Method of making retroreflective sheeting and slot die apparatus |
| US6884371B2 (en) | 2003-03-06 | 2005-04-26 | 3M Innovative Properties Company | Method of making retroreflective sheeting and articles |
| US9307648B2 (en) | 2004-01-21 | 2016-04-05 | Microcontinuum, Inc. | Roll-to-roll patterning of transparent and metallic layers |
| US9039401B2 (en) * | 2006-02-27 | 2015-05-26 | Microcontinuum, Inc. | Formation of pattern replicating tools |
| US20060128853A1 (en) * | 2004-12-13 | 2006-06-15 | General Electric Company | Compositions for articles comprising replicated microstructures |
| US20060128852A1 (en) * | 2004-12-13 | 2006-06-15 | General Electric Company | Compositions for articles comprising replicated microstructures |
| GB0427607D0 (en) * | 2004-12-16 | 2005-01-19 | Microsharp Corp Ltd | Structured optical film |
| JP4951873B2 (ja) * | 2005-04-14 | 2012-06-13 | 大日本印刷株式会社 | レリーフ形成体の製造方法 |
| KR101341607B1 (ko) * | 2005-09-21 | 2013-12-13 | 오리엔트 가가쿠 고교 가부시키가이샤 | 레이저 용착체 |
| AR063675A1 (es) * | 2006-07-14 | 2009-02-11 | Saint Gobain Abrasives Inc | Articulo abrasivo sin respaldo y metodo para reparar medios opticos |
| US8940117B2 (en) | 2007-02-27 | 2015-01-27 | Microcontinuum, Inc. | Methods and systems for forming flexible multilayer structures |
| US8179034B2 (en) | 2007-07-13 | 2012-05-15 | 3M Innovative Properties Company | Light extraction film for organic light emitting diode display and lighting devices |
| US20090015142A1 (en) | 2007-07-13 | 2009-01-15 | 3M Innovative Properties Company | Light extraction film for organic light emitting diode display devices |
| WO2009032271A2 (en) * | 2007-09-05 | 2009-03-12 | Albany International Corp. | Process for producing papermaker's and industrial fabric seam and seam produced by that method |
| US20100284080A1 (en) * | 2007-09-24 | 2010-11-11 | Reflexite Corporation | Retroreflective structure with fabric face |
| KR100918191B1 (ko) | 2007-10-12 | 2009-09-22 | 미래나노텍(주) | 패턴이 성형된 시트, 성형 몰드 및 상기 시트의 제조 장치 |
| US8088325B2 (en) * | 2007-11-19 | 2012-01-03 | 3M Innovative Properties Company | Articles and methods of making articles having a concavity or convexity |
| CN101456667B (zh) * | 2007-12-10 | 2011-12-21 | 鸿富锦精密工业(深圳)有限公司 | 棱镜片的制造方法 |
| JP5140499B2 (ja) * | 2008-06-25 | 2013-02-06 | 東芝機械株式会社 | 転写ロール及び転写装置 |
| US7957621B2 (en) | 2008-12-17 | 2011-06-07 | 3M Innovative Properties Company | Light extraction film with nanoparticle coatings |
| WO2010080378A1 (en) | 2008-12-19 | 2010-07-15 | 3M Innovative Properties Company | Method and system for fabricating nanostructure mass replication tool |
| USD665584S1 (en) * | 2010-03-05 | 2012-08-21 | Orafol Europe Gmbh | Retro-reflective sheeting with a corner cube surface pattern having angular corner cube circular regions |
| US8845912B2 (en) | 2010-11-22 | 2014-09-30 | Microcontinuum, Inc. | Tools and methods for forming semi-transparent patterning masks |
| EP2770364B1 (en) * | 2011-10-17 | 2019-02-06 | Stanley Electric Co., Ltd. | Method for manufacturing a reflector array optical device |
| JP2013097286A (ja) * | 2011-11-04 | 2013-05-20 | Asahi Kasei E-Materials Corp | 円筒状モールド |
| US20130193597A1 (en) * | 2012-02-01 | 2013-08-01 | Reflexite Corporation | Reflector molding apparatuses and methods thereof |
| JP5687232B2 (ja) * | 2012-03-08 | 2015-03-18 | 旭化成イーマテリアルズ株式会社 | 転写装置 |
| US9050762B2 (en) | 2012-03-23 | 2015-06-09 | Orafol Americas Inc. | Methods for fabricating retroreflector tooling and retroreflective microstructures and devices thereof |
| KR102069914B1 (ko) * | 2012-04-06 | 2020-01-23 | 쓰리엠 이노베이티브 프로퍼티즈 캄파니 | 재귀반사성 물품을 제조하기 위한 공구 |
| EP2687318B1 (de) | 2012-07-18 | 2015-01-14 | Emerson Climate Technologies GmbH | Verfahren zum Fügen zweier Bauteile mittels eines Schweissprozesses unter Verwendung eines Zwischenteils |
| US20140093692A1 (en) * | 2012-09-28 | 2014-04-03 | Soken Chemical & Engineering Co., Ltd. | Resin Mold, Production Process Therefor and Uses Thereof |
| CN104903072A (zh) * | 2012-11-22 | 2015-09-09 | 综研化学株式会社 | 压印用模具的制造方法、压印用模具、压印用模具制造组件 |
| ES2410655B1 (es) * | 2013-04-08 | 2014-01-30 | Jesús PÉREZ GÓMEZ | Procedimiento de fabricación de elementos sanitarios |
| US9589797B2 (en) | 2013-05-17 | 2017-03-07 | Microcontinuum, Inc. | Tools and methods for producing nanoantenna electronic devices |
| WO2015057562A1 (en) * | 2013-10-18 | 2015-04-23 | 3M Innovative Properties Company | Coated abrasive article and method of making the same |
| JP6271319B2 (ja) * | 2014-03-28 | 2018-01-31 | 株式会社総合車両製作所 | レーザ溶接方法 |
| WO2016094557A1 (en) * | 2014-12-10 | 2016-06-16 | The Charles Stark Draper Laboratory, Inc. | Polymer microwedges and methods of manufacturing same |
| CN107635757B (zh) | 2015-04-15 | 2020-11-10 | 艾利丹尼森公司 | 制作结构表面用开孔模具带 |
| TW201718228A (zh) * | 2015-09-17 | 2017-06-01 | Soken Chemical & Engineering Co Ltd | 壓印用模具的製造方法 |
| NZ759611A (en) * | 2017-05-25 | 2024-08-30 | Magic Leap Inc | Double-sided imprinting |
| JP7241740B2 (ja) | 2017-09-11 | 2023-03-17 | オラフォル アメリカズ インコーポレイテッド | 多角形開口を有する再帰反射プリズムを製作する方法及びそのデバイス |
Family Cites Families (45)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3207644A (en) * | 1959-07-20 | 1965-09-21 | Garlock Inc | Method of making a fluorocarbon resin jacketed gasket |
| US3454442A (en) * | 1965-10-19 | 1969-07-08 | Heller William C Jun | Art of thermally joining materials |
| US3689346A (en) | 1970-09-29 | 1972-09-05 | Rowland Dev Corp | Method for producing retroreflective material |
| US3791020A (en) * | 1971-09-07 | 1974-02-12 | Torrance Machinery & Eng | Inverted tube mill method |
| US4000392A (en) * | 1974-07-01 | 1976-12-28 | United Technologies Corporation | Fusion zone purification by controlled laser welding |
| JPS5922289B2 (ja) * | 1975-11-20 | 1984-05-25 | ソニー株式会社 | ジヨウホウケンシユツソウチ |
| CA1046801A (en) * | 1975-12-10 | 1979-01-23 | Edward G. Spisak | Welding machine |
| US4025159A (en) | 1976-02-17 | 1977-05-24 | Minnesota Mining And Manufacturing Company | Cellular retroreflective sheeting |
| US4202600A (en) * | 1978-04-24 | 1980-05-13 | Avery International Corporation | Diced retroreflective sheeting |
| US4155693A (en) * | 1978-07-24 | 1979-05-22 | Ethyl Corporation | Embossed screen assembly |
| JPS58128287A (ja) * | 1982-01-27 | 1983-07-30 | Fujikura Ltd | 線条体を内蔵する金属管のシ−ム熔接部の形成方法 |
| US4478769A (en) | 1982-09-30 | 1984-10-23 | Amerace Corporation | Method for forming an embossing tool with an optically precise pattern |
| US4588258A (en) | 1983-09-12 | 1986-05-13 | Minnesota Mining And Manufacturing Company | Cube-corner retroreflective articles having wide angularity in multiple viewing planes |
| DE3405985C2 (de) | 1983-09-14 | 1986-01-16 | J.H. Benecke Gmbh, 3000 Hannover | Verfahren zur Herstellung einer Prägwalze zum kontinuierlichen Prägen der Oberfläche einer thermoplastischen Folie mit einer Narbung |
| US4577088A (en) | 1984-06-27 | 1986-03-18 | Sws Inc. | Method of laser butt welding |
| US4751777A (en) | 1986-09-02 | 1988-06-21 | Jpi Aquisition, Inc. | Method for making a full round bushing |
| US4938563A (en) | 1986-11-21 | 1990-07-03 | Minnesota Mining And Manufacturing Company | High efficiency cube corner retroflective material |
| DE3713527A1 (de) | 1987-04-22 | 1988-11-10 | Bernd Buedenbender | Schweissnaht |
| FR2619336B1 (fr) | 1987-08-13 | 1989-12-01 | Marechal Ets | Procede pour la production d'un cylindre de grainage a chaud de feuilles thermoplastiques |
| US4973326A (en) | 1987-11-30 | 1990-11-27 | Minnesota Mining And Manufacturing Company | Disposable diaper with improved fastener attachment |
| US5138488A (en) | 1990-09-10 | 1992-08-11 | Minnesota Mining And Manufacturing Company | Retroreflective material with improved angularity |
| US5679302A (en) | 1990-09-21 | 1997-10-21 | Minnesota Mining And Manufacturing Company | Method for making a mushroom-type hook strip for a mechanical fastener |
| US5152917B1 (en) | 1991-02-06 | 1998-01-13 | Minnesota Mining & Mfg | Structured abrasive article |
| JP2967239B2 (ja) * | 1991-02-14 | 1999-10-25 | 日本ステンレス工材株式会社 | 電着箔製造用ドラムのアウタースキンの製造法 |
| US5256227A (en) | 1991-05-09 | 1993-10-26 | Minnesota Mining And Manufacturing Company | Method of splicing endless abrasive belts and cones |
| US5256277A (en) * | 1991-07-24 | 1993-10-26 | Mobil Oil Corporation | Paraffin isomerization process utilizing a catalyst comprising a mesoporous crystalline material |
| US5575873A (en) | 1991-08-06 | 1996-11-19 | Minnesota Mining And Manufacturing Company | Endless coated abrasive article |
| US5245454A (en) | 1991-12-31 | 1993-09-14 | At&T Bell Laboratories | Lcd display with microtextured back reflector and method for making same |
| US5435816A (en) | 1993-01-14 | 1995-07-25 | Minnesota Mining And Manufacturing Company | Method of making an abrasive article |
| US5312387A (en) | 1993-02-11 | 1994-05-17 | Minnesota Mining And Manufacturing Company | Rounded corner fastening tab diaper closure |
| US5549962A (en) | 1993-06-30 | 1996-08-27 | Minnesota Mining And Manufacturing Company | Precisely shaped particles and method of making the same |
| US5450235A (en) | 1993-10-20 | 1995-09-12 | Minnesota Mining And Manufacturing Company | Flexible cube-corner retroreflective sheeting |
| US5614286A (en) | 1993-10-20 | 1997-03-25 | Minnesota Mining And Manufacturing Company | Conformable cube corner retroreflective sheeting |
| DE4338467C1 (de) * | 1993-11-11 | 1995-02-23 | Roland Man Druckmasch | Verfahren zur Herstellung einer hülsenförmigen Druckform |
| DE4339661C2 (de) | 1993-11-22 | 1996-09-26 | Fraunhofer Ges Forschung | Verfahren zum Herstellen von röhrenförmigen Rohlingen aus Fein- oder Feinstblech |
| JP3231191B2 (ja) * | 1994-08-22 | 2001-11-19 | 本田技研工業株式会社 | 高密度エネルギビームによる突合せ溶接方法 |
| US5504544A (en) | 1994-11-23 | 1996-04-02 | Minnesota Mining And Manufacturing Company | Projector with multiple lamp light source |
| US5635278A (en) | 1995-02-03 | 1997-06-03 | Minnesota Mining And Manufacturing Company | Scratch resistant optical films and method for producing same |
| US5603853A (en) * | 1995-02-28 | 1997-02-18 | The Twentyfirst Century Corporation | Method of high energy density radiation beam lap welding |
| JP3493245B2 (ja) | 1995-05-12 | 2004-02-03 | ミネソタ マイニング アンド マニュファクチャリング カンパニー | 再帰性反射シート及び再帰性反射性能を有する物品 |
| US5558740A (en) | 1995-05-19 | 1996-09-24 | Reflexite Corporation | Method and apparatus for producing seamless retroreflective sheeting |
| US5706132A (en) | 1996-01-19 | 1998-01-06 | Minnesota Mining And Manufacturing Company | Dual orientation retroreflective sheeting |
| US5754338A (en) | 1996-04-01 | 1998-05-19 | Minnesota Mining And Manufacturing Company | Structured retroreflective sheeting having a rivet-like connection |
| US6036322A (en) * | 1997-12-01 | 2000-03-14 | Reflexite Corporation | Multi-orientation retroreflective structure |
| US6322652B1 (en) * | 1998-09-04 | 2001-11-27 | 3M Innovative Properties Company | Method of making a patterned surface articles |
-
1999
- 1999-08-24 US US09/379,398 patent/US6322652B1/en not_active Expired - Fee Related
- 1999-08-27 AU AU60231/99A patent/AU6023199A/en not_active Abandoned
- 1999-08-27 JP JP2000568659A patent/JP2002524298A/ja not_active Withdrawn
- 1999-08-27 KR KR1020017002843A patent/KR100627081B1/ko not_active IP Right Cessation
- 1999-08-27 CN CN99810583A patent/CN1118360C/zh not_active Expired - Fee Related
- 1999-08-27 WO PCT/US1999/019843 patent/WO2000013873A1/en active IP Right Grant
- 1999-08-27 EP EP99968648A patent/EP1117517A1/en not_active Withdrawn
- 1999-08-27 CA CA002340453A patent/CA2340453A1/en not_active Abandoned
-
2001
- 2001-07-02 US US09/897,861 patent/US6709258B2/en not_active Expired - Fee Related
-
2004
- 2004-03-22 US US10/805,893 patent/US20040175528A1/en not_active Abandoned
-
2006
- 2006-08-02 US US11/461,867 patent/US20060274416A1/en not_active Abandoned
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110065249A (zh) * | 2014-11-20 | 2019-07-30 | 艾利丹尼森公司 | 制造拼接件制品和制造形成逆反射制品的模具的方法 |
| CN110065249B (zh) * | 2014-11-20 | 2022-02-08 | 艾利丹尼森公司 | 制造拼接件制品和制造形成逆反射制品的模具的方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US6322652B1 (en) | 2001-11-27 |
| AU6023199A (en) | 2000-03-27 |
| US20010032703A1 (en) | 2001-10-25 |
| WO2000013873A1 (en) | 2000-03-16 |
| EP1117517A1 (en) | 2001-07-25 |
| KR100627081B1 (ko) | 2006-09-22 |
| JP2002524298A (ja) | 2002-08-06 |
| US20060274416A1 (en) | 2006-12-07 |
| US6709258B2 (en) | 2004-03-23 |
| US20040175528A1 (en) | 2004-09-09 |
| CN1316945A (zh) | 2001-10-10 |
| KR20010074953A (ko) | 2001-08-09 |
| CA2340453A1 (en) | 2000-03-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1118360C (zh) | 制造用于图形表面制品的模具的方法、模具、图形表面制品 | |
| US8485672B2 (en) | Structured surface articles containing geometric structures with compound faces and methods for making same | |
| KR100390278B1 (ko) | 타일링된재귀반사시트 | |
| KR101089459B1 (ko) | 재귀반사성 시트 및 물품의 제조 방법 | |
| CN1086981C (zh) | 反光立体角片材所用模具及该模具的制造方法 | |
| US20130148201A1 (en) | Compound mold and structured surface articles containing geometric structures with compound faces and method of making same | |
| CN1286657A (zh) | 反光立体角片材的模具、用于形成该模具的薄片和用于制造该薄片的方法 | |
| JP2018072850A (ja) | 再帰反射性物品を作製するための工具 | |
| JP3824471B2 (ja) | キューブコーナー型再帰反射シート及びキューブコーナー金型 | |
| CN1187246A (zh) | 具有不规则基体三角的反光立体角制品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C19 | Lapse of patent right due to non-payment of the annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |