CN110787585A - 一种三苯类挥发气体回收方法 - Google Patents
一种三苯类挥发气体回收方法 Download PDFInfo
- Publication number
- CN110787585A CN110787585A CN201911142982.7A CN201911142982A CN110787585A CN 110787585 A CN110787585 A CN 110787585A CN 201911142982 A CN201911142982 A CN 201911142982A CN 110787585 A CN110787585 A CN 110787585A
- Authority
- CN
- China
- Prior art keywords
- tower
- adsorption
- recovery
- adsorption tower
- gas
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D53/00—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols
- B01D53/02—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols by adsorption, e.g. preparative gas chromatography
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2257/00—Components to be removed
- B01D2257/70—Organic compounds not provided for in groups B01D2257/00 - B01D2257/602
- B01D2257/702—Hydrocarbons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2259/00—Type of treatment
- B01D2259/40—Further details for adsorption processes and devices
- B01D2259/40011—Methods relating to the process cycle in pressure or temperature swing adsorption
- B01D2259/40058—Number of sequence steps, including sub-steps, per cycle
- B01D2259/4006—Less than four
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Analytical Chemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Treating Waste Gases (AREA)
Abstract
一种三苯类挥发气体回收方法是针对苯、甲苯、二甲苯溶剂挥发气体的回收,所述方法中(1)三苯类挥发气体进入预回收塔2,吸收剂喷淋回收三苯类组份后被送回吸收剂储罐27,尾气依次通过吸附塔A7和吸附塔B8;(2)吸附塔C9处于待机状态,净化尾气从吸附塔B8的出口达标排放;(3)吸附塔A7吸附饱和时,由真空泵脱附再生,同时吸附塔B8被切换与吸附塔C9串联,继续吸附,吸附塔A7脱附完成、被串联在吸附塔C9后面、吸附塔B8被脱附,如此循环;(4)脱附出来的高浓度三苯类气体在主回收塔20中被回收并送至吸收剂储罐27。本方法流程简洁,回收效率高,节能环保,全自动的远程控制系统实现无人值守,运行安全、可靠。
Description
技术领域
本发明涉及环保节能减排领域,具体涉及一种三苯类挥发气体回收方法,主要应用于石油炼化、化工等行业,三苯类溶剂的加工、罐储、集输等过程产生的挥发气体的回收利用。
背景技术
在三苯类产品的生产炼化和以三苯为原料的化工行业,三苯类溶剂的加工、罐储和集输等过程中,不可避免地会挥发出大量的三苯类气体。三苯类气体易燃易爆,具有高毒性,也是一种强致癌物质。挥发气体直接排放到大气中,不仅破坏环境、造成安全隐患,而且严重威胁人身健康。同时也造成重大的经济损失。因此《GB16297-1996》大气污染物综合排放标准中严格规定了三苯类物质大气排放标准,其中苯浓度12mg/m3,甲苯浓度40mg/m3,二甲苯浓度70mg/m3。另外,三苯类物质中苯和对二-甲苯的熔点比较高,分别是5.5℃和13.3℃,在低温环境中会凝固,以上因素给三苯类挥发气体的回收带来很大挑战。一种工艺相对简洁、满足国标排放标准,而且运行节能的三苯类挥发气体回收的新方法成为环保行业的迫切需求。
中国专利200910111707.9公开了一种甲苯回收装置,其中包括蒸汽发生器、吸附槽、分离箱及风机,吸附槽为中空结构其内侧装填有活性炭,吸附槽的吸附进气口分别通过电磁阀与风机出风口连接,风机的进风口与尾气收集口连通,蒸汽发生器的排气口通过电磁阀分别与各吸附槽的脱附进汽口连接,为吸附槽的脱附提供高温蒸汽,通过高温蒸汽脱附出来的甲苯混合气进入冷却器降温后再利用分离箱进行层析分离、回收。
中国专利200710185214.0公布了一种甲苯-苯尾气回收工艺,它包括以下步骤:甲苯氧化装置中排出的甲苯-苯尾气进入吸收塔后,与塔顶喷入的吸收剂在20-50℃、0.5-1.0MPa下进行气液逆流接触;当甲苯-苯尾气的吸收率达90-98%时,将上述吸收有甲苯-苯的溶液送至解吸塔,在90-108℃和0.1-0.12MPa下进行解吸;当上述解析率达95%以上时,将解吸后的含甲苯-苯混合气体冷却至20-40℃后回收,解吸后的吸收剂冷却到20-50℃后循环使用。本发明工艺的甲苯、苯回收率可达90%以上,吸收剂采用高分子烃类、醇酯类或无机酸酯类化合物的混配物。
上述中国专利200910111707.9一种甲苯回收装置的工艺方法利用活性炭吸附罐交替对甲苯气体进行吸附和脱附,可以连续处理甲苯气体,利用高温蒸汽对饱和的吸附罐进行热脱附,同时有效的利用了甲苯极微溶于水和比重小于水的物理性质把甲苯从冷凝的混合液中层析分离,实现甲苯的有效回收并保护了环境。但此方法有以下缺点:(1)需要高温蒸汽,能源需求量大;(2)蒸汽脱附活性炭后需要较长时间的降温和干燥过程才能恢复活性炭的吸附能力,延长了脱附周期;(3)蒸汽脱附后的活性炭相对湿度较大,缩短活性炭使用寿命;(5)层析分离产生有机废水的附加环境污染因素。
上述中国专利200710185214.0一种甲苯-苯尾气回收工艺中用来喷淋吸收甲苯-苯的是高分子烃类、醇酯类或无机酸酯类化合物的混配物,既是吸收剂同时也可以看作是一种甲苯-苯的载体,吸收完成后被升温至90-108℃,正压蒸发分离出甲苯-苯,然后再送入冷却装置降温至20-40℃后回收,解析后的吸收剂经过降温后循环使用。其有效的实现了甲苯-苯混合气体的提纯和气态的回收,回收率可达90%以上。但此方法有以下缺点:(1)吸收剂高温蒸发解析、低温冷却回收,耗能较大;(2)特殊配比的吸收剂价格较高,解析不彻底,高温影响处理效率,缩减使用寿命;(3)回收的甲苯-苯为气态,不宜储存利用;(4)90%的回收率将导致甲苯和苯的排放指标无法满足国标排放要求。
因此,如何克服上述缺点,成为三苯类挥发气体回收方法需要解决的问题。
发明内容
本发明的目的是提供一种工艺简洁、操作简便、节能、回收率高、处理周期短,吸附床寿命长的三苯类挥发气体回收的方法,实现高效回收在加工、罐储、集输等过程中挥发的三苯类气体,避免三苯类物质排放造成的安全、健康、经济及环境问题。
本发明的一种三苯类挥发气体回收方法,包括:集气管线、预回收塔、三个吸附塔、排气总管线、真空泵、主回收塔、供液泵、回液泵、阀门等设备。各设备的连接关系是:集气管线出口连接预回收塔入口,预回收塔出口与吸附塔进气总管线连接,吸附塔进气总管线上并列连接三个进气阀门,每个进气阀门的另一端通过管线与一个吸附塔的入口连接,每个吸附塔入口和进气阀门之间的管线上并接一个脱附阀门、脱附阀门另一端通过管线与真空泵入口连接,真空泵出口通过管线与主吸收塔的入口连接,主吸收塔的出口通过管线与吸附塔进气总管线连接,每个吸附塔的顶部出口通过管线连接一个排气阀门、排气阀门另一端通过管线并接后与排气总管线的入口连接,排气总管线的出口直接排空。每个吸附塔出口和排气阀门之间的管线上并接一个出口阀门,出口阀门的另一端通过管线依次与下一个吸附塔的入口管线连接、通过吸附塔出口阀门和管线实现三个吸附塔之间的串联。吸收剂来自于吸收剂储罐,通过供液泵和供液管线分别与预回收塔和主回收塔的入口连接,回收了三苯类物质的吸收液通过回液泵和回液管线返回储罐。
本发明包括以下步骤:
(1)三苯类挥发气体通过集气管线从预回收塔中下部的入口进入预回收塔,由下向上通过填料床,三苯类组份被吸收剂在填料表面形成的液膜溶解回收,少量未被回收的三苯类气体从预吸收塔顶部出口排出,通过吸附塔进气总管线,依次进入两个串联的吸附塔。
(2)两个串联的吸附塔组成第一级和第二级吸附,另外的第三个吸附塔处于待机状态。第一级和第二级吸附塔对少量未被预吸收塔回收的三苯类组份进行吸附回收,经过被吸附回收后的洁净尾气从第二级吸附塔的顶部出口排出,通过尾气排放管线达标排放。
(3)第一级吸附塔吸附饱和时,原第二级吸附塔的入口经过阀门的切换,与集气管线相连接,成为新吸附周期的第一级吸附塔,原来待机状态的吸附塔入口经过阀门的切换,与新吸附周期的第一级吸附塔出口相连通,成为新吸附周期的第二级吸附塔,同时原第一级吸附塔通过阀门的切换,与真空泵连接,进行真空脱附再生。
(4)脱附出来的高浓度三苯类气体从主回收塔中下部的入口进入主回收塔,由下向上通过填料床,三苯类组份被吸收剂在填料表面形成的液膜溶解回收,少量未被回收的三苯类气体从主吸收塔顶部出口排出,通过管线返回吸附塔进气总管线,进入第一级吸附塔被吸附回收,如此循环持续回收。
(5)预回收塔和主回收塔中,溶解回收了三苯类组份的吸收剂从塔底出口抽出,经各自的回液泵,输送回吸收剂储罐。
(6)当饱和的吸附塔被脱附再生完成时,将经过阀门的切换,成为新吸附周期的第二级吸附塔,同时原来吸附状态的第一级吸附塔吸附饱和,经过阀门的切换,执行脱附再生,原吸附状态的第二级吸附塔经过阀门的切换,成为新吸附周期的第一级吸附塔,脱附再生周期小于吸附周期,保证循环持续运行。
上述步骤(1)和(4)中,预回收塔和主回收塔中的填料床采用接触面积更大、阻力更小、耐腐蚀的不锈钢金属填料构成。
上述步骤(1)和(4)中,可根据三苯类(苯、甲苯、二甲苯)气体的具体组份特征,选择温度不超过25℃的甲苯、石脑油、汽油、柴油等做为吸收剂,并且定期转运更换,保证吸收剂具有足够的溶解度。
上述步骤(1)和(4)中,预回收塔和主回收塔使用的吸收剂来自于同一储罐,由一台供液泵输送。
上述步骤(2)和(3)中,三个吸附塔中的吸附床由疏水性硅胶颗粒和煤基柱状活性炭按特定填装方式构成。
进一步,在供液泵的入口管线中设置一个带故障自动关闭功能的控制阀门。
进一步,在供液泵出口到预回收塔和主回收塔吸收剂入口的管线中,各设置一个稳流阀。
进一步,预回收塔和主回收塔出口的管线中分别设置一台回液泵。
进一步,预回收塔和主回收塔的回液泵采用变频器控制。
进一步,预回收塔和主回收塔回液泵出口的管线中,分别设置一个带故障自动关闭功能的控制阀门。
进一步,在连接预回收塔顶部出口的吸附塔进气总管线上设置一个高精度入口气体分析仪,综合监测进入吸附塔的气体浓度、流量和温度。
进一步,在每个吸附塔的中上部设置一个温度传感器。
进一步,在尾气排空管线上设置一个高精度尾气分析仪,综合监测尾气浓度和温度。
进一步,所述真空泵采用旋片式真空泵。
进一步,旋片式真空泵采用变频器控制。
进一步,在真空泵进气口的连接管线上设置一个压力传感器。
进一步,在真空泵出气口的连接管线上设置有一个温度传感器。
进一步,在每个吸附塔的出口连接管线上设置一个净化电磁阀。
进一步,每个吸附塔出口的排气阀采用自动调节阀门,通过自动化程序在脱附再生的后期调节阀门的开度,完成吸附塔再生后真空状态的回压过程。
进一步,上述所有阀门的切换、真空泵的启停和液泵的启停均由自动化程序控制。
进一步,在预吸收塔入口的集气管线中、吸附塔进气总管线中、以及尾气排空管线中各设置一个阻火器,在系统意外回火事故中,起防护作用。
本发明的有益效果在于:
1.本发明中设有预回收塔和主回收塔,塔内采用接触面积更大,阻力更小、耐腐蚀的不锈钢金属填料构成填料床,提升回收效率,吸收率达到95%以上。其中预回收塔高效的回收作用,有效地降低了吸附塔的吸附负荷,明显减小了吸附床的体积,也就明显降低了投资成本和占地面积。
2. 本发明中使用的吸收剂均来自吸收剂储罐,吸收和分离工艺均为常温状态,相比中国专利200710185214.0专利的吸收剂高温蒸发分离回收、降温回用的工艺效率更高、更节能、且吸收剂是用户的原料,在回收塔中,吸收剂溶解气态回收物,直接实现由气变液的转化过程,易于储存,回收效益明显。
3. 本发明中的吸附塔的脱附再生采用常温、负压方式,与中国专利200910111707.9的高温蒸汽脱附、降温层析、分离回收工艺相比,工艺更简洁,脱附周期不大于15分钟,高真空使吸附塔的脱附再生更彻底,国内、外真空变压脱附的吸附床实际工程寿命达10年,不需要高温蒸汽更节能。
4. 本发明中的旋叶式真空泵自配风冷系统,不用配套复杂的辅助降温系统和冷却循环泵等设备,运行功耗更低。
5. 旋叶式真空泵驱动电机的功率较常用的干式螺杆真空泵下降30%以上,运行的节能效果更加明显。
6. 本发明中,配置在真空泵入口管线上的压力传感器,通过自动化程序监控脱附再生过程中的真空能级,确保脱附彻底,有效延长吸附床寿命。
7. 本发明中设有三个吸附塔,吸附过程由两个吸附塔串联、组成两级吸附,其中每级吸附塔对气体中有机物组份的吸附效率都在98%以上。实际上,第二级吸附塔起精细吸附作用,保证尾气排放达标。在每个吸附床中的疏水性硅胶颗粒对苯、甲苯和二甲苯的三苯类大分子具有优异的吸附能力和足够大的吸附量,煤基柱状活性炭除具有疏水性硅胶颗粒的特性外,尤其对中、小分子有机物组份的吸附特性更优异,起到了精细吸附的作用。因此,内部和外部配合的两级吸附保证三苯类挥发气体回收方法可以达到99%以上的处理效率,排放的尾气中苯浓度低于12mg/m3、甲苯浓度低于40mg/m3、二甲苯浓度低于70mg/m3、非甲烷总烃浓度低于120mg/m3,满足国标《GB16297-1996》大气污染物综合排放标准的要求。
8. 本发明中的预回收塔、主回收塔和吸附塔均为静设备,减少投资的同时降低了运行能耗,符合节能减排的宗旨。
附图说明
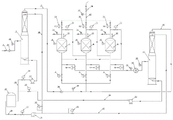
附图1是一种三苯类挥发气体回收方法的流程示意图。
图1中,1.集气管线、2.预回收塔、3.吸附塔进气总管线、4. A塔进口电动阀、5.B塔进口电动阀、6.C塔进口电动阀、7.吸附塔A、8.吸附塔B、9.吸附塔C、10. A塔出口电动阀、11.B塔出口电动阀、12.C塔出口电动阀、13. A塔排气自动调节阀、14.B塔排气自动调节阀、15.C塔排气自动调节阀、16. A塔脱附电动阀、17.B塔脱附电动阀、18.C塔脱附电动阀、19.真空泵、20.主回收塔、21.供液泵、22.预回收塔回液泵、23.主回收塔回液泵、24.吸收剂管路自动保护电动阀、25.供液稳流阀、26.供液总管线、27.吸收剂储罐、28.阻火器、29.入口气体分析仪、30.集气温度传感器、31.吸附床温度传感器、32.安全阀、33.净化电磁阀、34.尾气分析仪、35.真空压力传感器、36.真空泵出气温度传感器、37.主回收塔供液管线、38.预回收塔供液管线、39.主回收塔回液管线、40.预回收塔回液管线、41.主回收塔出气管线、42.排气总管线。
具体实施方式
参见附图1所示,本发明三苯类挥发气体回收方法,包括三苯类挥发气体进入集气管线1,经集气管线1的出口进入预回收塔2,吸收剂自吸收剂储罐27,经过供液总管线26,通过供液泵21,经预回收塔供液管线38进入预吸收塔2,溶解回收三苯类组份的吸收剂通过预回收塔回液泵22,流经预回收塔回液管线40,回收至吸收剂储罐27,少量未被回收的预回收塔尾气由顶部出口进入吸附塔进气总管线3,经打开的A塔进口电动阀4,进入吸附塔A7,此时A塔出口电动阀10完全打开、B塔排气自动调节阀14完全打开,预吸收塔尾气中的三苯类有机物组份被吸附,被吸附后的接近洁净的气体由吸附塔A7的顶部出口排出,经过A塔出口电动阀10,进入吸附塔B8,经过吸附塔B8再吸附后的洁净尾气由吸附塔B8顶部出口排出,经过打开的B塔排气自动调节阀14、通过排气总管线42,排放至大气中,此时建立了由吸附塔A7、吸附塔B8组成的两级吸附,此时B塔进口电动阀5、C塔进口电动阀6、B塔出口电动阀11、C塔出口电动阀12、A塔排气自动调节阀13、C塔排气自动调节阀15、A塔脱附电动阀16、B塔脱附电动阀17、C塔脱附电动阀18均处于关闭状态,真空泵19未启动,吸附塔C9处于待机状态。
当吸附塔A7吸附饱和时,B塔出口电动阀11、C塔排气自动调节阀15打开到位,然后B塔排气自动调节阀14、A塔进口电动阀4、A塔出口电动阀10关闭,同时打开B塔进口电动阀5,建立由吸附塔B8、吸附塔C9组成的两级吸附,然后A塔脱附电动阀16打开、真空泵19启动,吸附塔A7与真空泵19连通,进行脱附再生,脱附出来的高浓度三苯类气体进入主回收塔20,吸收剂已经通过供液泵21,经主回收塔20的供液管37进入主吸收塔20,溶解回收三苯类组份的吸收剂通过主回收塔回液泵23,流经主回收塔回液管线39,回收至吸收剂储罐27,少量未被回收的主回收塔尾气由顶部出口进入主回收塔出气管线41,返回吸附塔进气总管线3,被继续吸附回收。
当吸附塔A7被脱附再生完成时,A塔脱附电动阀16关闭到位,吸附塔A7排气自动调节阀13逐渐打开到位、直至吸附塔A7恢复常压,然后C塔出口电动阀12打开,C塔排气自动调节阀15、B塔进口电动阀5、 B塔出口电动阀11关闭,同时C塔进口电动阀6打开、建立由吸附塔C9、吸附塔A7组成的两级吸附,然后B塔脱附电动阀17打开,吸附塔B8与真空泵19连通,吸附塔B8被脱附再生,脱附出来的高浓度三苯类气体进入主回收塔20,其它阀门保持关闭状态,如此循环回收。
在本实施例中,在集气管线1、吸附塔进气总管线3、排气总管线42的中间各设置一个阻火器,保证安全。
在集气管线1上设置一个温度传感器30,监测三苯类挥发气体的集气温度,当温度超过35℃时,发出报警,提示用户检查集气系统的运行状况。
在预回收塔供液管线38和主回收塔供液管线37中间各设置一个稳流阀,保证吸收剂流量的稳定。
预回收塔和主回收塔采用填料塔,使用接触面积更大、孔隙率大、耐腐蚀的不锈钢金属填料组成填料床,保证回收率达到95%以上。填料床压阻更小,在0.4—0.5Kpa。
根据三苯类(苯、甲苯、二甲苯)气体的实际组份特征,可以选择温度不超过25℃的甲苯、石脑油、汽油、柴油等做吸收剂,并且定期转运更换,保证回收率。甲苯、石脑油、汽油、柴油等是理想的吸收剂,适当溶解三苯类组份不影响其品质。当然也可以选择苯和二甲苯做吸收剂,但在环境温度低于15℃的地区要对回收塔和吸附塔采取伴热措施,成本略有增加。
在供液总管线26、主回收塔回液管线39、预回收塔回液管线40中间各设置一个吸收剂管路自动保护电动阀24。系统故障状态下,自动关闭阀门,防止储罐内吸收剂倒灌。
在吸附塔进气总管线3上设置一个高精度入口气体分析仪29,同时监测气体浓度、流量和温度,通过自动化软件计算、判断第一级吸附塔的饱和程度,控制真空泵的启动,进一步实现节能。当气体温度异常升高时关闭系统,起到保护作用。
吸附塔A7、吸附塔B8、吸附塔C9中由疏水性硅胶颗粒和煤基柱状活性炭按特定填装方式构成吸附床,确保两级吸附效率在99%以上。吸附床压阻小于1Kpa。
疏水性硅胶颗粒对大分子的苯、甲苯和二甲苯的三苯类大分子的吸附量大,而且吸附放热量小。煤基柱状活性炭除具有疏水性硅胶颗粒的特性外,尤其对中、小分子有机物吸附特性更优异,起到了精细吸附的作用,吸附床吸附温升控制在25℃以下,保证吸附安全。
吸附塔A7、吸附塔B8、吸附塔C9的中上部各设置一个温度传感器,吸附床温度异常时,停机保护。
在排气总管线42上设置一个高精度尾气分析仪34,监测尾气浓度和温度,通过自动化程序调节吸附塔的吸附周期和切换时间,当尾气温度异常升高时关闭系统,起到保护作用。
真空泵19采用变频器控制,脱附再生周期完成后的切换过程中降低转速至25Hz,更节能,同时保证切换过程的压力平稳。
真空泵19自带腔体润滑、气液分离器和降温系统,出口排气温度低于90℃,保证安全。
在真空泵19进口管线上设置一个真空压力传感器35,监控真空泵的运转,脱附再生的真空度不低于97Kpa,保证脱附再生彻底。
在真空泵19的出口管线上设置一个温度传感器36,真空泵排气温度异常升高,停机保护。
在吸附塔A7、吸附塔B8、吸附塔C9的出口管线上各并联一个净化电磁阀33,在脱附再生后期打开电磁阀引入少量空气或氮气,使吸附床脱附再生更彻底。
A塔排气自动调节阀13、B塔排气自动调节阀14、C塔排气自动调节阀15均具有开度自动调节功能,在脱附再生的后期,自动化程序调节阀门的开度,完成脱附后真空状态的柔性回压过程,延长吸附床寿命,保证吸附床寿命不低于10年。
自动化程序控制各阀门的切换。保证切换过程中,集气管线3中的气流平稳。
吸附过程中,若三苯挥发气体的集气中断,自动化程序控制各阀门保持原有状态,脱附再生中的吸附塔继续完成再生过程。脱附再生结束,吸附还没有满足切换条件时,相应的脱附电动阀关闭、真空泵19停止运转,预回收塔2、主回收塔20及吸收剂循环设备继续运转,等待气体进入。
集气中断超过4小时或接收到人为停机指令时,吸附状态下的两级吸附罐将依次被脱附再生。再生完成,自动化程序关闭所有设备,转入停机状态,进一步保证吸附床安全。
本发明不仅限于上述实施方式,本领域技术人员在本发明领域内,依据上述实施方式所作出的任何显而易见的改进或变更,均应属于本发明的保护范畴。
Claims (16)
1.一种三苯类挥发气体回收方法,包括以下步骤:
(1)三苯类挥发气体通过集气管线持续进入预回收塔,此时储罐中的吸收剂通过供液泵进入预回收塔,向下喷淋,在塔内的填料表面形成大面积的吸收剂液膜,对反向流动的三苯类组份进行溶解回收,回收了三苯类组份的吸收剂被回液泵输送回吸收剂储罐,低浓度的预回收塔尾气通过连接预回收塔顶部出口的吸附塔进气总管线,依次进入两个串联的吸附塔;
(2)两个通过阀门和管线串联起来的吸附塔组成第一级和第二级吸附,另外的第三个吸附塔处于待机状态,第一级和第二级吸附塔对预回收塔尾气中的三苯类有机物组份进行吸附,经过吸附回收后的洁净尾气从第二级吸附塔顶部出口排出,通过排气总管线达标排放;
(3)当第一级吸附塔吸附饱和时,经过阀门的切换、与真空泵连通,真空泵启动,进行真空脱附再生,同时原第二级吸附塔经过阀门的切换,成为新吸附周期的第一级吸附塔,原待机状态的吸附塔经过阀门的切换,成为新吸附周期的第二级吸附塔,如此切换循环,持续进行吸附回收,脱附出来的高浓度三苯类有机物气体通过管线进入主回收塔;
(4)储罐中的吸收剂通过供液泵进入主回收塔,向下喷淋,在塔内的填料表面形成大面积的吸收剂液膜,对反向流动的高浓度三苯类组份进行溶解回收,回收了三苯类有机物组份的吸收剂被回液泵输送回吸收剂储罐。
2.如权利要求1所述的三苯类挥发气体回收方法,其特征是,所述步骤(1)和(4)中,预回收塔和主回收塔采用填料塔,使用接触面积更大、空隙率大、耐腐蚀的不锈钢金属填料组成填料床,回收率高,压阻小。
3.如权利要求1所述的三苯类挥发气体回收方法,其特征是,所述步骤(1)和(4)中,预回收塔和主回收塔使用的吸收剂共用一台供液泵输送,在各自的供液管线中分别设置一个稳流阀,确保吸收剂流量的稳定。
4.如权利要求3所述的三苯类挥发气体回收方法,其特征是,供液泵的入口管线中设置一个带故障自动关闭功能的控制阀门,防止吸收剂倒灌。
5.如权利要求1所述的三苯类挥发气体回收方法,其特征是,所述步骤(1)和(4)中,预回收塔和主回收塔的回液管线中分别设置一台回液泵。
6.如权利要求5所述的三苯类挥发气体回收方法,其特征是,每台回液泵采用独立的变频器控制。
7.如权利要求5所述的三苯类挥发气体回收方法,其特征是,预回收塔回液泵和主回收塔回液泵的出口管线中分别设置一个带故障自动关闭功能的控制阀门,防止吸收剂倒灌。
8.如权利要求1所述的三苯类挥发气体回收方法,其特征是,所述步骤(1)中,连接预回收塔顶部出口的吸附塔进气总管线上设置一个高精度气体分析仪,监测气体浓度、流量和温度,通过自动化程序计算、判断第一级吸附塔的饱和程度。
9.如权利要求1所述的三苯类挥发气体回收方法,其特征是,所述步骤(2)中,三个吸附塔的中上部位置各设置一个温度传感器,通过自动化程序监控吸附温度。
10.如权利要求1所述的三苯类挥发气体回收方法,其特征是,所述步骤(2)中,吸附净化后的尾气排空管线上设置一个尾气分析仪,监测尾气的浓度和温度,自动化程序根据尾气中有机物浓度的监测信号,调整吸附塔的吸附周期和切换时间。
11.如权利要求1所述的三苯类挥发气体回收方法,其特征是,所述步骤(3)中,对吸附饱和的吸附塔脱附再生采用旋片式真空泵。
12.如权利要求11所述的三苯类挥发气体回收方法,其特征是,旋片式真空泵采用变频器控制。
13.权如权利要求1所述的三苯类挥发气体回收方法,其特征是,所述步骤(3)中,真空泵进气口的连接管线上设置一个压力传感器,自动化程序根据真空压力值判断脱附再生的程度。
14.如权利要求1所述的三苯类挥发气体回收方法,其特征是,所述步骤(3)中,真空泵出气口的连接管线上设置一个温度传感器,自动化程序根据真空泵的排气温度信号监控真空泵的运转。
15.如权利要求1所述的三苯类挥发气体回收方法,其特征是,所述步骤(2)中,每个吸附塔顶部出口的管线上设置一个净化电磁阀,在脱附再生的后期,打开电磁阀引入少量空气或氮气,使脱附再生更彻底。
16.如权利要求1所述的三苯类挥发气体回收方法,其特征是,所述步骤(2)中,每个吸附塔的顶部出口到尾气排放总管入口之间的管线中各设置一个自动调节阀门,在脱附再生的后期,自动化程序控制阀门的开度,完成吸附塔再生后真空状态的回压过程。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2019110850062 | 2019-11-08 | ||
| CN201911085006 | 2019-11-08 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN110787585A true CN110787585A (zh) | 2020-02-14 |
Family
ID=69445581
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201911142982.7A Pending CN110787585A (zh) | 2019-11-08 | 2019-11-20 | 一种三苯类挥发气体回收方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN110787585A (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112169531A (zh) * | 2020-10-29 | 2021-01-05 | 上海深城环保设备工程有限公司 | 填料节约型两级气体处理装置 |
| CN113041771A (zh) * | 2021-03-19 | 2021-06-29 | 周静怡 | 一种低温吸附高温脱附的高效油气回收方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20090093077A (ko) * | 2008-02-28 | 2009-09-02 | 세계화학공업(주) | 휘발성 유기화합물 회수 장치 및 회수 방법 |
| CN203139875U (zh) * | 2012-12-18 | 2013-08-21 | 上海神明控制工程有限公司 | 一种三苯蒸气、油气混合物回收处理装置 |
| CN103861425A (zh) * | 2012-12-18 | 2014-06-18 | 上海神明控制工程有限公司 | 一种三苯蒸气、油气混合物回收处理方法及装置 |
| CN204502711U (zh) * | 2015-02-03 | 2015-07-29 | 大连欧科膜技术工程有限公司 | 膜法组合油气回收系统 |
| CN204522671U (zh) * | 2015-03-05 | 2015-08-05 | 中国石油化工股份有限公司 | 多级交接吸附法油气回收处理装置 |
| CN105413390A (zh) * | 2015-12-15 | 2016-03-23 | 安徽科海压缩机制造有限公司 | 一种油气中挥发性有机物蒸汽的吸附增压回收系统 |
| CN205838925U (zh) * | 2016-07-01 | 2016-12-28 | 山东新达能环保科技有限公司 | 石油化工油气回收设备 |
| CN106823676A (zh) * | 2017-02-23 | 2017-06-13 | 江苏嘉胜石油科技有限公司 | 一种油罐车油气回收利用装置及方法 |
-
2019
- 2019-11-20 CN CN201911142982.7A patent/CN110787585A/zh active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20090093077A (ko) * | 2008-02-28 | 2009-09-02 | 세계화학공업(주) | 휘발성 유기화합물 회수 장치 및 회수 방법 |
| CN203139875U (zh) * | 2012-12-18 | 2013-08-21 | 上海神明控制工程有限公司 | 一种三苯蒸气、油气混合物回收处理装置 |
| CN103861425A (zh) * | 2012-12-18 | 2014-06-18 | 上海神明控制工程有限公司 | 一种三苯蒸气、油气混合物回收处理方法及装置 |
| CN204502711U (zh) * | 2015-02-03 | 2015-07-29 | 大连欧科膜技术工程有限公司 | 膜法组合油气回收系统 |
| CN204522671U (zh) * | 2015-03-05 | 2015-08-05 | 中国石油化工股份有限公司 | 多级交接吸附法油气回收处理装置 |
| CN105413390A (zh) * | 2015-12-15 | 2016-03-23 | 安徽科海压缩机制造有限公司 | 一种油气中挥发性有机物蒸汽的吸附增压回收系统 |
| CN205838925U (zh) * | 2016-07-01 | 2016-12-28 | 山东新达能环保科技有限公司 | 石油化工油气回收设备 |
| CN106823676A (zh) * | 2017-02-23 | 2017-06-13 | 江苏嘉胜石油科技有限公司 | 一种油罐车油气回收利用装置及方法 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112169531A (zh) * | 2020-10-29 | 2021-01-05 | 上海深城环保设备工程有限公司 | 填料节约型两级气体处理装置 |
| CN112169531B (zh) * | 2020-10-29 | 2023-03-14 | 上海深城环保设备工程有限公司 | 气体固定床处理装置 |
| CN113041771A (zh) * | 2021-03-19 | 2021-06-29 | 周静怡 | 一种低温吸附高温脱附的高效油气回收方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN201244430Y (zh) | 燃煤电厂烟气中二氧化碳捕集装置 | |
| CN203556260U (zh) | 废水或废气中易挥发有机溶剂的回收装置 | |
| CN100369653C (zh) | 油气吸收回收的方法及装置 | |
| CN101314102A (zh) | 燃煤电厂烟气中二氧化碳捕集方法和装置 | |
| CN110394020B (zh) | 一种用于处理含VOCs的废活性炭的氮气集中脱附系统 | |
| CN102029148A (zh) | 有机废气活性炭吸附的干法脱附装置 | |
| CN107537280A (zh) | 分子筛转轮在voc处理中的应用方法 | |
| CN110787585A (zh) | 一种三苯类挥发气体回收方法 | |
| CN202226647U (zh) | 一种加油站油气回收系统 | |
| CN108114573A (zh) | 一种储罐区罐顶气的收集净化回收系统及方法 | |
| CN102657995B (zh) | 深冷空分装置的吸附系统 | |
| CN212651564U (zh) | 一种化工厂有机废气处理系统 | |
| CN104289072A (zh) | 苯类挥发性气体的复叠回收装置和方法 | |
| CN115970466A (zh) | 一种锂动力电池电解液废气治理工艺 | |
| CN204865444U (zh) | 一种油气回收后端精细处理系统 | |
| CN209451577U (zh) | 一种可循环吸附二氧化碳的装置 | |
| CN113996616A (zh) | 基于VOCs分离回收技术的涉危化品罐车绿色清洗装置及方法 | |
| CN110385008B (zh) | 用于处理含VOCs的废活性炭的水蒸气集中脱附系统 | |
| CN208799934U (zh) | 一种碳氢化合物的制备装置 | |
| CN112675703A (zh) | 一种挥发性有机物高效处理系统及方法 | |
| CN208032239U (zh) | 一种VOCs高效净化装置 | |
| CN218608701U (zh) | 应用于钢铁行业苯加氢罐区及粗苯装车逸散气处理系统 | |
| CN205435373U (zh) | 一种有机气体资源化回收处理的装置 | |
| CN205886515U (zh) | 一种烟气吸附脱汞自控装置 | |
| CN206082064U (zh) | 一种烟气吸附脱汞装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20200214 |
|
| RJ01 | Rejection of invention patent application after publication |