CN111069014B - 一种金刚石模具、冷压坯的自动拆分生产线 - Google Patents
一种金刚石模具、冷压坯的自动拆分生产线 Download PDFInfo
- Publication number
- CN111069014B CN111069014B CN201911417500.4A CN201911417500A CN111069014B CN 111069014 B CN111069014 B CN 111069014B CN 201911417500 A CN201911417500 A CN 201911417500A CN 111069014 B CN111069014 B CN 111069014B
- Authority
- CN
- China
- Prior art keywords
- cold
- base
- movable table
- plate
- production line
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229910003460 diamond Inorganic materials 0.000 title claims abstract description 28
- 239000010432 diamond Substances 0.000 title claims abstract description 28
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 17
- 238000003825 pressing Methods 0.000 claims abstract description 43
- 238000012216 screening Methods 0.000 claims abstract description 12
- 230000009471 action Effects 0.000 claims abstract description 3
- 238000009499 grossing Methods 0.000 claims description 4
- 210000001503 joint Anatomy 0.000 claims description 2
- 238000000926 separation method Methods 0.000 description 9
- 238000010586 diagram Methods 0.000 description 6
- 238000004140 cleaning Methods 0.000 description 4
- 238000000034 method Methods 0.000 description 3
- 239000004484 Briquette Substances 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000005192 partition Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000007873 sieving Methods 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/02—Dies; Inserts therefor; Mounting thereof; Moulds
- B30B15/026—Mounting of dies, platens or press rams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07B—SEPARATING SOLIDS FROM SOLIDS BY SIEVING, SCREENING, SIFTING OR BY USING GAS CURRENTS; SEPARATING BY OTHER DRY METHODS APPLICABLE TO BULK MATERIAL, e.g. LOOSE ARTICLES FIT TO BE HANDLED LIKE BULK MATERIAL
- B07B1/00—Sieving, screening, sifting, or sorting solid materials using networks, gratings, grids, or the like
- B07B1/12—Apparatus having only parallel elements
- B07B1/14—Roller screens
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07B—SEPARATING SOLIDS FROM SOLIDS BY SIEVING, SCREENING, SIFTING OR BY USING GAS CURRENTS; SEPARATING BY OTHER DRY METHODS APPLICABLE TO BULK MATERIAL, e.g. LOOSE ARTICLES FIT TO BE HANDLED LIKE BULK MATERIAL
- B07B1/00—Sieving, screening, sifting, or sorting solid materials using networks, gratings, grids, or the like
- B07B1/46—Constructional details of screens in general; Cleaning or heating of screens
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/32—Discharging presses
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Press Drives And Press Lines (AREA)
Abstract
本发明公开了一种金刚石模具、冷压坯的自动拆分生产线,涉及机械自动化领域,主要包括:间歇转盘装置,包括可间歇转动地设置的转盘,该转盘的上端面设有复数个带第一镂空部的夹座,在第一镂空部内可上下移动地设有第一顶持件;拆模装置,包括带第二镂空部的活动台和第一机械手,活动台可活动地设置有压板、推板以及第二顶杆;筛选装置,包括第三机座以及可移动设置于第一输送带上方的电磁铁;压块分选装置,包括料斗以及设置于料斗的出料端下方的两个锥度滚筒。本发明通过间歇转盘装置、拆模装置以及筛选装置对模框、模具本体以及压头进行自动拆解并分离冷压坯,具有结构紧凑、动作连续、自动化程度高等优点。
Description
技术领域
本发明涉及机械自动化领域,更具体的讲是一种金刚石模具、冷压坯的自动拆分生产线。
背景技术
金刚石冷压坯是金刚石锯片的工作主体,是一种小且规格尺寸多样的产品,不同于常规产品。目前金刚石冷压坯行业所采用的是手工拆解模具主体、分离冷压坯与模具主体、安装模具主体到模框。这种人工的作业方式产能低,劳动强度高,且冷压坯毛刺较多容易刺伤员工手指,即便员工时时刻刻穿戴手套也容易磨损皮肤,具有一定的安全隐患。因此,必须设计出自动化设备来代替员工进行对金刚石刀头模具的拆解,以提高效率、良品率,减轻员工的体力负担和消除安全隐患。
发明内容
本发明提供一种金刚石模具、冷压坯的自动拆分生产线,目的在于解决现有技术中存在的上述问题。
本发明采用如下技术方案:
一种金刚石模具、冷压坯的自动拆分生产线,其特征在于:包括
间歇转盘装置,该间歇转盘装置包括第一机座,上述第一机座可间歇转动地设置有转盘,该转盘的上端面设有复数个用于固定模框的夹座;上述夹座设有第一镂空部,并在第一镂空部内可上下移动地设有第一顶持件,用于朝上推送装有冷压坯、压块的模具主体。
拆模装置,包括第二机座,该第二机座设置有活动台以及用于将装有冷压坯、压块的模具主体从间歇转盘装置转移至活动台的第一机械手,上述活动台的侧旁可移动地设置有用于固定模具主体的压板;活动台设有第二镂空部,活动台在第二镂空部内可上下移动地设置有第二顶持件,用于朝上推送压块和冷压坯;上述活动台的侧旁可移动地设置有推板,用于推送压块和冷压坯。
筛选装置,包括第三机座,该第三机座设有与拆模装置对接的第一输送带,第三机座在第一输送带上方可移动地设置有用于吸附冷压坯的电磁铁。
进一步,上述夹座包括安装座、摆杆、连接板以及设有上述第一镂空部的底板,该底板在第一镂空部的一侧固设有第一夹块,另一对立侧通过安装座可移动地设置有第二夹块,上述摆杆的一端铰接于安装座,连接板的两端分别铰接于第二夹块和摆杆。
进一步,上述夹座的底部设有安装架,上述第一顶持件可上下移动地设置于安装架,安装架可转动地设置有用于顶持第一顶持件的凸轮,并配设有使凸轮动作的第一电机。
进一步,上述活动台可移动地设置于上述第二机座。
进一步,上述拆模装置还包括分离斗,该分离斗的进料端与上述推板相对立地固定连接于上述压板,并且分离斗的导流底板为波浪形曲面。
进一步,上述活动台的上端面在第二镂空部的四周均设有定位块。
进一步,上述第二顶持件包括基板以及若干竖直设置于基板上端面的顶柱,上述基板可上下移动地设置于上述活动台。
进一步,上述压板通过电动二维滑台可上下左右移动地设置于上述活动台的右上侧,推板通过气缸可左右移动地设置于上述活动台的左上侧。
进一步,上述第三机座在第一输带上方架设有用于抚平冷压坯和压块的刮板。
进一步,还包括压块分选装置,该压块分选装置包括第四机座,该第四机座设有与上述第一输送带对接的料斗,第四机座在料斗的出料端设有直振送料器,在料斗的出料端下方可转动地并排设置有两个锥度滚筒,并在两上述锥度滚筒的下方设有排列设置有若干收集槽。
由上述对本发明结构的描述可知,本发明具有如下优点:
其一、本发明通过间歇转盘装置、拆模装置以及筛选装置对模框、模具本体、压头和冷压坯进行自动拆解、分离等操作,具有结构紧凑、动作连续、自动化程度高等优点。
其二、本发明中,夹座主要包括设有第一镂空部的底板、固设于底板的第一夹块、通过安装座可移动设置于底板的第二夹块、与安装座铰接的摆杆以及与安装座、摆杆铰接的连接板。工作人员通过摆杆移动第二夹块,利用第一夹块和第二夹块,再配合模框的环形凸缘即可将模框固定在夹座上,具有操作简单、装卸方便、设计巧妙等优点。
其三、本发明中,拆模装置还包括固定安装于推板的分离斗,并且分离斗的导流底板为波浪形曲面。推板将冷压坯和压块推送至分离斗时,冷压坯和压块之间还处于贴合状态,通过分离斗的导流底板对下落过程中的冷压坯和压块进行碰撞,使两者之间相互分离,方便筛选装置进行冷压坯和压块的筛选操作。
其四、本发明中,筛选装置在第一输带上方架设有用于抚平冷压坯和压块的刮板,可以避免电磁铁漏吸冷压坯或者误吸压块,以提高筛选的可靠性和准确性。
其五、本发明还包括压块分选装置,由于不同批次的冷压坯可能尺寸大小不同,导致压块的大小也有所不同,为了方便这些大小不同的压块重复利用,本发明采用压块分选装置对压块按大小进行分类收集。
附图说明
图1为金刚石刀头模具的结构示意图。
图2为本发明的俯视图。
图3为本发明中,间歇转盘装置的结构示意图。
图4为间歇转盘装置中,夹座、第一顶持件、凸轮以及第一电机等的结构示意图。
图5为本发明中,拆模装置的结构示意图(未画出第二机械手)。
图6为图5中A部分的放大示意图。
图7为拆模装置中,第二顶持件、丝杆以及第二电机等的结构示意图。
图8为本发明中,筛选装置的结构示意图。
图9为本发明中,压块分选装置的结构示意图。
具体实施方式
下面参照附图说明本发明的具体实施方式。
参照图1和图3,为了便于理解,在此先介绍金刚石刀头模具a的具体结构。金刚石刀头模具a主要包括模框a1、模具主体a2以及若干压块a3,其中,模框a1由框体a11以及两个通过锁紧螺丝a12可调节设置于框体a11内部的夹板a13组成。通过调节锁紧螺丝a12将模具主体a2夹固于两夹板a13与框体a11之间。模具主体设有复数个成型孔a21,每个成型孔a21内部间隔设置有若干压块a3,相邻两各压块a3之间则是由金属原料模压制成的冷压坯,这些冷压坯经过烧结后就是一个个金刚石刀头。为了让本发明中的夹座14更好的固定模框,框体a11的外侧壁上下两端均设有环形凸缘a111。框体a11还设有测温孔a112。
参照图2,一种金刚石模具、冷压坯的自动拆分生产线,主要包括间歇转盘装置1、拆模装置2、筛选装置3以及压块分选装置4。以下对该生产线中的各装置进行详细说明。
参照图2和图3,间歇转盘装置1,主要包括第一机座11、转盘12、凸轮分割器13、夹座14以及第一顶持件15。转盘12通过凸轮分割器13可间歇转动地设置于第一机座11。转盘12的上端面设有四个呈环形均匀分布的夹座14,用于固定模框。当然,夹座14的数量可根据需要进行增减,并不限于四个。
参照图3和图4,具体地,夹座14主要由底板141、第一夹块142、第二夹块143、安装座144以及操控组件组成。底板141通过螺栓固定安装于转盘12,并开设有第一镂空部1411。底板141在第一镂空部1411的相对两侧分别装配有第一夹块142和第二夹块143。其中,第一夹块142为L型板块,该第一夹块142通过螺丝固定安装于底板141,并位于第一镂空部1411的一侧。第二夹块143为长条形板块,底板141通过螺丝固设有带滑槽的安装座144。第二夹块143的一端可朝第一夹块142移动地设置于安装座144,另一端设有L型缺口。并且安装座144与第二夹块143之间设置有用于移动第二夹块143的上述操控组件。
参照图4,上述操控组件包括摆杆145和连接板146。摆杆145呈L型,摆杆145的一端铰接于安装座144,拐角处铰接于连接板146,另一端为手持部,连接板146的另一端铰接于第二夹块143。
参照图3和图4,底板141设有第一镂空部1411,夹座14在第一镂空部1411内可上下移动地设有第一顶持件15,用于朝上推送装有冷压坯、压块的模具主体。具体地,底板141的底部设有安装架1411。第一顶持件15是一个与第一镂空部1411相适配的柱体,第一顶持件15通过导向杆151配合直线轴承150可上下移动地设置于安装架1411。安装架1411可转动地设置有用于顶持第一顶持件15的凸轮16,并配设有使凸轮16转动的第一电机17。
参照图2和图3,间歇转盘装置1在其中一夹座14的侧旁还配设有清理装置18,用于清理模框上测温孔表面的氧化层。具体地,清理装置18主要包括毛刷杆181、使毛刷杆转动的电机182以及使电机182、毛刷杆181朝模框的测温孔移动的伸缩气缸183构成。
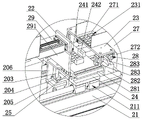
参照图2、图5、图6和图7,拆模装置2主要包括第二机座21、推板22、压板23、活动台24、第二顶持件25、第一机械手26、分离斗27以及第二机械手5。第二机座21通过电动丝杆滑台211可左右移动地设置有活动台24,还设有用于将装有冷压坯、压块的模具主体从间歇转盘装置1转移至活动台24的第一机械手26,用于将空置的模具主体从活动台24取走的第二机械手5。活动台24通过电动二维滑台28在其右上侧可左右上下移动地设置有用于固定模具主体的压板23。压板23设有若干与模具本体的成型孔一一对应的通孔231,以便于压块、冷压坯可以穿过压板23。具体地,电动二维滑台28可以是电动二维滚珠丝杆滑台,包括水平滑轨281、滑座282、竖直滑轨283以及由若干丝杆、螺母滑块、电机构成的驱动部分(图中未体现)。其中,活动台24的前后两侧均设有水平滑轨281并配设有滑座282,压板23的下端面前后两端均通过两根竖直滑轨283可上下移动地连接于一个滑座282。虽然电动二维滑台28的驱动部分在图中未体现,但驱动部分属于电动二维滚珠丝杆滑台的常规性组成部分,结合现有技术和说明书中对电动二维滑台28其他部件的描述,本领域技术人员完全可以实施上述驱动部分,在此不再赘述。
参照图2、图5和图6,分离斗27的进料端固定连接于压板23。具体地,分离斗27的进料端底板271固定连接于压板23的上端面,并且进料端底板271设有在若干通孔的上方开设有让位口。此外,分离斗27的导流底板272为波浪形曲面,以便于通过碰撞更好地分离压块和冷压坯。
参照图2、图5和图6,活动台24在其左上方可左右移动地设置有推板22,用于朝右推送压块、冷压坯。具体地,推板22通过气缸29、呈倒L型的气缸安装板291可左右移动地设置于活动台24。
参照图2、图5、图6和图7,活动台24的上端面设有第二镂空部241,该第二镂空部241由若干个与模具主体的成型孔一一对应设置的通孔组成。活动台24的上端面在第二镂空部241的四周均设有定位块242,用于对模具本体进行限位。活动台24的底部可上下移动地设置有第二顶持件25,用于朝上推送压块和冷压坯。该第二顶持件25由基板251以及若干顶柱252构成,若干顶柱252与第二镂空部241的通孔一一对应地竖直设置于基板251的上端面。基板251通过电动丝杆滑台20可上下移动地设置于活动台24的底部。电动丝杆滑台20包括直线轴承201、导向杆202、丝杆203、螺母滑块204、第二电机205以及安装板206,其中,两根导向杆202固定安装于活动台24的底部。两个直线轴承201固定安装于基板251,并分别与两根导向杆202相配合。活动台24的左侧固设有安装板206,丝杆203和第二电机205相连接地装配于安装板206,螺母滑块204固设于基板251并与丝杆203螺纹扣合。
参考图2、图5以及图8,筛选装置3主要包括第一输送带31、刮板32、第三机座33、电磁铁34以及收集盒35。第三机座33设有与分离斗22的出料口相对接的第一输送带31,并且第三机座在第一输送带31的上方架设有用于抚平冷压坯和压块的刮板32。作为优选,刮板32的下端设有毛刷。第三机座33通过电动丝杆滑台36可移动设置有用于吸附冷压坯的电磁铁34。电磁铁34的移动轨迹一端位于第一输送带31的上方,第三机座33在电磁铁34的移动轨迹另一端下方放置有收集盒35。
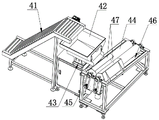
参考图2、图8和图9,压块分选装置4主要包括提升输送带41、料斗42、直振送料器43、锥度滚筒44以及第六机座45。第六机座45设有料斗41,提升输送带41的一端对接于第一输送带31,提升输送带41的另一端位于料斗41的上方。第六机座45在料斗41的出料端设有直振送料器43,并在料斗41的出料端下方可转动地并排设置有两个锥度滚筒44。此外,第六机座45在两个锥度滚筒44的下方排列设置有若干收集槽46。具体地,第六机座45在两个锥度滚筒44的下方固设有一个横截面呈V字形的槽体,该槽体内部间隔排列设置有若干隔板,将槽体分为若干收集槽46。作为优选,为了保护锥度滚筒44和压块,第六机座45在料斗41的出料端与两个锥度滚筒44之间设有一用于承接压块的过渡板47。
参考图1至图9,作为优选,第一机械手26、第二机械手52以及第三机械手53主体结构相同,主要由电动二维滑动机构和四爪机械手模块构成,由于机械手属于常见的自动化机械件,本领域技术人员可以参考现有技术进行实施,在此不再赘述。
参考图1至图9,本发明对金刚石模具、冷压坯的拆分方法具体如下:
(1)由人工将金刚石刀头模具放入间歇转盘装置1的空置夹座14中并锁固;然后调节模框的锁紧螺丝,使模框与装满有冷压坯、压块的模具主体之间松开;凸轮分割器13驱动转盘12间歇转动,将装有金刚石刀头模具的夹座14旋转至第一机械手26的下方,第一顶持件15上升,将装满有冷压坯、压块的模具主体从模框中顶出。
(2)由第一机械手26抓取装满有冷压坯、压块的模具主体,并转移至拆模装置2的活动台24;压板23右移并下降至模具主体的上端面,将模具主体固定;第二顶持件25上升,将冷压坯和压块从模具主体中顶出;推板22左移,将冷压坯和压块从压板23的上端面推入分离斗;由第二机械手5从活动台24上取走空置的模具本体。
(3)冷压坯和压块经分离斗落入筛选装置3的第一输送带31,并随第一输送带31移动;由刮板32抚平堆叠的冷压坯和压块;由电磁铁吸附冷压坯,并转移至收集盒35;压块继续随第一输送带31移动。
(4)压块随第一输送带31移动至压块分选装置4的提升输送带41,由提升输送带41将压块抬升并送入料斗42,随后经料斗42、直振送料器43落入两个锥度滚筒44的中间,并按大小分类从两个锥度滚筒44中间落入各收集槽46。
(5)间歇转盘装置1旋转一个工位,该工位可以空转,也可以将一个空置的模具本体放入夹座14中的模框内并锁固。
(6)间歇转盘装置1旋转一个工位,由清理装置18对模框测温孔进行清理。
(7)间歇转盘装置1旋转一个工位,由人工从间歇转盘装置1的夹座14中取出,并放入另一个需要拆卸的金刚石刀头模具。
上述仅为本发明的具体实施方式,但本发明的设计构思并不局限于此,凡利用此构思对本发明进行非实质性的改动,均应属于侵犯本发明保护范围的行为。
Claims (9)
1.一种金刚石模具、冷压坯的自动拆分生产线,其特征在于:包括
间歇转盘装置,该间歇转盘装置包括第一机座,所述第一机座上可间歇转动地设置有转盘,该转盘的上端面设有复数个用于固定模框的夹座;所述夹座设有第一镂空部,并在第一镂空部内可上下移动地设有第一顶持件,用于朝上推送装有冷压坯、压块的模具主体;
拆模装置,包括第二机座,该第二机座上设置有活动台以及用于将装有冷压坯、压块的模具主体从间歇转盘装置转移至活动台的第一机械手,所述活动台的侧旁可移动地设置有用于固定模具主体的压板;活动台设有第二镂空部,在活动台第二镂空部内可上下移动地设置有第二顶持件,用于朝上推送压块和冷压坯;所述活动台的侧旁可移动地设置有推板,用于推送压块和冷压坯;所述活动台的上端面在第二镂空部的四周均设有定位块;
筛选装置,包括第三机座,该第三机座上设有与拆模装置对接的第一输送带,在第三机座第一输送带上方可移动地设置有用于吸附冷压坯的电磁铁。
2.根据权利要求1所述的一种金刚石模具、冷压坯的自动拆分生产线,其特征在于:所述夹座包括安装座、摆杆、连接板以及设有所述第一镂空部的底板,在该底板第一镂空部的一侧固设有第一夹块,另一对立侧通过安装座可移动地设置有第二夹块,所述摆杆的一端铰接于安装座,连接板的两端分别铰接于第二夹块和摆杆。
3.根据权利要求1或2所述的一种金刚石模具、冷压坯的自动拆分生产线,其特征在于:所述夹座的底部设有安装架,所述第一顶持件可上下移动地设置于安装架,安装架上可转动地设置有用于顶持第一顶持件的凸轮,并配设有使凸轮动作的第一电机。
4.根据权利要求1所述的一种金刚石模具、冷压坯的自动拆分生产线,其特征在于:所述活动台可移动地设置于所述第二机座。
5.根据权利要求1所述的一种金刚石模具、冷压坯的自动拆分生产线,其特征在于:所述拆模装置还包括分离斗,该分离斗的进料端与所述推板相对立地固定连接于所述压板,并且分离斗的导流底板为波浪形曲面。
6.根据权利要求1所述的一种金刚石模具、冷压坯的自动拆分生产线,其特征在于:所述第二顶持件包括基板以及若干竖直设置于基板上端面的顶柱,所述基板可上下移动地设置于所述活动台。
7.根据权利要求1所述的一种金刚石模具、冷压坯的自动拆分生产线,其特征在于:所述压板通过电动二维滑台可上下左右移动地设置于所述活动台的右上侧,推板通过气缸可左右移动地设置于所述活动台的左上侧。
8.根据权利要求1所述的一种金刚石模具、冷压坯的自动拆分生产线,其特征在于:在所述第三机座第一输带上方架设有用于抚平冷压坯和压块的刮板。
9.根据权利要求1所述的一种金刚石模具、冷压坯的自动拆分生产线,其特征在于:还包括压块分选装置,该压块分选装置包括第四机座,该第四机座上设有与所述第一输送带对接的料斗,在第四机座料斗的出料端设有直振送料器,在料斗的出料端下方可转动地并排设置有两个锥度滚筒,并在两所述锥度滚筒的下方排列设置有若干收集槽。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911417500.4A CN111069014B (zh) | 2019-12-31 | 2019-12-31 | 一种金刚石模具、冷压坯的自动拆分生产线 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911417500.4A CN111069014B (zh) | 2019-12-31 | 2019-12-31 | 一种金刚石模具、冷压坯的自动拆分生产线 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN111069014A CN111069014A (zh) | 2020-04-28 |
| CN111069014B true CN111069014B (zh) | 2022-05-31 |
Family
ID=70320995
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201911417500.4A Active CN111069014B (zh) | 2019-12-31 | 2019-12-31 | 一种金刚石模具、冷压坯的自动拆分生产线 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN111069014B (zh) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112008618B (zh) * | 2020-07-07 | 2022-12-06 | 郑州大学 | 一种金属砂轮片智能化冷压成型生产线及流程控制方法 |
| CN111958533B (zh) * | 2020-08-11 | 2021-12-28 | 石门宏炎超硬材料有限公司 | 一种硬质金刚石材料加工的固定式拆解装置 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN209580630U (zh) * | 2018-10-30 | 2019-11-05 | 郑州新德力机电设备有限公司 | 一种金刚石串珠拆分装置及全自动金刚石串珠卸模机 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0191923A (ja) * | 1987-10-05 | 1989-04-11 | Fujitsu Ltd | 順送りプレス金型 |
| SU1623833A1 (ru) * | 1989-03-21 | 1991-01-30 | Институт сверхтвердых материалов АН УССР | Пресс-форма дл гор чего прессовани алмазного инструмента |
| US5753279A (en) * | 1994-09-16 | 1998-05-19 | Nissei Asb Machine Co., Ltd. | Injection stretch blow molding apparatus |
| ES2295591T3 (es) * | 2002-05-31 | 2008-04-16 | Sumitomo Electric Industries, Ltd. | Materiales para molde de compacto de diamante y molde de compacto de diamante. |
| JP4753772B2 (ja) * | 2006-04-10 | 2011-08-24 | 日精エー・エス・ビー機械株式会社 | 射出延伸ブロー成形装置 |
| CN101912965A (zh) * | 2010-07-03 | 2010-12-15 | 广东奔朗新材料股份有限公司 | 用于烧结金刚石刀头的模具及金刚石刀头的制作方法 |
| CN202640266U (zh) * | 2012-06-19 | 2013-01-02 | 东莞劲胜精密组件股份有限公司 | 一种快速拆合模台 |
| CN208995399U (zh) * | 2018-10-30 | 2019-06-18 | 郑州新德力机电设备有限公司 | 全自动金刚石刀头装模机 |
| CN109333388B (zh) * | 2018-11-08 | 2025-03-21 | 精工锐意科技(河南)有限公司 | 一种生产软磨片回转式生产线的进出料机构 |
| CN209349675U (zh) * | 2018-12-17 | 2019-09-06 | 常州新展智能装备有限公司 | 一种螺母焊机 |
-
2019
- 2019-12-31 CN CN201911417500.4A patent/CN111069014B/zh active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN209580630U (zh) * | 2018-10-30 | 2019-11-05 | 郑州新德力机电设备有限公司 | 一种金刚石串珠拆分装置及全自动金刚石串珠卸模机 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN111069014A (zh) | 2020-04-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110920132B (zh) | 一种适用于金刚石刀头模具的自动拆模、装模方法 | |
| CN107030778A (zh) | 花盆自动冲孔修边设备 | |
| CN106514251A (zh) | 一种喷头全自动组装机 | |
| CN106129775B (zh) | 一种多功能连接器组装平台 | |
| CN109226637B (zh) | 一种脚轮自动装配铆合装置 | |
| CN206263584U (zh) | 一种喷头全自动组装机 | |
| CN108620930B (zh) | 一种全自动化棒材加工机床 | |
| CN111069014B (zh) | 一种金刚石模具、冷压坯的自动拆分生产线 | |
| CN211307551U (zh) | 一种适用于金刚石刀头模具的自动拆模、装模生产线 | |
| CN112974655B (zh) | 一种齿轮齿架自动装配冲压装置 | |
| CN110788586B (zh) | 一种保险丝盒生产设备 | |
| CN109759650B (zh) | 一种汽车内球笼切割专用设备 | |
| CN214023713U (zh) | 一种剪板装置 | |
| CN111016265B (zh) | 一种适用于金刚石刀头模具的自动拆模、装模生产线 | |
| CN110802396B (zh) | 一种保险丝盒的生产设备和工艺 | |
| CN204770433U (zh) | 一种螺母自动铆接机 | |
| CN218799527U (zh) | 一种下拉式拉床 | |
| CN110828242A (zh) | 一种保险丝盒的铜片折弯装置及其折弯方法 | |
| CN216138423U (zh) | 一种蓄电池端子成型设备 | |
| CN215358015U (zh) | 一种钹形树脂砂轮片分模机 | |
| CN105014043A (zh) | 一种多工位立式压铸机 | |
| CN205989456U (zh) | 一种树脂成型模具的卸模压机 | |
| CN213652278U (zh) | 一种玻璃块自动切割装置 | |
| CN211279925U (zh) | 一种适用于金刚石刀头模具的拆模装置 | |
| CN115351151A (zh) | 一种金属制品生产工艺用高速冲压装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| CB02 | Change of applicant information | ||
| CB02 | Change of applicant information |
Address after: 362000 No. 13, Zhitai Road, Quanzhou Economic and Technological Development Zone, Fujian Province Applicant after: Wanlong times Technology Co.,Ltd. Address before: 362000 4-5 (a), Zhitai Road, Quanzhou Economic Development Zone (Qingmeng Park), Fujian Province Applicant before: FUJIAN QUANZHOU WANLONG STONE INDUSTRY CO.,LTD. |
|
| GR01 | Patent grant | ||
| GR01 | Patent grant |