CN111146525A - 一种缠绕式电池极片分离自动化分离装置 - Google Patents
一种缠绕式电池极片分离自动化分离装置 Download PDFInfo
- Publication number
- CN111146525A CN111146525A CN202010044748.7A CN202010044748A CN111146525A CN 111146525 A CN111146525 A CN 111146525A CN 202010044748 A CN202010044748 A CN 202010044748A CN 111146525 A CN111146525 A CN 111146525A
- Authority
- CN
- China
- Prior art keywords
- separation
- film
- mounting plate
- pole piece
- battery pole
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/54—Reclaiming serviceable parts of waste accumulators
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B09—DISPOSAL OF SOLID WASTE; RECLAMATION OF CONTAMINATED SOIL
- B09B—DISPOSAL OF SOLID WASTE
- B09B3/00—Destroying solid waste or transforming solid waste into something useful or harmless
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W30/00—Technologies for solid waste management
- Y02W30/50—Reuse, recycling or recovery technologies
- Y02W30/84—Recycling of batteries or fuel cells
Abstract
本发明的一种缠绕式电池极片分离自动化分离装置,包括机架和装设在机架上的安装板,安装板上装设有分离机构和与分离机构对应的放料装置,分离机构包括两个薄膜收纳装置和两个极片收纳装置,薄膜收纳装置与极片收纳装置相互交错设置,放料装置装设在分离机构的顶部中间。本发明通过采用放料装置将待分离的缠绕式电池极片装设在上面,利用薄膜收纳装置实现对电池极片上的薄膜进行回收,并利用极片收纳装置以实现对正极片和负极片进行分别回收,从而实现其电池极片的自动化分离。本发明结构简单,使用方便,且操作快捷,并利用薄膜收纳装置与极片收纳装置交错设置,使其布局更加合理,结构更加紧凑,操作更加方便快捷。
Description
技术领域
本发明涉及新能源电池拆解领域,更具体地,涉及的一种缠绕式电池极片分离自动化分离装置。
背景技术
过去十年来,我国铅酸蓄电池行业呈快速增长趋势。特别是随着汽车、通信、金融等行业的快速发展,我国也成为全球最大的铅酸蓄电池生产国和出口国。
铅蓄电池行业快速发展和生产回收环节缺乏标准导致的污染问题也日益受到关注。为此,环保部制定相关政策,对铅酸蓄电池生产及再生行业提出要求,促进行业提高环境准入门槛,促进淘汰落后产能,提高行业技术水平,引导风险防范机制的建立和完善。环保部发布《铅酸蓄电池生产及再生污染防治技术政策》,其中,提出了铅酸蓄电池生产及再生行业在清洁生产、大气污染防治、水污染防治、固体废物处置及综合利用、鼓励研发的新技术等方面的有关要求。因此近年来自动化电池及电池配件生产设备不断涌现,对于铅酸蓄电池电池极板分离这个工序,传统设备只能对叠片式电池极片进行分离,而对于缠绕式电池极片,由于缠绕式电池极片其存在薄膜极片薄膜交错连续结构,导致其分离相对复杂,导致其无法实现自动化分离,目前仍然采用是通过粉碎炉直接粉碎处理或人工手工分离,直接粉粹工序这就导致对电池的黑粉提取率低,电池极片回收再利用成本也高;而人工手工分离导致其分离效率低且效果差。
因此,针对上述的技术问题,急需发明一种针对缠绕式电池极片进行自动化分离的装置,以解决现有缠绕式电池极片无法分离,导致的电池回收利用成本高的技术问题。
发明内容
本发明提供一种结构简单、使用方便、分离效率高且效果好的缠绕式电池极片分离自动化分离装置,以解决上现有缠绕式电池极片分离效率低、成本高导致电池回收利用率低的技术问题。
根据本发明的一个方面,提供一种缠绕式电池极片分离自动化分离装置,包括机架和装设在所述机架上的安装板,所述安装板上装设有分离机构和与所述分离机构对应的放料装置,所述分离机构包括两个薄膜收纳装置和两个极片收纳装置,所述薄膜收纳装置与所述极片收纳装置相互交错设置,所述放料装置装设在所述分离机构的顶部中间。
在上述方案基础上优选,所述安装板上设有多个分离机构,所述分离机构呈一字型装设在所述安装板上。
在上述方案基础上优选,所述薄膜收纳装置包括卷料轴和卷料板,所述卷料轴装设在所述安装板上,所述卷料板装设在所述卷料轴上;所述安装板背离所述分离机构的一侧装设有第一驱动电机和传动轮,所述第一驱动电机与其中一个所述薄膜收纳装置的卷料轴相连,并在所述卷料轴上装设有主动轮,所述传动轮装设在所述另一个所述薄膜收纳装置的所述卷料轴上,所述传动轮与所述主动轮通过传动带相连。
在上述方案基础上优选,所述薄膜收纳装置还包括退膜装置,所述退膜装置包括两个驱动缸和一个退膜片,所述退膜片与所述卷料轴同轴设置,且所述退膜片上设有与所述卷料板适配的卡槽,所述驱动缸装设在所述安装板背离所述分离机构的一侧,所述驱动缸的伸缩杆穿过所述安装板向外延伸并分别与所述退膜片相连。
在上述方案基础上优选,所述极片收纳装置包括导向装置和切割装置,所述导向装置装设在所述切割装置的上方。
在上述方案基础上优选,所述导向装置包括转动式装设在所述安装板上并相互平行设置的调节辊和固定辊,所述安装板上活动式装设安装座使得所述安装座可远离或者靠近所述固定辊相对运动,所述调节辊装设在所述安装座上,所述调节辊另一侧的所述安装板上装设有驱动缸,所述驱动缸的伸缩杆与所述安装座固定相连。
在上述方案基础上优选,所述安装板背离所述分离机构的一侧装设有第二驱动电机,所述第二驱动电机与其中一个所述导向装置的固定辊相连,并在所述第二驱动电机的输出轴上装设有第一轮,另一个所述导向装置的所述固定辊上装设有第二轮,所述第一轮与所述第二轮通过传送带相连。
在上述方案基础上优选,所述切割装置包括切刀和背板,所述背板固定装设在所述安装板上,所述切刀与所述背板相对设置,且所述切刀滑动式装设在所述安装板上。
在上述方案基础上优选,所述安装板背离所述分离机构的一侧装设有推动缸,所述安装板上设有两个导向槽,所述推动缸的伸缩杆上装设有连接板,所述切刀分别装设在所述连接板的两端,并分别穿过所述导向槽。
在上述方案基础上优选,所述放料装置包括阻尼器和放料盘,所述阻尼器装设在所述安装板背离所述分离机构的一侧,所述阻尼器的输出端装设有传动轴,所述放料盘固定在所述传动轴上。
本发明的一种缠绕式电池极片分离自动化分离装置,通过采用放料装置将待分离的缠绕式电池极片装设在上面,利用薄膜收纳装置实现对电池极片上的薄膜进行回收,并利用极片收纳装置以实现对正极片和负极片进行分别回收,从而实现其电池极片的自动化分离。
本发明的一种缠绕式电池极片分离自动化分离装置,其结构简单,使用方便,且操作快捷,并利用薄膜收纳装置与极片收纳装置交错设置,使其布局更加合理,结构更加紧凑,操作更加方便快捷,在一个安装板上设置多个分离机构,均可以一台机器多个工位同时操作,使其加工效率更高。
附图说明
图1为本发明的缠绕式电池极片分离自动化分离装置的立体图;
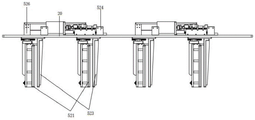
图2为本发明的缠绕式电池极片分离自动化分离装置的正视图;
图3为本发明的缠绕式电池极片分离自动化分离装置的后视图;
图4为本发明的分离机构的局部示意图;
图5为本发明的极片收纳装置的结构图;
图6为本发明的放料装置的结构图;
图7为本发明的切割装置的安装示意图;
图8为本发明的切割装置的俯视图。
具体实施方式
下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述。以下实施例用于说明本发明,但不用来限制本发明的范围。
请参阅图1,并结合图2和图3所示,本发明的一种缠绕式电池极片分离自动化分离装置,包括机架10和装设在机架10上的安装板20,安装板20上装设有分离机构30和与分离机构30对应的放料装置60,分离机构30包括两个薄膜收纳装置40和两个极片收纳装置50,薄膜收纳装置40与极片收纳装置50相互交错设置,放料装置60装设在分离机构30的顶部中间。
本发明的一种缠绕式电池极片分离自动化分离装置,通过采用放料装置60将待分离的缠绕式电池极片装设在上面,利用薄膜收纳装置40实现对电池极片上的薄膜进行回收,并利用极片收纳装置50以实现对正极片和负极片进行分别回收,从而实现其电池极片的自动化分离。
本发明的一种缠绕式电池极片分离自动化分离装置,其结构简单,使用方便,且操作快捷,并利用薄膜收纳装置40与极片收纳装置50交错设置,使其布局更加合理,结构更加紧凑,操作更加方便快捷,在一个安装板20上设置多个分离机构30,分离机构30呈一字型装设在所述安装板20上,从而使其在一个机架10上实现多个工位同时操作,使其加工效率更高。
请参阅图4所示,本发明的薄膜收纳装置40包括卷料轴41和卷料板42,卷料轴41装设在安装板20上,卷料板42装设在卷料轴41上;安装板20背离分离机构30的一侧装设有第一驱动电机43和传动轮44,第一驱动电机43与其中一个薄膜收纳装置40的卷料轴41相连,并在卷料轴41上装设有主动轮45,传动轮44装设在另一个所述薄膜收纳装置40的卷料轴41上,传动轮44与主动轮45通过传动带46相连。
工作时,第一驱动电机43带动其中一个薄膜收纳装置40的卷料轴41旋转,利用其上的主动轮45带动另一个薄膜收纳装置40上的卷料轴41上的主动轮45同步转动,从而使得另一个薄膜收纳装置40上卷料轴41也在同步卷动,从而使得两个薄膜收纳装置40的卷料轴41同步转动,以实现对缠绕式电池极片上的薄膜进行快速同步收纳成卷。由于两个卷料轴41是同步转动,因此,可以保证缠绕式电池极片的的两层薄膜受力均匀,同时,一个第一驱动电机43,可以同时实现两个薄膜收纳装置40的收纳,使其成本更低,动作更加协调,收卷效果更好。
请继续参阅图4所示,本发明的薄膜收纳装置40还包括退膜装置47,退膜装置47包括两个驱动缸471和一个退膜片472,退膜片472与卷料轴41同轴设置,且退膜片472上设有与卷料板42适配的卡槽473,驱动缸471装设在安装板20背离分离机构30的一侧,驱动缸471的伸缩杆穿过安装板20向外延伸并分别与退膜片472相连。使用时,当卷料板42上的薄膜收纳完成后,可以通过驱动缸471带动退膜片472沿着卷料轴41的长度方向上背离安装板20一侧运动,由于退膜片472上的卡槽473与卷料板42了适配,因此,退膜片472直接作用力在卷料板42的表面,从而使得薄膜收到退膜片472的推力作用自动从卷料板42上剥离,以实现其自动卸料的目的。
请参阅图5所示,本发明的极片收纳装置50包括导向装置51和切割装置52,导向装置51装设在所述切割装置52的上方。由于缠绕式电池极片长时间处于缠绕状态,其表面有折痕,为了方便其剥离,利用导向装置51用于对缠绕式电池极片进行整形,以方便后续工序的处理。而切割装置52则是用于对导向装置51输出的极片进行定长度切割,以实现其细小华处理。
为了方便极片快速穿过导向装置51,以方便操作,本发明的导向装置51包括转动式装设在安装板20上并相互平行设置的调节辊511和固定辊512,其中,安装板20上活动式装设安装座使得安装座可远离或者靠近固定辊512相对运动,调节辊511装设在安装座上,调节辊511另一侧的安装板20上装设有驱动缸513,驱动缸513的伸缩杆与安装座固定相连。
使用时,通过驱动缸513带动安装座背离或者靠近固定辊512一侧运动,从而实现固定辊512与调节辊511之间间距的调整,从而可以实现对极片的夹紧松开自动化控制。
本发明的安装板20背离分离机构30的一侧装设有第二驱动电机514,第二驱动电机514与其中一个导向装置51的固定辊512相连,并在第二驱动电机514的输出轴上装设有第一轮515,另一个导向装置51的所述固定辊512上装设有第二轮516,第一轮515与第二轮516通过传送带517相连。
工作时,通过第二驱动电机514以带动其中一个导向装置51的固定辊512旋转,并利用第一轮515、传送带517和第二轮516之间作用力传递,以使另一个导向装置51的固定辊512同步转动,利用固定辊512的转动,通过固定辊512施加在极片上的摩擦力,以带动调节辊511的旋转。
请参阅图7和图8所示,本发明的切割装置52包括切刀521和背板523,背板523固定装设在安装板20上,切刀521与背板523相对设置,且切刀521滑动式装设在安装板20上,具体结构如图5所示。优选的,在安装板20背离分离机构30的一侧装设有推动缸524,安装板20上设有两个导向槽525,推动缸524的伸缩杆上装设有连接板526,切刀521分别装设在连接板526的两端,并分别穿过导向槽525。
使用时,通过推动缸524带动连接板526在导向槽525内运动,从而实现对切刀521与背板523之间的位置调整,切割时,切刀521与背板523之间的间隙最小,利用切刀521作用在极片上,以实现其切割目的。
请参阅图6所示,本发明的放料装置60包括阻尼器61和放料盘62,阻尼器61装设在安装板20背离分离机构30的一侧,阻尼器61的输出端装设有传动轴63,放料盘62固定在传动轴63上。
工作时,通过第一驱动电机43、第二驱动电机514的作用,施加作用力在薄膜和极片上,带动电池极片在放料装置60上旋转,并利用阻尼器61使得在第一驱动电机43、第二驱动电机514在停止作用力时,放料装置60自动快速停止运动,以保证其分离效果。
进一步的,为了提高其整体的操作,本发明的机架10上还包括承载板11,承载板11与安装板20呈垂直设置,承载板11装设在机架10上,并在承载板11上设有第一接料口12、第二接料口13、第三接料口14和第四接料口15,第一接料口12处于其中一个薄膜收纳装置40的正下方,而第二接料口13处于另一个薄膜收纳装置40的正下方,第三接料口14处于其中一个极片收纳装置50的正下方,而第四接料口15处于另外一个极片收纳装置50的正下方。
通过薄膜收纳装置40的卷料板42将薄膜快速收纳成卷,并在退膜装置47的作用下,使得薄膜从卷料板42上快速脱离,进入第一接料口12或第二接料口13,与此同时,利用切割装置52,将正极片和负极片分别切割成定长的块状分离至第三接料口14和第四接料口15中,通过第一接料口12、第二接料口13、第三接料口14和第四接料口15,可以快速实现薄膜、正极片、负极片的快速分离,使其使用更加方便,操作更加快捷。
优选的,本发明还在机架10底部设有两个传送带16,其中一个传送带16与第一接料口12、第二接料口13相连通,另一个传送带16与第三接料口14和第四接料口15相连通,从而以实现对薄膜、正极片和负极片的快速输出。
最后,本申请的方法仅为较佳的实施方案,并非用于限定本发明的保护范围。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
Claims (10)
1.一种缠绕式电池极片分离自动化分离装置,其特征在于,包括机架和装设在所述机架上的安装板,所述安装板上装设有分离机构和与所述分离机构对应的放料装置,所述分离机构包括两个薄膜收纳装置和两个极片收纳装置,所述薄膜收纳装置与所述极片收纳装置相互交错设置,所述放料装置装设在所述分离机构的顶部中间。
2.如权利要求1所述的一种缠绕式电池极片分离自动化分离装置,其特征在于,所述安装板上设有多个分离机构,所述分离机构呈一字型装设在所述安装板上。
3.如权利要求1或2所述的一种缠绕式电池极片分离自动化分离装置,其特征在于,所述薄膜收纳装置包括卷料轴和卷料板,所述卷料轴装设在所述安装板上,所述卷料板装设在所述卷料轴上;所述安装板背离所述分离机构的一侧装设有第一驱动电机和传动轮,所述第一驱动电机与其中一个所述薄膜收纳装置的卷料轴相连,并在所述卷料轴上装设有主动轮,所述传动轮装设在另一个所述薄膜收纳装置的所述卷料轴上,所述传动轮与所述主动轮通过传动带相连。
4.如权利要求3所述的一种缠绕式电池极片分离自动化分离装置,其特征在于,所述薄膜收纳装置还包括退膜装置,所述退膜装置包括两个驱动缸和一个退膜片,所述退膜片与所述卷料轴同轴设置,且所述退膜片上设有与所述卷料板适配的卡槽,所述驱动缸装设在所述安装板背离所述分离机构的一侧,所述驱动缸的伸缩杆穿过所述安装板向外延伸并分别与所述退膜片相连。
5.如权利要求1所述的一种缠绕式电池极片分离自动化分离装置,其特征在于,所述极片收纳装置包括导向装置和切割装置,所述导向装置装设在所述切割装置的上方。
6.如权利要求5所述的一种缠绕式电池极片分离自动化分离装置,其特征在于,所述导向装置包括转动式装设在所述安装板上并相互平行设置的调节辊和固定辊,所述安装板上活动式装设安装座使得所述安装座可远离或者靠近所述固定辊相对运动,所述调节辊装设在所述安装座上,所述调节辊另一侧的所述安装板上装设有驱动缸,所述驱动缸的伸缩杆与所述安装座固定相连。
7.如权利要求6所述的一种缠绕式电池极片分离自动化分离装置,其特征在于,所述安装板背离所述分离机构的一侧装设有第二驱动电机,所述第二驱动电机与其中一个所述导向装置的固定辊相连,并在所述第二驱动电机的输出轴上装设有第一轮,另一个所述导向装置的所述固定辊上装设有第二轮,所述第一轮与所述第二轮通过传送带相连。
8.如权利要求5所述的一种缠绕式电池极片分离自动化分离装置,其特征在于,所述切割装置包括切刀和背板,所述背板固定装设在所述安装板上,所述切刀与所述背板相对设置,且所述切刀滑动式装设在所述安装板上。
9.如权利要求8所述的一种缠绕式电池极片分离自动化分离装置,其特征在于,所述安装板背离所述分离机构的一侧装设有推动缸,所述安装板上设有两个导向槽,所述推动缸的伸缩杆上装设有连接板,所述切刀分别装设在所述连接板的两端,并分别穿过所述导向槽。
10.如权利要求1所述的一种缠绕式电池极片分离自动化分离装置,其特征在于,所述放料装置包括阻尼器和放料盘,所述阻尼器装设在所述安装板背离所述分离机构的一侧,所述阻尼器的输出端装设有传动轴,所述放料盘固定在所述传动轴上。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010044748.7A CN111146525A (zh) | 2020-01-15 | 2020-01-15 | 一种缠绕式电池极片分离自动化分离装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010044748.7A CN111146525A (zh) | 2020-01-15 | 2020-01-15 | 一种缠绕式电池极片分离自动化分离装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN111146525A true CN111146525A (zh) | 2020-05-12 |
Family
ID=70525329
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010044748.7A Pending CN111146525A (zh) | 2020-01-15 | 2020-01-15 | 一种缠绕式电池极片分离自动化分离装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN111146525A (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114361633A (zh) * | 2021-12-31 | 2022-04-15 | 智昌科技集团股份有限公司 | 一种电池拆解设备 |
-
2020
- 2020-01-15 CN CN202010044748.7A patent/CN111146525A/zh active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114361633A (zh) * | 2021-12-31 | 2022-04-15 | 智昌科技集团股份有限公司 | 一种电池拆解设备 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN210850450U (zh) | 一种橡胶轮胎胶囊切条机 | |
| CN107275682A (zh) | 一种锂电池电芯外膜热熔机构 | |
| CN111146525A (zh) | 一种缠绕式电池极片分离自动化分离装置 | |
| CN113500542B (zh) | 一种铭牌生产加工用固定装置 | |
| CN115799605A (zh) | 一种电池卷芯分离装置及分离方法 | |
| CN210393085U (zh) | 用于锂电池正负极基材放收料的停机换卷式圆压圆模切机 | |
| CN215792414U (zh) | 一种撕膜装置 | |
| CN211265662U (zh) | 一种缠绕式电池极片分离自动化分离装置 | |
| CN117415859A (zh) | 一种铜箔生产自动裁剪设备及工艺 | |
| CN116690674A (zh) | 一种新能源汽车电池极片模切工艺及模切设备 | |
| CN214236438U (zh) | 一种带铣边装置的传送机构 | |
| CN213766125U (zh) | 一种花纸生产线的分切装置 | |
| CN113199538B (zh) | 一种软包电池芯片自动剥离回收设备 | |
| CN212704631U (zh) | 一种数控剪板机 | |
| CN209971798U (zh) | 一种铝塑板边条铝塑分离装置 | |
| CN213562994U (zh) | 一种用于锂电池薄膜生产的切膜机 | |
| CN212895256U (zh) | 一种汽车门板用经编间隔织物的高效上纱装置 | |
| CN219968811U (zh) | 一种内托吸塑成型机用出料装置 | |
| CN214736942U (zh) | 一种门帘加工装置 | |
| CN220007929U (zh) | 一种铝箔裁切机 | |
| CN219927089U (zh) | 一种制袋机上料机构 | |
| CN219683616U (zh) | 一种冷板切边卷收装置 | |
| CN215047467U (zh) | 瓦楞原纸自动换卷装置 | |
| CN215825486U (zh) | 一种片状印件全自动裱胶模切用带有水平移动导轮的加工工作台 | |
| CN220856613U (zh) | 一种圆柱全极耳锂电池极片的分切装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |