CN110757062B - 一种实现交替上料的煤炭矿机中部槽的焊接设备 - Google Patents
一种实现交替上料的煤炭矿机中部槽的焊接设备 Download PDFInfo
- Publication number
- CN110757062B CN110757062B CN201911052622.8A CN201911052622A CN110757062B CN 110757062 B CN110757062 B CN 110757062B CN 201911052622 A CN201911052622 A CN 201911052622A CN 110757062 B CN110757062 B CN 110757062B
- Authority
- CN
- China
- Prior art keywords
- positioning
- welding
- finished product
- semi
- middle groove
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
- B23K37/04—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups for holding or positioning work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
- B23K37/04—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups for holding or positioning work
- B23K37/0426—Fixtures for other work
- B23K37/0435—Clamps
- B23K37/0443—Jigs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
- B23K37/04—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups for holding or positioning work
- B23K37/047—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups for holding or positioning work moving work to adjust its position between soldering, welding or cutting steps
Abstract
本发明提供一种实现交替上料的煤炭矿机中部槽的焊接设备,包括:行走轨道,装夹定位机构,驱动机构,立板上料机构,轨座上料机构,轨座上料机器人,立板上料机器人,点焊接机械手,承接机构,以及全焊接机械手;轨座上料机器人、立板上料机器人和点焊接机械手均设置在点焊接工位,点焊接机械手相对错位设置在行走轨道两侧,立板上料机构位于立板上料机器人的一侧,轨座上料机构位于轨座上料机器人的一侧;驱动机构与装夹定位机构连接,并与行走轨道移动连接;两个全焊接机械手相对错位设置在承接机构两侧的全焊接工位上;所述承接机构前端延伸至点焊接工位并位于中部槽焊接半成品下方。本发明可代替人工对中部槽进行准确的固定定位并焊接。
Description
技术领域
本发明涉煤矿机械制造技术领域,更具体地说,涉及一种实现交替上料的煤炭矿机中部槽的焊接设备。
背景技术
综合机械化采煤已普及,刮板输送机为连续运煤机械,是煤矿使用量最大、消耗最多的重要设备。刮板输送机由机头尾部、中部槽及其附属部件组成。其中,中部槽是刮板输送机的承载连接体的重要组成部分,是整套设备的关键部件,位于刮板机的中部,它既是刮板链的运行轨道,又是采煤机的行走轨道,还是载送煤流的运行通道,同时也是刮板机上用量最大、质量最重的部件。在使用过程中,中部槽使用工况较恶劣,受力复杂多变,因此要求中部槽有足够的强度、刚度和耐磨性,这样对中部槽焊接质量和焊接精度具有一定的要求。
中部槽由铲板槽帮、挡板槽帮、高强度耐磨中板、底板、立板和左右轨座零件组装焊接而成,其结构比较复杂,而且焊接技术要求高、焊接难度大。目前中部槽的焊接多采用手工气保焊的焊接,虽能基本满足焊接生产要求,但存在操作难度大,焊接质量受人为因素的影响较大,可适性差,劳动强度高,生产效率低。
市面上也存在一些自动焊接设备可以用于中部槽的焊接,然而,由于中部槽为铸件,其外形不规则而且组成部件多,因此,现有的自动焊接设备不适用于中部槽的焊接。若采用各部分独自组装再焊接的形式,则存在有关工序相互分离的现象,没有形成生产线,导致中部槽生产效率比较低和无法实现大规模生产。
发明内容
本发明的目的在于克服现有技术中的缺点与不足,提供一种实现交替上料的煤炭矿机中部槽的焊接设备,该焊接设备可代替人工对中部槽进行准确的固定定位并焊接,从而提高中部槽的焊接质量和装配效率,进而提高中部槽的制作效率和成品质量;另外,该焊接设备可实现中部槽半成品上料工序交替进行同时工作,使后续的工序能持续不间断进行,大大提高中部槽的焊接加工效率,从而使得焊接效率最大化,有利于在煤矿机械加工中普及及推广。
为了达到上述目的,本发明通过下述技术方案予以实现:一种实现交替上料的煤炭矿机中部槽的焊接设备,其特征在于:包括:
具有中部槽半成品上料工位一、中部槽半成品上料工位二和点焊接工位的行走轨道;所述中部槽半成品上料工位一、点焊接工位和中部槽半成品上料工位二沿行走轨道依次排列;
两个用于对中部槽半成品进行定位和提供焊接平台的装夹定位机构;所述中部槽半成品包括挡板槽帮、铲板槽帮、中板和底板;
用于带动装夹定位机构在行走轨道上移动的驱动机构;驱动机构的数量与装夹定位机构的数量相等;
用于放置立板的立板上料机构;
用于放置轨座的轨座上料机构;
用于将轨座上料机构的轨座上料至中部槽半成品的轨座上料机器人;
用于将立板上料机构的立板上料至中部槽半成品的立板上料机器人;
用于对中部槽半成品、轨座和立板进行点焊接并形成中部槽焊接半成品的点焊接机械手;
用于承接中部槽焊接半成品并转向的承接机构;所述承接机构的末端两侧为全焊接工位;
以及用于对中部槽焊接半成品进行全焊接的全焊接机械手;
所述轨座上料机器人、立板上料机器人和点焊接机械手均设置在点焊接工位,点焊接机械手相对错位设置在行走轨道两侧,立板上料机构位于立板上料机器人的一侧,轨座上料机构位于轨座上料机器人的一侧;所述驱动机构与装夹定位机构连接,并与行走轨道移动连接,以同时带动两个装夹定位机构在中部槽半成品上料工位一或中部槽半成品上料工位二与焊接工位之间交替移动,实现中部槽半成品上料工序以及中部槽半成品、轨座和立板的点焊接工序交替进行;
两个所述全焊接机械手相对错位设置在承接机构两侧的全焊接工位上;所述承接机构前端延伸至点焊接工位并位于中部槽焊接半成品下方,实现对中部槽焊接半成品进行承接并传送至全焊接工位。
在上述方案中,本发明的焊接设备可代替人工依次进行中部槽半成品准确的定位、轨座的上料、立板的上料、点焊接形成中部槽焊接半成品、对中部槽焊接半成品承接转向,以及最后对中部槽焊接半成品全焊接。该焊接设备可实现中部槽全自动化生产,从而提高中部槽的焊接质量和装配效率,进而提高中部槽的制作效率和成品质量,有利于在煤矿机械加工中普及及推广。另外,本发明焊接设备可实现两个装夹定位机构的交替移动,使得两个中部槽半成品可同时进行不同的工序:第一个中部槽半成品上料工序和第二个中部槽半成品焊接工序同时进行,当第二个中部槽半成品在点焊接工位完成立板和轨座上料后再进行点焊接,形成中部槽焊接半成品,然后通过承接机构承接传送至全焊接工位。通过驱动机构的驱动移动再交替第一个中部槽半成品焊接工序和第二个中部槽半成品上料工序同时进行。这样两个中部槽半成品上料工序交替进行同时工作,使得后续工序能持续不间断进行,大大提高中部槽的焊接加工效率,从而使得焊接效率最大化。
每个所述装夹定位机构包括:
用于对中部槽半成品定位和提供焊接平台的工作平台;
设置在工作平台两侧的用于支撑工作平台的主动支座和从动支座;所述主动支座和从动支座分别与工作平台连接,主动支座内设置有与工作平台连接的驱动部件,驱动部件驱动工作平台转动;
以及用于对挡板槽帮、铲板槽帮、中板和底板进行定位形成中部槽半成品的中部槽半成品定位装置;
所述中部槽半成品定位装置设置在工作平台上并与工作平台连接;所述中部槽半成品定位装置包括中部定位件、用于对挡板槽帮进行定位的挡板槽帮定位件和用于对铲板槽帮进行定位的铲板槽帮定位件;所述挡板槽帮定位件、中部定位件和铲板槽帮定位件依次并列设置并与工作平台可调节连接;挡板槽帮和铲板槽帮之间作为中板和底板的安装位;
所述中部槽半成品定位装置还包括用于对挡板槽帮和铲板槽帮之间距离进行定位的底板定位部件;所述底板定位部件设置在中部定位件上,并对安装于挡板槽帮和铲板槽帮之间的底板的长度方向进行定位。
本发明的中部槽半成品定位装置可通过底板定位部件调节确定挡板槽帮和铲板槽帮之间距离后,采用挡板槽帮定位件和铲板槽帮定位件对挡板槽帮和铲板槽帮进行定位;然后,在挡板槽帮和铲板槽帮之间安装中板和底板;最后,底板定位部件对安装于挡板槽帮和铲板槽帮之间的底板的长度方向进行定位,实现挡板槽帮、铲板槽帮、中板和底板的定位,从而大大提高中部槽部件的焊接精度和后续中部槽的成品质量。本发明中部槽半成品定位装置通用性强,可通过调节挡板槽帮定位件、中部定位件和铲板槽帮定位件在工作平台上的位置,以适应不同规格的中部槽定位,从而提高实用性和通用性。
所述中部定位件包括两端均与工作平台可调节连接的中部定位板和用于对中板进行压紧的压紧装置一;所述压紧装置一包括调节件一和设置在调节件一上的至少两个压紧液压缸一,调节件一与中部定位板可调节连接;所述中部定位板底端设置有便于中部槽焊接后出料的顶出气缸。
所述底板定位部件包括底板定位底座、气缸和用于对安装于挡板槽帮和铲板槽帮之间底板的长度方向进行定位的底板定宽座;所述底板定位底座的底部设置有与中部定位板卡合连接的锁紧块;所述气缸设置在底板定位底座上并与底板定宽座连接,实现驱动底板定宽座以调节底板在其长度方向的位置。本发明通用性强,可通过气缸调节底板长度方向的位置,以适应不同规格的底板安装。
所述底板定宽座的两端均设置有底板定位支架;每个底板定位支架与底板定宽座的连接部的端面为与底板相触的定位部;
每个底板定位支架下部设置有用于对挡板槽帮和铲板槽帮之间距离进行定位的槽帮定宽柱;所述槽帮定宽柱固定在底板定位支架下部并可滚动。
所述承接机构包括:
移动轨座;所述移动轨座末端的两侧作为全焊接工位;
用于承接中部槽焊接半成品并对中部槽焊接半成品进行转向和锁止的承接转向装置;
以及用于带动承接转向装置在移动轨座上移动的驱动装置;
所述移动轨座前端延伸至中部槽焊接半成品的点焊接工位;所述驱动装置与承接转向装置连接,并与移动轨座移动连接,以带动承接转向装置在移动轨座移动,实现承接转向装置移动至点焊接工位并位于中部槽焊接半成品下方对中部槽焊接半成品进行承接,或者承接转向装置移动至全焊接工位并对中部槽焊接半成品进行转向。
由于中部槽的结构复杂而且组成部件较多,因此采用的夹具结构也比较复杂。若采用翻转焊接方式,结构复杂的夹具会使得焊枪焊接时存在死角位,一些端头位置的焊缝无法焊接,导致翻转焊接的方式无法对定位在夹具上的中部槽半成品进行全面的焊接,从而难以保证中部槽的焊接精度和成品质量,影响煤矿生产的安全性和可靠性。本发明对中部槽焊接半成品进行承接和转向后,使得中部槽焊接半成品脱离了复杂的夹具,为后续对中部槽半成品的焊接提供焊接空间,通过全焊接机械手可实现中部槽半成品的全面焊接,从而提高中部槽的焊接精度和成品质量。
所述承接转向装置包括设置在驱动装置上的底座、回旋轴承座、旋转动力总成、承接台和顶升驱动件;所述回旋轴承座设置在底座上,其一端与旋转动力总成连接,另一端与承接台连接,实现在旋转动力总成驱动下通过回旋轴承座带动承接台转向;所述顶升驱动件与承接台连接,实现驱动承接台升降,以承接点焊接工位的中部槽焊接半成品。
所述承接台包括旋转支撑座和设置在旋转支撑座上的举升板;所述旋转支撑座与顶升驱动件连接,并在与顶升驱动件相对处开设通孔,顶升驱动件的驱动部伸出通孔与举升板连接,实现驱动举升板升降;
所述承接台还包括与举升板连接的用于导向的导杆;所述导杆穿设在旋转支撑座的直线轴承上,顶升驱动件驱动举升板升降且导杆沿直线轴承升降。本发明的顶升驱动件为液压缸,该举升板在升降过程中,导杆沿直线轴承升降可提高举升板升降过程的稳定性。承接台结构的设置可实现其转动功能和升降功能。举升板的端面设置有电控永磁铁,这样可以提高中部槽焊接半成品承接的稳定性。
所述承接转向装置还包括用于防止承接中部槽焊接半成品在全焊接工位焊接时承接台转动的锁止部件;所述锁止部件包括设置在旋转支撑座底部的定位动钢套和锁止气缸;所述锁止气缸的气缸插销设置有止动销,锁止气缸与旋转支撑座连接,工作时,锁止气缸推动气缸插销的止动销插入定位动钢套,实现对承接台进行锁止。锁止部件的设计可双重保证中部槽焊接半成品在后续焊接过程中的固定,进一步提高中部槽焊接半成品焊接的精度和焊接的质量。
所述回旋轴承座包括与底座连接的座体和通过轴承与座体连接的回旋杆;所述回旋杆一端与承接台连接,另一端设置有齿轮一;所述旋转动力总成的驱动端设置有齿轮二,通过齿轮二与齿轮一啮合连接,实现旋转动力总成驱动回旋杆转动,以带动承接台转向。采用齿轮啮合的方式进行传动,可有效提高转向的平稳性。
与现有技术相比,本发明具有如下优点与有益效果:
1、本发明实现交替上料的煤炭矿机中部槽的焊接设备可代替人工对中部槽进行准确的固定定位并焊接,从而提高中部槽的焊接质量和装配效率,进而提高中部槽的制作效率和成品质量,有利于在煤矿机械加工中普及及推广。
2、本发明实现交替上料的煤炭矿机中部槽的焊接设备可实现中部槽半成品上料工序交替进行同时工作,使后续的工序能持续不间断进行,大大提高中部槽的焊接加工效率,从而使得焊接效率最大化。
附图说明
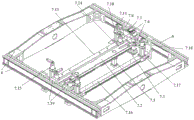
图1是本发明焊接设备的示意图;
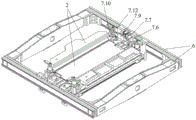
图2是本发明焊接设备中装夹定位机构的示意图;
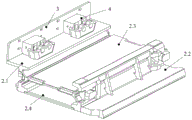
图3是本发明中部槽半成品定位于装夹定位机构上的示意图;
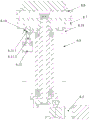
图4是本发明焊接设备中底板定位部件的示意图;
图5是中部槽的示意图;
图6是本发明焊接设备中承接机构示意图;
图7是本发明焊接设备中承接转向装置的剖视图;
其中,1为行走轨道、2为中部槽半成品、2.1为挡板槽帮、2.2为铲板槽帮、2.3为中板、2.4为底板、3为立板、4为轨座、5为中部槽焊接半成品、6为工作平台、7为中部槽半成品定位装置、7.2为中部定位板、7.3为调节件一、7.4为压紧液压缸一、7.5为顶出气缸、7.6为底板定位底座、7.7为气缸、7.8为锁紧块、7.9为底板定宽座、7.10为底板定位支架、7.11为定位部、7.12为槽帮定宽柱、7.13为挡板槽帮定位板、7.14为调节件二、7.15为压紧液压缸二、7.16为铲板槽帮定位板、7.17为调节件三、7.18为压紧液压缸三、7.19为卡块、8为承接机构、8.1为移动轨座、8.3为底座、8.4为回旋轴承座、8.4.1为座体、8.4.2为回旋杆、8.5为旋转动力总成、8.6为顶升驱动件、8.7为旋转支撑座、8.8为举升板、8.9为导杆、8.10为定位动钢套、8.11为锁止气缸、8.11.1为止动销、8.11.2为气缸插销、8.12为齿轮一、8.13为齿轮二、8.14为齿条、8.15为导轨、8.16为伺服电机、8.17为驱动齿轮、8.18为直线轴承、9为立板上料机构、10为轨座上料机构、11为轨座上料机器人、12为立板上料机器人、13为点焊接机械手、14为全焊接机械手。
具体实施方式
下面结合附图与具体实施方式对本发明作进一步详细的描述。
实施例
如图1至图7所示,本发明实现交替上料的煤炭矿机中部槽的焊接设备,包括:
具有中部槽半成品上料工位一、中部槽半成品上料工位二和点焊接工位的行走轨道1,中部槽半成品上料工位一、点焊接工位和中部槽半成品上料工位二沿行走轨道1依次排列;
两个用于对中部槽半成品2进行定位和提供焊接平台的装夹定位机构,该中部槽半成品2包括挡板槽帮2.1、铲板槽帮2.2、中板2.3和底板2.4;
用于带动装夹定位机构在行走轨道1上移动的驱动机构;驱动机构的数量与装夹定位机构的数量相等;
用于放置立板3的立板上料机构9;
用于放置轨座4的轨座上料机构10;
用于将轨座上料机构10的轨座4上料至中部槽半成品2的轨座上料机器人11;
用于将立板上料机构9的立板3上料至中部槽半成品2的立板上料机器人12;
用于对中部槽半成品2、轨座4和立板3进行点焊接并形成中部槽焊接半成品5的点焊接机械手13;
用于承接中部槽焊接半成品5并转向的承接机构8,该承接机构8的末端两侧为全焊接工位;
以及用于对中部槽焊接半成品5进行全焊接的全焊接机械手14;
其中,轨座上料机器人11、立板上料机器人12和点焊接机械手13均设置在点焊接工位,点焊接机械手13相对错位设置在行走轨道两侧,可实现同时对中部槽半成品2、立板3和轨座4进行焊接,以提高焊接的效率。立板上料机构9位于立板上料机器人12的一侧,轨座上料机构10位于轨座上料机器人11的一侧,驱动机构与装夹定位机构连接,并与行走轨道1移动连接,以同时带动两个装夹定位机构在中部槽半成品上料工位一或中部槽半成品上料工位二与焊接工位之间交替移动,实现中部槽半成品上料工序以及中部槽半成品2、轨座4和立板3的点焊接工序交替进行。
两个全焊接机械手14相对错位设置在承接机构两侧的全焊接工位上,可实现同时对中部槽焊接半成品5进行焊接,以提高焊接的效率。承接机构8前端延伸至点焊接工位并位于中部槽焊接半成品5下方,实现对中部槽焊接半成品5进行承接并传送至全焊接工位。
本发明的行走轨道1设置有导轨和齿条,两个装夹定位机构分别与导轨卡合连接。而每个与装夹定位机构连接的驱动机构包括与齿条啮合连接的齿轮和电机,电机驱动齿轮转动,以带动装夹定位机构沿导轨移动。
本发明的每个装夹定位机构包括:
用于对中部槽半成品2定位和提供焊接平台的工作平台6;工作平台6由若干支架组装构成,并包括卡块7.19。
设置在工作平台6两侧的用于支撑工作平台6的主动支座和从动支座,主动支座和从动支座分别与工作平台6连接,主动支座内设置有与工作平台6连接的驱动部件,驱动部件驱动工作平台6转动;
以及用于对挡板槽帮2.1、铲板槽帮2.2、中板2.3和底板2.4进行定位形成中部槽半成品的中部槽半成品定位装置7;
该中部槽半成品定位装置7设置在工作平台6上并与工作平台6连接,中部槽半成品定位装置7包括中部定位件、用于对挡板槽帮2.1进行定位的挡板槽帮定位件和用于对铲板槽帮2.2进行定位的铲板槽帮定位件,挡板槽帮定位件、中部定位件和铲板槽帮定位件依次并列设置并通过卡块7.19与工作平台6可调节连接;挡板槽帮2.1和铲板槽帮2.2之间作为中板2.3和底板2.4的安装位。该中部槽半成品定位装置7还包括用于对挡板槽帮2.1和铲板槽帮2.2之间距离进行定位的底板定位部件,该底板定位部件设置在中部定位件上,并对安装于挡板槽帮2.1和铲板槽帮2.2之间的底板2.4的长度方向进行定位。
具体地说,中部定位件包括两端均与工作平台6可调节连接的中部定位板7.2和用于对中板2.3进行压紧的压紧装置一,该压紧装置一包括调节件一7.3和设置在调节件一7.3上的两个压紧液压缸一7.4,调节件一7.3与中部定位板7.2可调节连接。本发明可通过调节件一7.3来调节压紧液压缸一7.4在中部定位板7.2的位置,以调节对中板2.3的压紧定位位置。而两个压紧液压缸一7.4均匀分布在中部定位板7.2两侧。为了便于中部槽焊接后的出料,中部定位板7.2底端设置有顶出气缸7.5。
该底板定位部件包括底板定位底座7.6、气缸7.7和用于对安装于挡板槽帮2.1和铲板槽帮2.2之间底板2.4的长度方向进行定位的底板定宽座7.9,其中,底板定位底座7.6的底部设置有与中部定位板7.2卡合连接的锁紧块7.8,气缸7.7设置在底板定位底座7.6上并与底板定宽座7.9连接,实现驱动底板定宽座7.9以调节底板2.4在其长度方向的位置。本发明通用性强,可通过气缸7.7调节底板2.4长度方向的位置,以适应不同规格的底板2.4安装。底板定宽座7.9的两端均设置有底板定位支架7.10,每个底板定位支架7.10与底板定宽座7.9的连接部的端面为与底板2.4相触的定位部7.11。底板定位支架7.10下部设置有用于对挡板槽帮2.1和铲板槽帮2.2之间距离进行定位的槽帮定宽柱7.12,该槽帮定宽柱7.12固定在底板定位支架7.10下部并可滚动。该底板定位支架7.10呈“Z”字形。
本发明的挡板槽帮定位件包括挡板槽帮定位板7.13和用于对安装于挡板槽帮2.1和铲板槽帮2.2之间的底板2.4进行压紧的压紧装置二,该压紧装置二包括调节件二7.14和设置在调节件二7.14上的压紧液压缸二7.15,调节件二7.14与挡板槽帮定位板7.13可调节连接。本发明的铲板槽帮定位件包括铲板槽帮定位板7.16和用于对安装于挡板槽帮2.1和铲板槽帮2.2之间的底板2.4进行压紧的压紧装置三,该压紧装置三包括调节件三7.17和设置在调节件三7.17上的压紧液压缸三7.18,调节件三7.17与铲板槽帮定位板7.16可调节连接。本实施例的调节件二7.14和调节件三均为移动托块,其可分别卡合在板槽帮定位板7.13和铲板槽帮定位板7.16上,并可通过外力移动。
本发明中部槽半成品定位装置7是这样使用的:
(1)确定中部定位板7.2在工作平台6上的位置,并调节确定两个底板定位支架7.10之间的距离。
(2)将中板2.3放置于中部定位板7.2上。
(3)将挡板槽帮2.1和铲板槽帮2.2分别放置于挡板槽帮定位板7.13和铲板槽帮定位板7.16上,并移动挡板槽帮定位板7.13和铲板槽帮定位板7.16,使得挡板槽帮2.1和铲板槽帮2.2与槽帮定宽柱7.12相触,以确定两者的定位位置。然后调节中板7.22与挡板槽帮2.1和铲板槽帮2.2之间的位置,采用压紧液压缸一7.4对中板2.3进行压持定位。
(4)将底板2.4放置在挡板槽帮2.1和铲板槽帮2.2的凸台上,通过定位部7.11限定底板2.4在长度方向的位置,此时,可通过气缸7.7调节底板2.4的位置。采用压紧液压缸二7.15和压紧液压缸三7.18对底板2.4进行压持定位于挡板槽帮2.1和铲板槽帮2.2上。
本发明的承接机构8包括:
移动轨座8.1,移动轨座8.1末端的两侧作为全焊接工位;
用于承接中部槽焊接半成品2并对中部槽焊接半成品2进行转向和锁止的承接转向装置;
以及用于带动承接转向装置在移动轨座8.1上移动的驱动装置;
其中,移动轨座8.1前端延伸至中部槽焊接半成品5的点焊接工位,驱动装置与承接转向装置连接,并与移动轨座8.1移动连接,以带动承接转向装置在移动轨座8.1移动,实现承接转向装置移动至点焊接工位并位于中部槽焊接半成品5下方对中部槽焊接半成品5进行承接,或者承接转向装置移动至全焊接工位并对中部槽焊接半成品5进行转向。
具体地说,本发明的承接转向装置包括设置在驱动装置上的底座8.3、回旋轴承座8.4、旋转动力总成8.5、承接台和顶升驱动件8.6,其中,回旋轴承座8.4设置在底座8.3上,其一端与旋转动力总成8.5连接,另一端与承接台连接,实现在旋转动力总成8.5驱动下通过回旋轴承座8.4带动承接台转向,而顶升驱动件8.6采用液压缸,并与承接台连接,实现驱动承接台升降,以承接点焊接工位的中部槽焊接半成品8.2。
该承接台包括旋转支撑座8.7和设置在旋转支撑座8.7上的举升板8.8,旋转支撑座8.7与顶升驱动件8.6连接,并在与顶升驱动件8.6相对处开设通孔,顶升驱动件8.6的驱动部伸出通孔与举升板8.8连接,实现驱动举升板8.8升降。该承接台还包括与举升板8.8连接的用于导向的导杆8.9,导杆8.9穿设在旋转支撑座8.7的直线轴承8.18上,顶升驱动件8.6驱动举升板8.8升降且导杆8.9沿直线轴承8.18升降。该举升板8.8的端面设置有电控永磁铁,其以磁吸的方式对中部槽焊接半成品5进行固定,在升降过程中,磁吸有中部槽焊接半成品5的举升板8.8通过导杆8.9导向下降可提高其稳定性。该承接台结构的设置可实现其转动功能和升降功能。
本发明的承接转向装置还包括用于防止承接中部槽焊接半成品5在全焊接工位焊接时承接台转动的锁止部件,该锁止部件包括设置在旋转支撑座8.7底部的定位动钢套8.10和锁止气缸8.11,该锁止气缸8.11的气缸插销8.11.2设置有止动销8.11.1,锁止气缸8.11与旋转支撑座8.7底部连接,工作时,锁止气缸8.11推动气缸插销8.11.2的止动销8.11.1插入定位动钢套8.10,实现对承接台进行锁止。锁止部件的设计可双重保证中部槽焊接半成品8.2在焊接过程中的固定,进一步提高中部槽焊接半成品2焊接的精度和焊接的质量。
本发明的回旋轴承座8.4包括与底座8.3连接的座体8.4.1和通过轴承与座体8.4.1连接的回旋杆8.4.2,该回旋杆8.4.2一端与承接台连接,另一端设置有齿轮一8.12;该旋转动力总成8.5的驱动端设置有齿轮二8.13,通过齿轮二8.13与齿轮一8.12啮合连接,实现旋转动力总成8.5驱动回旋杆8.4.2转动,以带动承接台转向。采用齿轮啮合的方式进行传动,可有效提高转向的平稳性。
本发明的移动轨座8.1设置有齿条8.14和导轨8.15,齿条8.14和导轨8.15均沿移动轨座8.1的长度方向设置,该底座8.3与导轨8.15卡合连接。驱动装置包括与底座8.3连接的伺服电机8.16和驱动齿轮8.17,该驱动齿轮8.17与伺服电机8.16驱动端连接,并与齿条8.14啮合连接,实现伺服电机8.16驱动底座8.3沿导轨8.15在移动轨座8.1上移动。
本发明对中部槽焊接半成品5进行承接和转向后,使得中部槽焊接半成品5脱离了复杂的夹具,为后续对中部槽半成品5的焊接提供焊接空间,通过全焊接机械手可实现中部槽半成品5的全面焊接,从而提高中部槽的焊接精度和成品质量。
上述实施例为本发明较佳的实施方式,但本发明的实施方式并不受上述实施例的限制,其他的任何未背离本发明的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本发明的保护范围之内。
Claims (8)
1.一种实现交替上料的煤炭矿机中部槽的焊接设备,其特征在于:包括:
具有中部槽半成品上料工位一、中部槽半成品上料工位二和点焊接工位的行走轨道;所述中部槽半成品上料工位一、点焊接工位和中部槽半成品上料工位二沿行走轨道依次排列;
两个用于对中部槽半成品进行定位和提供焊接平台的装夹定位机构;所述中部槽半成品包括挡板槽帮、铲板槽帮、中板和底板;
用于带动装夹定位机构在行走轨道上移动的驱动机构;驱动机构的数量与装夹定位机构的数量相等;
用于放置立板的立板上料机构;
用于放置轨座的轨座上料机构;
用于将轨座上料机构的轨座上料至中部槽半成品的轨座上料机器人;
用于将立板上料机构的立板上料至中部槽半成品的立板上料机器人;
用于对中部槽半成品、轨座和立板进行点焊接并形成中部槽焊接半成品的点焊接机械手;
用于承接中部槽焊接半成品并转向的承接机构;所述承接机构的末端两侧为全焊接工位;
以及用于对中部槽焊接半成品进行全焊接的全焊接机械手;
所述轨座上料机器人、立板上料机器人和点焊接机械手均设置在点焊接工位,点焊接机械手相对错位设置在行走轨道两侧,立板上料机构位于立板上料机器人的一侧,轨座上料机构位于轨座上料机器人的一侧;所述驱动机构与装夹定位机构连接,并与行走轨道移动连接,以同时带动两个装夹定位机构在中部槽半成品上料工位一或中部槽半成品上料工位二与焊接工位之间交替移动,实现中部槽半成品上料工序以及中部槽半成品、轨座和立板的点焊接工序交替进行;
两个所述全焊接机械手相对错位设置在承接机构两侧的全焊接工位上;所述承接机构前端延伸至点焊接工位并位于中部槽焊接半成品下方,实现对中部槽焊接半成品进行承接并传送至全焊接工位;
所述承接机构包括:
移动轨座;所述移动轨座末端的两侧作为全焊接工位;
用于承接中部槽焊接半成品并对中部槽焊接半成品进行转向和锁止的承接转向装置;
以及用于带动承接转向装置在移动轨座上移动的驱动装置;
所述移动轨座前端延伸至中部槽焊接半成品的点焊接工位;所述驱动装置与承接转向装置连接,并与移动轨座移动连接,以带动承接转向装置在移动轨座移动,实现承接转向装置移动至点焊接工位并位于中部槽焊接半成品下方对中部槽焊接半成品进行承接,或者承接转向装置移动至全焊接工位并对中部槽焊接半成品进行转向;
所述承接转向装置包括设置在驱动装置上的底座、回旋轴承座、旋转动力总成、承接台和顶升驱动件;所述回旋轴承座设置在底座上,其一端与旋转动力总成连接,另一端与承接台连接,实现在旋转动力总成驱动下通过回旋轴承座带动承接台转向;所述顶升驱动件与承接台连接,实现驱动承接台升降,以承接点焊接工位的中部槽焊接半成品。
2.根据权利要求1所述的实现交替上料的煤炭矿机中部槽的焊接设备,其特征在于:每个所述装夹定位机构包括:
用于对中部槽半成品定位和提供焊接平台的工作平台;
设置在工作平台两侧的用于支撑工作平台的主动支座和从动支座;所述主动支座和从动支座分别与工作平台连接,主动支座内设置有与工作平台连接的驱动部件,驱动部件驱动工作平台转动;
以及用于对挡板槽帮、铲板槽帮、中板和底板进行定位形成中部槽半成品的中部槽半成品定位装置;
所述中部槽半成品定位装置设置在工作平台上并与工作平台连接;所述中部槽半成品定位装置包括中部定位件、用于对挡板槽帮进行定位的挡板槽帮定位件和用于对铲板槽帮进行定位的铲板槽帮定位件;所述挡板槽帮定位件、中部定位件和铲板槽帮定位件依次并列设置并与工作平台可调节连接;挡板槽帮和铲板槽帮之间作为中板和底板的安装位;
所述中部槽半成品定位装置还包括用于对挡板槽帮和铲板槽帮之间距离进行定位的底板定位部件;所述底板定位部件设置在中部定位件上,并对安装于挡板槽帮和铲板槽帮之间的底板的长度方向进行定位。
3.根据权利要求2所述的实现交替上料的煤炭矿机中部槽的焊接设备,其特征在于:所述中部定位件包括两端均与工作平台可调节连接的中部定位板和用于对中板进行压紧的压紧装置一;所述压紧装置一包括调节件一和设置在调节件一上的至少两个压紧液压缸一,调节件一与中部定位板可调节连接;所述中部定位板底端设置有便于中部槽焊接后出料的顶出气缸。
4.根据权利要求3所述的实现交替上料的煤炭矿机中部槽的焊接设备,其特征在于:所述底板定位部件包括底板定位底座、气缸和用于对安装于挡板槽帮和铲板槽帮之间底板的长度方向进行定位的底板定宽座;所述底板定位底座的底部设置有与中部定位板卡合连接的锁紧块;所述气缸设置在底板定位底座上并与底板定宽座连接,实现驱动底板定宽座以调节底板在其长度方向的位置。
5.根据权利要求4所述的实现交替上料的煤炭矿机中部槽的焊接设备,其特征在于:所述底板定宽座的两端均设置有底板定位支架;每个底板定位支架与底板定宽座的连接部的端面为与底板相触的定位部;
每个底板定位支架下部设置有用于对挡板槽帮和铲板槽帮之间距离进行定位的槽帮定宽柱;所述槽帮定宽柱固定在底板定位支架下部并可滚动。
6.根据权利要求1所述的实现交替上料的煤炭矿机中部槽的焊接设备,其特征在于:所述承接台包括旋转支撑座和设置在旋转支撑座上的举升板;所述旋转支撑座与顶升驱动件连接,并在与顶升驱动件相对处开设通孔,顶升驱动件的驱动部伸出通孔与举升板连接,实现驱动举升板升降;
所述承接台还包括与举升板连接的用于导向的导杆;所述导杆穿设在旋转支撑座的直线轴承上,顶升驱动件驱动举升板升降且导杆沿直线轴承升降。
7.根据权利要求6所述的实现交替上料的煤炭矿机中部槽的焊接设备,其特征在于:所述承接转向装置还包括用于防止承接中部槽焊接半成品在全焊接工位焊接时承接台转动的锁止部件;所述锁止部件包括设置在旋转支撑座底部的定位动钢套和锁止气缸;所述锁止气缸的气缸插销设置有止动销,锁止气缸与旋转支撑座连接,工作时,锁止气缸推动气缸插销的止动销插入定位动钢套,实现对承接台进行锁止。
8.根据权利要求1所述的实现交替上料的煤炭矿机中部槽的焊接设备,其特征在于:所述回旋轴承座包括与底座连接的座体和通过轴承与座体连接的回旋杆;所述回旋杆一端与承接台连接,另一端设置有齿轮一;所述旋转动力总成的驱动端设置有齿轮二,通过齿轮二与齿轮一啮合连接,实现旋转动力总成驱动回旋杆转动,以带动承接台转向。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911052622.8A CN110757062B (zh) | 2019-10-31 | 2019-10-31 | 一种实现交替上料的煤炭矿机中部槽的焊接设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911052622.8A CN110757062B (zh) | 2019-10-31 | 2019-10-31 | 一种实现交替上料的煤炭矿机中部槽的焊接设备 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN110757062A CN110757062A (zh) | 2020-02-07 |
| CN110757062B true CN110757062B (zh) | 2021-08-24 |
Family
ID=69335161
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201911052622.8A Active CN110757062B (zh) | 2019-10-31 | 2019-10-31 | 一种实现交替上料的煤炭矿机中部槽的焊接设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN110757062B (zh) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114055053A (zh) * | 2021-11-29 | 2022-02-18 | 昆山华恒机器人有限公司 | 一种铲斗齿座自动组对工作站 |
| CN114769978B (zh) * | 2022-06-21 | 2022-08-23 | 昆山圣翰智能机械科技有限公司 | 一种智能机器人自动装配装置 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN202491030U (zh) * | 2011-12-23 | 2012-10-17 | 郑州市嵩阳煤机制造有限公司 | 用于中部槽自动组焊机床的散件夹持定位装置 |
| CN103962777B (zh) * | 2014-05-05 | 2016-08-24 | 肖宁 | 一种中部槽液压夹紧系统 |
| JP5815094B1 (ja) * | 2014-09-04 | 2015-11-17 | 富士重工業株式会社 | 車体の製造装置 |
| CN107265073A (zh) * | 2017-07-28 | 2017-10-20 | 江苏江海机床集团有限公司 | 一种铝合金轮毂板料剪切生产线的上料装置 |
| CN108436373B (zh) * | 2018-01-23 | 2020-02-21 | 山西汾西矿业(集团)有限责任公司设备修造厂 | 一种用于中部槽双面焊接的自动翻转设备 |
| CN108465936B (zh) * | 2018-05-04 | 2023-07-14 | 苏州迅镭激光科技有限公司 | 一种叶轮自动组装焊接机构 |
| CN109051575A (zh) * | 2018-09-30 | 2018-12-21 | 南京绿力新材料有限公司 | 一种旋转托盘及其装置 |
-
2019
- 2019-10-31 CN CN201911052622.8A patent/CN110757062B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN110757062A (zh) | 2020-02-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102423785B (zh) | 一种冲压自动化板料对中台 | |
| CN110757062B (zh) | 一种实现交替上料的煤炭矿机中部槽的焊接设备 | |
| CN111069826A (zh) | 一种钢结构自动焊接生产线 | |
| CN110788449B (zh) | 一种煤炭矿机中部槽的焊接设备 | |
| CN110788508B (zh) | 一种煤炭矿机中部槽的焊接方法 | |
| CN210937722U (zh) | 一种激光切割设备用送料机 | |
| CN104511704B (zh) | 一种柔性化组合焊接流水线 | |
| CN110587319A (zh) | 一种用于叉车门架槽钢加工的自动化生产线 | |
| CN110732868A (zh) | 工件自动打螺丝设备 | |
| CN107932033B (zh) | 全自动锚链压档机及压档方法 | |
| CN110757063B (zh) | 一种用于承接中部槽焊接半成品的焊接机构及焊接方法 | |
| CN110102921B (zh) | 一种激光切割设备用送料机 | |
| CN110039331B (zh) | 一种具有立起功能的交换工作台 | |
| CN110976720A (zh) | 预穿筋机、钢筋笼的前段生产线及生产方法 | |
| US5093977A (en) | Device for processing differently shaped workpieces | |
| CN211248933U (zh) | 一种钢结构自动焊接生产线 | |
| CN110385557A (zh) | 焊接设备及焊接生产线 | |
| CN219852792U (zh) | 隧道钢拱架连接板焊接生产线 | |
| CN211072396U (zh) | 一种实现交替上料的煤炭矿机中部槽的焊接设备 | |
| CN211072395U (zh) | 一种煤炭矿机中部槽的焊接设备 | |
| CN210908956U (zh) | 一种用于叉车门架槽钢加工的自动化生产线 | |
| CN211072398U (zh) | 一种用于承接中部槽焊接半成品的承接机构 | |
| CN208262197U (zh) | 焊接设备及焊接生产线 | |
| CN208391301U (zh) | 一种双拼焊矫生产线 | |
| CN112059521B (zh) | 用于轻型钢结构自动焊接生产流水线的变位系统 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| EE01 | Entry into force of recordation of patent licensing contract |
Application publication date: 20200207 Assignee: Shenzhen huakexing Technology Co.,Ltd. Assignor: FOSHAN GOOGOL AUTOMATION TECHNOLOGY CO.,LTD. Contract record no.: X2022440000037 Denomination of invention: A welding equipment for middle trough of coal miner to realize alternating feeding Granted publication date: 20210824 License type: Common License Record date: 20220527 |
|
| EE01 | Entry into force of recordation of patent licensing contract |