CN111359905A - 一种陶瓷片全自动称重分拣生产线及称重分拣方法 - Google Patents
一种陶瓷片全自动称重分拣生产线及称重分拣方法 Download PDFInfo
- Publication number
- CN111359905A CN111359905A CN202010274457.7A CN202010274457A CN111359905A CN 111359905 A CN111359905 A CN 111359905A CN 202010274457 A CN202010274457 A CN 202010274457A CN 111359905 A CN111359905 A CN 111359905A
- Authority
- CN
- China
- Prior art keywords
- sorting
- placing
- weighing
- block
- assembly
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/16—Sorting according to weight
- B07C5/18—Sorting according to weight using a single stationary weighing mechanism
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/02—Measures preceding sorting, e.g. arranging articles in a stream orientating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/36—Sorting apparatus characterised by the means used for distribution
- B07C5/361—Processing or control devices therefor, e.g. escort memory
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/36—Sorting apparatus characterised by the means used for distribution
- B07C5/361—Processing or control devices therefor, e.g. escort memory
- B07C5/362—Separating or distributor mechanisms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/36—Sorting apparatus characterised by the means used for distribution
- B07C5/38—Collecting or arranging articles in groups
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B5/00—Cleaning by methods involving the use of air flow or gas flow
- B08B5/04—Cleaning by suction, with or without auxiliary action
- B08B5/043—Cleaning travelling work
Landscapes
- Specific Conveyance Elements (AREA)
Abstract
本发明公开了一种陶瓷片全自动称重分拣生产线,其包括自动供盘装置、物料称重分拣装置及整理下料装置,所述物料称重分拣装置一侧设有空压设备。本发明还公开一种称重分拣方法。本发明通过设置自动供盘装置、物料称重分拣装置及整理下料装置,实现自动供盘、物料搬运称重检测及物料分拣整理下料的工序为一体的自动化生产设备,代替传统人工检测、搬运的生产放置,效率高,速度快,提高检测分拣效率及检测准确性,降低人工劳动强度,提高操作人员的安全性,并且提高检测分拣的精度,提高产品的后续配合使用的性能及质量,满足现有陶瓷片批量生产的快速检测分拣分类的需求。
Description
技术领域
本发明涉及陶瓷片生产制造的技术领域,具体涉及一种陶瓷片全自动称重分拣生产线及称重分拣方法。
背景技术
陶瓷片主要用铝硅酸盐矿物或某些氧化物等为主要原料,并根据需求添加无机物或其他物质、工艺的优化,制造出具有特殊的性能,故称为特种陶瓷片,现有的陶瓷片主要分成镶粘式抗磨陶瓷片、多孔红外陶瓷片、压电陶瓷片等。现有陶瓷片的由于其制造时,由于混合的均匀性不同,陶瓷片内的物质的含量比例不同,使其性能及效果也有不同,所以需要根据不同的重量检测进行陶瓷片物料的分拣,从而用于用途、性能需求不同的产品上使用。现有的陶瓷片制造完成后需要的进行质量检测,用以进行分拣分类,以及判断是否合格,由于现有的陶瓷片多为批量式生产,所以现有的检测方式多为采用人工抽样的方式进行检测及分拣,该检测分拣方式效率慢,人工劳动强度大,成本高,且容易出现漏检的情况出现,影响分拣分类的准确性及精度,且现有的陶瓷片生产后搬运途中可能有灰尘等其他杂质附着在表面,影响人工检测的效果及准确率,影响判断,影响后续的分拣分类以及陶瓷片的配合质量,且现有的下料整理方式多为采用人工分拣,人工分拣整理下料容易存在人为因素导致的陶瓷片产品的碰撞或摔落的情况出现,造成陶瓷片产品的损坏,影响效率。所以现有的陶瓷片生产检测下料方式满足不了现在陶瓷片大规模、高效率生产的发展。
发明内容
本项发明是针对现在的技术不足,提供一种陶瓷片全自动称重分拣生产线。
本发明还公开了一种称重分拣方法。
本发明为实现上述目的所采用的技术方案是:
一种陶瓷片全自动称重分拣生产线,其包括自动供盘装置、物料称重分拣装置及整理下料装置,所述自动供盘装置设置在所述整理下料装置一侧,所述物料称重分拣装置设置在所述整理下料装置正面,所述物料称重分拣装置一侧设有空压设备,所述自动供盘装置包括框架外罩、升降机构、搬运机械手、输送机构及控制器,所述物料称重分拣装置包括工作台一、上料机构、电控系统、两称重检测工位及待料分拣机构,所述电控系统包括显示器、控制按钮、电控箱及计数模块,所述工作台一上设有防护箱体,所述防护箱体包括顶板、前后挡板、右侧板及左侧板,所述左侧板设有箱门,所述顶板设有警示灯,所述显示器及控制按钮均设置在所述左侧板上,所述整理下料装置包括工作台二、电控系统一、搬运机构、输送机构一及多个下料工位。
作进一步改进,所述升降机构设置在所述输送机构一侧,所述升降机构与所述输送机构之间设有阻挡块,所述搬运机械手设置在所述输送机构上方,所述升降机构设有放置托盘,所述升降机构包括框架、驱动电机、滑轨组及丝杠组件,所述驱动电机设置在所述框架顶端,所述丝杆组件包括丝杆及丝杆螺母,所述滑轨组包括多条滑轨,所述滑轨设置在所述包括框架内侧,多条所述滑轨均设有滑块,所述滑块分别与所述放置托盘内侧连接,所述丝杆与所述驱动电机的转动轴连接,所述丝杆螺母设有连接块,所述连接块与所述放置托盘侧面连接,所述放置托盘设有放置凹槽,所述放置凹槽设有放置架,所述放置架设有伸入部分及放置盘放置部分,所述放置架内设有多个放置凹腔,所述放置凹腔均设有放置盘。
作进一步改进,所述输送机构包括两安装板、多块连接板及驱动组件,多块所述连接板均设有传感器,多块所述连接板设置在两所述安装板之间,两所述安装板内侧均设有输送带及滚轮组,所述滚轮组包括主滚轮及多个次滚轮,所述驱动组件包括驱动电机一、同步轮组及连接杆,所述同步轮组包括两同步轮及皮带,所述两所述同步轮分别设置在所述驱动电机一的转动轴与连接杆上,所述连接杆设置在两所述主滚轮之间,所述搬运机械手包括安装板一、移动组件及搬运治具,所述移动组件设置在安装板一下方,所述搬运治具设置在所述移动组件上,所述安装板一两端均设有传感器一及限位块一,所述移动组件包括滑轨一、滑块一、驱动件一及连接板一,所述滑轨一设置所述安装板一下方,所述滑块一设置在所述滑轨一上,所述连接板一设置所述滑块一下,所述搬运治具设置在所述连接板一端部,所述搬运治具包括气缸及矩形块,所述气缸竖直方向设置,所述矩形块设置在所述气缸的伸缩杆下方。
作进一步改进,所述待料分拣机构设置在所述工作台一后方,所述上料机构设置在所述工作台一正方,两所述称重检测工位包括称重检测机构及除尘机构,所述称重检测机构包括外罩、称重天秤、升降组件及自动遮挡组件,所述称重天秤、升降组件及自动遮挡组件设置在所述外罩内,所述外罩设有放置通口,所述升降组件设置在所述放置通口下方,所述称重天秤设置在所述升降组件下方,所述自动遮挡组件设置在所述升降组件后方,两所述称重检测工位之间设有支座,所述支座两侧设有搬运机械手一,所述上料机构包括上料机械手及物料调整机构,所述电控系统包括显示器、控制按钮、电控箱及计数模块,所述电控箱设置在所述工作台一下方,所述计数模块设置在所述支座上,所述上料机械手纵向设置在所述工作台一上,所述物料调整机构横向设置在所述工作台一上,所述上料机械手包括支架二、滑轨二、滑块二、驱动电机二及联动组件二,所述联动组件二包括同步轮三、同步轮四及皮带二,所述驱动电机二设置在所述滑轨二的一端,所述同步轮三设置在所述驱动电机二的转动轴上,所述滑轨二的另一端设有转动轴一,所述同步轮四设置在所述转动轴一上,所述皮带二设置在所述同步轮三与同步轮四之间,所述滑块二设置在所述滑轨二上,所述滑块二设有安装板二,所述安装板二设有连接块二,所述连接块二将所述安装板二顶端固定在所述皮带二上,所述安装板二设有气缸二,所述气缸二设有夹具二,所述物料调整机构包括支架三、滑轨三、滑块三及驱动气缸三,所述滑块三设有安装板三,所述安装板三设有两翻转调整机构及连接块三,所述连接块三与所述驱动气缸三连接,两所述翻转调整机构均包括支座四、翻转气缸、旋转盘、气缸夹具及放料平台,所述放料平台设置在所述翻转气缸对面,所述放料平台包括支座五、气缸五及物料放置块,所述物料放置块设有放置槽,所述放置槽设有槽口。
作进一步改进,所述除尘机构包括除尘组件及横向移动平台,所述除尘组件设置在所述横向移动平台端部上方,所述除尘组件包括两导柱、安装块六、气缸六及吸尘连接块,所述安装块六设置在两导柱顶端,所述气缸六设置在所述安装块六上,所述气缸六设有安装座六,所述吸尘连接块设置在所述安装座六下,所述吸尘连接块设有多个通孔及气嘴,所述吸尘连接块下方设有矩形框块,所述横向移动平台包括两支座七、吸尘连接块一及气缸七,两支座三之间设有导轨七,所述导轨七设有滑块七,所述吸尘连接块一设置在所述滑块七上,所述气缸七的推动杆与所述滑块七连接,所述两支座七均还设有检测到位传感器及缓冲块,所述吸尘连接块一设有放置槽一及气嘴一,所述放置槽一设有多个通孔,所述吸尘连接块一还设有凹槽,所述凹槽设有密封圈,所述称重天秤设有稳定支脚,所述称重天秤上设有圆环环块,所述升降组件包括两支座八及放置夹具,两所述支座八均设有升降气缸八及传感器,所述放置夹具设置在两所述升降气缸八顶端,所述放置夹具包括安装板八及两定位夹具,所述安装板八中间设有穿过通孔,两所述定位夹具镜像对称的设置在所述安装板八两端,两所述定位夹具底部均设有调节块,两所述调节块均设有直槽口,所述穿过通孔的中心轴与所述圆环环块的中心轴在同一轴线上,所述自动遮挡组件包括支撑平台及推动气缸,所述支撑平台设有导轨,所述导轨设有滑块三,所述推动气缸与所述滑块三连接,所述滑块三设有遮挡板。
作进一步改进,所述待料分拣机构包括连接架、横向移动组件及纵向移动组件,所述横向移动组件设置在所述连接架上,所述纵向移动组件设置在所述横向移动组件上,所述横向移动组件及纵向移动组件均包括导轨组、滑块九及气缸九,所述横向移动组件的滑块九设有支座六,所述纵向移动组件设置在所述支座六上,所述纵向移动组件上的滑块九设有放置平台一,所述放置平台一设有放置凹腔,所述搬运机械手一包括推动气缸一、滑轨十、滑块组及搬运夹具组,所述滑块组设置在所述滑轨十上,所述滑块组设有安装板四,所述搬运夹具组设置在所述安装板四上,所述安装板四设有连接块四,所述连接块四与所述推动气缸一连接,所述搬运夹具组包括多个气缸十,多个所述气缸十均设有传感器一及连接块五,所述连接块五均设有气动夹爪,所述气缸十与气缸十之间间距一段距离。
作进一步改进,多个所述下料工位包括第一下料工位、第二下料工位、第三下料工位及第四下料工位,所述第一下料工位、第二下料工位、第三下料工位及第四下料工位均包括顶升机构、夹紧机构及升降机构一,所述升降机构一设有放置平台二,所述工作台二设有支架四,所述夹紧机构设置在支架四上,所述支架四设有三支座七、多块安装板七及多块安装板八,所述工作台二设有连接部件,所述输送机构一包括两安装座组七、两安装板九、驱动电机四及多块连接板二,两所述安装座七组分别设置在所述两安装板九两端,所述多块连接板二设置在两所述安装板九之间,两所述安装板九内侧均设有滚轮组一及输送带一,两所述滚轮组一包括主滚轮一及多个次滚轮一,两所述主滚轮一之间设有连接轴一,所述连接轴一设有同步轮六,所述驱动电机四设置在其中一所述安装板九上,所述驱动电机四的转动轴设有同步轮七,所述同步轮六与同步轮七之间设有皮带三。
作进一步改进,多块设有连接板二上均设有检测传感器,多个所述顶升机构均包括安装板十、顶升气缸、限位气缸组件及顶升平台,所述安装板十还设有两导套,两所述导套内设有导柱,所述顶升气缸设置在所述安装板十底部,所述顶升平台设置在两所述导柱及顶升气缸顶端,所述限位气缸组件设置在所述安装板十侧边,所述限位气缸组件设有限位块,所述顶升平台设有凹槽一,所述凹槽一设有传感器,所述夹紧机构均包括夹紧组件一及夹紧组件二,所述夹紧组件一包括夹紧气缸、两稳定导套及夹块,所述夹紧气缸及两稳定导套设置在所述安装板七上,两所述稳定导套内均设有导柱一,所述夹块设置在所述气缸一与两导柱一的顶端,所述夹紧组件二包括夹块一及固定块,所述固定块设置在夹块一侧面,所述夹块一及固定块设置在所述安装板八上,所述夹紧组件一与夹紧组件二镜像相对设置,所述升降机构一均包括第一安装板、驱动电机三、升降杆及多条导柱二,所述驱动电机三与所述升降杆之间设有联动件一,所述联动件一包括第一同步轮及第二同步轮,所述第一同步轮设置在所述驱动电机三的转动轴上,所述第二同步轮设置在所述升降杆底部,所述升降杆内设有旋转杆,所述第一安装板设有多个导套一,多条所述导柱二分别设置在所述导套一内,所述放置平台二设置在多条所述导柱二及旋转杆的顶端,所述升降机构一均还设有安装条,所述安装条顶端及底部均设有传感器一,所述放置平台二设有凹槽二,所述凹槽二内设有放置架一,所述放置架一设有多个放置腔。
作进一步改进,所述搬运机构包括两横向移动组件一、两纵向移动组件一及纵向连接组件,两所述纵向移动组件一设置在所述纵向连接组件两侧,两横向移动组件一分别设置在纵向移动组件一与纵向连接组件之间,两所述横向移动组件一设有夹具一及推动组件一,两所述横向移动组件一均包括横杆二、驱动电机五、滑轨五、滑块五及同步轮组件二,两所述纵向移动组件一均包括纵杆三、驱动电机六、滑轨六、滑块六及同步轮组件三,两所述纵向连接组件均包括两滑轨七及两滑块七,所述夹具一包括垂直气缸一,所述垂直气缸一设有连接块一,所述连接块一设有夹具气缸一,所述夹具气缸一设有夹爪一,所述推动组件一包括两推动气缸二,两所述推动气缸二均设有推块,所述夹具一设置在所述横杆二的正面,所述推动组件一设置在所述横杆二的后面。
一种称重分拣方法,其包括如下步骤:
(1)自动供盘及固定:自动供盘装置上搬运机械手将放置盘板搬运输送机构上,输送机构件放置盘运输到输送机构一上,输送机构一将放置盘运置各个下料工位上,各个下料工位下方的顶升机构将放置盘顶起,各个下料工位上的夹紧机构将放置盘夹住固定;
(2)物料调整清理:物料称重分拣装置上的上料机械手将待测物料搬运至物料调整机构进行位置调整,调整完毕后,搬运机械手一将待测物料搬运至除尘机构进行抽气除尘、除杂处理;
(3)称重检测待料:除尘、除杂处理工序完毕后,搬运机械手一将待测物料搬运至称重检测机构进行称重检测,检测完毕后的数据反馈给电控系统,然后搬运机械手一将检测完毕的产品运置待料分拣机构上等待下料;
(4)整理下料:搬运机构根据电控系统一的控制移动至待料分拣机构上方,搬运机构上的夹具一将检测完成的物料搬运分拣至不同类别的下料工位上的放置盘内,当放置盘放置满检测物料后,搬运机构上的推动组件一将放置盘推入至放置架一内的放置腔内,整个称重分拣下料工序完成。
本发明的有益效果:本发明通过设置自动供盘装置、物料称重分拣装置及整理下料装置,实现自动供盘、物料搬运称重检测及物料分拣整理下料的工序为一体的自动化生产设备,代替传统人工检测、搬运的生产放置,效率高,速度快,提高检测分拣效率及检测准确性,降低人工劳动强度,提高操作人员的安全性,并且提高检测分拣的精度,提高产品的后续配合使用的性能及质量,满足现有陶瓷片批量生产的快速检测分拣分类的需求。通过设置自动供盘装置实现多个放置盘的放置,并且实现放置盘的自动供给及送出,可以满足一个长工作周期的使用量,工人就不用蹲守于输送带旁去频繁添加放置盘,这样就能充分利用工人的劳动时间,使得工人的劳动效率提高,从而降低人工成本;通过设置本发明实现自动上料、翻转调整、除尘处理及称重检测为一体的自动化检测分拣设备,提高检测分拣分类效率,降低人工劳动强度,降低成本,且解决漏检的情况,保证检测效率,通过设置在多个称重检测工位实现多工位检测,大大提高效率;通过设置物料调整机构进行陶瓷片物料的自动翻转调整,保证检测物料的位置统一,从而保证后续称重检测的效率及精度;通过在搬运机械手一上设置搬运夹具组搬运夹具组实现同步搬运翻转调整机构、除尘机构及称重检测机构上的物料,实现多个物料同步搬运,提高联动性,节省时间及降低能耗;通过设置除尘机构用于对待测物料进行除尘、除杂动作,防止灰尘等其他杂质的影响,保证称重检测的质量及精度,保证后续分拣的效率及质量;通过设置称重检测机构用于进行物料的称重检测,采用重量检测利于提高检测准确性,便于后续的分类分拣,通过设置外罩及自动遮挡组件,用以起保护作用,防止外部因素影响称重检测质量,保证后续的分类分拣效率及精度;通过设置在多个下料工位满足于批量生产的陶瓷片的整理下料,便于多种规格的陶瓷片分拣分类下料,大大提高分拣整理下料的效率;通过设置顶升机构用于自动将输送机构上的放置盘的固定及顶起动作,通过设置夹紧机构将顶起机构上的放置盘自动夹紧,实现放置盘的自动供给及固定,无需人工进行放置盘的搬运运输,大大降低人工劳动强度,提高自动化程度及效率;通过设置搬运机构一实现陶瓷片产品的分拣搬运及放置盘的推送,并且通过设置升降机构及放置架一用于多个放置盘的放置,可以满足一个长周期下料的收集使用量,无需人工进行频繁的搬运放置满陶瓷片产品的放置盘,这样就能充分利用工人的劳动时间,使得工人的劳动效率提高,降低人工成本。
下面结合附图与具体实施方式,对本发明进一步说明。
附图说明
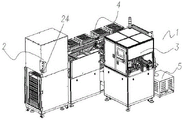
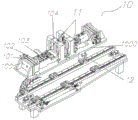
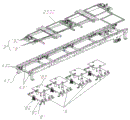
图1为本实施例的陶瓷片全自动称重分拣生产线整体结构示意图;
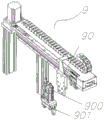
图2为本实施例的自动供盘装置整体结构示意图;
图3为本实施例的自动供盘装置分解示意图;
图4为本实施例的升降机构结构示意图;
图5为本实施例的输送机构示意图;
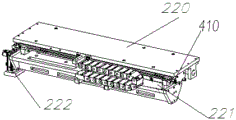
图6为本实施例的搬运机械手结构示意图;
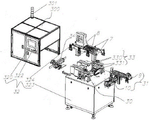
图7为本实施例的物料称重分拣装置整体结构示意图;
图8为本实施例的物料称重分拣装置分解示意图;
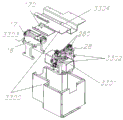
图9为本实施例的除尘机构分解示意图;
图10为本实施例的上料机械手结构示意图;
图11为本实施例的物料调整机构分解示意图;
图12为本实施例的除尘机构结构示意图
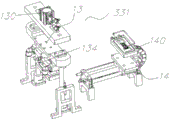
图13为本实施例的除尘机构分解示意图;
图14为本实施例的待料分拣结构示意图;
图15为本实施例的搬机械手一结构示意图;
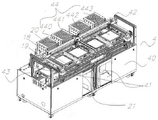
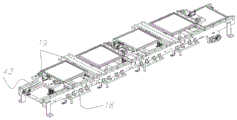
图16为本实施例的整理下料装置结构示意图;
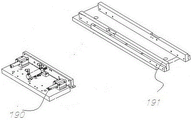
图17为本实施例的工作台二示意图;
图18为本实施例的输送机构一、顶升机构及夹紧机构组合示意图
图19为本实施例的输送机构一、顶升机构及夹紧机构分解示意图;
图20为本实施例的夹紧机构结构示意图;
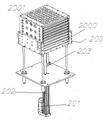
图21为本实施例的升降机构一结构示意图;
图22为本实施例的搬运机构分解示意图。
图中:1.陶瓷片全自动称重分拣生产线,2.自动供盘装置,3.物料称重分拣装置,4.整理下料装置,5.空压设备,20.框架外罩,21.升降机构,22.搬运机械手,23.输送机构,24.控制器,30.工作台一,31.上料机构,32.电控系统,33.称重检测工位,34.待料分拣机构,320.显示器,322.控制按钮,323.电控箱,324.计数模块,300.防护箱体,301.警示灯,40.工作台二,41.电控系统一,42.搬运机构,43.输送机构一,44.下料工位,2500.放置盘,25.放置托盘,210.框架,211.驱动电机,212.滑轨组,213.丝杠组件,250.放置凹槽,251.放置架,252.放置凹腔,253.放置盘,230.安装板,231.连接板,232.驱动组件,2300.输送带,3201.滚轮组,2320.驱动电机一,2321.连接杆,220.安装板一,221.移动组件,222.搬运治具,330.称重检测机构,3300.外罩,3301.称重天秤,3302.升降组件,3303自动遮挡组件,3304.放置通口,7.支座,8.搬运机械手一,9.上料机械手,10.物料调整机构,90.安装板二,900.气缸二,901.夹具二,1000.安装板三,11.翻转调整机构,12.连接块三,100.支座四,101.翻转气缸,102.旋转盘,103.气缸夹具,104.放料平台,13.除尘组件,14.横向移动平台,130.气缸六,134.吸尘连接块,140.吸尘连接块一,28.放置夹具,15.气缸八,280.定位夹具,141.穿过通孔,16.支撑平台,17.推动气缸,170.遮挡板,340.横向移动组件,341.纵向移动组件,342.放置平台一,80.推动气缸一,81.搬运夹具组,82.安装板四,810.气缸十,811.气动夹爪,440.第一下料工位,441.第二下料工位,442.第三下料工位,443.第四下料工位,18.顶升机构,19.夹紧机构,20.升降机构一,200.放置平台,21.支架四,430.滚轮组一,431.输送带一,180.安装板十,181.顶升气缸,182.限位气缸组件,183.顶升平台,190.夹紧组件一,191.夹紧组件二,201.驱动电机三,202.升降杆,203.旋转杆,2000.凹槽二,2001.放置架一,420.横向移动组件一,421.纵向移动组件一,422.纵向连接组件,4200.夹具一,4201.推动组件一,4202.夹具气缸一。
具体实施方式
以下所述仅为本发明的较佳实施例,并不因此而限定本发明的保护范围。
实施例,参见附图1~图22,一种陶瓷片全自动称重分拣生产线1包括自动供盘装置2、物料称重分拣装置3及整理下料装置4,所述自动供盘装置2设置在所述整理下料装置4一侧,所述物料称重分拣装置3设置在所述整理下料装置4正面,所述物料称重分拣装置3一侧设有空压设备5,所述空压设备5用于与自动供盘装置2、物料称重分拣装置3及整理下料装置4上的气动器件的连接,为其提供驱动能源,实现夹取或移动动作,所述自动供盘装置2包括框架外罩20、升降机构21、搬运机械手22、输送机构23及控制器24,所述控制器24包括控制按钮、控制元器件及PLC控制器,所述控制按钮、控制元器件及PLC控制器之间通过导线连通,所述控制器用于控制自动供盘装置2各个机构的动作,所述物料称重分拣装置3包括工作台一30、上料机构31、电控系统32、两称重检测工位33及待料分拣机构34,所述电控系统32包括显示器320、控制按钮322、电控箱323及计数模块324,所述工作台一30上设有防护箱体300,所述防护箱体300包括顶板、前后挡板、右侧板及左侧板,所述左侧板设有箱门,所述顶板设有警示灯301,所述显示器320及控制按钮322均设置在所述左侧板上,所述整理下料装置4包括工作台二40、电控系统一41、搬运机构42、输送机构一43及多个下料工位44,所述电控系统一41包括电控箱一、控制按钮一及多种控制元件一。
所述升降机构21设置在所述输送机构23一侧,所述升降机构21与所述输送机构23之间设有阻挡块,所述阻挡块用于起限制作用,防止放置盘2500移动,所述搬运机械手22设置在所述输送机构23上方,所述升降机构21设有放置托盘25,所述升降机构21包括框架210、驱动电机211、滑轨组212及丝杠组件213,所述驱动电机211设置在所述框架210顶端,所述丝杆组件213包括丝杆及丝杆螺母,所述滑轨组212包括多条滑轨,所述滑轨设置在所述框架210内侧,多条所述滑轨均设有滑块,所述滑块分别与所述放置托盘25内侧连接,所述丝杆与所述驱动电机211的转动轴连接,所述丝杆螺母设有连接块,所述连接块与所述放置托盘25侧面连接,所述放置托盘25设有放置凹槽250,所述放置凹槽250设有放置架251,所述放置架251设有伸入部分及放置盘放置部分,所述放置架251内设有多个放置凹腔252,所述放置凹腔252均设有放置盘2500,所述升降机构21用于自动将放置托盘25升起,从而为输送机构23供给放置盘2500,所述放置架251用于放置多个放置盘2500,所述伸入部分便于搬运机械手22的伸入,从而将放置架251上的放置盘2500运置输送机构23上。
所述输送机构23包括两安装板230、多块连接板231及驱动组件232,多块所述连接板231均设有传感器,多块所述连接板231设置在两所述安装板230之间,两所述安装板230内侧均设有输送带2300及滚轮组2301,所述滚轮组包括主滚轮及多个次滚轮,所述驱动组件232包括驱动电机一2320、同步轮组及连接杆2321,所述同步轮组包括两同步轮及皮带,所述两所述同步轮分别设置在所述驱动电机一2320的转动轴与连接杆2321上,所述连接杆2321设置在两所述主滚轮之间,所述搬运机械手22包括安装板一220、移动组件221及搬运治具222,所述移动组件221设置在安装板一220下方,所述搬运治具222设置在所述移动组件221上,所述安装板一220两端均设有传感器一及限位块一,所述移动组件221包括滑轨一、滑块一、驱动件一及连接板一,所述滑轨一设置所述安装板一220下方,所述滑块一设置在所述滑轨一上,所述连接板一设置所述滑块一下,所述搬运治具222设置在所述连接板一端部,所述搬运治具222包括气缸及矩形块,所述气缸竖直方向设置,所述矩形块设置在所述气缸的伸缩杆下方,所述搬运机械手22用于将放置盘2500从放置架251上运至输送机构23上。
所述待料分拣机构34设置在所述工作台一30后方,所述上料机构31设置在所述工作台一30正方,两所述称重检测工位33包括称重检测机构330及除尘机构331,所述称重检测机构330包括外罩3300、称重天秤3301、升降组件3302及自动遮挡组件3303,所述称重天秤3301、升降组件3302及自动遮挡组件3303设置在所述外罩3300内,所述外罩3300设有放置通口3304,所述升降组件3302设置在所述放置通口3304下方,所述称重天秤3301设置在所述升降组件3302下方,所述自动遮挡组件3303设置在所述升降组件3302后方,两所述称重检测工位33之间设有支座7,所述支座7两侧设有搬运机械手一8,所述上料机构31包括上料机械手9及物料调整机构10,所述电控箱323设置在所述工作台一30下方,所述计数模块324设置在所述支座7上,所述上料机械手9纵向设置在所述工作台一30上,所述物料调整机构10横向设置在所述工作台一30上,所述上料机械手9包括支架二、滑轨二、滑块二、驱动电机二及联动组件二,所述联动组件二包括同步轮三、同步轮四及皮带二,所述驱动电机二设置在所述滑轨二的一端,所述同步轮三设置在所述驱动电机二的转动轴上,所述滑轨二的另一端设有转动轴一,所述同步轮四设置在所述转动轴一上,所述皮带二设置在所述同步轮三与同步轮四之间,所述滑块二设置在所述滑轨二上,所述滑块二设有安装板二90,所述安装板二90设有连接块二,所述连接块二将所述安装板二顶端固定在所述皮带二上,所述安装板二90设有气缸二900,所述气缸二900设有夹具二901,所述物料调整机构10包括支架三、滑轨三、滑块三及驱动气缸三,所述滑块三设有安装板三1000,所述安装板三1000设有两翻转调整机构11及连接块三12,所述连接块三12与所述驱动气缸三连接,两所述翻转调整机构11均包括支座四100、翻转气缸101、旋转盘102、气缸夹具103及放料平台104,所述放料平台104设置在所述翻转气缸101对面,所述放料平台104包括支座五、气缸五及物料放置块,所述物料放置块设有放置槽,所述放置槽设有槽口,所述槽口用于气缸夹具103的端部穿过并夹住放置在所述放置槽上的物料,然后进行翻转动作,两所述翻转调整机构11用于将上料机构31搬运的待测物料进行自动翻面调整,从而保证待检测物料的位置保持一致,便于后续的称重检测,并且提供多工位自动翻面动作,提高效率,所述放料平台104用于待检测物料的第一次放置及后续待测物料调整完成后的放置。
所述除尘机构331包括除尘组件13及横向移动平台14,所述除尘组件13设置在所述横向移动平台14端部上方,所述除尘组件13包括两导柱、安装块六、气缸六130及吸尘连接块134,所述安装块六设置在两导柱顶端,所述气缸六130设置在所述安装块六上,所述气缸六130设有安装座六,所述吸尘连接块134设置在所述安装座六下,所述吸尘连接块134设有多个通孔及气嘴,所述吸尘连接块134下方设有矩形框块,所述横向移动平台14包括两支座七、吸尘连接块一140及气缸七,两支座三之间设有导轨七,所述导轨七设有滑块七,所述吸尘连接块一140设置在所述滑块七上,所述气缸七的推动杆与所述滑块七连接,所述两支座七均还设有检测到位传感器及缓冲块,所述吸尘连接块一140设有放置槽一及气嘴一,所述放置槽一设有多个通孔,所述吸尘连接块一140还设有凹槽,所述凹槽设有密封圈,所述横向移动平台14用于将待测物料运置到除尘组件13下方,除尘组件13上的气缸六130带动吸尘连接块134下压与所述吸尘连接块一140配合连接构成除尘腔并将待测物料包裹,然后通过连接外部抽气设备对除尘腔内的待测物料进行除尘、除杂动作,防止灰尘等其他杂质的影响,从而保证物料后续称重检测的精度及准确性。
所述称重天秤3301设有稳定支脚,所述称重天秤3301上设有圆环环块,所述升降组件3302包括两支座八及放置夹具28,两所述支座八均设有升降气缸八15及传感器,所述放置夹具28设置在两所述升降气缸八15顶端,所述放置夹具28包括安装板八及两定位夹具280,所述安装板八中间设有穿过通孔141,两所述定位夹具280镜像对称的设置在所述安装板八两端,两所述定位夹具280底部均设有调节块,两所述调节块均设有直槽口,所述穿过通孔141的中心轴与所述圆环环块的中心轴在同一轴线上,所述自动遮挡组件3303包括支撑平台16及推动气缸17,所述支撑平台16设有导轨,所述导轨设有滑块三,所述推动气缸17与所述滑块三连接,所述滑块三设有遮挡板170,所述称重天秤3301用于进行物料的称重检测,便于后续的分类分拣,所述外罩3300起保护作用,并且防止外部因素影响称重检测质量,影响后续的分类分拣效率及精度,所述自动遮挡组件3303用于将放置通口3304封闭或打开,封闭控制有利于降低称重时外界对称重检测准确性的影响,提高称重检测效果及精度,所述放置夹具28用于定位待测物料的测试位置,然后升降组件3302下降将将待测物料稳定平衡的放置圆环环块上,从而保证称重天秤3301的称重准确性,从而提高后续的分类分拣精度。
所述待料分拣机构34包括连接架、横向移动组件340及纵向移动组件341,所述横向移动组件340设置在所述连接架上,所述纵向移动组件341设置在所述横向移动组件340上,所述横向移动组件340及纵向移动组件341均包括导轨组、滑块九及气缸九,所述横向移动组件的滑块九设有支座六,所述纵向移动组件341设置在所述支座六上,所述纵向移动组件341上的滑块九设有放置平台一342,所述放置平台一342设有放置凹腔,所述搬运机械手一8包括推动气缸一80、滑轨十、滑块组及搬运夹具组81,所述滑块组设置在所述滑轨十上,所述滑块组设有安装板四82,所述搬运夹具组81设置在所述安装板四82上,所述安装板四82设有连接块四,所述连接块四与所述推动气缸一连接,所述搬运夹具组81包括多个气缸十810,多个所述气缸十810均设有传感器一及连接块五,所述连接块五均设有气动夹爪811,所述气缸十810与气缸十810之间间距一段距离,所述搬运机械手一8实现翻转调整机构11、除尘机构331及称重检测机构330上的物料的同时搬运,实现多个物料同步搬运,提高联动性,节省时间及降低能耗。
多个所述下料工位44包括第一下料工位440、第二下料工位441、第三下料工位442及第四下料工位443,所述第一下料工位440、第二下料工位441、第三下料工位442及第四下料工位443均包括顶升机构18、夹紧机构19及升降机构一20,所述升降机构一20设有放置平台二200,所述工作台二40设有支架四21,所述夹紧机构19设置在支架四21上,所述支架四21设有三支座七、多块安装板七及多块安装板八,所述工作台二40设有连接部件,所述输送机构一43包括两安装座组七、两安装板九、驱动电机四及多块连接板二,两所述安装座七组分别设置在所述两安装板九两端,所述多块连接板二设置在两所述安装板九之间,两所述安装板九内侧均设有滚轮组一430及输送带一431,两所述滚轮组一包括主滚轮一及多个次滚轮一,两所述主滚轮一之间设有连接轴一,所述连接轴一设有同步轮六,所述驱动电机四设置在其中一所述安装板九上,所述驱动电机四的转动轴设有同步轮七,所述同步轮六与同步轮七之间设有皮带三,多个所述下料工位44用于检测后产品的下料分拣动作,满足于批量生产的陶瓷片的整理下料,便于多种规格的陶瓷片分拣分类下料,大大提高分拣整理下料的效率。
多块设有连接板二上均设有检测传感器,多个所述顶升机构18均包括安装板十180、顶升气缸181、限位气缸组件182及顶升平台183,所述安装板十180还设有两导套,两所述导套内设有导柱,所述顶升气缸181设置在所述安装板十180底部,所述顶升平台183设置在两所述导柱及顶升气缸181顶端,所述限位气缸组件181设置在所述安装板十180侧边,所述限位气缸组件182设有限位块,所述顶升平台183设有凹槽一,所述凹槽一设有传感器,所述传感器用于起监测作用,所述顶升机构18用于将输送机构一43输送的放置盘2500的顶起到夹紧机构19上,所述限位气缸组件182用于顶出限制放置盘2500位置,从而方便顶升机构18的顶起动作,所述夹紧机构均19包括夹紧组件一190及夹紧组件二191,所述夹紧组件一190包括夹紧气缸、两稳定导套及夹块,所述夹紧气缸及两稳定导套设置在所述安装板七上,两所述稳定导套内均设有导柱一,所述夹块设置在所述气缸一与两导柱一的顶端,所述夹紧组件二191包括夹块一及固定块,所述固定块设置在夹块一侧面,所述夹块一及固定块设置在所述安装板八上,所述夹紧组件一190与夹紧组件二191镜像相对设置,所述夹紧机构19用于将顶升机构18顶起的放置盘2500的放置,方便物料后续的放置,所述升降机构一20均包括第一安装板、驱动电机三201、升降杆202及多条导柱二,所述驱动电机三201与所述升降杆202之间设有联动件一,所述联动件一包括第一同步轮及第二同步轮,所述第一同步轮设置在所述驱动电机三201的转动轴上,所述第二同步轮设置在所述升降杆202底部,所述升降杆202内设有旋转杆203,所述第一安装板设有多个导套一,多条所述导柱二分别设置在所述导套一内,所述放置平台二200设置在多条所述导柱二及旋转杆203的顶端,所述升降机构一20均还设有安装条,所述安装条顶端及底部均设有传感器一,所述传感器一用于起监测动作,监测升降机构一20的升降情况,防止升降超程,影响后续的正常使用过,所述放置平台二200设有凹槽二2000,所述凹槽二2000内设有放置架一2001,所述放置架一2001设有多个放置腔,所述升降机构一20用放置平台2000的升降动作,所述放置架一2001用于放置多个放置盘2500,所述放置腔用于放置盘2500的收入放置。
所述搬运机构42包括两横向移动组件一420、两纵向移动组件一421及纵向连接组件422,两所述纵向移动组件一421设置在所述纵向连接组件422两侧,两横向移动组件一420分别设置在纵向移动组件一421与纵向连接组件422之间,两所述横向移动组件一420设有夹具一4200及推动组件一4201,两所述横向移动组件一420均包括横杆二、驱动电机五、滑轨五、滑块五及同步轮组件二,两所述纵向移动组件一421均包括纵杆三、驱动电机六、滑轨六、滑块六及同步轮组件三,两所述纵向连接组件422均包括两滑轨七及两滑块七,所述夹具一4200包括垂直气缸一,所述垂直气缸一设有连接块一,所述连接块一设有夹具气缸一4202,所述夹具气缸一4202设有夹爪一,所述推动组件一4201包括两推动气缸二,两所述推动气缸二均设有推块,所述夹具一4200设置在所述横杆二的正面,所述推动组件一4201设置在所述横杆二的后面,所述搬运机构42实现多轴多工位搬运下料,提高分拣搬运效率。
所述驱动电机211、驱动电机一2320、驱动电机二、驱动电机三201、驱动电机四、驱动电机五及驱动电机六均为伺服驱动电机。
一种称重分拣方法,其包括如下步骤:
(1)自动供盘及固定:自动供盘装置上搬运机械手将放置盘板搬运输送机构上,输送机构件放置盘运输到输送机构一上,输送机构一将放置盘运置各个下料工位上,各个下料工位下方的顶升机构将放置盘顶起,各个下料工位上的夹紧机构将放置盘夹住固定;
(2)物料调整清理:物料称重分拣装置上的上料机械手将待测物料搬运至物料调整机构进行位置调整,调整完毕后,搬运机械手一将待测物料搬运至除尘机构进行抽气除尘、除杂处理;
(3)称重检测待料:除尘、除杂处理工序完毕后,搬运机械手一将待测物料搬运至称重检测机构进行称重检测,检测完毕后的数据反馈给电控系统,然后搬运机械手一将检测完毕的产品运置待料分拣机构上等待下料;
(4)整理下料:搬运机构根据电控系统一的控制移动至待料分拣机构上方,搬运机构上的夹具一将检测完成的物料搬运分拣至不同类别的下料工位上的放置盘内,当放置盘放置满检测物料后,搬运机构上的推动组件一将放置盘推入至放置架一内的放置腔内,整个称重分拣下料工序完成。
本发明并不限于上述实施方式,采用与本发明上述实施例相同或近似结构、装置、工艺或方法,而得到的其他用于陶瓷片全自动称重分拣生产线及分拣方法,均在本发明的保护范围之内。
Claims (10)
1.一种陶瓷片全自动称重分拣生产线,其特征在于:所述陶瓷片全自动称重分拣生产线包括自动供盘装置、物料称重分拣装置及整理下料装置,所述自动供盘装置设置在所述整理下料装置一侧,所述物料称重分拣装置设置在所述整理下料装置正面,所述物料称重分拣装置一侧设有空压设备,所述自动供盘装置包括框架外罩、升降机构、搬运机械手、输送机构及控制器,所述物料称重分拣装置包括工作台一、上料机构、电控系统、两称重检测工位及待料分拣机构,所述整理下料装置包括工作台二、电控系统一、搬运机构、输送机构一及多个下料工位。
2.根据权利要求1所述的陶瓷片全自动称重分拣生产线,其特征在于:所述升降机构设置在所述输送机构一侧,所述升降机构与所述输送机构之间设有阻挡块,所述搬运机械手设置在所述输送机构上方,所述升降机构设有放置托盘,所述升降机构包括框架、驱动电机、滑轨组及丝杠组件,所述驱动电机设置在所述框架顶端,所述丝杆组件包括丝杆及丝杆螺母,所述滑轨组包括多条滑轨,所述滑轨设置在所述框架内侧,多条所述滑轨均设有滑块,所述滑块分别与所述放置托盘内侧连接,所述丝杆与所述驱动电机的转动轴连接,所述丝杆螺母设有连接块,所述连接块与所述放置托盘侧面连接,所述放置托盘设有放置凹槽,所述放置凹槽设有放置架,所述放置架设有伸入部分及放置盘放置部分,所述放置架内设有多个放置凹腔,所述放置凹腔均设有放置盘。
3.根据权利要求2所述的陶瓷片全自动称重分拣生产线,其特征在于:所述输送机构包括两安装板、多块连接板及驱动组件,多块所述连接板均设有传感器,多块所述连接板设置在两所述安装板之间,两所述安装板内侧均设有输送带及滚轮组,所述搬运机械手包括安装板一、移动组件及搬运治具,所述移动组件设置在安装板一下方,所述搬运治具设置在所述移动组件上,所述安装板一两端均设有传感器一及限位块一,所述搬运治具包括气缸及矩形块。
4.根据权利要求3所述的陶瓷片全自动称重分拣生产线,其特征在于:所述待料分拣机构设置在所述工作台一后方,所述上料机构设置在所述工作台一正方,两所述称重检测工位包括称重检测机构及除尘机构,所述称重检测机构包括外罩、称重天秤、升降组件及自动遮挡组件,所述称重天秤、升降组件及自动遮挡组件设置在所述外罩内,所述外罩设有放置通口,所述升降组件设置在所述放置通口下方,所述称重天秤设置在所述升降组件下方,所述自动遮挡组件设置在所述升降组件后方,两所述称重检测工位之间设有支座,所述支座两侧设有搬运机械手一,所述上料机构包括上料机械手及物料调整机构,所述物料调整机构包括支架三、滑轨三、滑块三及驱动气缸三,所述滑块三设有安装板三,所述安装板三设有两翻转调整机构及连接块三,所述连接块三与所述驱动气缸三连接,两所述翻转调整机构均包括支座四、翻转气缸、旋转盘、气缸夹具及放料平台,所述放料平台设置在所述翻转气缸对面,所述放料平台包括支座五、气缸五及物料放置块,所述物料放置块设有放置槽,所述放置槽设有槽口。
5.根据权利要求4所述的陶瓷片全自动称重分拣生产线,其特征在于:所述除尘机构包括除尘组件及横向移动平台,所述除尘组件设置在所述横向移动平台端部上方,所述除尘组件包括两导柱、安装块六、气缸六及吸尘连接块,所述安装块六设置在两导柱顶端,所述气缸六设有安装座六,所述吸尘连接块设有多个通孔及气嘴,所述横向移动平台包括两支座七、吸尘连接块一及气缸七,两支座三之间设有导轨七,所述导轨七设有滑块七,所述两支座七均还设有检测到位传感器及缓冲块,所述吸尘连接块一设有放置槽一及气嘴一,所述称重天秤设有稳定支脚,所述称重天秤上设有圆环环块,所述升降组件包括两支座八及放置夹具,两所述支座八均设有升降气缸八及传感器,所述放置夹具包括安装板八及两定位夹具,所述安装板八中间设有穿过通孔,两所述定位夹具底部均设有调节块,两所述调节块均设有直槽口,所述自动遮挡组件包括支撑平台及推动气缸,所述支撑平台设有导轨,所述导轨设有滑块三,所述推动气缸与所述滑块三连接,所述滑块三设有遮挡板。
6.根据权利要求5所述的陶瓷片全自动称重分拣生产线,其特征在于:所述待料分拣机构包括连接架、横向移动组件及纵向移动组件,所述横向移动组件设置在所述连接架上,所述纵向移动组件设置在所述横向移动组件上,所述横向移动组件及纵向移动组件均包括导轨组、滑块九及气缸九,所述横向移动组件的滑块九设有支座六,所述纵向移动组件上的滑块九设有放置平台一,所述放置平台一设有放置凹腔,所述搬运机械手一包括推动气缸一、滑轨十、滑块组及搬运夹具组,所述滑块组设有安装板四,所述安装板四设有连接块四,所述连接块四与所述推动气缸一连接,所述搬运夹具组包括多个气缸十,多个所述气缸十均设有传感器一及连接块五,所述连接块五均设有气动夹爪。
7.根据权利要求6所述的陶瓷片全自动称重分拣生产线,其特征在于:多个所述下料工位包括第一下料工位、第二下料工位、第三下料工位及第四下料工位,所述第一下料工位、第二下料工位、第三下料工位及第四下料工位均包括顶升机构、夹紧机构及升降机构一,所述升降机构一设有放置平台二,所述工作台二设有支架四,所述夹紧机构设置在支架四上,所述支架四设有三支座七、多块安装板七及多块安装板八,所述工作台二设有连接部件,所述输送机构一包括两安装座组七、两安装板九、驱动电机四及多块连接板二,两所述安装板九内侧均设有滚轮组一及输送带一,两所述滚轮组一包括主滚轮一及多个次滚轮一,两所述主滚轮一之间设有连接轴一,所述连接轴一设有同步轮六,所述驱动电机四设置在其中一所述安装板九上,所述驱动电机四的转动轴设有同步轮七,所述同步轮六与同步轮七之间设有皮带三。
8.根据权利要求7所述的陶瓷片全自动称重分拣生产线,其特征在于:多个所述顶升机构均包括安装板十、顶升气缸、限位气缸组件及顶升平台,所述安装板十还设有两导套,两所述导套内设有导柱,所述限位气缸组件设有限位块,所述顶升平台设有凹槽一,所述凹槽一设有传感器,所述夹紧机构均包括夹紧组件一及夹紧组件二,所述夹紧组件一包括夹紧气缸、两稳定导套及夹块,两所述稳定导套内均设有导柱一,所述夹块设置在所述气缸一与两导柱一的顶端,所述夹紧组件二包括夹块一及固定块,所述固定块设置在夹块一侧面,所述升降机构一均包括第一安装板、驱动电机三、升降杆及多条导柱二,所述驱动电机三与所述升降杆之间设有联动件一,所述联动件一包括第一同步轮及第二同步轮,所述第一同步轮设置在所述驱动电机三的转动轴上,所述第二同步轮设置在所述升降杆底部,所述升降杆内设有旋转杆,所述第一安装板设有多个导套一,多条所述导柱二分别设置在所述导套一内,所述放置平台二设置在多条所述导柱二及旋转杆的顶端,所述放置平台二设有凹槽二,所述凹槽二内设有放置架一,所述放置架一设有多个放置腔。
9.根据权利要求8所述的陶瓷片全自动称重分拣生产线,其特征在于:所述搬运机构包括两横向移动组件一、两纵向移动组件一及纵向连接组件,两横向移动组件一分别设置在纵向移动组件一与纵向连接组件之间,两所述横向移动组件一设有夹具一及推动组件一,两所述横向移动组件一均包括横杆二、驱动电机五、滑轨五、滑块五及同步轮组件二,两所述纵向移动组件一均包括纵杆三、驱动电机六、滑轨六、滑块六及同步轮组件三,两所述纵向连接组件均包括两滑轨七及两滑块七,所述夹具一包括垂直气缸一,所述垂直气缸一设有连接块一,所述连接块一设有夹具气缸一,所述夹具气缸一设有夹爪一,所述推动组件一包括两推动气缸二,两所述推动气缸二均设有推块。
10.一种实施权利要求1~9之一所述的称重分拣方法,其特征在于,其包括如下步骤:
(1)自动供盘及固定:自动供盘装置上搬运机械手将放置盘板搬运输送机构上,输送机构件放置盘运输到输送机构一上,输送机构一将放置盘运置各个下料工位上,各个下料工位下方的顶升机构将放置盘顶起,各个下料工位上的夹紧机构将放置盘夹住固定;
(2)物料调整清理:物料称重分拣装置上的上料机械手将待测物料搬运至物料调整机构进行位置调整,调整完毕后,搬运机械手一将待测物料搬运至除尘机构进行抽气除尘、除杂处理;
(3)称重检测待料:除尘、除杂处理工序完毕后,搬运机械手一将待测物料搬运至称重检测机构进行称重检测,检测完毕后的数据反馈给电控系统,然后搬运机械手一将检测完毕的产品运置待料分拣机构上等待下料;
(4)整理下料:搬运机构根据电控系统一的控制移动至待料分拣机构上方,搬运机构上的夹具一将检测完成的物料搬运分拣至不同类别的下料工位上的放置盘内,当放置盘放置满检测物料后,搬运机构上的推动组件一将放置盘推入至放置架一内的放置腔内,整个称重分拣下料工序完成。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010274457.7A CN111359905A (zh) | 2020-04-09 | 2020-04-09 | 一种陶瓷片全自动称重分拣生产线及称重分拣方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010274457.7A CN111359905A (zh) | 2020-04-09 | 2020-04-09 | 一种陶瓷片全自动称重分拣生产线及称重分拣方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN111359905A true CN111359905A (zh) | 2020-07-03 |
Family
ID=71199235
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010274457.7A Pending CN111359905A (zh) | 2020-04-09 | 2020-04-09 | 一种陶瓷片全自动称重分拣生产线及称重分拣方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN111359905A (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112848664A (zh) * | 2021-01-08 | 2021-05-28 | 广东金玛印刷机械有限公司 | 一种薄板自动化印刷生产装置 |
| CN113560206A (zh) * | 2021-06-07 | 2021-10-29 | 常州市佳乐车辆配件制造有限公司 | 一种汽车空调出风口拔片的智能自动检测设备 |
| CN114798477A (zh) * | 2022-04-29 | 2022-07-29 | 安徽汉烯科技有限公司 | 一种氧化石墨烯膜自动分拣装置 |
-
2020
- 2020-04-09 CN CN202010274457.7A patent/CN111359905A/zh active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112848664A (zh) * | 2021-01-08 | 2021-05-28 | 广东金玛印刷机械有限公司 | 一种薄板自动化印刷生产装置 |
| CN113560206A (zh) * | 2021-06-07 | 2021-10-29 | 常州市佳乐车辆配件制造有限公司 | 一种汽车空调出风口拔片的智能自动检测设备 |
| CN113560206B (zh) * | 2021-06-07 | 2022-05-17 | 常州市佳乐车辆配件制造有限公司 | 一种汽车空调出风口拔片的智能自动检测设备 |
| CN114798477A (zh) * | 2022-04-29 | 2022-07-29 | 安徽汉烯科技有限公司 | 一种氧化石墨烯膜自动分拣装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111359905A (zh) | 一种陶瓷片全自动称重分拣生产线及称重分拣方法 | |
| CN207547066U (zh) | 一种动力电池盖板平面度检测及自动送料分拣设备 | |
| CN111792351B (zh) | 一种无线模块自动化测试设备 | |
| CN108495470B (zh) | 一种pcb板打钉包胶的自动化生产线 | |
| CN102126615A (zh) | 一种电能表在表箱与单表位工装板间的移载装置 | |
| CN211160743U (zh) | 分拣机械手及分拣设备 | |
| CN110038812B (zh) | 气门挺柱涡流检测机 | |
| CN212442119U (zh) | 一种用于陶瓷片称重分拣设备 | |
| CN112605010A (zh) | 下料分选装置及硅片智能分选机 | |
| CN212049513U (zh) | 一种180度搬运翻转设备 | |
| CN113405492A (zh) | 一种微型玻璃管检测设备 | |
| CN211733107U (zh) | 基于机械臂应用的板材检验分类系统 | |
| CN211160755U (zh) | 一种实心胎胚分拣装置 | |
| CN212442117U (zh) | 一种陶瓷片全自动称重分拣生产线 | |
| CN112623768A (zh) | 连续翻转上料装置及硅片智能分选机 | |
| CN111702352A (zh) | 激光打孔及分拣设备 | |
| CN116900731A (zh) | 一种汽车排气管件自动加工线 | |
| CN110948922A (zh) | 一种实心胎胚分拣系统 | |
| CN115744335A (zh) | 一种飞机发动机叶片自动称重配平设备及其配平方法 | |
| CN116100092A (zh) | 一种用于齿轮铣床的自动上下料设备 | |
| CN212496307U (zh) | 一种涡闭装配工作装置 | |
| CN210365766U (zh) | 一种升降滚筒定位输送机构 | |
| CN212442151U (zh) | 一种用于陶瓷片整理下料设备 | |
| CN114084661A (zh) | 双开型酒盒仿形托盘自动组装机器人及酒盒组装方法 | |
| CN108275427B (zh) | 一种解盘成测一体机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |