CN111113002B - Automatic plug-in mounting device for motor flat pin - Google Patents
Automatic plug-in mounting device for motor flat pin Download PDFInfo
- Publication number
- CN111113002B CN111113002B CN202010070030.5A CN202010070030A CN111113002B CN 111113002 B CN111113002 B CN 111113002B CN 202010070030 A CN202010070030 A CN 202010070030A CN 111113002 B CN111113002 B CN 111113002B
- Authority
- CN
- China
- Prior art keywords
- cylinder
- bolt
- frame
- support
- flat pin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P19/00—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes
- B23P19/02—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes for connecting objects by press fit or for detaching same
- B23P19/027—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes for connecting objects by press fit or for detaching same using hydraulic or pneumatic means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P19/00—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes
- B23P19/001—Article feeders for assembling machines
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Power Engineering (AREA)
- Automatic Assembly (AREA)
Abstract
The invention discloses an automatic motor flat pin inserting device which comprises a rack, a vibrating disc, a flat pin conveying mechanism, a feeding mechanism, a track mechanism, a portal frame, an X-axis electric cylinder, a Y-axis electric cylinder, a clamping mechanism, a bolt mechanism, an angle adjusting mechanism, a detection frame, a pressing mechanism and a first photoelectric sensor. The device simple structure can carry out the pressure equipment of piece cotter automatically, and degree of automation is high, very big improvement work efficiency.
Description
Technical Field
The invention relates to a motor, in particular to an automatic insertion device for a motor flat pin.
Background
The vehicle-mounted motor needs to press and mount 3 flat pins at specific positions during assembly, as shown in fig. 1, the 3 flat pins 02 are distributed on one side of the shaft hole 03, a certain included angle is formed between the adjacent flat pins 02, the 3 flat pins need to be pressed into corresponding mounting positions of the motor 01 during assembly, traditional press-mounting equipment is single station, one flat pin is pressed at a time, and the assembly efficiency is low. In view of the above drawbacks, it is actually necessary to design an automatic insertion device for a motor flat pin.
Disclosure of Invention
The invention aims to provide an automatic insertion device for motor flat pins, which can automatically press 3 flat pins, has high automation degree and greatly improves the working efficiency.
In order to solve the technical problems, the technical scheme of the invention is as follows: an automatic insertion device for a motor flat pin comprises a frame, a vibrating disc, a flat pin conveying mechanism, a feeding mechanism, a track mechanism, a door frame, an X-axis electric cylinder, a Y-axis electric cylinder, a clamping mechanism, a bolt mechanism, an angle adjusting mechanism, a detection frame, a pressing mechanism and a first photoelectric sensor, wherein the vibrating disc is positioned on the right side of the upper end of the frame, the vibrating disc is connected with the frame through bolts, the flat pin conveying mechanism is positioned on the left side of the vibrating disc and positioned on the upper end of the frame, the flat pin conveying mechanism is respectively connected with the vibrating disc and the frame through bolts, the feeding mechanism is arranged on the left side of the upper end of the frame, the track mechanism is positioned on the right side of the feeding mechanism and positioned on the upper end of the frame, the track mechanism is connected with the frame through bolts, the door frame is positioned on the upper end of the frame and positioned on the right side of the, the X-axis electric cylinder is arranged at the upper part of the door frame, the Y-axis electric cylinder is arranged at the right side of the X-axis electric cylinder, the clamping mechanism is positioned at the right side of the Y-axis electric cylinder and is connected with the Y-axis electric cylinder through a bolt, the bolt mechanism is positioned at the left side of the Y-axis electric cylinder and is connected with the Y-axis electric cylinder through a bolt, the angle adjusting mechanism is positioned at the upper end of the frame and at the left side of the flat pin conveying mechanism, the angle adjusting mechanism is connected with the frame through a bolt, the detection frame is positioned at the upper end of the machine frame and at the left side of the angle adjusting mechanism, the detection frame is connected with the machine frame through a bolt, the pressing mechanism is positioned on the right side of the track mechanism and positioned at the upper end of the rack, the pressing mechanism is connected with the rack through bolts, the number of the first photoelectric sensors is 4, and the first photoelectric sensors are symmetrically arranged at the lower end of the detection rack;
the angle adjusting mechanism further comprises a second support, a fourth cylinder, an adjusting plate, a center positioning block, a first insert block, a rotating mechanism and a second photoelectric sensor, wherein the second support is positioned at the upper end of the frame, the second support is connected with the frame through bolts, the number of the fourth cylinders is 2, the fourth cylinders are symmetrically arranged along the front and back directions of the second support, the adjusting plate is positioned at the upper end of the fourth cylinder, the adjusting plate is connected with the fourth cylinder through bolts, the center positioning block is positioned at the upper end of the second support and is positioned between the four cylinders which are symmetrically arranged, the center positioning block is connected with the second support through bolts, the first insert block is positioned at the center of the center positioning block, the first insert block is connected with the center positioning block through bolts, the rotating mechanism is positioned at the upper end of the center positioning block and is inserted into the adjusting plate, and the rotating mechanism is connected with the center positioning block in a rotating manner, the second photoelectric sensor is positioned outside the second bracket and connected with the second bracket through a bolt
The invention is further improved as follows:
further, the flat pin conveying mechanism further comprises a first support, a direct vibration, a material rail, a pressing plate, a swinging cylinder, a material box frame and a material box, wherein the first support is positioned at the upper end of the machine frame, the first support is connected with the machine frame through a bolt, the direct vibration is positioned at the upper end of the first support, the direct vibration is connected with the first support through a bolt, the material rail is positioned at the top of the direct vibration and positioned outside the vibrating disc, the material rail is connected with the direct vibration through a bolt and connected with the vibrating disc through a bolt, the pressing plates are 3 in number and uniformly arranged at the upper end of the material rail, the swinging cylinder is positioned at the upper end of the first support and positioned outside the material rail, the swinging cylinder is connected with the first support through a bolt, the material box frame is positioned outside the swinging cylinder and positioned outside the material rail, the material box frame is connected with the swinging cylinder through a bolt, and the material box is penetrated through the material box frame, the feed box frame pass through the bolt with the feed box and link to each other, the feed box still be equipped with the constant head tank, the constant head tank do not run through the feed box main part, the stock rail still be equipped with the silo, silo quantity be 3, evenly arrange at the top of stock rail, the silo still be equipped with spacing portion, spacing portion be located the end of silo and just right with the feed box, vibration dish and the work of directly shaking, the channel that the taper pin is constituteed through the silo of clamp plate in with the stock rail is carried in succession, when the taper pin carries to spacing portion, in the taper pin inserts the constant head tank that the feed box was established, swing cylinder drove the feed box through the feed box frame and rotates 90 for the taper pin is converted to vertical position by horizontal position.
Further, feed mechanism still include linear slip table, first cylinder, layer board, location chuck, linear slip table be located the frame upper end, linear slip table pass through the bolt with the frame and link to each other, first cylinder be located linear slip table upper end, first cylinder pass through the bolt with linear slip table and link to each other, the layer board be located the first cylinder outside and be located linear slip table upper end, layer board and first cylinder pass through the bolt and link to each other, location chuck quantity be no less than 2, follow the layer board evenly arrange.
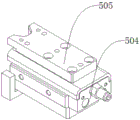
Further, the track mechanism still include support, track board, positioning mechanism, the support be located the frame upper end, support and frame pass through the bolt and link to each other, track board quantity be 2, follow the support symmetrical arrangement, positioning mechanism quantity be no less than 2, evenly arrange along the track board.
Further, positioning mechanism still include second cylinder, locating plate, the second cylinder be located the track board right side, the second cylinder pass through the bolt with the track board and link to each other, the locating plate be located second cylinder upper end, locating plate and second cylinder pass through the bolt and link to each other, treat that the motor of assembly places on two symmetrical arrangement's track board, the track board carries on spacingly to the motor, first cylinder drives the location chuck antedisplacement that links firmly with the layer board and pastes tightly with the motor, linear slip table drives the motor along the track board antedisplacement, after first photoelectric sensor detected the motor, the second cylinder drives the locating plate and moves forward, location chuck and locating plate mutual combined action press from both sides the motor tightly to press from both sides the motor completely tightly.
Further, the clamping mechanism further comprises a third cylinder, a connecting frame, a first clamping jaw cylinder and a first central positioning rod, the third cylinder is located on the right side of the Y-axis electric cylinder, the third cylinder is connected with the Y-axis electric cylinder through a bolt, the connecting frame is located on the outer side of the third cylinder, the connecting frame is connected with the third cylinder through a bolt, the number of the first clamping jaw cylinders is 2, the first clamping jaw cylinders are evenly arranged at the lower end of the connecting frame, the first central positioning rod is located at the lower end of the connecting frame, the first central positioning rod is connected with the connecting frame through a bolt, the X-axis electric cylinder and the Y-axis electric cylinder act to drive the clamping mechanism to move to the upper side of the flat pin, and the third cylinder drives the first clamping jaw cylinder fixedly connected with the connecting frame to move downwards to clamp the flat pin at the vertical position.
Furthermore, the bolt mechanism also comprises a speed reducer, a servo motor, a flange plate, a second clamping jaw air cylinder and a second central positioning rod, wherein the speed reducer is positioned on the left side of the Y-axis electric cylinder, the speed reducer is connected with the Y-axis electric cylinder through a bolt, the servo motor is positioned at the top of the speed reducer, the servo motor is connected with the speed reducer through a bolt, the flange plate is positioned at the lower end of the speed reducer, the flange plate is connected with the speed reducer through a bolt, the number of the second clamping jaw air cylinders is 3, a certain angle is formed between every two adjacent second clamping jaw air cylinders and the second clamping jaw air cylinders are arranged at the bottom of the flange plate, the second central positioning rod is positioned at the bottom of the flange plate, the second central positioning rod is connected with the flange plate through a bolt, the X-axis electric cylinder and the Y-axis electric cylinder act to drive, the second clamping jaw air cylinder fixedly connected with the flange plate drives the flat pin clamped by the clamp to rotate for a set angle, then the Y-axis electric cylinder drives the bolt mechanism to move downwards, and the second central positioning rod is inserted into the motor shaft hole to be positioned, so that the flat pin is inserted into the corresponding position of the motor.
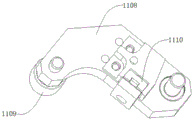
Furthermore, the rotating mechanism also comprises a connecting plate, a roller and a second inserting block, wherein the connecting plate is positioned at the top of the central positioning block, the connecting plate is connected with the central positioning block in a rotating manner, the roller is positioned at the lower end of the connecting plate and is inserted into an adjusting plate, the roller is connected with the connecting plate through a bolt, the second inserting block is inserted into the connecting plate, the second inserting block is connected with the connecting plate through a bolt, in the initial position, the first inserting block and two symmetrically arranged second inserting blocks are positioned on the same straight line, an X-axis electric cylinder and a Y-axis electric cylinder act to drive the clamping mechanism to move above the angle adjusting mechanism, a third cylinder drives a first clamping jaw cylinder for clamping the flat pin to move downwards, a first central positioning rod is inserted into the central positioning block for central positioning, so that the flat pin is inserted into the first inserting block and the second inserting block, and then the X-axis electric cylinder and the Y-axis electric cylinder act to drive the clamping mechanism to reset, the fourth cylinder drives the adjusting plate to slide, so that the second inserting block fixedly connected with the connecting plate is driven to rotate by a certain angle through the roller, and the second photoelectric sensor is used for detecting whether the angle of the flat pin is adjusted in place.
Furthermore, the pressing mechanism further comprises a third support, a fifth cylinder, a sliding seat, a pressing rod, a pressing head and a spring, the third support is positioned at the upper end of the rack, the third support is connected with the rack through a bolt, the fifth cylinder is positioned at the top of the third support, the fifth cylinder is connected with the third support through a bolt, the sliding seat is positioned on the third support and positioned at the lower end of the fifth cylinder, the sliding seat is connected with the fifth cylinder through a bolt and slides along the third support, the pressing rod is positioned at the center of the bottom of the sliding seat, the pressing rod is connected with the sliding seat through a bolt, the pressing head is positioned at the lower end of the sliding seat, the spring is positioned at the outer side of the pressing rod and positioned at the lower end of the sliding seat, the fifth cylinder pushes the sliding seat to move downwards so as to ensure that the pressing head presses the flat pin into the motor, when the pressing rod is contacted with the motor, the spring compresses, and the reaction strut compresses the motor.
Compared with the prior art, the automatic motor flat pin inserting device comprises a feeding mechanism, a track mechanism, a vibrating disc and a flat pin conveying mechanism, wherein the feeding mechanism and the track mechanism are matched to convey a to-be-assembled power distribution machine, the vibrating disc and the flat pin conveying mechanism work continuously, the flat pin is converted into a vertical position from a horizontal position through the continuous conveying flat pin, an X-axis electric cylinder and a Y-axis electric cylinder act to drive a clamping mechanism to move to the position above the flat pin to clamp the flat pin, then the flat pin is conveyed to the position above an angle adjusting mechanism, then the clamping mechanism inserts the flat pin into a first inserting block and a second inserting block, the angle adjusting mechanism adjusts the angle of the flat pin to meet the installation requirement, after two symmetrically-arranged second photoelectric sensors detect the flat pin, the X-axis electric cylinder and the Y-axis electric cylinder act to drive the inserting pin mechanism to clamp the flat pin and move to the position above a motor to insert the flat pin. The device simple structure can carry out the pressure equipment of piece cotter automatically, and degree of automation is high, very big improvement work efficiency.
Drawings
FIG. 1 is a schematic view showing a structure of a motor to be assembled according to the present invention
FIG. 2 shows a three-dimensional view of the present invention
FIG. 3 shows a three-dimensional view of the test stand of the present invention
FIG. 4 is a three-dimensional view of a flat pin conveying mechanism according to the present invention
FIG. 5 is a partial enlarged view of the invention shown in FIG. 4
FIG. 6 shows a three-dimensional view of a rail according to the invention
FIG. 7 shows a three-dimensional view of the feed mechanism of the present invention
FIG. 8 shows a three-dimensional view of the track mechanism of the present invention
FIG. 9 shows a three-dimensional view of the positioning mechanism of the present invention
FIG. 10 is a three-dimensional view of the grasping mechanism of the present invention
FIG. 11 shows a three-dimensional view of a latch mechanism of the present invention
FIG. 12 is a three-dimensional view of the angle adjustment mechanism of the present invention
FIG. 13 shows a three-dimensional view of the rotating mechanism of the present invention
FIG. 14 shows a three-dimensional view of the hold-down mechanism of the present invention
In the figure: the device comprises a machine frame 1, a vibrating disk 2, a flat pin conveying mechanism 3, a feeding mechanism 4, a track mechanism 5, a door frame 6, an X-axis electric cylinder 7, a Y-axis electric cylinder 8, a clamping mechanism 9, a bolt mechanism 10, an angle adjusting mechanism 11, a detection frame 12, a pressing mechanism 13, a first photoelectric sensor 14, a first support 301, a direct vibration 302, a material rail 303, a pressing plate 304, a swing air cylinder 305, a material box frame 306, a material box 307, a positioning groove 308, a material groove 309, a limiting part 310, a linear sliding table 401, a first air cylinder 402, a supporting plate 403, a positioning chuck 404, a support 501, a track plate 502, a positioning mechanism 503, a second air cylinder 504, a positioning plate 505, a third air cylinder 901, a connecting frame 902, a first clamping jaw air cylinder 903, a first central positioning rod 904, a speed reducer 1001, a servo motor 1002, a flange plate 1003, a second clamping jaw air cylinder 1004, a second central positioning rod 1005, a second support 1101, a, The device comprises a central positioning block 1104, a first insert 1105, a rotating mechanism 1106, a second photoelectric sensor 1107, a connecting plate 1108, a roller 1109, a second insert 1110, a third bracket 1301, a fifth cylinder 1302, a slide 1303, a pressure rod 1304, a pressure head 1305 and a spring 1306.
Detailed Description
As shown in fig. 1-14, an automatic motor flat pin inserting device comprises a frame 1, a vibrating disk 2, a flat pin conveying mechanism 3, a feeding mechanism 4, a track mechanism 5, a gantry 6, an X-axis electric cylinder 7, a Y-axis electric cylinder 8, a clamping mechanism 9, a latch mechanism 10, an angle adjusting mechanism 11, a detecting frame 12, a pressing mechanism 13 and a first photoelectric sensor 14, wherein the vibrating disk 2 is positioned on the right side of the upper end of the frame 1, the vibrating disk 2 is connected with the frame 1 through bolts, the flat pin conveying mechanism 3 is positioned on the left side of the vibrating disk 2 and is positioned on the upper end of the frame 1, the flat pin conveying mechanism 3 is respectively connected with the vibrating disk 2 and the frame 1 through bolts, the feeding mechanism 4 is mounted on the left side of the upper end of the frame 1, the track mechanism 5 is positioned on the right side of the feeding mechanism 4 and is positioned on the upper end of the frame, the track mechanism 5 is connected with the frame 1 through bolts, the gantry 6 is positioned at the upper end of the frame 1 and positioned at the right side of the track mechanism 5, the gantry 6 is connected with the frame 1 through bolts, the X-axis electric cylinder 7 is arranged at the upper part of the gantry 6, the Y-axis electric cylinder 8 is arranged at the right side of the X-axis electric cylinder 7, the clamping mechanism 9 is positioned at the right side of the Y-axis electric cylinder 8, the clamping mechanism 9 is connected with the Y-axis electric cylinder 8 through bolts, the bolt mechanism 10 is positioned at the left side of the Y-axis electric cylinder 8, the bolt mechanism 10 is connected with the Y-axis electric cylinder 8 through bolts, the angle adjusting mechanism 11 is positioned at the upper end of the frame 1 and positioned at the left side of the flat pin conveying mechanism 3, the angle adjusting mechanism 11 is connected with the frame 1 through bolts, the detecting frame 12 is positioned at the upper end of the frame 1 and positioned at the left side of the angle adjusting mechanism 11, and the detecting frame 12 is connected, the pressing mechanism 13 is located on the right side of the track mechanism 5 and located at the upper end of the rack 1, the pressing mechanism 13 is connected with the rack 1 through bolts, the number of the first photoelectric sensors 14 is 4, the photoelectric sensors are symmetrically arranged at the lower end of the detection frame 12, the flat pin conveying mechanism 3 further comprises a first support 301, a direct vibration 302, a material rail 303, a pressing plate 304, a swing cylinder 305, a material box frame 306 and a material box 307, the first support 301 is located at the upper end of the rack 1, the first support 301 is connected with the rack 1 through bolts, the direct vibration 302 is located at the upper end of the first support 301, the direct vibration 302 is connected with the first support 301 through bolts, the material rail 303 is located at the top of the direct vibration 302 and located at the outer side of the vibration disk, the material rail 303 is connected with the direct vibration 302 through bolts and connected with the vibration disk 2 through bolts, the pressing plate 304 is 3 in number and is evenly arranged at the upper end of the material rail 303, the swing cylinder 305 is positioned at the upper end of the first support 301 and positioned outside the material rail 303, the swing cylinder 305 is connected with the first support 301 through bolts, the material box frame 306 is positioned outside the swing cylinder 305 and positioned outside the material rail 303, the material box frame 306 is connected with the swing cylinder 305 through bolts, the material box 307 is penetrated through by the material box frame 306, the material box frame 306 is connected with the material box 307 through bolts, the material box 307 is also provided with a positioning groove 308, the positioning groove 308 does not penetrate through the main body of the material box 307, the material rail 303 is also provided with material grooves 309, the number of the material grooves 309 is 3, the material grooves are uniformly arranged at the top of the material rail 303, the material grooves 309 are also provided with a limiting part 310, the limiting part 310 is positioned at the tail end of the material groove 309 and is just opposite to the material box 307, the vibration disk 2 and the straight vibration 302 work, the flat pin is continuously conveyed through a channel formed by the material grooves 309 arranged in the pressure, when the flat pin is conveyed to the limiting part 310, the flat pin is inserted into a positioning groove 308 arranged in a material box 307, a swing cylinder 305 drives the material box to rotate 90 degrees through a material box frame 306, so that the flat pin is converted from a horizontal position to a vertical position, the feeding mechanism further comprises a linear sliding table 401, a first cylinder 402, a supporting plate 403 and a positioning chuck 404, the linear sliding table 401 is positioned at the upper end of the frame 1, the linear sliding table 401 is connected with the frame 1 through bolts, the first cylinder 402 is positioned at the upper end of the linear sliding table 401, the first cylinder 402 is connected with the linear sliding table 401 through bolts, the supporting plate 403 is positioned outside the first cylinder 402 and positioned at the upper end of the linear sliding table 401, the supporting plate 403 is connected with the first cylinder 402 through bolts, the positioning chucks 404 are not less than 2 in number and are uniformly arranged along the supporting plate 403, and the track mechanism 5 further comprises a support 501, a positioning groove 308, Track board 502, positioning mechanism 503, support 501 be located frame 1 upper end, support 501 and frame 1 pass through the bolt and link to each other, track board 502 quantity be 2, follow support 501 symmetrical arrangement, positioning mechanism 503 quantity be no less than 2, evenly arrange along track board 502, positioning mechanism 503 still include second cylinder 504, locating plate 505, second cylinder 504 be located track board 502 right side, second cylinder 504 pass through the bolt with track board 502 and link to each other, locating plate 505 be located second cylinder 504 upper end, locating plate 505 and second cylinder 504 pass through the bolt and link to each other, the motor that waits to assemble is placed on two symmetrical arrangement's track board 502, the motor is spacing carried out to the motor by first cylinder 402, the location chuck 404 that links firmly with layer board 403 forward pastes tightly with the motor, linear sliding table 401 drives the motor along the antedisplacement of track board 502, when the first photoelectric sensor 14 detects the motor, the second cylinder 504 drives the positioning plate 505 to move forward, the positioning chuck 404 and the positioning plate 505 cooperate with each other to clamp the motor, so as to completely clamp the motor, the clamping mechanism 9 further includes a third cylinder 901, a connecting frame 902, a first clamping jaw cylinder 903, and a first central positioning rod 904, the third cylinder 901 is located on the right side of the Y-axis electric cylinder 8, the third cylinder 901 is connected with the Y-axis electric cylinder 8 through a bolt, the connecting frame 902 is located on the outer side of the third cylinder 901, the connecting frame 902 is connected with the third cylinder 901 through a bolt, the number of the first clamping jaw cylinders 903 is 2, the first clamping jaw cylinders are uniformly arranged at the lower end of the connecting frame 902, the first central positioning rod 904 is located at the lower end of the connecting frame 902, the first central positioning rod 904 is connected with the connecting frame through a bolt, the X-axis electric cylinder 7 and the Y-axis electric cylinder 8 act, the clamping mechanism 9 is driven to move above the flat pin, the third cylinder 901 drives the first clamping jaw cylinder 903 fixedly connected with the connecting frame 902 to move downwards to clamp the flat pin at the vertical position, the latch mechanism 10 further comprises a speed reducer 1001, a servo motor 1002, a flange plate 1003, a second clamping jaw cylinder 1004 and a second central positioning rod 1005, the speed reducer 1001 is positioned on the left side of the Y-axis electric cylinder 8, the speed reducer 1001 is connected with the Y-axis electric cylinder 8 through bolts, the servo motor 1002 is positioned at the top of the speed reducer, the servo motor 1002 is connected with the speed reducer 1001 through bolts, the flange plate 1003 is positioned at the lower end of the speed reducer 1001, the flange 1003 is connected with the speed reducer 1001 through bolts, the number of the second clamping jaw cylinders 1004 is 3, a certain angle is formed between every two adjacent second clamping jaw cylinders 1004 and the bottom of the flange plate 1003, and the second central positioning rod 1005 is positioned at the bottom of the flange plate 1003, the second central positioning rod 1005 is connected with the flange plate 1003 through a bolt, the X-axis electric cylinder 7 and the Y-axis electric cylinder 8 act to drive the latch mechanism 10 to move to the upper part of the motor, the servo motor 1002 drives the speed reducer 1001 to work, the second jaw air cylinder 1004 fixedly connected with the flange plate 1003 drives the clamped flat pin to rotate for a set angle, then the Y-axis electric cylinder 8 drives the latch mechanism 10 to move downwards, the second central positioning rod 1005 is inserted into the shaft hole of the motor to be positioned, so that the flat pin is inserted into the corresponding position of the motor, the angle adjusting mechanism 11 further comprises a second bracket 1101, a fourth air cylinder 1102, an adjusting plate 1103, a central positioning block 1104, a first inserting block 1105, a rotating mechanism 1106 and a second photoelectric sensor 1107, the second bracket 1101 is positioned at the upper end of the frame 1, the second bracket 1101 is connected with the frame 1 through a bolt, the number of the fourth air cylinders 1102 is 2, and the fourth air cylinders 1102 are symmetrically arranged along the, the adjusting plate 1103 is located at the upper end of the fourth cylinder 1102, the adjusting plate 1103 is connected with the fourth cylinder 1102 through bolts, the center positioning block 1104 is located at the upper end of the second bracket 1101 and located between the two symmetrically arranged fourth cylinders 1102, the center positioning block 1104 is connected with the second bracket 1101 through bolts, the first insert block 1105 is located at the center of the center positioning block 1104, the first insert block 1105 is connected with the center positioning block 1104 through bolts, the rotating mechanism 1106 is located at the upper end of the center positioning block 1104 and inserted with the adjusting plate, the rotating mechanism 1106 is rotatably connected with the center positioning block 1104, the second photoelectric sensor 1107 is located at the outer side of the second bracket 1101, the second photoelectric sensor 1107 is connected with the second bracket 1101 through bolts, the rotating mechanism 1106 further comprises a connecting plate 1108, a roller 1109 and a second insert block 1110, the connecting plate 1108 is located at the top of the center positioning block 1104, the connecting plate 1108 is rotatably connected with the central positioning block 1104, the roller 1109 is positioned at the lower end of the connecting plate 1108 and inserted into the adjusting plate 1103, the roller 1109 is connected with the connecting plate 1108 through a bolt, the second inserting block 1110 is inserted into the connecting plate 1108, the second inserting block 1110 is connected with the connecting plate 1108 through a bolt, when the initial position is reached, the first inserting block 1105 and the two symmetrically arranged second inserting blocks 1110 are positioned on the same straight line, the X-axis electric cylinder 7 and the Y-axis electric cylinder 8 act to drive the clamping mechanism 9 to move to the upper part of the angle adjusting mechanism 11, the third cylinder 901 drives the first clamping jaw cylinder 903 for clamping the flat pin to move downwards, the first central positioning rod 904 is inserted into the central positioning block 1104 for central positioning, so that the flat pin is inserted into the first inserting block 1105 and the second inserting block, then the X-axis electric cylinder 7 and the Y-axis electric cylinder 8 act to drive the clamping mechanism 9 to reset, the fourth cylinder drives the adjusting plate 1103 to slide, the pressing mechanism 13 further includes a third bracket 1301, a fifth cylinder 1302, a sliding base 1303, a pressing rod 1304, a pressing head 1305, and a spring 1306, the third bracket 1301 is located at the upper end of the frame 1, the third bracket 1301 is connected with the frame 1 through a bolt, the fifth cylinder 1302 is located at the top of the third bracket 1301, the fifth cylinder 1302 is connected with the third bracket 1301 through a bolt, the sliding base 1303 is located on the third bracket 1301 and at the lower end of the fifth cylinder 1302, the sliding base 1303 is connected with the fifth cylinder 1302 through a bolt and slides along the third bracket 1301, the pressing rod 1304 is located at the center of the bottom of the sliding base 1303, the sliding base 1304 is connected with the sliding base 1303 through a bolt, and the pressing head 1305 is located at the lower end of the pressing head 1303, the pressure head 1305 is connected with the sliding seat 1303 through a bolt, the spring 1306 is positioned outside the pressure rod 1304 and at the lower end of the sliding seat 1303, the fifth air cylinder 1302 pushes the sliding seat 1303 to move downwards, so that the pressure head 1305 is ensured to press the flat pin into the motor, after the pressure rod 1304 is contacted with the motor, the spring 1306 is compressed, so that the reaction pressure rod 1304 presses the motor tightly, the motor flat pin automatic insertion device is used for conveying the power distribution machine to be loaded, the feeding mechanism 4 and the track mechanism 5 are matched, the vibrating disc 2 and the flat pin conveying mechanism 3 work continuously, the flat pin is conveyed continuously from the horizontal position to the vertical position, the X-axis electric cylinder 7 and the Y-axis electric cylinder 8 act to drive the clamping mechanism 9 to move to the upper part of the flat pin to clamp the flat pin, then the flat pin is conveyed to the upper part of the angle adjusting mechanism 11, then the clamping mechanism 9 inserts the flat pin into the first insertion block 1105 and the second insertion block 1110, the angle adjusting mechanism 11 adjusts the angle of the, when the two second photoelectric sensors 1107 which are symmetrically arranged detect the flat pin, the electric cylinder 7 of the X axis and the electric cylinder 8 of the Y axis act to drive the latch mechanism 10 to clamp and move the flat pin to the upper side of the motor to insert the flat pin, and then the hold-down mechanism 13 firmly presses and fixes the flat pin. The device simple structure can carry out the pressure equipment of 3 flat pins automatically, and degree of automation is high, very big improvement work efficiency.
The present invention is not limited to the above-described embodiments, and those skilled in the art will be able to make various modifications without creative efforts from the above-described conception, and fall within the scope of the present invention.
Claims (9)
1. An automatic motor flat pin inserting device is characterized by comprising a rack, a vibrating disc, a flat pin conveying mechanism, a feeding mechanism, a track mechanism, a door frame, an X-axis electric cylinder, a Y-axis electric cylinder, a clamping mechanism, a bolt mechanism, an angle adjusting mechanism, a detection frame, a pressing mechanism and a first photoelectric sensor, wherein the vibrating disc is positioned on the right side of the upper end of the rack, the vibrating disc is connected with the rack through bolts, the flat pin conveying mechanism is positioned on the left side of the vibrating disc and positioned on the upper end of the rack, the flat pin conveying mechanism is respectively connected with the vibrating disc and the rack through bolts, the feeding mechanism is arranged on the left side of the upper end of the rack, the track mechanism is positioned on the right side of the feeding mechanism and positioned on the upper end of the rack, the track mechanism is connected with the rack through bolts, the door frame is positioned on the upper end of the rack and positioned on the right side of the track mechanism, the X-axis electric cylinder is arranged at the upper part of the door frame, the Y-axis electric cylinder is arranged at the right side of the X-axis electric cylinder, the clamping mechanism is positioned at the right side of the Y-axis electric cylinder and is connected with the Y-axis electric cylinder through a bolt, the bolt mechanism is positioned at the left side of the Y-axis electric cylinder and is connected with the Y-axis electric cylinder through a bolt, the angle adjusting mechanism is positioned at the upper end of the frame and at the left side of the flat pin conveying mechanism, the angle adjusting mechanism is connected with the frame through a bolt, the detection frame is positioned at the upper end of the machine frame and at the left side of the angle adjusting mechanism, the detection frame is connected with the machine frame through a bolt, the pressing mechanism is positioned on the right side of the track mechanism and positioned at the upper end of the rack, the pressing mechanism is connected with the rack through bolts, the number of the first photoelectric sensors is 4, and the first photoelectric sensors are symmetrically arranged at the lower end of the detection rack;
the angle adjusting mechanism further comprises a second support, a fourth cylinder, an adjusting plate, a center positioning block, a first insert block, a rotating mechanism and a second photoelectric sensor, wherein the second support is positioned at the upper end of the frame, the second support is connected with the frame through bolts, the number of the fourth cylinders is 2, the fourth cylinders are symmetrically arranged along the front and back directions of the second support, the adjusting plate is positioned at the upper end of the fourth cylinder, the adjusting plate is connected with the fourth cylinder through bolts, the center positioning block is positioned at the upper end of the second support and is positioned between the four cylinders which are symmetrically arranged, the center positioning block is connected with the second support through bolts, the first insert block is positioned at the center of the center positioning block, the first insert block is connected with the center positioning block through bolts, the rotating mechanism is positioned at the upper end of the center positioning block and is inserted into the adjusting plate, and the rotating mechanism is connected with the center positioning block in a rotating manner, the second photoelectric sensor is positioned on the outer side of the second support, and the second photoelectric sensor is connected with the second support through a bolt.
2. The automatic motor flat pin inserting device according to claim 1, wherein the flat pin conveying mechanism further comprises a first support, a direct vibration, a material rail, a pressing plate, a swinging cylinder, a material box frame and a material box, the first support is located at the upper end of the machine frame, the first support is connected with the machine frame through a bolt, the direct vibration is located at the upper end of the first support, the direct vibration is connected with the first support through a bolt, the material rail is located at the top of the direct vibration and located on the outer side of the vibrating disk, the material rail is connected with the direct vibration through a bolt and connected with the vibrating disk through a bolt, the number of the pressing plates is 3, the pressing plates are evenly arranged at the upper end of the material rail, the swinging cylinder is located at the upper end of the first support and located on the outer side of the material rail, the swinging cylinder is connected with the first support through a bolt, the material box frame is located on the outer side of the swinging cylinder and located on the outer side of, the feed box frame pass through the bolt with the swing cylinder and link to each other, the feed box run through by the feed box frame, feed box frame pass through the bolt with the feed box and link to each other, the feed box still be equipped with the constant head tank, the constant head tank do not run through the feed box main part, the material rail still be equipped with the silo, silo quantity be 3, evenly arrange the top at the material rail, the silo still be equipped with spacing portion, spacing portion be located the silo terminal and just right with the feed box.
3. The automatic motor flat pin inserting device according to claim 1, wherein the feeding mechanism further comprises a linear sliding table, a first cylinder, a supporting plate and positioning chucks, the linear sliding table is located at the upper end of the frame, the linear sliding table is connected with the frame through bolts, the first cylinder is located at the upper end of the linear sliding table, the first cylinder is connected with the linear sliding table through bolts, the supporting plate is located outside the first cylinder and located at the upper end of the linear sliding table, the supporting plate is connected with the first cylinder through bolts, the number of the positioning chucks is not less than 2, and the positioning chucks are uniformly arranged along the supporting plate.
4. The automatic motor flat pin inserting device according to claim 1, wherein the rail mechanism further comprises a support, rail plates and positioning mechanisms, the support is located at the upper end of the frame, the support is connected with the frame through bolts, the number of the rail plates is 2, the rail plates are symmetrically arranged along the support, the number of the positioning mechanisms is not less than 2, and the positioning mechanisms are uniformly arranged along the rail plates.
5. The automatic motor flat pin inserting device according to claim 4, wherein the positioning mechanism further comprises a second cylinder and a positioning plate, the second cylinder is located on the right side of the track plate, the second cylinder is connected with the track plate through a bolt, the positioning plate is located at the upper end of the second cylinder, and the positioning plate is connected with the second cylinder through a bolt.
6. The automatic motor flat pin inserting device according to claim 1, wherein the clamping mechanism further comprises a third cylinder, a connecting frame, a first clamping jaw cylinder and a first central positioning rod, the third cylinder is located on the right side of the Y-axis electric cylinder, the third cylinder is connected with the Y-axis electric cylinder through a bolt, the connecting frame is located on the outer side of the third cylinder, the connecting frame is connected with the third cylinder through a bolt, the number of the first clamping jaw cylinders is 2, the first clamping jaw cylinders are evenly arranged at the lower end of the connecting frame, the first central positioning rod is located at the lower end of the connecting frame, and the first central positioning rod is connected with the connecting frame through a bolt.
7. The automatic motor flat pin inserting device according to claim 1, wherein the pin inserting mechanism further comprises a speed reducer, a servo motor, a flange plate, a second clamping jaw cylinder and a second center positioning rod, the speed reducer is located on the left side of the Y-axis electric cylinder, the speed reducer is connected with the Y-axis electric cylinder through bolts, the servo motor is located at the top of the speed reducer, the servo motor is connected with the speed reducer through bolts, the flange plate is located at the lower end of the speed reducer, the flange plate is connected with the speed reducer through bolts, the number of the second clamping jaw cylinders is 3, a certain angle is formed between every two adjacent second clamping jaw cylinders and the two adjacent second clamping jaw cylinders are mounted at the bottom of the flange plate, the second center positioning rod is located at the bottom of the flange plate, and the second center positioning rod is connected with the flange plate.
8. The automatic motor flat pin inserting device according to claim 1, wherein the rotating mechanism further comprises a connecting plate, a roller and a second inserting block, the connecting plate is located at the top of the central positioning block and is rotatably connected with the central positioning block, the roller is located at the lower end of the connecting plate and is inserted into the adjusting plate, the roller is connected with the connecting plate through a bolt, the second inserting block is inserted into the connecting plate, and the second inserting block is connected with the connecting plate through a bolt.
9. The automatic motor flat pin inserting device according to claim 1, wherein the pressing mechanism further comprises a third support, a fifth cylinder, a slide, a pressing rod, a pressing head and a spring, the third support is located at the upper end of the machine frame, the third support is connected with the machine frame through a bolt, the fifth cylinder is located at the top of the third support, the fifth cylinder is connected with the third support through a bolt, the slide is located on the third support and located at the lower end of the fifth cylinder, the slide is connected with the fifth cylinder through a bolt and slides along the third support, the pressing rod is located at the center of the bottom of the slide, the pressing rod is connected with the slide through a bolt, the pressing head is located at the lower end of the slide, the pressing head is connected with the slide through a bolt, and the spring is located outside the pressing rod and located at the lower end of the slide.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010070030.5A CN111113002B (en) | 2020-01-21 | 2020-01-21 | Automatic plug-in mounting device for motor flat pin |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010070030.5A CN111113002B (en) | 2020-01-21 | 2020-01-21 | Automatic plug-in mounting device for motor flat pin |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN111113002A CN111113002A (en) | 2020-05-08 |
| CN111113002B true CN111113002B (en) | 2021-03-16 |
Family
ID=70491564
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010070030.5A Active CN111113002B (en) | 2020-01-21 | 2020-01-21 | Automatic plug-in mounting device for motor flat pin |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN111113002B (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116038321B (en) * | 2022-12-28 | 2024-06-04 | 陕西法士特齿轮有限责任公司 | Automatic press-fitting device and method for intermediate shaft bearing and clamp spring of main gearbox |
| CN116713725B (en) * | 2023-05-13 | 2024-03-29 | 昆山力普电子橡胶有限公司 | Automatic rod threading machine for watch belt buckle |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20120007654A (en) * | 2010-07-15 | 2012-01-25 | 이상래 | A pin automatic assembly device |
| CN107160165B (en) * | 2017-07-04 | 2023-06-20 | 广东恒鑫智能装备股份有限公司 | Motor pin pressing-in equipment |
| CN110238627B (en) * | 2017-08-22 | 2020-07-24 | 浙江富兴服装有限公司 | Pressing wheel mechanism for assembling synchronous wheel of motor |
| CN209681601U (en) * | 2019-02-22 | 2019-11-26 | 广州松合智能科技有限公司 | Automatically pin apparatuses are worn |
-
2020
- 2020-01-21 CN CN202010070030.5A patent/CN111113002B/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN111113002A (en) | 2020-05-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111113002B (en) | Automatic plug-in mounting device for motor flat pin | |
| CN108808100A (en) | Lithium battery pole ear bonding machine | |
| CN108515339A (en) | A kind of optoelectronic switch automatic assembly equipment and method | |
| CN113305584A (en) | Full-automatic bar processing machine | |
| CN112811149A (en) | Feeding device capable of automatically placing rotor shaft and iron core and using method thereof | |
| CN110459708B (en) | Lithium ion battery steel ball beating device | |
| CN109176039A (en) | A kind of automobile wheel speed sensor automatic assembly equipment | |
| CN111337999A (en) | Automatic attack tooth check out test set | |
| CN108480907A (en) | A kind of lithium battery pole ear bonding machine | |
| CN110676671A (en) | Prepressing and crimping machine | |
| CN111168383B (en) | Automatic press fitting device for motor PCB | |
| CN113562437B (en) | Conveying mechanism capable of being applied to screen printing machine, stamping machine and labeling machine | |
| CN215146408U (en) | Double-gear assembling equipment | |
| CN108406004B (en) | Bolt chamfering device | |
| CN108515340A (en) | A kind of optoelectronic switch assembles cutting apparatus and method automatically | |
| CN111805191B (en) | Island-type product assembling equipment | |
| CN217667632U (en) | Steel needle pressing equipment | |
| CN110860898A (en) | Automatic assembling equipment for seat and rear tail box of baby carrier | |
| CN212734855U (en) | Product assembly equipment of island formula structure | |
| CN114289845A (en) | Automatic welding production line for end ribs of steel bar truss | |
| CN110137771B (en) | Full-automatic terminal plug-in components equipment | |
| CN112571019A (en) | Two-way buffering subassembly rigging equipment | |
| CN216228230U (en) | Automatic discharge device of connecting rod end | |
| CN221313446U (en) | Carousel location frock of side direction clamping | |
| CN117680958B (en) | Fan shaft assembly equipment |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| PE01 | Entry into force of the registration of the contract for pledge of patent right |
Denomination of invention: An automatic insertion device for motor flat pins Effective date of registration: 20230707 Granted publication date: 20210316 Pledgee: Bank of Nanjing Limited by Share Ltd. Suzhou branch Pledgor: SUZHOU TANCOOM MECHANICAL & ELECTRICAL ENGINEERING Co.,Ltd. Registration number: Y2023980047720 |
|
| PE01 | Entry into force of the registration of the contract for pledge of patent right |