CN1111802A - 操作按钮安装方法 - Google Patents
操作按钮安装方法 Download PDFInfo
- Publication number
- CN1111802A CN1111802A CN95100733.5A CN95100733A CN1111802A CN 1111802 A CN1111802 A CN 1111802A CN 95100733 A CN95100733 A CN 95100733A CN 1111802 A CN1111802 A CN 1111802A
- Authority
- CN
- China
- Prior art keywords
- action bars
- button
- action
- protuberance
- pressurizing tool
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01H—ELECTRIC SWITCHES; RELAYS; SELECTORS; EMERGENCY PROTECTIVE DEVICES
- H01H3/00—Mechanisms for operating contacts
- H01H3/02—Operating parts, i.e. for operating driving mechanism by a mechanical force external to the switch
- H01H3/12—Push-buttons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C37/00—Component parts, details, accessories or auxiliary operations, not covered by group B29C33/00 or B29C35/00
- B29C37/0078—Measures or configurations for obtaining anchoring effects in the contact areas between layers
- B29C37/0082—Mechanical anchoring
- B29C37/0085—Mechanical anchoring by means of openings in the layers
-
- G—PHYSICS
- G11—INFORMATION STORAGE
- G11B—INFORMATION STORAGE BASED ON RELATIVE MOVEMENT BETWEEN RECORD CARRIER AND TRANSDUCER
- G11B15/00—Driving, starting or stopping record carriers of filamentary or web form; Driving both such record carriers and heads; Guiding such record carriers or containers therefor; Control thereof; Control of operating function
- G11B15/02—Control of operating function, e.g. switching from recording to reproducing
- G11B15/10—Manually-operated control; Solenoid-operated control
- G11B15/106—Manually-operated control; Solenoid-operated control mechanically operated
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49599—Knob or knob shank making
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
- Y10T29/49908—Joining by deforming
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
- Y10T29/49908—Joining by deforming
- Y10T29/49915—Overedge assembling of seated part
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
- Y10T29/49908—Joining by deforming
- Y10T29/49936—Surface interlocking
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T403/00—Joints and connections
- Y10T403/49—Member deformed in situ
- Y10T403/4966—Deformation occurs simultaneously with assembly
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Push-Button Switches (AREA)
- Manufacture Of Switches (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Mechanical Control Devices (AREA)
Abstract
一种操作按钮安装方法,这是先使热可塑性树脂
制的操作按钮6与板料制的操作杆1滑动嵌合直至
其卡止部11卡止于操作杆1的止动凸部4,然后在
将操作杆1支承于支承台15的状态下,用加压工具
16加压操作按钮6的被加压部8,在操作杆1的止
脱孔3内形成凸出部17,因此,操作按钮固定后不必
将机构放置一段时间,且导致的不良因素少、可靠性
高。
Description
本发明涉及盒式唱机等有操作按钮机器的操作按钮安装方法。
近年来,这种操作按钮的安装方法采用的是,使操作按钮在操作杆上滑动与其嵌合后,再涂上粘接剂进行安装的方法。
以下参照后面将介绍的图5,对传统操作按钮安装方法的一个例子进行说明。图5是传统操作按钮安装方法的剖视图,操作按钮53的安装部55与机构50的操作杆51滑动嵌合,与操作按钮53一体形成的爪54卡止在操作杆51的孔52上,再用粘接剂55把操作杆51和操作按钮53固定。
但是,这种传统的操作按钮安装方法,存在必须放置一定时间直至粘接剂固化的问题。
此外,还存在在粘接剂的涂敷工序中,粘接剂55附着在机构50的动作部分导致动作不良等问题。
因此,本发明的目的在于,提供一种将操作按钮固定之后机构不必放置一定时间、且不良因素少、可靠性高的操作按钮的安装方法。
为了实现上述目的,本发明第1方案的操作按钮安装方法,是将热可塑性树脂制的操作按钮安装在板料制成的操作杆上的安装方法,其特征在于:
在操作杆上形成止脱孔和止动凸部;
在操作按钮上,设置形成有与操作杆的两侧边缘滑动嵌合的一对工字形的槽的安装部,并且在安装部上形成与操作杆的一侧面重叠且与止脱孔相对的被加压部,以及形成卡止在止动凸部上的卡止部;
在操作按钮的安装部与操作杆嵌合、卡止部卡止在止动凸部上的状态下,边用支承台支承操作杆的另一侧面,边将加压工具向着操作杆的一侧面对被加压部加压,形成突出在止脱孔内的止脱用的凸出部。
本发明第2方案的操作按钮安装方法是在第1方案的基础上进一步,令加压工具为圆柱状的金属制凸角(horm),其顶端大致为半球形。
本发明第3方案的操作按钮安装方法是在第1或第2方案的基础上,进一步令加压工具相对被加压部的加压位置靠近操作杆止脱孔的止脱边缘部,且加压工具在加压时被施加微小振幅的高频振动。
本发明第4方案的操作按钮安装方法,是在方案1、2或3的基础上进一步,当用加压工具加压被加压部件,用按钮按压工具按压操作按钮,以使操作按钮的被加压部与操作杆的上侧面压接,且操作杆的卡止部与止动凸部压接。
本发明第5方案的操作按钮安装方法,是在方案1、2、3或4的基础上更进一步,操作杆的止动凸部是从与止脱孔的止脱边缘部相反侧的边缘部向操作杆的一侧面侧切开翻起而形成的,支承操作杆的支承台在止脱孔内的止动凸部侧有凸条,被加压部的由加压工具加工成的操作按钮的凸出部形成在止脱边缘部和凸条之间。
本发明第6方案的操作按钮安装方法,是在方案1-5中任一项的基础上进一步,令加在加压工具上的振动频率为在20KHz以下,振幅为在15μm以下。
本发明第7方案的操作按钮安装方法,是在方案1-6中任一项的基础上进一步,当加压工具加压被加压部时,不是在其加压方向强制性地设挡块,而是以设定的加压压力和加压时间限定凸出部的突出量。
本发明有如下作用。
根据本发明第1方案的操作按钮安装方法,因为是先使操作按钮的槽在操作杆两侧边缘滑移直至操作按钮的卡止部卡止在操作杆的止动凸部上而相嵌合,然后用加压工具加压热可塑性树脂制的被加压部,以使凸出部突出于操作杆的止脱孔内,所以,能将操作按钮瞬时安装在操作杆上。因此与传统例相比,因不使用粘接剂,所以不必为了粘接剂的固化而在操作按钮安装后放置机构,也无粘接剂导致的动作不良,可获得可靠性高的稳定的质量,且能提高生产效率。
根据本发明第2方案的操作按钮安装方法,因为是在方案1的基础上进一步,令加压工具为圆柱状的金属制凸角,其顶端大致为半球状,所以,除了方案1的作用外,加压后的加压工具还容易拔出。
根据本发明第3方案的操作按钮安装方法,因为是在方案1或2的基础上进一步,令加压工具对被加压部的加压位置较靠近操作杆止脱孔的止脱边缘部,而且加压工具在加压时被施加微小振幅的高频振动,所以,除了方案1、2的作用外,还能通过高频振动使凸出部容易从被加压部突出,并且在止脱孔的止脱边缘部突出较多,所以能切实地防止操作按钮固定后的松动。
根据本发明方案4的操作按钮安装方法,因为是在方案1、2或3的基础上进一步,当用加压工具对加压部加压时,利用按钮按压工具压接操作按钮,以使操作按钮的被加压部与操作杆的上侧面压接,并且使操作杆的卡止部抵压止动凸部,所以,除了方案1、2或3的作用之外,当加压工具加压时,还能使操作按钮确切地定位固定在操作杆上,尤其是,即使向加压工具施加高频振动,也能防止加压时操作按钮的脱出,以及防止固定后操作杆的松动。
根据本发明方案5的操作按钮安装方法,因为是在方案1、2、3或4的基础上更进一步,操作杆的止动凸部是从与止动孔的止动边缘部相反侧的边缘部向操作杆的一侧面侧切开翻起而形成的,支承操作杆的支承台在止动孔内的止动凸部侧有凸条,并使被加压部的由加压工具形成的操作按钮的凸出部在止脱边缘部和凸条之间形成,所以,除了方案1、2、3或4的作用之外,止脱孔可以较大,止动凸部的切开翻起容易,且因凸条而可确切地在止脱孔的止脱边缘部形成凸出部。
根据本发明方案6的操作按钮安装方法,被加压部的热可塑性树脂不会成完全的溶融状态,即不向加压工具的加工方向相反的方向熔融伸出树脂刺(以下称为毛刺),能有效地在加压方向形成凸出部。
根据本发明方案7的操作按钮安装方法,即使在操作杆发生变形或被加压部厚度不一的情况下,只要使加压工具的作用压力和时间一定,就能使形成的凸出部的凸出量为基本一定。
附图的简单说明:
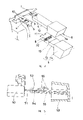
图1为本发明操作按钮安装方法一实施例中的安装状态剖视图。
图2为图1的局部放大图。
图3为操作按钮安装过程的立体图。
图4为图3的局部放大图。
图5为传统例中的操作按钮安装状态的剖视图。
附图中:
1.操作杆 3.止脱孔
3a.止脱边缘部 4.止动凸部
6.操作按钮 7.槽
8.被加压部 11.卡止部
13.安装部 15.支承台
16.加压工具 17.凸出部
23.按钮按压工具
现参照图1至图4详细说明本发明操作按钮安装方法的一个实施例。图1是刚将操作按钮安装在操作杆上的状态的主要剖视图,图2是其局部放大图,图3是立体图,图4是其局部放大图。
在图1及图3中,1是操作盒式唱机等的机构2的操作杆,由设有止脱孔3和止动凸部4、5的板料制成。止动凸部4是在与止脱孔3的止脱边缘部3a相反的一侧,从操作杆1的一侧面切开翻起而在操作杆1上一体形成的。止动凸部5是将操作杆1顶端的狭窄部分向止动凸部4的反方向弯折而形成的。10是操作杆1的定位孔。此外,在盒式唱机的机构2中,24是电动机,25是飞轮,26是底板,27是安装凸缘。
6是热可塑性树脂制的操作按钮,其安装部13上形成有与操作杆1的两侧边缘滑动嵌合的一对工字形的槽7,在安装部13上还形成有与操作杆1的一侧面重叠且与止脱机3相对的被加压部8,以及卡止在止动凸部4、5上的卡止部11、12。在本实施例中,操作按钮6具有棒状的安装部13和操作捏手部14,安装部13做成与操作杆1能嵌合的方筒形,从而在两侧形成与操作杆1的两侧边缘嵌合的一对工字形的槽7,并在顶端部的下部开设让止动凸部5穿插的切逢21,在顶端部的上部设有与止动凸部4嵌合的切口20。卡止部11、12由切口20和切缝21的边缘部分形成。此外,在切缝21的两侧,为了支承操作杆1,还设有向上伸出的竖立部32。
该实施例的操作按钮安装方法、即将操作按钮6安装在操作杆1上的方法如下:在将操作按钮的安装部13与操作杆1嵌合、卡止部11、12与止动凸部4、5分别卡止的状态下,用支承台15支承操作杆1的另一侧面,同时用加压工具16向着操作杆1的一侧面向被加压部8加压,形成向止脱孔3内突出的止脱用凸部17。
此情况下,在支承台15上设置以销为实施例的定位凸起18,将该定位凸起18与操作杆1的定位孔10嵌合,把操作杆1定位在支承台15上。
又,在支承台15上还突出设有凸条22,在操作按钮6的安装部13与操作杆1嵌合的状态下,该凸条22位于止脱孔3内的止动凸部4侧,其宽度比止脱孔3的宽度狭,凸部17形成在止脱边缘部3a和凸条22之间。
再有,用加压工具16对被加压部8进行加压时,用按钮按压工具23压接操作按钮6,使操作按钮6的被加压部8与操作杆1压接,且将卡止部11、12按压在止动凸部4、5上。
此外,加压工具16是圆柱状金属制的凸角,其顶端30大致为半球形。在本实施例中,与同时安装的操作按钮6的数量相对应,该加压工具16在本体28上并列设有多个。此外,使加压工具16的向着被加压部8的加压位置靠近操作杆1的止脱孔3的止脱边缘3a,且在加压时对加压工具16施加微小振幅的高频振动。
以下具体说明该实施例操作按钮的安装次序。首先将机构2设置在支承台15上。此时,操作杆1与支承台15抵接,同时操作杆1的定位孔10定位于支承台15的定位凸起18。接着使操作按钮6的安装部13的槽7与操作杆1嵌合,并一直插入到使其卡止部11、12抵靠到止动凸部4、5上为止,用按钮按压工具23推压操作按钮6。在该状态下,从与操作杆1的止脱孔3相对的位置的上方,用作高频振动的加压工具16对被加压部8进行加压压迫。这样,被加压部8的树脂被推压至凸条22和止脱孔3的止脱边缘部3a之间的空间内,形成凸出部17。这儿之所以将加压工具16的顶端30做成大致半球状,是为了形成凸出部17后,加压工具16不会被咬住在被加压部8内而能容易地向上方拔出。而按钮按压工具23是为了防止操作按钮6因高频振动的加压工具16的影响而脱出,并消除操作按钮6在固定后在操作杆1的滑动方向的松动。
根据本实施例,因为是使操作按钮6的槽7在操作杆1的两侧边缘滑动,直至操作按钮6的卡止部11、12卡止在操作杆1的止动凸部4、5上而相嵌合,接着,用加压工具16对热可塑性树脂制的被加压部8进行加压,使凸出部17突出于操作杆1的止脱孔3内,可以在瞬间将操作按钮6安装在操作杆1上。因此,与传统例相比,因不必使用粘接剂,所以不必在操作按钮安装后为了粘接剂的固化而放置一定时间,且无粘接剂引起的动作不良,可获得高的可靠性和稳定的质量,且可提高生产效率。
此外,因为加压工具16是圆柱形的金属角状凸模,甚顶端30大致为半球状,所以加压后加压工具16容易拔出。
另外,因为使加压工具16的向着被加压部8的加压位置靠近操作杆1的止脱孔3的止脱边缘部3a,且加压工具16在加压时被施加了小振幅的高频振动,由于高频振动,凸出部17容易从被加压部8向外突出,同时因为在止脱孔3的止脱边缘部3a处凸出部17突出较多,所以能可靠地防止操作按钮6固定后松动。
再有,当用加压工具16加压被加压部8时,因为用按钮按压工具23推压操作按钮6,以使操作按钮6的被加压部8与操作杆1的上侧面压接,且使操作杆1的卡止部11、12分别与止动凸部4、5压接,所以在加压工具加压时,能将操作按钮6可靠地定位并固定在操作杆1上,尤其是,即使向加压工具16施加高频振动,也能防止加压时操作按钮6的脱出,并能防止固定后操作杆1的松动。
此外,因为操作杆1的止动凸部4是从与止脱孔3的止脱边缘部3a相反侧的边缘部向操作杆1的一侧面切开翻起而形成的,支承操作杆1的支承台15在止脱孔3内的止动凸部4侧有凸条22,由被加压部8的加压工具16形成的操作按钮6的凸出部17形成在止脱边缘部3a和凸条22之间,所以,止脱孔3可以较大,止动凸部4容易切开翻起,并且由于凸条22,可确切地在止脱孔3的止脱边缘部3a处形成凸部17。
又,在本实施例中,是在操作杆1上设定位孔10,在支承台15上设定位凸起18,但也可以在操作杆1上设凸起,在支承台15上设与凸起嵌合的凹部而使操作杆1定位。另外,止动凸起4、5仅设其中之一也行,又,止动凸部设在操作杆1的侧部边缘也行。
此外,若施加于加压工具的振动频率为20KHz以下、振幅为15μm以下,则被加压部的热可塑性树脂成半熔融状态,能在加压工具的加压方向有效地形成凸出部。
另外,当加压工具16向被加压部8加压时,若在其加压方向不设置强制性挡块,而用设定的加压压力和加压时间来限制凸出部的凸出量,则由设定的压力和时间决定的凸出部的大小能保持一定。
根据本发明第1方案的操作按扭安装方法,因为是使操作按钮的槽在操作杆的两侧边缘滑动,直至操作按钮的卡止部卡止在操作杆的止动凸部上而相嵌合,然后用加热工具对热可塑性树脂制的被加压部加压,使凸出部突出在操作杆的止脱孔内,所以,能在瞬间将操作按钮安装在操作杆上。与传统例子相比,因为不使用粘接剂,所以不必为了粘接剂的固化而在操作按钮安装后对机构进行放置处理,也无因粘接剂引起的动作不良,可获得高的可靠性和稳定的质量,且能提高生产效率。
根据本发明第2方案的操作按钮安装方法,因为是在第1方案的基础上,进一步令加压工具为圆柱状的金属角状凸模,其顶端为大致半球状,所以除了方案1的效果外,还使加压后的加压工具容易拔出。
根据本发明第3方案的操作按钮安装方法,因为是在方案1或方案2的基础上,进一步令加压工具对被加压部的加压位置靠近操作杆的止脱孔的止脱边缘部,且加压工具在加压时被施加了小振幅的高频振动,所以除了方案1或方案2的效果之外,还能通过高频振动使凸出部从被加压部的突出变容易,且使凸出部较多地突出在止脱孔的止脱边缘部,因此能可靠地防止操作按钮固定后的松动。
根据本发明第4方案的操作按钮安装方法,因为是在方案1、2或3的基础上,当用加压工具加压被加压部时,进一步用按钮按压工具压住操作按钮,以使操作按钮的被加压部与操作杆的上侧面压接,且使操作杆的卡止部按压在止动凸部上,所以,除了方案1、2或3的效果之外,在加压工具加压时,还能将操作按钮可靠地定位固定在操作杆上,尤其是,即使对加压工具施加高频振动,也能防止加压时操作按钮的脱出,并能防止固定后操作杆的松动。
根据本发明第5方案的操作按钮安装方法,因为是在方案1、2、3或4的基础上更进一步,操作杆的止动凸部是从与止脱孔的止脱边缘部相反侧的边缘部向操作杆的一侧面侧切开翻起而形成的,支承操作杆的支承台在止脱孔的止动凸部侧有凸条,被加压部的由加压工具加工出的操作按钮的凸出部形成在止脱边缘部和凸条之间,所以,除了方案1、2、3或4的效果之外,止脱孔可以较大,止动凸部的切开翻起可以容易,并通过凸条,可以可靠地在止脱孔的止脱边缘部处形成凸出部。
根据本发明第6方案的操作按钮安装方法,不会有产生与加压工具的加压方向相反地熔融的热可塑性树脂的“毛刺”,而能在加压方向有效地形成凸出部。
根据本发明第6方案的操作按钮安装方法,即使在操作杆发生变形或被加压部厚度不一的情况下,形成的凸出部的突出量也能基本保持一定。
Claims (7)
1、一种将热可塑性树脂制的操作按钮安装在板料制的操作杆上的操作按钮安装方法,其特征在于:
在所述操作杆上形成止脱孔及止动凸部;
在所述操作按钮上设置形成有与所述操作杆的两侧边缘滑动嵌合的一对コ字形槽的安装部,并在所述安装部形成与所述操作杆的一侧面重叠且与所述止脱孔相对的被加压部,以及在所述安装部形成与所述止动凸部相卡止的卡止部;
在所述操作按钮的所述安装部嵌合在所述操作杆上,所述卡止部卡止于所述止动凸部的状态下,边用支承台支承所述操作杆的另一侧面,边用加压工具向着所述操作杆的所述一侧面对所述被加压部施加压力,形成突出于所述止脱孔内的止脱用的凸出部。
2、如权利要求1所述的操作按钮安装方法,其特征在于,所述加压工具是圆柱形的金属制凸角,其顶端大致为半球形。
3、如权利要求1或2所述的操作按钮安装方法,其特征在于,所述加压工具对被加压部的加压位置靠近操作杆止脱孔的止脱边缘部,且所述加压工具在加压时被施加了微小振幅的高频振动。
4、如权利要求1、2或3所述的操作按钮安装方法,其特征在于,当用加压工具对被加压部加压时,用按钮按压工具推压操作按钮,以使操作按钮的被加压部与操作杆的上侧面压接,且操作杆的卡止部与止动凸部压接。
5、如权利要求1、2、3或4所述的操作按钮安装方法,其特征在于,所述操作杆的止动凸部是从与止脱孔的止脱边缘部相反侧的边缘部向操作杆的一侧面侧切开翻起而形成的,支承所述操作杆的支承台在所述止脱孔内的所述止动凸部侧有凸条,被加压部的由加压工具形成的操作按钮的凸出部形成在所述止脱边缘部和所述凸条之间。
6、如权利要求1-5中任一项所述的操作按钮安装方法,其特征在于,施加于加压工具的振动频率为在20KHz以下,振幅为在15μm以下。
7、如权利要求1-6中任一项所述的操作按钮安装方法,其特征在于,当加压工具加压被加压部时,不是在其加压方向强制性设挡块,而是以加压压力和加压时间来限定凸出部的凸出量。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP06007051A JP3130728B2 (ja) | 1994-01-26 | 1994-01-26 | 操作ボタンの取付方法 |
| JP7051/1994 | 1994-01-26 | ||
| JP7051/94 | 1994-01-26 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1111802A true CN1111802A (zh) | 1995-11-15 |
| CN1057400C CN1057400C (zh) | 2000-10-11 |
Family
ID=11655266
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN95100733A Expired - Fee Related CN1057400C (zh) | 1994-01-26 | 1995-01-25 | 操作按钮安装方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US5625949A (zh) |
| JP (1) | JP3130728B2 (zh) |
| CN (1) | CN1057400C (zh) |
| GB (1) | GB2286983B (zh) |
| MY (1) | MY112431A (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11733795B2 (en) | 2021-08-02 | 2023-08-22 | Asustek Computer Inc. | Foldable electronic apparatus and input method thereof |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE99702C (zh) * | ||||
| US1797691A (en) * | 1929-01-30 | 1931-03-24 | Merrill Whitney | Means for connecting tubular articles |
| US2298858A (en) * | 1940-05-01 | 1942-10-13 | Rca Corp | Control element |
| US3055100A (en) * | 1957-07-01 | 1962-09-25 | Zeller Corp | Method of forming interlocking joint between telescoped members |
| ZA71948B (en) * | 1970-03-05 | 1971-10-27 | Lucas Industries Ltd | Method of interconnecting parts |
| AU572351B2 (en) * | 1984-10-11 | 1988-05-05 | Brake And Clutch Industries Australia Pty. Ltd. | Metal forming process and apparatus and product of same |
| CN86204201U (zh) * | 1986-06-25 | 1987-01-07 | 郭万华 | 按钮式开关 |
| CN2043785U (zh) * | 1988-06-23 | 1989-08-30 | 薛志阳 | 一种自吸式按钮开关保险器 |
-
1994
- 1994-01-26 JP JP06007051A patent/JP3130728B2/ja not_active Expired - Fee Related
-
1995
- 1995-01-25 CN CN95100733A patent/CN1057400C/zh not_active Expired - Fee Related
- 1995-01-25 US US08/378,442 patent/US5625949A/en not_active Expired - Lifetime
- 1995-01-25 MY MYPI95000164A patent/MY112431A/en unknown
- 1995-01-25 GB GB9501439A patent/GB2286983B/en not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11733795B2 (en) | 2021-08-02 | 2023-08-22 | Asustek Computer Inc. | Foldable electronic apparatus and input method thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| GB9501439D0 (en) | 1995-03-15 |
| GB2286983B (en) | 1996-07-24 |
| MY112431A (en) | 2001-06-30 |
| JP3130728B2 (ja) | 2001-01-31 |
| JPH07211186A (ja) | 1995-08-11 |
| GB2286983A (en) | 1995-09-06 |
| US5625949A (en) | 1997-05-06 |
| CN1057400C (zh) | 2000-10-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1108003C (zh) | 连接件 | |
| US8113872B2 (en) | Flat-cable connector, production process thereof, and locking device | |
| EP0883213A3 (en) | Connector | |
| JP2583201B2 (ja) | 金属板間の接合構造 | |
| CN1422193A (zh) | 一种用于生产嵌合连接件的方法及工具 | |
| CN1111802A (zh) | 操作按钮安装方法 | |
| US20030032342A1 (en) | Terminal structure with spring-loaded contact | |
| US20010014559A1 (en) | Electronic component inwhich an insert member is tightly held by a resin portion and prevented from deformation thereof | |
| CN1035862A (zh) | 连接成型板边带用的紧固夹 | |
| CA2220796C (en) | Method of manufacturing a disc brake backing plate with an edge hole | |
| US20020025701A1 (en) | IC card connector with grounding terminal member | |
| JP2022507054A (ja) | 薄いシート素材用ファスナー | |
| JPH0536246Y2 (zh) | ||
| JP3723194B2 (ja) | ロック式の雨樋支持具 | |
| DE102019209426A1 (de) | Elektrisches Gerät und Verfahren zur Herstellung eines elektrischen Gerätes | |
| JP3420933B2 (ja) | パネル状材の取付金具 | |
| JP4011530B2 (ja) | コネクタ | |
| JP3360711B2 (ja) | パネル取付型コネクタ | |
| JP2001001073A (ja) | ダイ装置 | |
| CN223250311U (zh) | 用于铜铝复合端子的冲压装置及冲压设备 | |
| CN222939447U (zh) | 可重复快拆的卡扣机构 | |
| EP1154164A2 (en) | Method of assembly of first and second component | |
| JPH02504568A (ja) | 接触部材及び接触部材を押しつぶしにより形成する為の工具 | |
| CN117956725A (zh) | 一种快装优化器装置 | |
| JP2000508478A (ja) | 接触用係合ばねをケーシング部材の保持用係合突起に装着するための組立装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20001011 Termination date: 20120125 |