CN110405369B - 用于在由脆硬材料制成的基板的体积中产生微结构的方法 - Google Patents
用于在由脆硬材料制成的基板的体积中产生微结构的方法 Download PDFInfo
- Publication number
- CN110405369B CN110405369B CN201910344052.3A CN201910344052A CN110405369B CN 110405369 B CN110405369 B CN 110405369B CN 201910344052 A CN201910344052 A CN 201910344052A CN 110405369 B CN110405369 B CN 110405369B
- Authority
- CN
- China
- Prior art keywords
- cavity
- substrate
- glass
- brittle
- hard material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000758 substrate Substances 0.000 title claims abstract description 194
- 239000000463 material Substances 0.000 title claims abstract description 76
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 39
- 239000011521 glass Substances 0.000 claims abstract description 177
- 238000000034 method Methods 0.000 claims abstract description 103
- 230000006378 damage Effects 0.000 claims abstract description 81
- 238000005530 etching Methods 0.000 claims abstract description 78
- 239000002241 glass-ceramic Substances 0.000 claims abstract description 26
- 238000003780 insertion Methods 0.000 claims abstract description 5
- 230000037431 insertion Effects 0.000 claims abstract description 5
- 230000003902 lesion Effects 0.000 claims description 149
- 239000000853 adhesive Substances 0.000 claims description 25
- 230000001070 adhesive effect Effects 0.000 claims description 25
- 239000012790 adhesive layer Substances 0.000 claims description 13
- 239000007788 liquid Substances 0.000 claims description 10
- 239000011159 matrix material Substances 0.000 claims description 3
- 230000000149 penetrating effect Effects 0.000 abstract 1
- 230000008569 process Effects 0.000 description 38
- 239000000243 solution Substances 0.000 description 10
- 238000007639 printing Methods 0.000 description 8
- 230000000694 effects Effects 0.000 description 6
- 229920000642 polymer Polymers 0.000 description 6
- 238000012545 processing Methods 0.000 description 6
- 235000012431 wafers Nutrition 0.000 description 6
- 238000006243 chemical reaction Methods 0.000 description 5
- 230000003993 interaction Effects 0.000 description 5
- 239000010410 layer Substances 0.000 description 5
- 230000003287 optical effect Effects 0.000 description 5
- 230000005855 radiation Effects 0.000 description 5
- 238000011109 contamination Methods 0.000 description 4
- 238000000635 electron micrograph Methods 0.000 description 4
- 230000036961 partial effect Effects 0.000 description 4
- 229920001296 polysiloxane Polymers 0.000 description 4
- 239000011800 void material Substances 0.000 description 4
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 3
- 238000002679 ablation Methods 0.000 description 3
- 230000002378 acidificating effect Effects 0.000 description 3
- 230000004075 alteration Effects 0.000 description 3
- 239000002585 base Substances 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- 230000001419 dependent effect Effects 0.000 description 3
- 238000011049 filling Methods 0.000 description 3
- 238000007649 pad printing Methods 0.000 description 3
- 238000007650 screen-printing Methods 0.000 description 3
- 238000007493 shaping process Methods 0.000 description 3
- 239000007787 solid Substances 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 230000002411 adverse Effects 0.000 description 2
- 239000012670 alkaline solution Substances 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 239000011230 binding agent Substances 0.000 description 2
- 239000000090 biomarker Substances 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 238000007306 functionalization reaction Methods 0.000 description 2
- 238000000227 grinding Methods 0.000 description 2
- 239000011229 interlayer Substances 0.000 description 2
- 239000013067 intermediate product Substances 0.000 description 2
- 238000000608 laser ablation Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 238000005488 sandblasting Methods 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 239000005368 silicate glass Substances 0.000 description 2
- 238000003892 spreading Methods 0.000 description 2
- 230000007480 spreading Effects 0.000 description 2
- MIMUSZHMZBJBPO-UHFFFAOYSA-N 6-methoxy-8-nitroquinoline Chemical compound N1=CC=CC2=CC(OC)=CC([N+]([O-])=O)=C21 MIMUSZHMZBJBPO-UHFFFAOYSA-N 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- 206010029719 Nonspecific reaction Diseases 0.000 description 1
- 238000003848 UV Light-Curing Methods 0.000 description 1
- 208000027418 Wounds and injury Diseases 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 239000003929 acidic solution Substances 0.000 description 1
- 150000007513 acids Chemical class 0.000 description 1
- 150000001252 acrylic acid derivatives Chemical class 0.000 description 1
- 239000003513 alkali Substances 0.000 description 1
- 229910000272 alkali metal oxide Inorganic materials 0.000 description 1
- JNDMLEXHDPKVFC-UHFFFAOYSA-N aluminum;oxygen(2-);yttrium(3+) Chemical compound [O-2].[O-2].[O-2].[Al+3].[Y+3] JNDMLEXHDPKVFC-UHFFFAOYSA-N 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 239000012620 biological material Substances 0.000 description 1
- 238000005422 blasting Methods 0.000 description 1
- 239000005388 borosilicate glass Substances 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- 238000001723 curing Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 239000000806 elastomer Substances 0.000 description 1
- 125000003700 epoxy group Chemical group 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 239000007850 fluorescent dye Substances 0.000 description 1
- 238000001215 fluorescent labelling Methods 0.000 description 1
- 238000009776 industrial production Methods 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 208000014674 injury Diseases 0.000 description 1
- 238000011068 loading method Methods 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 230000000873 masking effect Effects 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 229920000620 organic polymer Polymers 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 238000001020 plasma etching Methods 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 239000002861 polymer material Substances 0.000 description 1
- 238000004886 process control Methods 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 230000002829 reductive effect Effects 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
- 230000035945 sensitivity Effects 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 229910019655 synthetic inorganic crystalline material Inorganic materials 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 238000012800 visualization Methods 0.000 description 1
- 238000009736 wetting Methods 0.000 description 1
- 229910019901 yttrium aluminum garnet Inorganic materials 0.000 description 1
Images
























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/0006—Working by laser beam, e.g. welding, cutting or boring taking account of the properties of the material involved
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01L—CHEMICAL OR PHYSICAL LABORATORY APPARATUS FOR GENERAL USE
- B01L3/00—Containers or dishes for laboratory use, e.g. laboratory glassware; Droppers
- B01L3/50—Containers for the purpose of retaining a material to be analysed, e.g. test tubes
- B01L3/502—Containers for the purpose of retaining a material to be analysed, e.g. test tubes with fluid transport, e.g. in multi-compartment structures
- B01L3/5027—Containers for the purpose of retaining a material to be analysed, e.g. test tubes with fluid transport, e.g. in multi-compartment structures by integrated microfluidic structures, i.e. dimensions of channels and chambers are such that surface tension forces are important, e.g. lab-on-a-chip
- B01L3/502707—Containers for the purpose of retaining a material to be analysed, e.g. test tubes with fluid transport, e.g. in multi-compartment structures by integrated microfluidic structures, i.e. dimensions of channels and chambers are such that surface tension forces are important, e.g. lab-on-a-chip characterised by the manufacture of the container or its components
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F7/00—Photomechanical, e.g. photolithographic, production of textured or patterned surfaces, e.g. printing surfaces; Materials therefor, e.g. comprising photoresists; Apparatus specially adapted therefor
- G03F7/20—Exposure; Apparatus therefor
- G03F7/2051—Exposure without an original mask, e.g. using a programmed deflection of a point source, by scanning, by drawing with a light beam, using an addressed light or corpuscular source
- G03F7/2053—Exposure without an original mask, e.g. using a programmed deflection of a point source, by scanning, by drawing with a light beam, using an addressed light or corpuscular source using a laser
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/50—Working by transmitting the laser beam through or within the workpiece
- B23K26/55—Working by transmitting the laser beam through or within the workpiece for creating voids inside the workpiece, e.g. for forming flow passages or flow patterns
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/062—Shaping the laser beam, e.g. by masks or multi-focusing by direct control of the laser beam
- B23K26/0622—Shaping the laser beam, e.g. by masks or multi-focusing by direct control of the laser beam by shaping pulses
- B23K26/0624—Shaping the laser beam, e.g. by masks or multi-focusing by direct control of the laser beam by shaping pulses using ultrashort pulses, i.e. pulses of 1ns or less
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/064—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms
- B23K26/0648—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms comprising lenses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/0665—Shaping the laser beam, e.g. by masks or multi-focusing by beam condensation on the workpiece, e.g. for focusing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/073—Shaping the laser spot
- B23K26/0738—Shaping the laser spot into a linear shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/362—Laser etching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/362—Laser etching
- B23K26/364—Laser etching for making a groove or trench, e.g. for scribing a break initiation groove
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/38—Removing material by boring or cutting
- B23K26/382—Removing material by boring or cutting by boring
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/38—Removing material by boring or cutting
- B23K26/382—Removing material by boring or cutting by boring
- B23K26/386—Removing material by boring or cutting by boring of blind holes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/38—Removing material by boring or cutting
- B23K26/382—Removing material by boring or cutting by boring
- B23K26/389—Removing material by boring or cutting by boring of fluid openings, e.g. nozzles, jets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/40—Removing material taking account of the properties of the material involved
- B23K26/402—Removing material taking account of the properties of the material involved involving non-metallic material, e.g. isolators
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/50—Working by transmitting the laser beam through or within the workpiece
- B23K26/53—Working by transmitting the laser beam through or within the workpiece for modifying or reforming the material inside the workpiece, e.g. for producing break initiation cracks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/50—Working by transmitting the laser beam through or within the workpiece
- B23K26/57—Working by transmitting the laser beam through or within the workpiece the laser beam entering a face of the workpiece from which it is transmitted through the workpiece material to work on a different workpiece face, e.g. for effecting removal, fusion splicing, modifying or reforming
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/70—Auxiliary operations or equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B81—MICROSTRUCTURAL TECHNOLOGY
- B81B—MICROSTRUCTURAL DEVICES OR SYSTEMS, e.g. MICROMECHANICAL DEVICES
- B81B1/00—Devices without movable or flexible elements, e.g. microcapillary devices
- B81B1/006—Microdevices formed as a single homogeneous piece, i.e. wherein the mechanical function is obtained by the use of the device, e.g. cutters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B81—MICROSTRUCTURAL TECHNOLOGY
- B81C—PROCESSES OR APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OR TREATMENT OF MICROSTRUCTURAL DEVICES OR SYSTEMS
- B81C1/00—Manufacture or treatment of devices or systems in or on a substrate
- B81C1/00015—Manufacture or treatment of devices or systems in or on a substrate for manufacturing microsystems
- B81C1/00023—Manufacture or treatment of devices or systems in or on a substrate for manufacturing microsystems without movable or flexible elements
- B81C1/00119—Arrangement of basic structures like cavities or channels, e.g. suitable for microfluidic systems
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C15/00—Surface treatment of glass, not in the form of fibres or filaments, by etching
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C23/00—Other surface treatment of glass not in the form of fibres or filaments
- C03C23/0005—Other surface treatment of glass not in the form of fibres or filaments by irradiation
- C03C23/0025—Other surface treatment of glass not in the form of fibres or filaments by irradiation by a laser beam
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F1/00—Originals for photomechanical production of textured or patterned surfaces, e.g., masks, photo-masks, reticles; Mask blanks or pellicles therefor; Containers specially adapted therefor; Preparation thereof
- G03F1/68—Preparation processes not covered by groups G03F1/20 - G03F1/50
- G03F1/80—Etching
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F7/00—Photomechanical, e.g. photolithographic, production of textured or patterned surfaces, e.g. printing surfaces; Materials therefor, e.g. comprising photoresists; Apparatus specially adapted therefor
- G03F7/70—Microphotolithographic exposure; Apparatus therefor
- G03F7/70008—Production of exposure light, i.e. light sources
- G03F7/70033—Production of exposure light, i.e. light sources by plasma extreme ultraviolet [EUV] sources
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/027—Making masks on semiconductor bodies for further photolithographic processing not provided for in group H01L21/18 or H01L21/34
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/04—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer
- H01L21/18—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer the devices having semiconductor bodies comprising elements of Group IV of the Periodic Table or AIIIBV compounds with or without impurities, e.g. doping materials
- H01L21/30—Treatment of semiconductor bodies using processes or apparatus not provided for in groups H01L21/20 - H01L21/26
- H01L21/302—Treatment of semiconductor bodies using processes or apparatus not provided for in groups H01L21/20 - H01L21/26 to change their surface-physical characteristics or shape, e.g. etching, polishing, cutting
- H01L21/306—Chemical or electrical treatment, e.g. electrolytic etching
- H01L21/3065—Plasma etching; Reactive-ion etching
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/04—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer
- H01L21/18—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer the devices having semiconductor bodies comprising elements of Group IV of the Periodic Table or AIIIBV compounds with or without impurities, e.g. doping materials
- H01L21/30—Treatment of semiconductor bodies using processes or apparatus not provided for in groups H01L21/20 - H01L21/26
- H01L21/31—Treatment of semiconductor bodies using processes or apparatus not provided for in groups H01L21/20 - H01L21/26 to form insulating layers thereon, e.g. for masking or by using photolithographic techniques; After treatment of these layers; Selection of materials for these layers
- H01L21/3105—After-treatment
- H01L21/311—Etching the insulating layers by chemical or physical means
- H01L21/31105—Etching inorganic layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01L—CHEMICAL OR PHYSICAL LABORATORY APPARATUS FOR GENERAL USE
- B01L2200/00—Solutions for specific problems relating to chemical or physical laboratory apparatus
- B01L2200/12—Specific details about manufacturing devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01L—CHEMICAL OR PHYSICAL LABORATORY APPARATUS FOR GENERAL USE
- B01L2300/00—Additional constructional details
- B01L2300/08—Geometry, shape and general structure
- B01L2300/0887—Laminated structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/18—Sheet panels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/50—Inorganic material, e.g. metals, not provided for in B23K2103/02 – B23K2103/26
- B23K2103/54—Glass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B81—MICROSTRUCTURAL TECHNOLOGY
- B81B—MICROSTRUCTURAL DEVICES OR SYSTEMS, e.g. MICROMECHANICAL DEVICES
- B81B2201/00—Specific applications of microelectromechanical systems
- B81B2201/05—Microfluidics
- B81B2201/051—Micromixers, microreactors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B81—MICROSTRUCTURAL TECHNOLOGY
- B81B—MICROSTRUCTURAL DEVICES OR SYSTEMS, e.g. MICROMECHANICAL DEVICES
- B81B2201/00—Specific applications of microelectromechanical systems
- B81B2201/05—Microfluidics
- B81B2201/058—Microfluidics not provided for in B81B2201/051 - B81B2201/054
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B81—MICROSTRUCTURAL TECHNOLOGY
- B81B—MICROSTRUCTURAL DEVICES OR SYSTEMS, e.g. MICROMECHANICAL DEVICES
- B81B2203/00—Basic microelectromechanical structures
- B81B2203/03—Static structures
- B81B2203/0315—Cavities
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B81—MICROSTRUCTURAL TECHNOLOGY
- B81B—MICROSTRUCTURAL DEVICES OR SYSTEMS, e.g. MICROMECHANICAL DEVICES
- B81B2203/00—Basic microelectromechanical structures
- B81B2203/03—Static structures
- B81B2203/0353—Holes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B81—MICROSTRUCTURAL TECHNOLOGY
- B81C—PROCESSES OR APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OR TREATMENT OF MICROSTRUCTURAL DEVICES OR SYSTEMS
- B81C2201/00—Manufacture or treatment of microstructural devices or systems
- B81C2201/01—Manufacture or treatment of microstructural devices or systems in or on a substrate
- B81C2201/0101—Shaping material; Structuring the bulk substrate or layers on the substrate; Film patterning
- B81C2201/0128—Processes for removing material
- B81C2201/013—Etching
- B81C2201/0133—Wet etching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B81—MICROSTRUCTURAL TECHNOLOGY
- B81C—PROCESSES OR APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OR TREATMENT OF MICROSTRUCTURAL DEVICES OR SYSTEMS
- B81C2201/00—Manufacture or treatment of microstructural devices or systems
- B81C2201/01—Manufacture or treatment of microstructural devices or systems in or on a substrate
- B81C2201/0101—Shaping material; Structuring the bulk substrate or layers on the substrate; Film patterning
- B81C2201/0128—Processes for removing material
- B81C2201/0143—Focussed beam, i.e. laser, ion or e-beam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B81—MICROSTRUCTURAL TECHNOLOGY
- B81C—PROCESSES OR APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OR TREATMENT OF MICROSTRUCTURAL DEVICES OR SYSTEMS
- B81C2203/00—Forming microstructural systems
- B81C2203/03—Bonding two components
- B81C2203/032—Gluing
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Plasma & Fusion (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- General Physics & Mathematics (AREA)
- General Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Dispersion Chemistry (AREA)
- Analytical Chemistry (AREA)
- Computer Hardware Design (AREA)
- Geochemistry & Mineralogy (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Life Sciences & Earth Sciences (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- Power Engineering (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- General Health & Medical Sciences (AREA)
- Hematology (AREA)
- Clinical Laboratory Science (AREA)
- Inorganic Chemistry (AREA)
- Toxicology (AREA)
- Surface Treatment Of Glass (AREA)
- Laser Beam Processing (AREA)
- Lasers (AREA)
- Micromachines (AREA)
- Physical Or Chemical Processes And Apparatus (AREA)
- Crystals, And After-Treatments Of Crystals (AREA)
Abstract
本发明提供一种具有至少一个开口或空腔的玻璃或玻璃陶瓷元件以及其生产方法,其中将超短脉冲激光器的激光束指向基板的侧面之一上并且借助于聚焦光学器件聚集到在基板中的拉长的焦点上,通过激光束的入射能量在基板的体积中产生丝状损伤,该丝状损伤一直伸展到体积中的预定深度并且特别地不穿过基板,为了产生丝状损伤,超短脉冲激光器发射脉冲或具有至少两个连续的激光脉冲的脉冲群,在插入至少两个丝状损伤后将基板暴露于蚀刻介质中,该蚀刻介质以优选在2μm/h和20μm/h之间的蚀刻速率蚀刻基板的材料,和将至少两个丝状损伤扩展成长丝,和将至少两根长丝连接成空腔。
Description
技术领域
本发明一般地涉及一种用于在由脆硬材料制成的基板的体积中、特别是在玻璃或玻璃陶瓷元件中产生微结构或凹部的方法。本发明此外涉及一种借助于该方法制造的具有这种结构或凹部的玻璃或玻璃陶瓷元件。
背景技术
对透明、半透明或不透明的玻璃或也对玻璃陶瓷的精确结构化在许多应用领域中都是热点。在此,精度在几微米的范围内是必需的。该结构化涉及孔(圆形的和多边形的)、空腔、通道或其他任意形式。为了在广泛的应用领域中使用,加工应该在基板的边缘区域或体积中不留下任何损伤、残留物或应力。
此外,这种结构化应该允许尽可能高效率的制造工艺。为了产生孔,例如可以使用各种方法。除了通过相应的掩膜进行喷砂加工之外,超声波冲击磨削是一种已确立的方法。但是,这两种方法在其缩放尺度上被限制在这样的小型结构的范围内,这些小型结构通常在超声波冲击磨削情况下为约400μm和在喷砂加工情况下为最小100μm。由于机械蚀刻,此外在喷砂加工情况下在玻璃中产生应力,该应力与孔边缘区域处的碎裂相关联。对于薄玻璃的结构化,原则上不可以使用这两种方法。
因此,近来各种激光源已被用于不同材料的结构化。对此,已经使用了几乎所有已知的激光源,如具有红外线(例如1064nm)、绿色(532nm)和UV(365nm)波长的CO2或CO激光器、二极管泵浦的ns、ps和fs固体激光器。对于该加工也使用以极短波长(例如193nm或248nm)工作的准分子激光器。
文献US 2015/0165563 A1或US 2015/0166395 A1描述了例如用于在薄玻璃中产生通孔的激光方法,或者还作为用于以后分离玻璃部件的制备。
玻璃或玻璃陶瓷的加工是要求特别苛刻的,因为它们通常具有低的导热率和高的断裂敏感性。因此,所有的激光器烧蚀方法都会导致或多或少程度的热负荷或热输入,该热负荷或热输入虽然随着更短的波长和更短的脉冲长度而降低,但仍然会导致部分临界应力,直至导致在孔的边缘区域中的微裂纹和变形。同时,通过这种方法还在孔壁上产生明显可测量到的粗糙度,因为所有的激光方法都像团簇一样烧蚀,也就是说,相应的簇大小决定了壁的残余粗糙度。此外激光烧蚀方法的缺点是,足够深的结构只能通过多次经过待加工的工件来实现。加工速度相应较慢。因此该方法仅有限地适用于工业制造。当在玻璃中插入从一侧面延伸到相对的侧面的通孔或一般地结构时,情况尤其如此。而且,这种结构、如沟槽的壁具有斜度,即不是垂直的。
特别地在对作为脆硬材料的玻璃或玻璃陶瓷的结构化中,另一个问题在于,插入的结构会显著降低在弯曲负荷下的强度,因为在结构化中可能出现微裂纹。另一个缺点在于,排出的材料会积聚起来。
文献DE 10 2013 103 370 A1描述了一种用于将穿孔引入玻璃基板中的方法。在这种情况下,首先借助于激光辐射在玻璃基板中产生开口,随后借助于蚀刻工艺接着进行材料的蚀刻。
已知方法的缺点在于,难以以合理的费用和高的质量(即,关于部件的强度)在玻璃或玻璃-陶瓷基板的体积中产生精细的、复杂的结构。
发明内容
本发明人接受了该任务。因此,本发明的目的是提供一种具有至少一个开口或空隙的玻璃或玻璃陶瓷元件,但是,同时尽可能少地降低强度。在此,通过该用于产生开口的方法,应使尽可能少的微裂纹被引入该玻璃或玻璃陶瓷元件中。同时也应该改进该方法的工艺时间。
特别地,应可以自由选择用于空隙的几何形状。以这种方式产生的空隙在此尤其不应穿过基板,也就是说,基板的与空隙相对的表面应保持不变。
惊人简单地,该目的通过一种根据独立权利要求之一所述的用于在由脆硬材料制成的基板中产生空腔的方法和一种具有这种空腔的玻璃或玻璃陶瓷基板得以实现。本发明的优选的实施方式和扩展方案可以从相应的从属权利要求中获得。
因此,本发明的主题是一种用于在由优选包括玻璃或玻璃陶瓷的脆硬材料制成的基板的体积中产生至少一个空腔的方法。
除非在下文中将其简化地称为基板,否则其应理解为一种包括脆硬材料的基板。该基板优选由玻璃或玻璃陶瓷制成或包括玻璃或玻璃陶瓷。
根据本发明的基板可以例如板形地构造成具有两个相对的侧面,其中,这一点不是用于实施该方法的先决条件。也不需要特别薄地构造基板,因为不应产生通孔,通孔限制了基板的厚度。根据本发明的基板可以具有500μm或更大的厚度。
术语长丝在下文中被理解为非常细的盲孔,即不穿过基板的开口。根据本发明,借助于超短脉冲激光器的激光束产生丝状损伤。因此,根据本发明可以获得具有至少一个不穿过基板的丝状损伤的基板作为中间产品。然后通过蚀刻工艺增大该丝状损伤的直径,由此可以形成长丝。因此,根据本发明,此外可以获得具有至少一根不穿过基板的长丝的基板作为中间产品。
术语空腔在下文中被理解为开口或也被理解为空隙,该开口或空隙可以通过连接至少两个彼此相邻的长丝由于在后续的蚀刻工艺中扩展相关的长丝而产生。该开口在朝向基板的一侧的方向上,即面向一个侧面打开并且因此限定了在基板的表面上的空隙。开口可以具有不同的几何形状或甚至更复杂的结构。因此,空腔不是贯通的开口,贯通的开口大致从一个侧面延伸到相对的侧面。
根据本发明的方法规定以下的步骤:
-将超短脉冲激光器的激光束指向基板的侧面之一上并且借助于聚焦光学器件聚集到在基板中的拉长的焦点上,
其中,通过激光束的入射能量在基板的体积中产生丝状损伤,该丝状损伤一直伸展到体积中的预定深度并且特别地不穿过基板,
其中,为了产生丝状损伤,超短脉冲激光器发射脉冲或具有至少两个连续的激光脉冲的脉冲群,
其中,在插入至少两个丝状损伤之后
-将基板暴露于蚀刻介质中,该蚀刻介质以优选在每小时2μm和每小时20μm之间的蚀刻速率蚀刻基板的材料,
和
-将至少两个丝状损伤扩展成长丝,
和
-其中,将至少2根长丝、优选至少20根长丝、特别优选至少50根长丝彼此连接成空腔。
此外,本发明包括一种由脆硬材料制成的具有至少一个空腔的基板,其优选包括一种玻璃或玻璃陶瓷元件。在基板的体积中的该空腔可以通过一种组合方法来产生,该组合方法包括一种基于激光的用于产生丝状损伤的方法和一种后续的用于扩展损伤并形成空腔的蚀刻方法。
优选地,将至少两个或更多个彼此相邻的丝状损伤引入基板中,其中,然后可以通过蚀刻工艺将位于至少两个丝状损伤之间的材料一并去除并由此形成空腔。因此,空腔在其尺寸上大于丝状损伤或长丝,因为通过蚀刻工艺蚀刻了材料。优选地,空腔因此包括至少两个或更多个丝状损伤并因此形成空隙。
就此而言,这是令人惊讶的,因为迄今为止都假设,蚀刻方法的使用,即借助于蚀刻介质在材料中扩展非常小的丝状损伤,需要贯通的开口或具有较大直径的开口。然而,这种贯通的开口也需要在基板的相对侧面上的表面损伤。此外,对基板的厚度存在限制,这种限制不适用于本发明。
需要贯通的开口是因为这样的假设,即蚀刻介质仅仅因此才能渗入到这种小的丝状损伤中,因为蚀刻介质可以借助于毛细吸力从第一侧被抽吸到丝状损伤中,并且其中在丝状损伤中存在的气体然后可以在相对的另一侧上逸出。
然而,令人惊讶地,发明人已经发现蚀刻溶液也可以渗入到丝状损伤中,即不穿过基板的开口或盲孔中并且可以扩展它们。
根据本发明,现在甚至可以借助于蚀刻介质扩展不穿过基板的丝状损伤,该丝状损伤具有在基板体积中测量的至多1μm、优选地至多0.8μm并且特别优选地至多0.5μm的直径。因此,相应地,在要扩展的开口不是连续的和不是从一侧延伸到相对的一侧的情况下,将基板或基板的用于扩展所设置的区域暴露于蚀刻介质。因此,与激光辐射的入射侧相对的表面保持不变。
如果借助于激光方法产生的丝状损伤现在足够近地相互毗邻,则通过随后的蚀刻方法可以将在两个相邻的丝状损伤之间的剩余的壁材料蚀刻出来并产生复杂的空腔。
如此地选择单脉冲的脉冲能量,即,脉冲能量处于基板材料的烧蚀阈值之下,从而能够使激光穿透到材料中且激光能量没有通过烧蚀工艺在表面上就已经被耗尽。
通过插入长丝形状损伤,如果它们被并排地产生,并且通过随后的蚀刻因此可以特别有利地在基板的体积中形成空腔。该空腔可以以不同的锥角进行构造。该锥角在此表示空腔的壁与相邻的侧面之间的角度。
锥角特别地通过在蚀刻工艺中的蚀刻速率来确定。在每小时约15μm至每小时20μm的范围内的较高蚀刻速率下,形成空腔的更为垂直的构造,因此产生在90°+/-5°、优选90°+/-3°和特别优选90°+/-1°范围内的锥角。在较慢进行的蚀刻工艺中出现与空腔的垂直的构造较大的偏差。这例如涉及在每小时2μm至每小时10μm范围内的蚀刻速率。
通过相对于基板特定地调节焦点位置,可以实现通过激光束的入射能量达到的在基板的体积中的丝状损伤的深度和扩展。为此目的,可以设置相应的光学器件,利用该光学器件可以控制焦点位置和深度。
在此特别优选的是具有脉冲群的照射的突发脉冲模式,以便一直到基板体积的规定深度处实现拉长的、均匀的损伤。这尤其意味着丝状损伤不会完全横穿基板,而是相对于在所述的位置处的基板的厚度仅伸入部分距离。在此规定,相对于基板的厚度,丝状损伤伸入不超过80%、优选不超过70%和特别优选不超过50%。换句话说,丝状损伤的长度为不大于在损伤的位置处的基板的厚度的80%、优选不大于70%和特别优选不大于50%。
在这一点上此外应该考虑的是,通过随后的蚀刻工艺,进一步的材料蚀刻也在丝状损伤的底部区域中进行。为了可靠地排除在这种情况下导致相对一侧的预先损伤,如果丝状损伤相对于厚度以不超过80%,优选地不超过70%的深度伸入基板中,则被认为是有利的。
作为蚀刻介质,与等离子体蚀刻相比,蚀刻溶液是优选的。因此,根据该实施方式,蚀刻是以湿化学方式进行的。这是有利的,以便在蚀刻期间从表面上去除基板组分。作为蚀刻溶液,不仅可以使用酸性溶液而且可以使用碱性溶液。作为酸性蚀刻介质,HF、HCl、H2SO4、二氟化铵、HNO3溶液或这些酸的混合物是特别适合的。对于碱性蚀刻介质,优选考虑KOH或NaOH碱。使用酸性蚀刻溶液通常可以实现较高的蚀刻速率。但是碱性溶液是优选的,主要因为总之仅寻求缓慢的蚀刻。此外,蚀刻优选在40℃至150℃,优选50℃至120℃,特别优选至100℃的温度范围内进行。
一般地,具有低碱含量的硅酸盐玻璃特别适合于根据本发明的结构化。过高的碱含量会使蚀刻变得困难。已经证明有利的是,使用具有在0.45至0.55范围内,优选在0.48至0.54范围内的碱度的玻璃。这使得玻璃特别适合采用碱性蚀刻介质的受控蚀刻,其中,但是采用酸性蚀刻介质的蚀刻仍然是可能的。因此,根据本发明的一个扩展方案规定,玻璃元件的玻璃是具有小于17重量%的碱氧化物含量的硅酸盐玻璃。
但是,也可以使用该方法在玻璃陶瓷中产生空腔,特别是根据LAS系统(实时调节系统)。
在为本发明设置的突发脉冲运行模式中,激光能量不是作为单脉冲输出,而是作为快速依次输出的脉冲序列,它们一起形成脉冲群,即所谓的突发脉冲。这种脉冲群通常具有比在传统的单拍操作中的单脉冲稍大的能量。但是,突发脉冲的脉冲本身为此包含比单脉冲明显更少的能量。关于在突发脉冲内的脉冲,可以规定,脉冲能量是可灵活调节的,特别地,脉冲能量或者保持基本恒定,或者脉冲能量增加或者脉冲能量降低。
根据本发明的合适的激光源是波长为1064纳米的钕掺杂的钇铝石榴石激光器。采用倍频(SHG,“second harmonic generation(二次谐波发生)”)或三倍频(THG,“thirdharmonic generation(三次谐波发生)”)的操作也是可能的。在选择激光源时要注意的是,基板材料对于激光辐射的相应波长是至少部分透明的。
激光源例如产生(1/e2)直径为12mm的初始光束,作为光学器件,可以使用焦距为16mm的双凸透镜。为了产生初始光束,必要时可以使用合适的光束整形的光学器件,例如伽利略望远镜。激光源特别地以在1kHz和1000kHz之间,优选在2kHz和200kHz之间,特别优选在3kHz和100kHz之间的重复速率工作。
在这种情况下,可以如此地选择重复速率和/或移动速度,即相对于基板引导激光辐射所用的速度,即实现相邻的丝状损伤的期望的间距。
激光脉冲的合适的脉冲持续时间在小于100皮秒的范围内,优选小于20皮秒。在这种情况下,激光源的典型功率特别有利地位于20至300瓦的范围内。为了实现丝状损伤,根据本发明的一个有利的扩展方案,使用大于400微焦耳的在突发脉冲中的脉冲能量,此外有利地使用大于500微焦耳的总突发脉冲能量。
在超短脉冲激光器以突发脉冲模式运行时,重复速率是输出突发脉冲的重复速率。脉冲持续时间基本上与激光器是在单脉冲运行模式下运行还是在突发脉冲模式下运行无关。在突发脉冲内的脉冲通常具有与学单脉冲运行模式下的脉冲相似的脉冲长度。突发脉冲频率可以位于15MHz至90MHz的范围内,优选地在20MHz至85MHz的范围内和例如为50MHz并且在突发脉冲中的脉冲的数量可以在1和20个脉冲之间,优选地在3和8个之间,例如,6个脉冲。
丝状损伤也可以例如以一系列相继布置的局部缺陷呈现,例如以延伸到基板的深度中的一排丝状损伤的形式,这些丝状损伤一直延伸到体积中的规定深度。因此也不需要使用特别薄的基板。
附图说明
下面借助优选的实施方式并参考附图更详细地描述本发明。附图所示:
图1示出了用于激光加工玻璃元件为后续的蚀刻做准备的装置,
图2在俯视图中示出了具有插入的丝状损伤的玻璃元件,
图3a在放大图中示出了玻璃元件的边缘的电子显微照片,
图3b示范性地示出了空腔的壁的电子显微照片,
图4在侧视图中示出了丝状损伤在基板的体积中成排的布置,
图5示出了具有丝状损伤的矩阵状布置的基板侧面的俯视图,
图6a示出了在产生新的丝状损伤期间由已经产生的相邻的丝状损伤引起的相互影响,
图6b示出了在产生新的丝状损伤期间由多个已经产生的相邻的丝状损伤引起的相互影响,
图7a显示了根据沿着两条直线彼此会聚的两条丝状损伤链确定与材料相关的关系,
图7b示出了用于沿直线测量一条具有多个丝状损伤的链的屏蔽效果的布置,
图8a示出了具有三级细化的、用于产生彼此间具有非常小的间距的丝状损伤的方法,
图8b示出了在两个丝状损伤之间的间距与预期的长丝深度之间的关系,
图9a、9b示出了引入用于产生背面空腔的背面丝状损伤,
图10a、10b示出了用于在基板中在不同深度处产生空腔的实施方式,
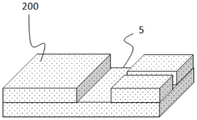
图11a、11b、11c各在斜视图中示出了具有根据本发明产生的表面结构的基板,
图12示出了具有空腔的玻璃元件的一个局部的俯视图,
图13a、13b示意性地示出了用作微流体芯片的两个玻璃晶片的另一种布置,
图14和15示出了微流体单元的示例,以及
图16示出了用于施加粘合剂层的布置。
具体实施方式
在以下对优选的实施方式的详细描述中,为了清楚起见,相同的附图标记表示在这些实施方式中或上的基本相同的部分。但是,为了更好地说明本发明,在图中所示的优选的实施方式并不总是按正确比例进行绘制。
在图1中示出了用于激光加工装置20的实施例,借助于该激光加工装置可以在基板中、在示例中是在玻璃元件1中引入丝状损伤32,以便随后由此在蚀刻工艺中产生空腔。装置20包括超短脉冲激光器30和定位装置17,该超短脉冲激光器具有连接在上游的聚焦光学器件23。借助于定位装置17可以使超短脉冲激光器30的激光束27的入射点73横向地定位在待加工的、在示例中板形的、玻璃元件1的侧面2上。在所示的示例中,定位装置17包括x-y工作台,玻璃元件1以侧面3平放在该工作台上。但是,替代地或附加地,也可以将光学器件构造成是可运动的,以使激光束27运动,从而在玻璃元件1被保持固定时激光束27的入射点73可以运动。
聚焦光学器件23现在将激光束27聚焦成在光束方向、尤其是垂直于照射的侧面2为细长的焦点。这样的焦点例如可以通过锥形透镜(所谓的轴锥镜)或具有大的球面像差的透镜来产生。定位装置17和超短脉冲激光器30的控制优选借助于配备程序技术的计算装置15来执行。以这种方式,可以计算用于引入丝状损伤32的规定的位置,这特别是通过优选从文件资料库或通过网络读取位置数据来实现。
在所示的示例中,示出的丝状损伤32进入玻璃元件1的体积中,直至达到对应于在示例中板形的玻璃元件1的约一半厚度的深度。
根据本发明规定,丝状损伤32的长度不大于在引入的丝状损伤32的位置处的基板厚度的80%,优选地不大于70%并且特别优选地不大于50%。
根据一个实施例可以使用用于激光束的下列参数:
激光束的波长为1064nm,通常针对Nd:YAG激光器。产生具有12mm的原始光束直径的激光束,然后借助于具有16mm的焦距的双凸透镜形式的光学器件使该激光束聚焦。超短脉冲激光器的脉冲持续时间为小于20ps,优选约10ps。脉冲以具有2个或更多个、优选4个或更多个脉冲的突发脉冲(脉冲串)发送。突发脉冲频率为12至48ns,优选约20ns,脉冲能量为至少200微焦耳,突发脉冲能量相应地为至少400微焦耳。
随后,在插入一个或特别是多个丝状损伤32之后,将玻璃元件1取出并支承在蚀刻浴中,在这里在缓慢的蚀刻工艺中,沿着丝状损伤32除去基板材料,在实施例中即玻璃,从而在这样的损伤32的部位处在玻璃元件1的体积中产生长丝。
优选地,使用具有pH值>12的碱性蚀刻浴,例如具有>4mol/L、优选>5mol/L、特别优选>6mol/L、但<30mol/L的KOH溶液。根据本发明的一个实施方式,与所使用的蚀刻介质无关地,在>70℃、优选>80℃、特别优选>90℃的蚀刻浴的温度下进行蚀刻。
图2在侧面2的俯视图中示出了具有以特定图案布置的多个丝状损伤32的玻璃元件1,该图案例如可以通过定位装置17和超短脉冲激光器30的上面描述的受计算机控制的操控被写入玻璃元件1中那样。具体地,在此例如沿着封闭的矩形轮廓或形状形式的预定路径将丝状损伤32插入玻璃元件1中。线条的角部也可以是稍微修圆的。对于本领域一般技术人员来说显而易见的是,通过该方法可以跟随不仅矩形的而且任意形状的路径。
本发明的方法基于一种实施方式,在该实施方式中:
-沿着预定路径或朝着预定位置引导激光束27在基板上的入射点73,和
-通过相对于基板有针对性地调节焦点位置,直到在基板的体积中的规定深度在规定的位置处产生丝状损伤32,并且其中
-随后通过蚀刻在基板的体积中产生丝状损伤32的拓宽,形成长丝。
在一个特别的实施方式中,光学器件23也被设计成是可控制的,从而可以特别容易地控制在基板中的精确的焦点位置和深度。以这种方式可以在基板中在不同的高度上产生丝状损伤32。
通过随后的各向同性的蚀刻,在其直径上扩大丝状损伤32。在这种情况下,可以在随后的蚀刻工艺中通过连接至少两个彼此相邻的长丝产生空腔。在缓慢的各向同性的蚀刻、即低的蚀刻速率下,丝状损伤32的陡角、即锥角保持不变。
根据本发明,这种用于联合彼此邻接的长丝的扩展是所期望的,以便产生具有复杂几何形状的空腔5和/或形成包括多个长丝的空腔5。
图3a示出了通过在根据本发明加工的玻璃元件1中的多个成排布置的丝状损伤32的纵剖面的电子显微照片。可以看见一个边缘,该边缘具有多个平行并排延伸的、侧向打开的长丝6。这些长丝在示例中是细长形状的。在所示的示例中,在先前的丝状损伤的位置上通过蚀刻工艺形成长丝6;在该示例中尚未发生相邻丝状损伤的联合。在图3的图示中,在切割边缘的俯视图中可以看出,长丝6的纵向方向51、特别是从侧面3出发垂直地延伸到玻璃元件1的体积中。
此外,在图3中可以清楚地看出长丝6的微结构、即长丝6的侧壁的形状,其形式为圆顶形的、或修圆的、帽形的凹部7。通过优选的缓慢的蚀刻工艺,这些圆顶形的凹部7彼此邻接起来,其中,凹部7的彼此邻接的凹形圆部形成脊部。
在该示例中,长丝6的间距相对较大,约为50μm。也可以较小地选择该间距,特别是在长丝6在没有平的棱边区段11下直接过渡到彼此中的情况下。一般地,长丝6的间距(也称为"Pitch(间距)")优选在3至70μm的范围内,优选至少为10μm,特别优选至少为20μm。在此,该间距是从长丝6的中心到中心测量的。
图3b示范性地示出了空腔5的壁8的电子显微照片。可以清楚地识别出壁8上的圆顶形表面。所示的例子是空腔5的壁8,根据本发明,该空腔被引入到透明的无色硼硅酸盐玻璃中,如其例如可以在美因茨的Schott AG公司的品名D263T下购买。在80℃的蚀刻介质的温度下在19小时的时间间隔上对先前引入的丝状损伤32进行扩宽。
图4示意性地示出了通过玻璃元件1的纵剖图,该玻璃元件在该示例中总共具有五个已经引入的丝状损伤32,从图4中可以清楚地看到,丝状损伤32不是完全穿透玻璃元件1,而仅是盲孔。
根据本发明,对丝状损伤32施加蚀刻介质,这是不寻常的,因为尽管被构造成盲孔,但是蚀刻溶液渗透到丝状损伤32中并且会导致均匀的、也就是说各向同性的扩展。丝状损伤32在此具有非常小的尺寸。基于图3b中所示的空腔5的壁8的丝状损伤32可以具有仅为至多1μm的直径。甚至更小的直径,优选至多0.8μm,特别优选至多0.5μm,与根据本发明的蚀刻工艺也是不相冲突的。
在本发明的一个特别优选的实施方式中,多个丝状损伤32被彼此并排地引入玻璃元件1中。根据在玻璃元件1中的丝状损伤32的长度t、丝状损伤32的在横截面上的尺寸和两个相邻的丝状损伤32的间距dx,通过这种方式可以在基板的体积中产生具有复杂几何形状的空腔5,即具有不同的基本形状或横截面的凹部(Ausnehmumgen)。
在图4中示出了一些涉及在玻璃元件1中的丝状损伤32的构造的基本几何关系。在该示例中,示出了在具有厚度T的基板、在示例中即玻璃元件1的体积中五个并排布置成一排的、长度为t的丝状损伤32。
如上所述,丝状损伤32没有完全穿透基板,因此有:t<T。为了加速将丝状损伤引入基板中,丝状损伤的长度有利地选择得尽可能小,因为引入较长的丝状损伤,特别是对于需要很多这种丝状损伤来产生复杂的结构来说,是非常耗时的。因此,优选适用:t<0.8*T,优选t<0.7*T和特别优选t<0.5*T.
除了在基板中的深度之外,两个相邻丝状损伤之间的间距是至关重要的。该间距在此是从丝状损伤32的中心到中心测量的并在图4中用dx表示。因此,这种“间距”是用于工艺控制的预先规定值(Vorgabe)。
为了在基板的体积中产生三维内部结构,其中,这些内部结构的特征在于它们仅具有一个通到基板的侧面之一的开口并且基板的相对的侧面在其表面上没有变化,将在二维结构或图案中的丝状损伤32从一个侧面开始压印到基板的体积中。
图5示意性地示出了具有丝状损伤32的矩阵状布置、在示例中为4×5布置的基板的侧面的俯视图。只要丝状损伤32的间距和深度满足所述要求,利用丝状损伤32的这种几何布置在蚀刻工艺之后可产生的内轮廓是矩形的。对于专业人员显而易见的是,仅基于丝状损伤32在基板的侧面上的布置就可以产生不同的几何图形,例如,也可以在玻璃元件1中产生具有三角形或圆形的基本形状的、或其他自由形式的区域 的内部轮廓。
的内部轮廓。
在图5中,在二维空间中以dx和与其垂直地以dy给出了两个相邻的丝状损伤32之间的间距。在丝状损伤32的矩阵状的布置的情况下,在这两个方向上的间距可以是相同的,但不是必须是相同的,因此条件dx≠dy也是可能的。相邻丝状损伤32的这些间距在蚀刻工艺中导致空腔5的底部和壁8的特定的构造,这将在更下面深入地讨论。在所示的示例中,选择dx=dy。
为了通过蚀刻工艺以期望的结构相对于空腔来扩展丝状损伤32,非常重要的是,丝状损伤32在引入基板材料中时被完全显现出来。
丝状损伤32的显现可以受到在基板表面上的污染的不利影响。在这里可以发生对激光束的遮蔽,从而不利地影响光束成形或光束强度。由此可以导致在产生基板中的丝状损伤32中的不希望的偏差,也就是说,没有达到规定的深度和/或规定的定向。
就此,尽管两个相邻的丝状损伤32的小的间距被认为是有利的,以便产生更大的结构并且使在两个相邻的丝状损伤32之间的材料蚀刻或者为此目的所需的时间最小化,但是另一方面要注意的是,保持一定的最小间距并且避免丝状损伤32彼此间的过高的空间邻近度。
这是因为,相邻丝状损伤32与当前工作点、即正好在其处产生新的丝状损伤32的位置的空间邻近度由于相邻长丝的屏蔽效应而对刚产生的丝状损伤32的显现具有很大影响。在通过球面像差或贝塞尔(Bessel)光束工作的光学结构中,丝状损伤32的形成取决于激光能量的供应,该供给与焦线尽可能旋转对称地进行。
例如,如果通过将长丝相互串在一起沿着一个路径形成第一链,那么用于产生新的丝状损伤32a的能量供应仅受到已经产生的相邻的丝状损伤32b的干扰。这仅示范性地在图6a中示出,该图应该说明在产生新的丝状损伤时通过已经产生的相邻的丝状损伤引起的相互影响。
相邻的丝状损伤32b对形成新的丝状损伤32a的影响取决于丝状损伤32、32a、32b的相互的间距、所产生的丝状损伤32的直径和因此总体上取决于立体角部分,在该立体角部分中现有的丝状损伤32b是对新的丝状损伤32a的能量供应的遮蔽。在该示例中,该范围由角度δ表示。激光束的相应的影响区域33在该示例中用指示外边界的圆圈标示,从对应于激光束27的入射点73的中心点开始。附图标记34表示遭受遮蔽的影响区域。因为它至少部分地与先前引入的丝状损伤的影响区域33至少部分地重叠。
另一个决定性的参数是在基板的侧面2、3上产生长丝的激光束的直径。当在多个已经产生的丝状损伤32b附近中、例如在已经存在的成排的丝状损伤32b旁边产生新的丝状损伤32a时,在过度接近的情况下理论上可供使用的能量的一半已经在多个立体角部分中被屏蔽。
这仅示范性地在图6b中示出,该图示出了在产生新的丝状损伤32a时通过多个已经产生的相邻的丝状损伤32b引起的相互影响。各个立体角部分δ的屏蔽在此相加成总屏蔽。因此,总体上,在相邻的丝状损伤32b附近中的丝状损伤32a的可实现的最大长度是它们相互间的间距的函数。根据本发明,这个函数关系的知识被用来优化工艺策略并且因此用来工艺控制以产生根据本发明的空腔。
该关系取决于材料并且要借助于图7a和7b简要地概述。为了确定该取决于材料的关系,在第一步骤中确定单个丝状损伤32a的屏蔽效果(图7a)。为此目的,首先沿着第一直线35,将一条以恒定间距dx间隔开的具有半径R的丝状损伤32a链引入基板中,其中有:dx>>R。优选地,这样地选择它们的间距,即通过已经存在的丝状损伤32a不会产生任何影响。如果有dx>50*R,优选dx>100*R,则通常满足此假设。
沿着第二直线36,在与在第一条链中相同的x位置处产生第二条丝状损伤32b链,但是其具有持续减小的间距dy。作为起始值,可以选择dy=dx。产生第二条丝状损伤链,其中,相关的第二直线36连续地会聚到第一条直线35上。通过根据丝状损伤的相互间的间距测量产生的丝状损伤的长度,然后可以确定最佳间距并将其用于进一步的工艺。长度的确定可以例如借助于光学显微镜、例如在长丝线打开之后进行,或者也可以借助于照相图片在结合图像处理方法、例如边缘的边缘提取算法下进行。
两个相邻的丝状损伤32a、32b之间的最佳间距此时是这样的最小间距dy,即在该最小间距下,正好还存在丝状损伤的长度受相互影响而没有减少的情况,或者在该最小间距下,还没有发现在蚀刻特性上的任何差异。
以类似的方式,可以测量通过由沿着直线35(图7b)的多个丝状损伤32组成的链的屏蔽效果。如在上面的示例中那样,首先沿着直线35将一条以恒定间距dx彼此间隔开的具有半径R的丝状损伤32链引入到基板中。随后,在不同的间距dy下产生单独的丝状损伤32并且再次根据它们与直线35的间距确定丝状损伤32的长度。
在某些情况下,可能需要在彼此间的间距小于这样的间距下产生丝状损伤32,该间距由于屏蔽的测量如上所述已经证明是有利的。这意味着选择一个间距,在该间距下可以导致缩短丝状损伤的长度。
为此目的,可以以特别有利的方式使用在图8a和8b中所示的方法。例如,为了沿着一个路径以在这个方向上彼此间更紧密的间距产生一条丝状损伤链132,选择一种包括多个步骤的方法。
在第一步骤中,沿具有最大可能的长度的预定路径在彼此间的最小间距下产生一条丝状损伤132c链,其中,最小间距是指两个相邻丝状损伤132之间的这样的间距,即在该间距下正好还不呈现在施加激光辐射时的相互影响。
在第二步骤中,在每两个相邻的丝状损伤132c之间的中央产生另一个新的具有较小长度的丝状损伤132b,该丝状损伤由于通过相邻的丝状损伤132c的屏蔽不能在原始长度上完成。如有必要,对该工艺进行递归式细化。
在图8a中,该方法以三级细化示出。沿着一个路径,在该示例中是沿着一条具有长度b的直线,在该示例中首先产生具有最大深度t1的丝状损伤132c,该最大深度基于保持的最小间距d1产生。因此,该步骤A包括产生最长的丝状损伤132c。
在每两个相邻的丝状损伤132c之间恰好居中地产生具有深度t2的另一个新的丝状损伤132b,它在两侧与相邻的丝状损伤132c之间具有间距d1/2=d2。因此,该第二步骤B包括产生较短的丝状损伤132b。
最后,在第三步骤C中,在每两个相邻的丝状损伤132b之间产生具有深度t3的另一个新的丝状损伤132a,它在两侧与相邻的丝状损伤132b之间具有间距d2/2=d3。以这种方式,可以实现将丝状损伤132特别紧密地串联起来,其中,然后这些丝状损伤分别具有取决于产生它们的相应步骤的深度。图8b示出了两个丝状损伤132的间距d与预期的长丝深度t=t(d)之间的关系。两个相邻的丝状损伤132在此具有不同的深度。
通过在图8a中所示的三级方法,在执行蚀刻工艺之后,可以获得宽度为b的空腔5,其具有最大深度t1加上由于通过蚀刻工艺产生的扩展而形成的尺寸。
当然,也可以通过多于上述的三次迭代(Iterationen)来执行该方法,以实现丝状损伤132的更紧密的间距。因此,在这种情况下,将多个丝状损伤32、132在尚未发生屏蔽的最小间距下引入基板中,和然后在一次或多次迭代中分别将另一个丝状损伤引入到两个相邻的丝状损伤32、132之间的中央处。在这种情况下,并排布置的丝状损伤的深度此时通常是不相同的,而是取决于在产生丝状损伤的方法流程中的相应的迭代。
原则上可能的是,由光束整形的光学器件产生的焦线的长度可以超过基板的厚度。然而,在这种情况下,要注意的是,基板的与发射开口相对的一侧不被改变,因为否则在随后的蚀刻工艺中即使基板的背侧表面也可能遭受不希望的损伤。例如可以通过改变在聚焦光学器件23和基板之间的间距来提供补救,即例如增加光学器件23与基板的表面的间距或在示例中与所述的玻璃元件1的间距,和/或通过光学器件进行的适当的重新聚焦。
这进一步受到丝状损伤的间距的影响。这又取决于空腔的规定的深度和所使用的光学器件。在使用具有球面像差的光学器件时,例如在使用焦距为16mm的双凸透镜形式的光学器件时,在自由孔径为18mm和在1064nm下的初始光束为12mm(在1/e2下),以及要产生的空腔的所期望的深度为至多0.5mm的情况下,已证明有利的是丝状损伤32彼此之间的间距至少为10μm,优选至少为20μm。
产生具有高达约5mm的更大深度的空腔5也是可能的。空腔5的深度也可以选择得更小。在这种情况下,最小深度至少为50μm、优选至少为100μm和特别优选至少为200μm是有利的,以便能够充分利用根据本发明的方法的优点,甚至相对于烧蚀。
丝状损伤的间距反过来也影响空腔底面的显现。在这种情况下可以区分两种基本的变型:
1)将丝状损伤以矩阵形式在具有彼此间相同的间距的网格下引入。在此有:dx=dy。通过蚀刻工艺,具有均匀的波状结构的空腔的底部显现出来,该波状结构基本上取决于所选择的间距dx和/或dy。
2)将丝状损伤在多线段(Linienzügen)下引入:在这种情况下,可以将丝状损伤分别沿着相邻的路径在第一方向上以彼此间为约4-6μm的第一间距引入。在第二间距下,将其它路径的丝状损伤添加到第一路径的丝状损伤中,其中,这些路径彼此间的间距被选择得大于第一间距。例如,该第二间距可以为10μm或更大。以这种方式产生的空腔在蚀刻工艺之后具有带有沟槽结构的底部。
不言而喻,在上述实施例中,路径的布置根据空腔的所期望的形状来选择,也就是说,该布置可以以任何图案,例如以矩阵的形式来进行。在这种情况下,用于产生空腔的链或路径不是必须为直线的,而是可以以任何自由形式进行选择。
对于上述两个变型1)和2)原则上都适用的是,在空腔的底部中形成的结构由在通过超短脉冲激光器进行的材料改性与蚀刻工艺之间的相互作用引起。这种底部结构是长丝化策略的特征。
对于两个变型1)和2)此外共同的是,空腔5的壁8在蚀刻工艺之后具有带有多个圆顶形凹部7的结构,如它们例如在图3b中所示的那样。
在一个特别的实施方式中,在基板的体积中根据本发明产生的空腔5包括至少两个具有不同深度的区域。在该实施方式中,具有不同长度和/或不同焦点位置的丝状损伤32、132被引入基板中。
已经证明有利的是,在所谓的表面空腔中,其中,空腔5在基板中在激光的入射侧上产生,首先引入较深的并因此长的丝状损伤32、132和然后引入较短的丝状损伤。在产生所谓的背面空腔时,该背面空腔因此在基板的与激光的入射侧相对的侧面上产生,已经证明相反的顺序是有利的。
一般地,已经显示产生背面空腔是有利的,因为长丝间距可以选择得较小。在入射侧上,通过激光加工发生较少的污染,从而可以以规定的深度和方向更好地引入长丝。图9a和9b示出了用于产生背面空腔的背侧丝状损伤32的引入。在这种情况下,形成具有底部的空腔5,该底部在图9a中所示的实施方式的情况下具有沟槽状的形状,而在图9b中所示的实施方式的情况下具有均匀的波状的形状。
如在图10a中所示的那样,在基板中产生不同深度的空腔并且因此甚至产生台阶原则上是可能的,该台阶也可以在与通孔37组合下,如在图10b所示,被用于产生盲孔,即,具有带有同心横截面的台阶的横截面形状。
不同于在图10a和10b中所示的,优选这样地调节丝状损伤彼此间的间距,即在整个长度上形成长丝。换句话说,在不影响各自的产生的情况下保持两个相邻的丝状损伤彼此间的最小间距。
在一个同样优选的实施方式中,当引入丝状损伤时,基板的至少一个界面被用液体润湿。在这种情况下可以应用不同的变型:
1)润湿基板的背侧表面,即与激光的入射侧相对的侧面,以减小在背面上的折射率差。折射率差的避免或减少避免了表面损伤或使表面损伤最小化。
2)润湿基板的前侧表面,即面向激光的入射侧的侧面,以减少在正面上的污染。这会导致不希望的损伤和/或对长丝的显现的影响,也就是说,它们可能被显现在较小的深度上。
3)润湿两个侧面以减小在背面上的折射率差和减少在基板的正部上的污染。
在这种情况下,在液体下产生丝状损伤32、132还具有其它的优点,即开放的空腔不是用空气填充,而是用液体填充。这加速了以后的蚀刻工艺。在此,一个特别的实施方式是在蚀刻溶液下产生丝状损伤,如上所述的那样。
图11a、11b和11c各以斜视图示意性地示出了具有表面结构的基板,该基板在示例中是玻璃元件200,在该表面结构中利用上述根据本发明的方法产生了空腔5。在此,图11b和11c示出了包括两个或三个玻璃元件200的层结构。这种结构化的玻璃元件200、下面也称为晶片、和由其产生的由两个或更多个晶片构成的层结构通常应用于微流体领域,作为所谓的微流体芯片(“Microfluidic-chips”)或微流体单元,它们可以以系统的自动化的形式研究化学材料和生物材料的性质和反应。所参与的反应组分通常通过位于盖玻片中的通孔50引入流动通道(引入的沟槽)和反应室中和然后分析反应产物。根据本发明的用于产生空腔5的方法可以以非常有利的形式用于产生这些非常精细的反应室。因此,根据另一个方面,本发明涉及一种微流体单元12,其具有玻璃元件形式的基板1,该基板具有至少一个空腔5。
图12示出了玻璃元件的一个局部的俯视图,在该玻璃元件中根据本发明借助于长丝工艺和蚀刻产生了空腔5。
在这种情况下,具有丝状损伤32的空腔5的期望区域以间距>20μm=dx和5μm=dy被划分成网格。在此,丝状损伤32不是完全通过玻璃体积显现出来,而是仅从一个侧面开始直到所期望的深度。在以后的蚀刻工艺中,然后这些单独的丝状损伤32被连接成连续的面,由此形成根据本发明的空腔5。在所示的示例中,空腔5的底面以及侧壁具有带有圆顶形凹部的结构。
在一个为了清楚起见而保持简单的示例中,图13a和13b最后示意性地示出了用作微流体单元12的两个基板,在示例中是由玻璃制成的两个晶片9、10的另一种布置。
在这种情况下,晶片9是扁平形状的,而同样是扁平形状的晶片10包括两个通孔122以及空腔121。在图13b中显示了微流体单元12的层结构。在这种情况下,根据本发明产生的空腔121是反应室。两个通孔122用于填充和排空。
因此,根据本发明的用于在由脆硬材料制成的基板中,优选在玻璃或玻璃陶瓷中产生长丝的方法可以极好地用于产生特别细小和精致的表面结构。
因此这特别适用于支持微流体芯片或微流体单元的制造。
下面将更详细地描述根据本发明的另一个方面的微流体单元的制造。微流体单元的最简单的制造是通过用通道结构化的下部部分与具有通向通道的入口的盖子的组合来实现的。在当前的现有技术中,它们是由聚合物例如通过注塑工艺制成的。相应的布置例如从EP 2719460B1和DE 10 2011 085 371A1中已知。但是,通过制造由两种聚合物部件构成的微流体单元产生以下缺点:
-聚合物通常不耐受所使用的溶剂或导致与引入的生物分子的非特定性反应(缺乏生物相容性)。
-固有荧光以及聚合物的有限透明度影响或干扰在荧光标记物质的检测中的读出质量。
-聚合物表面此外对于生物标记能达到的功能化有限制。
作为对此的解决方案,已经提出了由三个部件构成的微流体单元的制造,其中,下部部件和上部部件由玻璃制成并且因此允许高度广泛的功能化。此外,在一个有机聚合物或硅树脂部件上面设置通道结构,该有机聚合物或硅树脂部件例如借助于在结构化之前已经施加的粘合剂与上部部件和下部部件相连接。在此,在EP 2547618 B1中描述了一种聚合物部件,在文献JP 2013188677 A2和CN 103992948 B中描述了由硅树脂制成的元件。从EP3037826 A1中还已知一种微流体单元,其具有由在两个玻璃基板之间的弹性体层构成的夹层。例如通过借助于电晕放电激活的表面的直接键合来进行连接。EP 3088076 A1也描述了多层室,其中通道结构被插入硅树脂层中。
然而,由玻璃和聚合物材料构成的组合具有缺点,即,在分析中的经历不同温度循环的部件的不同的膨胀系数可以导致室变形并且在极端情况下导致室泄漏。此外,通过这种方法无法解决生物相容性和固有荧光的问题。
此外,在塑料夹层的情况下存在的问题是,由于塑料刚度不足,通常非常薄且长的通道结构在连接时难以完美地调节到下部和上部部件的结构上。由于成本有利的制造只能够通过制造同时具有多个室的大基板来实现,因此调节问题还在增大。
根据本发明的一个方面,通过由三个玻璃部件制成的微流体单元来实现针对上述挑战的解决方案,在该三个玻璃部件,中间的部件(在这里也称为中介层)由结构化的薄玻璃组成并且借助于在结构化后双面施加的粘合剂粘合到盖子和底部上。由此,所有三个部件均由惰性的、非荧光的并且可良好功能化的材料制成。不会发生由于不同热膨胀水平引起的应力。通过使用粘合技术,容易确保室的密封性。通过将粘合剂施加到结构化的部件上,不仅底部而且盖子都可以在组装部件之前在其面向室的表面上成本有利地、单独地并且整个表面地设置生物标记物。此外,粘合技术允许粘合剂可以包围小颗粒和因此小颗粒不会继续干扰粘合工艺并且继续保证了室的密封性。因此,对工艺环境的纯净性的要求相应较低。在这种情况下,至少其中一个玻璃部件也具有空腔5,该空腔例如可以通过在这里描述的激光辅助的蚀刻方法来制造。
特别地规定,为了制造微流体单元,通过以下方式将空腔插入片形的玻璃元件200中,
-将超短脉冲激光器30的激光束27指向玻璃元件200的侧面2、3之一上并且借助于聚焦光学器件23聚集到在基板1中的拉长的焦点上,其中,
-通过激光束27的入射能量,在玻璃元件200的体积中产生丝状损伤32,该丝状损伤一直延伸到体积中的预定深度处,但是不穿过玻璃元件200,其中,
-为了产生丝状损伤32,超短脉冲激光器30发射脉冲或具有至少两个连续的激光脉冲的脉冲群,
其中,在插入至少两个相邻的丝状损伤32之后:
-将玻璃元件暴露于蚀刻介质33中,该蚀刻介质使至少两个丝状损伤32扩展,从而形成空腔,
-其中,因此,根据本发明的结构化方法被整体地应用于所述玻璃元件,
并且其中玻璃元件200在其至少一个侧面上与至少一个另外的玻璃部件连接,从而该玻璃部件封闭空腔5的开口并且特别地形成适合引导液体的空腔,其中,玻璃元件200与该玻璃部件的连接通过施加的粘合剂实现,其中,在施加粘合剂期间,在玻璃元件200中的空腔5的开口被空出。优选地将粘合剂施加到玻璃元件200的侧面上。但是,也可以结构化地施加到玻璃部件的对应的表面上。
由此产生一种微流体单元12,其具有片形的、带有至少一个单侧开口的空腔5的玻璃元件200,其中,空腔5面向其打开的玻璃元件200的侧面与玻璃部件连接,从而空腔5被玻璃部件封闭并形成夹在具有空腔的玻璃元件200和玻璃部件之间的、适合引导液体的空腔,其中,具有空腔的玻璃元件200和玻璃部件借助于粘合剂层被连接起来,其中,粘合剂层具有围绕空腔的开口空出的区域,从而空腔的壁的由玻璃部件形成的部分被从粘合剂层中空出并且优选地通过封闭空腔的玻璃部件的材料形成。
根据一个有利的设计方案,通过连接至少三个玻璃部件来制造微流体单元12。然后,也可以通过如下方式产生适合引导液体的中空结构,即中间的玻璃元件3具有一个或多个通孔,该通孔然后在与两个另外的玻璃部件连接时被封闭。因此规定,如此地结构化具有至多700微米、优选至多500微米的厚度的片形玻璃元件,使得该玻璃元件具有至少一个将玻璃元件的两个相对的、平行的侧面连接起来的开口,并且将玻璃元件的每个侧面与玻璃部件相连接,使得开口被两个玻璃部件封闭并且形成具有夹在其他玻璃部件之间的、适合引导液体的空腔的微流体单元,其中,通过施加的粘合剂实现玻璃元件与两个玻璃部件中的至少一个的连接,其中,在施加粘合剂时,在玻璃元件中的至少一个开口被空出。粘合剂又优选施加到玻璃元件的侧面上。但是,结构化地施加到玻璃部件的对应的表面上也是可能的。在这种情况下,至少其中一个玻璃元件,即中间的玻璃元件或外部的玻璃部件也具有根据本发明的空腔,该空腔的开口在连接时被封闭。空腔可以形成分开的空腔或者是由在中间的玻璃元件中的开口形成的空腔的一部分。
优选也将更薄的玻璃用于中间的玻璃元件,即具有至多300微米、例如210微米或更小的厚度。甚至可以将100微米或更薄、例如至多70μm的玻璃结构化并作为玻璃元件用于微流体单元。对于特别小的结构,也可以将具有开口的具有至多70μm、优选至多50μm或甚至仅至多30μm的薄玻璃结构化。一般地,与用于产生仅在单侧打开的空腔相同的方法适合产生开口,如已经在上面针对图10所解释的那样。因此,在本发明的一个实施方式中,一般地规定,除了单侧开口的空腔5之外,通过插入特别是穿过基板的丝状损伤32并且借助于蚀刻介质扩展丝状损伤32,附加地在基板1中形成通孔。这种通孔的壁此时通常与单侧开口的空腔5一样具有圆顶形的凹部。如在图10b的示例中那样,通孔可以从空腔开始延伸到基板的相对侧面。但是,同样可能的是,也可以在空腔5的旁边产生通孔。
图14和15为此以横截面视图示出了具有三个玻璃部件、即玻璃元件200和玻璃部件201、202的微流体单元12的示例。玻璃元件200具有一个或多个通孔101,该通孔通过与玻璃部件201、202的连接而被封闭,并且以这种方式形成微流体单元12的一个或多个用于容纳和/或引导液体的空腔91。玻璃部件201具有通孔401,该通孔与空腔91相连接并以这种方式用作填充开口。
在图14中所示的示例的玻璃部件201具有根据本发明产生的空腔5,空腔5被如此地布置,即它连接两个空腔91,使得两个空腔91经由空腔5连通。
图15是一种变型,在该变型中,空腔被插入布置在玻璃部件201、202之间的玻璃元件200中。空腔5例如形成用于将空腔91连接到填充开口401的通道。两个实施例都基于该方法的一个实施方式,在该实施方式中,在玻璃部件201、202中的至少一个中存在开口401或者向其中该插入该开口,其中,如此地将玻璃部件200、201与玻璃元件200结合在一起,即开口401在连接时产生的空腔91中建立引导流体的连接。
如所示的那样,微流体单元12的玻璃部件借助于粘合剂层151相互连接起来。在这种情况下,开口101和空腔5从粘合剂层151中空出。因此通常如此地施加粘合剂,即使通孔和空腔的边缘没有粘合剂。
图16示出了用于用粘合剂层151涂覆玻璃部件201、202或玻璃元件200的侧面2的布置。粘合剂的施加在此借助于结构化的印刷方法进行,其中,在空出在玻璃元件200中的空腔5的开口上延伸的区域131下,将粘合剂选择性地施加到玻璃元件200的相应的侧面2上。根据本发明的一个实施方式,为此使用具有由计算机199控制的打印头181的印刷装置171。打印头例如可以是喷墨打印头,在该打印头逐滴地输出粘合剂期间,该打印头在玻璃元件200上移动。计算机199如此地控制打印头,即被细长的空腔5所处于的区域131被空出。例如,打印头可以蜿蜒状地在玻璃元件200上移动,其中,打印头181在横杆上往复运动并且该横杆或者备选地玻璃元件200逐行地前移。一般地,在不限于特定的印刷或施加方法的情况下,在本发明的一个扩展方案中规定,如此地施加粘合剂层151,即从粘合剂层151中空出的区域131大于要空出的通孔或空腔,从而所施加的粘合剂层151的边缘161与开口101或空腔5的边缘111隔开,特别是向后错开。
如在图16中所示的那样,该印刷方法纯粹是说明性的。其他印刷方法是移印、丝网印刷、模版印刷、辊式涂布涂或辊对辊涂布、配涂、印模转印。诸如移印和丝网印刷之类的印刷方法特别适用于较大的件数。在一个实施例中,为了通过丝网印刷制造微流体单元12,将粘度为9600mPa·s的丙烯酸酯粘合剂双侧地施加到玻璃元件200上。借助于定位标记,不仅可以将玻璃元件200与玻璃部件201、202对齐,而且也可以将丝网印刷掩模与微流体单元的结构对齐。
通常也可以使粘合剂的粘度适配于印刷方法。因此,对于移印而言,例如在约300mPa·s的范围内的较低的粘度是优选的。在图16中所示的示例性的喷墨方法中,优选更低的粘度,最好低于50mPa·s。
本发明的一个优选实施方式规定,施加光固化的、优选UV固化的粘合剂12。然后,粘合剂12可以用光、优选UV光穿过玻璃部件5、7中的一个进行照射,从而粘合剂硬化并且该玻璃部件、或者在双侧施加的情况下两个玻璃部件201或202与玻璃元件3牢固地粘合起来。合适的粘合剂、其也可以是UV固化的是含硅树脂的粘合剂、环氧树脂和丙烯酸酯。
Claims (45)
1.一种在由脆硬材料制成的基板中产生空腔的方法,所述脆硬材料由玻璃或玻璃陶瓷制成或包括玻璃或玻璃陶瓷,其中
-将超短脉冲激光器(30)的激光束(27)指向基板(1)的侧面(2,3)之一上并且借助于聚焦光学器件(23)聚集到在基板(1)中的细长的焦点上,
其中,通过激光束(27)的入射能量在基板(1)的体积中产生丝状损伤(32),该丝状损伤一直延伸到体积中的预定深度并且不穿过基板(1),
其中,为了产生丝状损伤(32),超短脉冲激光器(30)发射脉冲或具有至少两个连续的激光脉冲的脉冲群,
其中,在插入至少两个丝状损伤(32)后
-将基板(1)暴露于蚀刻介质(33)中,该蚀刻介质以在每小时2µm和每小时20µm之间的蚀刻速率蚀刻基板(1)的材料,
和
-将至少两个丝状损伤(32)拓宽成长丝(6),
和
-其中,将至少两根长丝连接成空腔,并且其中所述空腔(5)的侧壁(8)具有彼此邻接的圆顶形的凹部(7),并且所述空腔(5)还包括底面。
2.根据权利要求1所述的在由脆硬材料制成的基板中产生空腔的方法,其特征在于,将至少20根长丝彼此连接成空腔。
3.根据权利要求1所述的在由脆硬材料制成的基板中产生空腔的方法,其特征在于,将至少50根长丝彼此连接成空腔。
4.根据权利要求1至3中任一项所述的在由脆硬材料制成的基板中产生空腔的方法,其特征在于,适用:t<0.8*T,其中t是在基板(1)中的丝状损伤(32)的深度,T是在损伤部位处的基板(1)的厚度。
5.根据权利要求1至3中任一项所述的在由脆硬材料制成的基板中产生空腔的方法,其特征在于,适用:t<0.7*T,其中t是在基板(1)中的丝状损伤(32)的深度,T是在损伤部位处的基板(1)的厚度。
6.根据权利要求1至3中任一项所述的在由脆硬材料制成的基板中产生空腔的方法,其特征在于,适用:t<0.5*T,其中t是在基板(1)中的丝状损伤(32)的深度,T是在损伤部位处的基板(1)的厚度。
7.根据权利要求1至3中任一项所述的在由脆硬材料制成的基板中产生空腔的方法,其特征在于,所述丝状损伤(32)的直径为至多1µm。
8.根据权利要求1至3中任一项所述的在由脆硬材料制成的基板中产生空腔的方法,其特征在于,所述丝状损伤(32)的直径为至多0.8µm。
9.根据权利要求1至3中任一项所述的在由脆硬材料制成的基板中产生空腔的方法,其特征在于,所述丝状损伤(32)的直径为至多0.5µm。
10.根据权利要求1至3中任一项所述的在由脆硬材料制成的基板中产生空腔的方法,其特征在于,将至少两个或更多个彼此相邻的丝状损伤(32)一直引入所述体积中的预定深度,所述丝状损伤(32)不穿过所述基板(1)。
11.根据权利要求10所述的在由脆硬材料制成的基板中产生空腔的方法,其特征在于,每两个彼此相邻地布置的丝状损伤(32)具有不同的深度。
12.根据权利要求10所述的在由脆硬材料制成的基板中产生空腔的方法,其特征在于,所述空腔(5)的壁相对于基板的相邻侧面的锥角在90°+/-5°的范围内。
13.根据权利要求10所述的在由脆硬材料制成的基板中产生空腔的方法,其特征在于,所述空腔(5)的壁相对于基板的相邻侧面的锥角在90°+/-3°的范围内。
14.根据权利要求10所述的在由脆硬材料制成的基板中产生空腔的方法,其特征在于,所述空腔(5)的壁相对于基板的相邻侧面的锥角在90°+/-1°的范围内。
15.根据权利要求1至3中任一项所述的在由脆硬材料制成的基板中产生空腔的方法,其特征在于,所述空腔(5)具有至多5mm的深度和/或以至少50µm的深度伸入基板中。
16.根据权利要求1至3中任一项所述的在由脆硬材料制成的基板中产生空腔的方法,其特征在于,所述空腔(5)具有至多5mm的深度和/或以至少100µm的深度伸入基板中。
17.根据权利要求1至3中任一项所述的在由脆硬材料制成的基板中产生空腔的方法,其特征在于,所述空腔(5)具有至多5mm的深度和/或以至少200µm的深度伸入基板中。
18.根据权利要求1至3中任一项所述的在由脆硬材料制成的基板中产生空腔的方法,其特征在于,将多个丝状损伤(32)沿着一个路径或一条直线引入。
19.根据权利要求中1至3中任一项所述的在由脆硬材料制成的基板中产生空腔的方法,其特征在于,将多个丝状损伤(32)以二维图案或矩阵的形式引入。
20.根据权利要求中1至3中任一项所述的在由脆硬材料制成的基板中产生空腔的方法,其特征在于,各将一些丝状损伤(32)沿着一个路径布置,并且其中至少两个路径是彼此并排地布置的。
21.根据权利要求19所述的在由脆硬材料制成的基板中产生空腔的方法,其中,沿着一个路径相邻地布置的两个丝状损伤之间的间距dx和相邻路径中的两个路径之间的间距dy是相等的,因此有:dx=dy。
22.根据权利要求15所述的在由脆硬材料制成的基板中产生空腔的方法,其中,沿着一个路径相邻地布置的两个丝状损伤之间的间距dx与相邻路径中的两个路径之间的间距dy是不相等的,因此有:dx≠dy。
23.根据权利要求22所述的在由脆硬材料制成的基板中产生空腔的方法,其特征在于,dx为至少10µm,以及dy为至少4µm。
24.根据权利要求23所述的在由脆硬材料制成的基板中产生空腔的方法,其特征在于,dx为至少20µm。
25.根据权利要求23所述的在由脆硬材料制成的基板中产生空腔的方法,其特征在于,dy为至少5µm。
26.根据权利要求23所述的在由脆硬材料制成的基板中产生空腔的方法,其特征在于,dy为至少10µm。
27.根据权利要求23所述的在由脆硬材料制成的基板中产生空腔的方法,其特征在于,dy为至少20µm。
28.根据权利要求23至27中任一项所述的在由脆硬材料制成的基板中产生空腔的方法,其特征在于,在基板的面向激光的入射侧的一侧上引入丝状损伤(32)、即表面空腔时,首先引入较长的丝状损伤(32)和然后引入较短的丝状损伤(32),以及在基板的背离激光的入射侧的一侧上引入丝状损伤(32)、即背面空腔时,首先引入较短的丝状损伤(32)和然后引入是较长的丝状损伤(32)。
29.根据权利要求1至3中任一项所述的在由脆硬材料制成的基板中产生空腔的方法,其特征在于,除了空腔(5)之外,通过插入穿过基板(1)的丝状损伤(32)并且借助于蚀刻介质拓宽丝状损伤(32)在基板(1)中形成通孔。
30.根据权利要求1至3中任一项所述的在由脆硬材料制成的基板中产生空腔的方法,其特征在于,所述空腔(5)的所述底面也具有带有圆顶形凹部的结构。
31.一种用于制造微流体单元的方法,其中,通过根据权利要求1至30中任一项所述的在由脆硬材料制成的基板中产生空腔的方法为片形的玻璃元件(200)配置空腔(5),
和其中,
-将玻璃元件(200)在其至少一个侧面上与至少一个另外的玻璃部件连接,从而空腔(5)的开口被所述玻璃部件封闭并且形成适合引导液体的空腔,其中,玻璃元件(200)与所述玻璃部件的连接通过施加的粘合剂实现,其中,在施加粘合剂期间,在玻璃元件(200)中的空腔(5)的开口被空出。
32.根据权利要求31所述的用于制造微流体单元的方法,其特征在于,厚度至多700微米的片形玻璃元件被如此地结构化,使得所述玻璃元件具有至少一个将玻璃元件的两个相对的、平行的侧面连接起来的开口,并且玻璃元件的每个侧面均与玻璃部件相连接,使得所述开口被两个玻璃部件封闭并且形成具有夹在其他玻璃部件之间的、适合引导液体的空腔的微流体单元,其中,玻璃元件与两个玻璃部件中的至少一个的连接通过施加的粘合剂来实现,其中,在施加粘合剂期间,在玻璃元件中的至少一个开口被空出,并且其中所述玻璃部件或中间的玻璃元件包含空腔。
33.根据权利要求32所述的用于制造微流体单元的方法,其特征在于,所述片形玻璃元件的厚度至多为500微米。
34.一种由包括玻璃或玻璃陶瓷的脆硬材料制成的基板,其中,基板在至少一个侧面上包括空腔(5);
其中所述空腔(5)的侧壁(8)具有彼此邻接的、修圆的、圆顶形的凹部(7),并且所述空腔(5)还包括底面,
其中,该基板通过根据权利要求1至27中任一项所述的在由脆硬材料制成的基板中产生空腔的方法来产生。
35.根据权利要求34所述的由包括玻璃或玻璃陶瓷的脆硬材料制成的基板,其特征在于,所述空腔(5)具有至多5mm的深度和/或以至少50μm的深度伸展到基板(1)中。
36.根据权利要求34所述的由包括玻璃或玻璃陶瓷的脆硬材料制成的基板,其特征在于,所述空腔(5)具有至多5mm的深度和/或以至少100μm的深度伸展到基板(1)中。
37.根据权利要求34所述的由包括玻璃或玻璃陶瓷的脆硬材料制成的基板,其特征在于,所述空腔(5)具有至多5mm的深度和/或以至少200μm的深度伸展到基板(1)中。
38.根据权利要求34至37中任一项所述的由包括玻璃或玻璃陶瓷的脆硬材料制成的基板,其特征在于,所述空腔(5)的壁相对于所述基板(1)的相邻侧面的锥角位于90°+/-5°的范围内。
39.根据权利要求34至37中任一项所述的由包括玻璃或玻璃陶瓷的脆硬材料制成的基板,其特征在于,所述空腔(5)的壁相对于所述基板(1)的相邻侧面的锥角位于90°+/-3°的范围内。
40.根据权利要求34至37中任一项所述的由包括玻璃或玻璃陶瓷的脆硬材料制成的基板,其特征在于,所述空腔(5)的壁相对于所述基板(1)的相邻侧面的锥角位于90°+/-1°的范围内。
41.根据权利要求34至37中任一项所述的由包括玻璃或玻璃陶瓷的脆硬材料制成的基板,其特征在于,所述空腔(5)包括至少两个具有不同深度的区域。
42.根据权利要求34至37中任一项所述的由包括玻璃或玻璃陶瓷的脆硬材料制成的基板,其特征在于至少一个通孔,其具有带有圆顶形凹部的壁。
43.根据权利要求34至37中任一项所述的由包括玻璃或玻璃陶瓷的脆硬材料制成的基板,其特征在于,所述空腔(5)的所述底面也具有带有圆顶形凹部的结构。
44.一种微流体单元,其具有玻璃元件(200)形式的基板(1),所述玻璃元件具有至少一个根据权利要求1至30中任一项所述的在由脆硬材料制成的基板中产生空腔的方法产生的空腔(5)。
45.根据权利要求44所述的微流体单元,其中,所述空腔(5)面向其打开的所述玻璃元件(200)的侧面与一个玻璃部件连接,从而空腔(5)被所述玻璃部件封闭并形成夹在具有空腔(5)的玻璃元件(200)和所述玻璃部件之间的引导液体空腔,其中,具有空腔(5)的玻璃元件(200)和所述玻璃部件借助于粘合剂层被连接起来,其中,所述粘合剂层具有围绕空腔(5)的开口空出的区域,从而所述空腔的壁的由所述玻璃部件形成的部分被从粘合剂层中空出并且通过封闭所述空腔的所述玻璃部件的材料形成。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202310008556.4A CN115922114A (zh) | 2018-04-27 | 2019-04-26 | 用于在由脆硬材料制成的基板的体积中产生微结构的方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102018110211.9A DE102018110211A1 (de) | 2018-04-27 | 2018-04-27 | Verfahren zum Erzeugen feiner Strukturen im Volumen eines Substrates aus sprödharten Material |
| DE102018110211.9 | 2018-04-27 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202310008556.4A Division CN115922114A (zh) | 2018-04-27 | 2019-04-26 | 用于在由脆硬材料制成的基板的体积中产生微结构的方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN110405369A CN110405369A (zh) | 2019-11-05 |
| CN110405369B true CN110405369B (zh) | 2023-01-24 |
Family
ID=68205389
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201910344052.3A Active CN110405369B (zh) | 2018-04-27 | 2019-04-26 | 用于在由脆硬材料制成的基板的体积中产生微结构的方法 |
| CN202310008556.4A Pending CN115922114A (zh) | 2018-04-27 | 2019-04-26 | 用于在由脆硬材料制成的基板的体积中产生微结构的方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202310008556.4A Pending CN115922114A (zh) | 2018-04-27 | 2019-04-26 | 用于在由脆硬材料制成的基板的体积中产生微结构的方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (3) | US11534754B2 (zh) |
| JP (2) | JP7562242B2 (zh) |
| KR (1) | KR20190125224A (zh) |
| CN (2) | CN110405369B (zh) |
| DE (1) | DE102018110211A1 (zh) |
| TW (1) | TWI791824B (zh) |
Families Citing this family (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102018110211A1 (de) * | 2018-04-27 | 2019-10-31 | Schott Ag | Verfahren zum Erzeugen feiner Strukturen im Volumen eines Substrates aus sprödharten Material |
| JP7139886B2 (ja) * | 2018-10-30 | 2022-09-21 | Agc株式会社 | 孔を有するガラス基板の製造方法、およびアニール用ガラス積層体 |
| DE102020105540A1 (de) * | 2019-10-11 | 2021-04-15 | Trumpf Laser- Und Systemtechnik Gmbh | Optisches Stanzen von Mikrolöchern in Dünnglas |
| JP2023015410A (ja) * | 2019-11-07 | 2023-02-01 | 株式会社エンプラス | 貫通孔パターンの形成されたガラス板、その製造方法、及び、マイクロ流路チップ |
| DE102020114195A1 (de) | 2020-05-27 | 2021-12-02 | Lpkf Laser & Electronics Aktiengesellschaft | Verfahren zum Einbringen einer Ausnehmung in ein Substrat |
| WO2022022873A1 (de) * | 2020-07-28 | 2022-02-03 | Lpkf Laser & Electronics Ag | Substrat aus glas und ein verfahren zu seiner herstellung |
| JP7679688B2 (ja) | 2020-07-28 | 2025-05-20 | Agc株式会社 | ガラス部材 |
| US20220073427A1 (en) * | 2020-09-04 | 2022-03-10 | Schott Ag | Method of surface structuring a substrate body and substrate body |
| DE102020126856A1 (de) * | 2020-10-13 | 2022-04-14 | Schott Ag | Glaselement mit strukturierter Wandung und Verfahren zu dessen Herstellung |
| EP3984970A1 (en) * | 2020-10-14 | 2022-04-20 | Schott Ag | Method for processing glass by alkaline etching |
| EP4011846A1 (en) * | 2020-12-09 | 2022-06-15 | Schott Ag | Method of structuring a glass element and structured glass element produced thereby |
| KR20230001029A (ko) * | 2021-06-25 | 2023-01-04 | 삼성디스플레이 주식회사 | 커버 윈도우 제조 시스템 및 커버 윈도우 제조 방법 |
| DE102022104180A1 (de) | 2022-02-22 | 2023-08-24 | Schott Ag | Abschirmmaske für ionisierende Streustrahlung und Verfahren zu dessen Herstellung |
| DE102022110353A1 (de) | 2022-04-28 | 2023-11-02 | Trumpf Laser- Und Systemtechnik Gmbh | Verfahren zur Trennung eines Werkstücks |
| DE102022112386A1 (de) | 2022-05-17 | 2023-11-23 | Schott Ag | Flexibles Glaselement und Verfahren zu dessen Herstellung |
| DE102022113107B4 (de) | 2022-05-24 | 2024-02-01 | Schott Ag | Aufnahme für ein Lichtleiterbündel, Verfahren und Zwischenprodukt zu dessen Herstellung |
| DE102022114645A1 (de) | 2022-06-10 | 2023-12-21 | Trumpf Laser Gmbh | Verfahren und Vorrichtung zum Verarbeiten mindestens eines Teilbereichs eines Schichtsystems |
| DE102022114646A1 (de) | 2022-06-10 | 2023-12-21 | Trumpf Laser Gmbh | Verfahren und Vorrichtung zum Verarbeiten mindestens eines Teilbereichs eines Schichtsystems |
| EP4344619A1 (en) * | 2022-09-29 | 2024-04-03 | Schott Ag | Laser welded enclosure for electronics, circuitry or sensors |
| DE102022130575A1 (de) * | 2022-11-18 | 2024-05-23 | Schott Ag | Verfahren zum Strukturieren von Glaselementen durch Ätzen mit hohen Ätzraten |
| DE102022130976B3 (de) | 2022-11-23 | 2023-11-30 | Lpkf Laser & Electronics Aktiengesellschaft | Monolithische Membran aus Glas, Doppel-Vertikalmembran-Anordnung, mikromechanische Federstruktur und zugehöriges Herstellungsverfahren |
| DE102023115623A1 (de) * | 2023-06-15 | 2024-12-19 | Schott Ag | Glaselement und System zur Untersuchung von biologischem Material sowie Verfahren zu dessen Herstellung |
| DE102023126355A1 (de) * | 2023-09-27 | 2025-03-27 | Schott Ag | Verfahren zur Herstellung von ultradünnen Glaselementen und verfahrensgemäß hergestelltes Glaselement sowie deren Verwendung |
| WO2025122346A1 (en) * | 2023-12-06 | 2025-06-12 | Corning Incorporated | Methods for forming fiducial marks on glass-based substrates |
Family Cites Families (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6167910B1 (en) * | 1998-01-20 | 2001-01-02 | Caliper Technologies Corp. | Multi-layer microfluidic devices |
| US6857449B1 (en) * | 1998-01-20 | 2005-02-22 | Caliper Life Sciences, Inc. | Multi-layer microfluidic devices |
| JP2001089198A (ja) * | 1999-09-22 | 2001-04-03 | Asahi Glass Co Ltd | 半導体装置用石英ガラス治具およびその製造方法 |
| KR100460769B1 (ko) | 2001-11-19 | 2004-12-08 | 홍석인 | 스크린프린트법을 이용한 바이오마이크로시스템용미세유체 흐름관 제작 방법 |
| CA2428187C (en) * | 2002-05-08 | 2012-10-02 | National Research Council Of Canada | Method of fabricating sub-micron structures in transparent dielectric materials |
| JP2005152693A (ja) * | 2003-11-20 | 2005-06-16 | Seiko Epson Corp | 構造体の製造方法、液滴吐出ヘッド、液滴吐出装置 |
| US9138913B2 (en) * | 2005-09-08 | 2015-09-22 | Imra America, Inc. | Transparent material processing with an ultrashort pulse laser |
| EP1990125B1 (en) * | 2006-02-22 | 2011-10-12 | Nippon Sheet Glass Company, Limited | Glass processing method using laser |
| JP5026816B2 (ja) * | 2007-02-26 | 2012-09-19 | 東ソー・クォーツ株式会社 | 石英ガラス治具及びその製造方法 |
| US8173038B2 (en) | 2008-04-18 | 2012-05-08 | Corning Incorporated | Methods and systems for forming microstructures in glass substrates |
| US20110207323A1 (en) * | 2010-02-25 | 2011-08-25 | Robert Ditizio | Method of forming and patterning conformal insulation layer in vias and etched structures |
| DE102010002991A1 (de) | 2010-03-18 | 2011-09-22 | Robert Bosch Gmbh | Verfahren zur Herstellung einer mikrofluidischen Vorrichtung |
| DE102011085371B4 (de) | 2011-10-28 | 2020-03-26 | Robert Bosch Gmbh | Lab-on-Chip und Herstellungsverfahren für einen Lab-on-Chip |
| JP6422197B2 (ja) | 2012-03-13 | 2018-11-14 | 株式会社朝日Fr研究所 | マイクロ化学チップを製造する方法 |
| EP2719460B1 (en) | 2012-10-12 | 2016-12-14 | Sony DADC Austria AG | Microfluidic devices |
| KR101469506B1 (ko) * | 2013-03-05 | 2014-12-05 | 한국세라믹기술원 | 강도가 개선된 화학강화유리의 제조방법 |
| DE102013103370A1 (de) | 2013-04-04 | 2014-10-09 | Lpkf Laser & Electronics Ag | Verfahren zum Einbringen von Durchbrechungen in ein Glassubstrat sowie ein derart hergestelltes Glassubstrat |
| CN105474018B (zh) | 2013-08-23 | 2018-01-23 | 株式会社朝日精细橡胶研究所 | 微量化学芯片和反应装置 |
| US9517929B2 (en) * | 2013-11-19 | 2016-12-13 | Rofin-Sinar Technologies Inc. | Method of fabricating electromechanical microchips with a burst ultrafast laser pulses |
| US20150165563A1 (en) | 2013-12-17 | 2015-06-18 | Corning Incorporated | Stacked transparent material cutting with ultrafast laser beam optics, disruptive layers and other layers |
| US10293436B2 (en) * | 2013-12-17 | 2019-05-21 | Corning Incorporated | Method for rapid laser drilling of holes in glass and products made therefrom |
| CN105848773A (zh) | 2013-12-27 | 2016-08-10 | 株式会社朝日精细橡胶研究所 | 三维微型化学芯片 |
| CN103992948B (zh) | 2014-05-30 | 2016-11-02 | 南京农业大学 | 一种用于细胞迁移研究的微纳流控器件 |
| TW201546005A (zh) * | 2014-06-09 | 2015-12-16 | Wintek Corp | 覆蓋板與其製造方法 |
| KR20170044143A (ko) * | 2014-09-16 | 2017-04-24 | 엘피케이에프 레이저 앤드 일렉트로닉스 악티엔게젤샤프트 | 판 모양의 작업물 안으로 적어도 하나의 컷아웃부 또는 구멍을 도입하기 위한 방법 |
| DE102014113339A1 (de) * | 2014-09-16 | 2016-03-17 | Lpkf Laser & Electronics Ag | Verfahren zur Erzeugung von Ausnehmungen in einem Material |
| WO2016114934A1 (en) * | 2015-01-13 | 2016-07-21 | Rofin-Sinar Technologies Inc. | Method and system for scribing brittle material followed by chemical etching |
| US10876089B2 (en) * | 2016-10-05 | 2020-12-29 | Boyang Zhang | Apparatus and method for high-fidelity podocyte cultivation |
| TW202441595A (zh) * | 2017-07-24 | 2024-10-16 | 美商康寧公司 | 精密結構玻璃物件、積體電路封裝、光學元件、微流體元件及其製造方法 |
| DE102018110211A1 (de) * | 2018-04-27 | 2019-10-31 | Schott Ag | Verfahren zum Erzeugen feiner Strukturen im Volumen eines Substrates aus sprödharten Material |
-
2018
- 2018-04-27 DE DE102018110211.9A patent/DE102018110211A1/de active Pending
-
2019
- 2019-04-26 KR KR1020190049154A patent/KR20190125224A/ko active Pending
- 2019-04-26 JP JP2019085719A patent/JP7562242B2/ja active Active
- 2019-04-26 CN CN201910344052.3A patent/CN110405369B/zh active Active
- 2019-04-26 US US16/395,569 patent/US11534754B2/en active Active
- 2019-04-26 CN CN202310008556.4A patent/CN115922114A/zh active Pending
- 2019-04-26 TW TW108114740A patent/TWI791824B/zh active
-
2022
- 2022-08-23 US US17/893,860 patent/US12172157B2/en active Active
-
2023
- 2023-08-25 JP JP2023137349A patent/JP2023164878A/ja active Pending
-
2024
- 2024-10-23 US US18/924,649 patent/US20250050329A1/en active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| TWI791824B (zh) | 2023-02-11 |
| US20190329251A1 (en) | 2019-10-31 |
| JP7562242B2 (ja) | 2024-10-07 |
| JP2023164878A (ja) | 2023-11-14 |
| US20250050329A1 (en) | 2025-02-13 |
| CN115922114A (zh) | 2023-04-07 |
| DE102018110211A1 (de) | 2019-10-31 |
| KR20190125224A (ko) | 2019-11-06 |
| JP2019214507A (ja) | 2019-12-19 |
| US12172157B2 (en) | 2024-12-24 |
| CN110405369A (zh) | 2019-11-05 |
| US11534754B2 (en) | 2022-12-27 |
| US20220401953A1 (en) | 2022-12-22 |
| TW201945313A (zh) | 2019-12-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110405369B (zh) | 用于在由脆硬材料制成的基板的体积中产生微结构的方法 | |
| US11148225B2 (en) | Method for rapid laser drilling of holes in glass and products made therefrom | |
| KR102115651B1 (ko) | 구조화된 판형 유리 소자 및 이의 제조 방법 | |
| JP6276682B2 (ja) | 電気機械チップを作成する方法 | |
| KR101857335B1 (ko) | 기판 안으로 관통 개구부들을 도입하기 위한 방법 및 장치, 그리고 이렇게 제조된 기판 | |
| TWI568525B (zh) | Laser processing method | |
| KR101940334B1 (ko) | 레이저 가공 방법 | |
| CN106132627A (zh) | 用于对脆性材料进行划割并随后进行化学蚀刻的方法和系统 | |
| US20230311248A1 (en) | Glass element with structured wall and method for the production thereof | |
| KR20230084606A (ko) | 판 모양의 작업물 안으로 적어도 하나의 컷아웃부 또는 구멍을 도입하기 위한 방법 | |
| TWI673239B (zh) | 微孔陣列及其製造方法 | |
| JP7478255B2 (ja) | 凹部を基板中に生成するための方法 | |
| TW201334904A (zh) | 被加工物之分斷方法及具有光學元件圖案之基板的分斷方法 | |
| JP2005152693A (ja) | 構造体の製造方法、液滴吐出ヘッド、液滴吐出装置 | |
| KR20190125204A (ko) | 미세유체 셀 및 이의 제조 방법 | |
| CN114746373A (zh) | 一体式玻璃反应容器、制造方法和分析方法 | |
| CN116685562A (zh) | 减少玻璃元件上凸起结构的方法和根据该方法制造的玻璃元件 | |
| CN116621463B (zh) | 一种孔结构形成方法 | |
| KR101285717B1 (ko) | 극초단 펄스 레이저를 응용한 고종횡비 미세 형상 가공 장치 | |
| JP2013193022A (ja) | 蛍光体塗布ノズル板、蛍光体塗布ノズル、および蛍光体塗布ノズル板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |