CN110337347B - 金属粘结磨料制品及制备金属粘结磨料制品的方法 - Google Patents
金属粘结磨料制品及制备金属粘结磨料制品的方法 Download PDFInfo
- Publication number
- CN110337347B CN110337347B CN201880014168.4A CN201880014168A CN110337347B CN 110337347 B CN110337347 B CN 110337347B CN 201880014168 A CN201880014168 A CN 201880014168A CN 110337347 B CN110337347 B CN 110337347B
- Authority
- CN
- China
- Prior art keywords
- metal
- abrasive article
- particles
- metal bond
- coating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
- B24D3/02—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent
- B24D3/04—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially inorganic
- B24D3/06—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially inorganic metallic or mixture of metals with ceramic materials, e.g. hard metals, "cermets", cements
- B24D3/10—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially inorganic metallic or mixture of metals with ceramic materials, e.g. hard metals, "cermets", cements for porous or cellular structure, e.g. for use with diamonds as abrasives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/16—Metallic particles coated with a non-metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/17—Metallic particles coated with metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/18—Non-metallic particles coated with metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/28—Powder bed fusion, e.g. selective laser melting [SLM] or electron beam melting [EBM]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/60—Treatment of workpieces or articles after build-up
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
- B22F7/06—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools
- B22F7/08—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools with one or more parts not made from powder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D11/00—Constructional features of flexible abrasive materials; Special features in the manufacture of such materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D18/00—Manufacture of grinding tools or other grinding devices, e.g. wheels, not otherwise provided for
- B24D18/0009—Manufacture of grinding tools or other grinding devices, e.g. wheels, not otherwise provided for using moulds or presses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D18/00—Manufacture of grinding tools or other grinding devices, e.g. wheels, not otherwise provided for
- B24D18/0027—Manufacture of grinding tools or other grinding devices, e.g. wheels, not otherwise provided for by impregnation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
- B24D3/02—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent
- B24D3/04—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially inorganic
- B24D3/06—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially inorganic metallic or mixture of metals with ceramic materials, e.g. hard metals, "cermets", cements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D5/00—Bonded abrasive wheels, or wheels with inserted abrasive blocks, designed for acting only by their periphery; Bushings or mountings therefor
- B24D5/02—Wheels in one piece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D5/00—Bonded abrasive wheels, or wheels with inserted abrasive blocks, designed for acting only by their periphery; Bushings or mountings therefor
- B24D5/10—Bonded abrasive wheels, or wheels with inserted abrasive blocks, designed for acting only by their periphery; Bushings or mountings therefor with cooling provisions, e.g. with radial slots
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D5/00—Bonded abrasive wheels, or wheels with inserted abrasive blocks, designed for acting only by their periphery; Bushings or mountings therefor
- B24D5/14—Zonally-graded wheels; Composite wheels comprising different abrasives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D7/00—Bonded abrasive wheels, or wheels with inserted abrasive blocks, designed for acting otherwise than only by their periphery, e.g. by the front face; Bushings or mountings therefor
- B24D7/06—Bonded abrasive wheels, or wheels with inserted abrasive blocks, designed for acting otherwise than only by their periphery, e.g. by the front face; Bushings or mountings therefor with inserted abrasive blocks, e.g. segmental
- B24D7/066—Grinding blocks; their mountings or supports
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09K—MATERIALS FOR MISCELLANEOUS APPLICATIONS, NOT PROVIDED FOR ELSEWHERE
- C09K3/00—Materials not provided for elsewhere
- C09K3/14—Anti-slip materials; Abrasives
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/04—Making non-ferrous alloys by powder metallurgy
- C22C1/05—Mixtures of metal powder with non-metallic powder
- C22C1/051—Making hard metals based on borides, carbides, nitrides, oxides or silicides; Preparation of the powder mixture used as the starting material therefor
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C26/00—Alloys containing diamond or cubic or wurtzitic boron nitride, fullerenes or carbon nanotubes
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C32/00—Non-ferrous alloys containing at least 5% by weight but less than 50% by weight of oxides, carbides, borides, nitrides, silicides or other metal compounds, e.g. oxynitrides, sulfides, whether added as such or formed in situ
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/30—Process control
- B22F10/34—Process control of powder characteristics, e.g. density, oxidation or flowability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/30—Process control
- B22F10/36—Process control of energy beam parameters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/30—Process control
- B22F10/36—Process control of energy beam parameters
- B22F10/366—Scanning parameters, e.g. hatch distance or scanning strategy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/60—Treatment of workpieces or articles after build-up
- B22F10/64—Treatment of workpieces or articles after build-up by thermal means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/10—Auxiliary heating means
- B22F12/17—Auxiliary heating means to heat the build chamber or platform
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/40—Radiation means
- B22F12/41—Radiation means characterised by the type, e.g. laser or electron beam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2301/00—Metallic composition of the powder or its coating
- B22F2301/05—Light metals
- B22F2301/052—Aluminium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2301/00—Metallic composition of the powder or its coating
- B22F2301/05—Light metals
- B22F2301/058—Magnesium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2301/00—Metallic composition of the powder or its coating
- B22F2301/15—Nickel or cobalt
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2301/00—Metallic composition of the powder or its coating
- B22F2301/20—Refractory metals
- B22F2301/205—Titanium, zirconium or hafnium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2301/00—Metallic composition of the powder or its coating
- B22F2301/25—Noble metals, i.e. Ag Au, Ir, Os, Pd, Pt, Rh, Ru
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2301/00—Metallic composition of the powder or its coating
- B22F2301/35—Iron
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2302/00—Metal Compound, non-Metallic compound or non-metal composition of the powder or its coating
- B22F2302/10—Carbide
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2302/00—Metal Compound, non-Metallic compound or non-metal composition of the powder or its coating
- B22F2302/20—Nitride
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
- B22F2998/10—Processes characterised by the sequence of their steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y40/00—Auxiliary operations or equipment, e.g. for material handling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y70/00—Materials specially adapted for additive manufacturing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Abstract
本发明公开了金属粘结磨料制品及经由聚焦束来制备金属粘结磨料制品的方法。在一方面,金属粘结磨料制品包含金属粘结剂材料,该材料具有保持在其中的磨料颗粒,其中磨料颗粒具有设置在其上的至少一个涂层。涂层包含金属、金属氧化物、金属碳化物、金属氮化物、准金属或者它们的组合物,并且至少一个涂层具有0.5微米或更大的平均厚度。金属粘结磨料制品包含彼此直接地粘结的多个层。由方法制备的金属粘结磨料制品可以包括具有弧形或曲折的冷却通道的磨料制品、砂瓦、砂轮和旋转牙科工具。还提供了方法,该方法包括由具有一个或多个处理器的制造装置来接收包括指定金属粘结磨料制品的数据的数字对象;以及基于数字对象,利用制造装置通过增材制造工艺来生成金属粘结磨料制品。还提供了系统,该系统包括显示器,其显示金属粘结磨料制品的3D模型;以及一个或多个处理器,其响应于用户选择的3D模型,使得3D打印机创建金属粘结磨料制品的物理对象。
Description
技术领域
本公开广义上涉及具有在金属粘结基质中的磨料颗粒的磨料制品、及制备此类制品的方法。
背景技术
传统地,通过将磨料砂粒(如金刚石、氧化铝、立方氮化硼或其它磨粒)与金属粉末或合金(例如,钨、钴、镍、青铜、铜、锡、锌、铁、不锈钢、银或其它)或填料粉末(例如,碳化物、氧化物、石墨)及它们的组合加以混合而制造金属粘结磨料部件。可添加造孔剂和临时粘结剂。然后,将该混合物引入已用脱模剂喷涂的模具中。
在一种工艺类型(类型1)中,将模具按压在冷压力机上,从而将粉末保持在它们的位置并避免任何相对移动。然后,将模具置于炉中,根据混合料将该炉加热到足够的温度达充分的时间,并再次按压在冷压力机上直至获得所要求的尺寸。可以在热压型机上直接地一起完成加热和加压,共同地加压和加温。在这种情况下,该加热过程可以是感应加热、对流加热、焦耳效应加热、辐射加热等。烧结过程是直接地在模具中完成。当完成时并且在充分冷却后,将该部件脱模。
在另一工艺类型(类型2)中,然后在压力机中挤压模具,以形成模制生坯。然后将该生坯从模具中顶出,并随后在炉中在高温下、通常在还原气氛或中性气氛中煅烧,以对该金属组成的部件进行烧结,或者用熔融的金属灌注该生坯。
在这两种工艺类型中,烧结可以在具有液相或者具有熔融相的稳态中进行,所述稳态如Randall M Germany在《Sintering:from Empirical Observations to ScientificPrinciples》(Elsevier-2014)中所描述的那样。
发明内容
在第一方面,提供了一种金属粘结磨料制品。该金属粘结磨料制品包含金属粘结剂材料,所述金属粘结剂材料具有保持在其中的磨料颗粒,其中磨料颗粒具有设置在其上的至少一个涂层。该涂层包含金属、金属氧化物、金属碳化物、金属氮化物、准金属或者它们的组合物,并且该至少一个涂层具有0.5微米或更大的平均厚度。金属粘结磨料制品包含彼此直接地粘结的多个层。
在第二方面,提供了一种制备金属粘结磨料制品的方法。该方法按顺序包括步骤,包括a)子工艺,所述子工艺按顺序包括:i)在区域中沉积松散粉末颗粒层;以及ii)用聚焦束的照射来选择性地处理松散粉末颗粒层的区域,以使粉末颗粒粘结在一起。松散粉末颗粒包括金属粘结剂颗粒和经涂覆的磨料颗粒。松散粉末颗粒层具有大致均一的厚度。该方法还包括b)独立地实施步骤a)多次以生成金属粘结磨料制品,所述金属粘结磨料制品包含粘结粉末颗粒和其余的松散粉末颗粒,其中在每个步骤a)中,所述松散粉末颗粒是独立地选择的。该方法还包括c)将大致所有其余的松散粉末颗粒与所述金属粘结磨料制品分离。金属粘结磨料制品包含保持在金属粘结剂材料中的所述经涂覆的磨料颗粒。
在第三方面,提供了另一种制造金属粘结磨料制品的方法。该方法包括按顺序步骤,包括a)子工艺,所述子工艺按顺序包括:i)在区域中沉积松散粉末颗粒层;以及ii)用聚焦束的照射来选择性地处理松散粉末颗粒层的区域,以使粉末颗粒粘结在一起。松散粉末颗粒包括较高熔点金属粘结剂颗粒和经涂覆的磨料颗粒。松散粉末颗粒层具有大致均一的厚度。该方法还包括b)独立地实施步骤a)多次以生成磨料制品预成形件,所述磨料制品预成形件包含粘结粉末颗粒和其余的松散粉末颗粒,其中在每个步骤a)中,所述松散粉末颗粒是独立地选择的。该方法也包括c)包括将大致所有其余的松散粉末颗粒与磨料制品预成形件分离。此外,该方法包括d)用熔融的较低熔点金属灌注磨料制品预成形件,其中较高熔点金属粘结剂颗粒中的至少一些在与熔融的较低熔点金属接触时不完全熔融;以及e)使熔融的较低熔点金属固化,以提供金属粘结磨料制品。
在第四方面,提供了另一种制造金属粘结磨料制品的方法。该方法按顺序包括步骤,包括a)子工艺,所述子工艺按顺序包括:i)在区域中沉积松散粉末颗粒层;松散粉末颗粒包括较高熔点金属粘结剂颗粒、较低熔点金属粘结剂颗粒、和经涂覆的磨料颗粒。松散粉末颗粒层具有大致均一的厚度。子工艺也包括ii)用聚焦束的照射来选择性地处理松散粉末颗粒层的区域,以使较低熔点金属粘结剂颗粒熔融,但不使较高熔点金属粘结剂颗粒熔融,并且使粉末颗粒粘结在一起。该方法还包括b)独立地实施步骤a)多次以生成金属粘结磨料制品,所述金属粘结磨料制品包含粘结粉末颗粒和其余的松散粉末颗粒。在每个步骤a)中,所述松散粉末颗粒是独立地选择的。该方法另外地包括将大致所有其余的松散粉末颗粒与所述金属粘结磨料制品分离。金属粘结磨料制品包含保持在金属粘结剂材料中的所述经涂覆的磨料颗粒。
在第五方面,本公开提供了一种非暂态机器可读介质。该非暂态机器可读介质具有表示金属粘结磨料制品的三维模型的数据,当由与3D打印机对接的一个或多个处理器访问时,使得3D打印机创建金属粘结磨料制品。该金属粘结磨料制品包含金属粘结剂材料,所述金属粘结剂材料具有保持在其中的磨料颗粒,其中磨料颗粒具有设置在其上的至少一个涂层。该涂层包含金属、金属氧化物、金属碳化物、金属氮化物、准金属或者它们的组合物,并且该至少一个涂层具有0.5微米或更大的平均厚度。金属粘结磨料制品包含彼此直接地粘结的多个层。
在第六方面,本公开提供了一种方法。该方法包括从非暂态机器可读介质检索表示金属粘结磨料制品的3D模型的数据;该金属粘结磨料制品包含金属粘结剂材料,所述金属粘结剂材料具有保持在其中的磨料颗粒,其中磨料颗粒具有设置在其上的至少一个涂层。该涂层包含金属、金属氧化物、金属碳化物、金属氮化物、准金属或者它们的组合物,并且该至少一个涂层具有0.5微米或更大的平均厚度。方法另外包括由一个或多个处理器使用该数据来执行与制造装置对接的增材制造应用程序;以及由制造装置生成金属粘结磨料制品的物理对象。
在第七方面,提供了另一种形成金属粘结磨料制品的方法。该方法包括由具有一个或多个处理器的制造装置来接收包括数据的数字对象,所述数据指定金属粘结磨料制品的多个层。该金属粘结磨料制品包含金属粘结剂材料,所述金属粘结剂材料具有保持在其中的磨料颗粒,其中磨料颗粒具有设置在其上的至少一个涂层。该涂层包含金属、金属氧化物、金属碳化物、金属氮化物、准金属或者它们的组合物,并且该至少一个涂层具有0.5微米或更大的平均厚度。该方法还包括基于数字对象,利用制造装置通过增材制造工艺来生成金属粘结磨料制品。
在第八方面,提供一种制造金属粘结磨料制品预成形件的方法。该方法包括由具有一个或多个处理器的制造装置来接收包括数据的数字对象,所述数据指定金属粘结磨料制品的多个层。该方法还包括基于数字对象,利用制造装置通过增材制造工艺来生成金属粘结磨料制品的金属粘结磨料制品预成形件。增材制造工艺按顺序包括步骤,包括a)子工艺,所述子工艺按顺序包括:i)在区域中沉积松散粉末颗粒层;以及ii)用聚焦束的照射来选择性地处理松散粉末颗粒层的区域,以使粉末颗粒粘结在一起。松散粉末颗粒包括较高熔点金属粘结剂颗粒和经涂覆的磨料颗粒。松散粉末颗粒层具有大致均一的厚度。该方法还包括b)独立地实施步骤a)多次以生成磨料制品预成形件,所述磨料制品预成形件包含粘结粉末颗粒和其余的松散粉末颗粒,其中在每个步骤a)中,所述松散粉末颗粒是独立地选择的。该方法也包括c)包括将大致所有其余的松散粉末颗粒与磨料制品预成形件分离。任选地,该方法还包括:d)用熔融的较低熔点金属灌注磨料制品预成形件,其中较高熔点金属粘结剂颗粒中的至少一些在与熔融的较低熔点金属接触时不完全熔融;以及e)使熔融的较低熔点金属固化,以提供金属粘结磨料制品。
在第九方面,本公开提供了一种系统。该系统包括显示器,该显示器显示金属粘结磨料制品的3D模型;和一个或多个处理器,所述一个或多个处理器响应于用户选择的3D模型,使得3D打印机创建金属粘结磨料制品的物理对象。该金属粘结磨料制品包含金属粘结剂材料,所述金属粘结剂材料具有保持在其中的磨料颗粒,其中磨料颗粒具有设置在其上的至少一个涂层。该涂层包含金属、金属氧化物、金属碳化物、金属氮化物、准金属或者它们的组合物,并且该至少一个涂层具有0.5微米或更大的平均厚度。
在考虑具体实施方式以及所附权利要求书时,将进一步理解本公开的特征和优点。
附图说明
图1是可根据本公开制备的示例性金属粘结制品的示意性横截面侧视图。
图2是根据本公开的金属粘结磨料制品的内部的光学显微镜图像。
图3是根据现有技术的金属粘结磨料制品的内部的光学显微镜图像。
图4是根据本公开的另一个金属粘结磨料制品的内部的光学显微镜图像。
图5是可根据本公开的方法制备的示例性牙钻500的示意性透视图。
图6是可根据本公开制备的示例性金属粘结砂轮600的示意性横截面顶视图。
图7是可根据本公开制备的示例性金属粘结砂轮700的示意性横截面顶视图。
图8为可根据本公开制备的示例性金属粘结砂瓦800的示意性透视图。
图9为可根据本公开制备的示例性金属粘结砂轮900的示意性透视图。
图10是制备根据本公开的金属粘结磨料制品的方法的示意性工艺流程图。
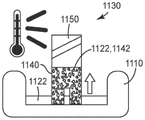
图11A是容纳金属颗粒的灌注托盘和待被置于灌注托盘中的金属粘结磨料制品的示意性横截面侧视图。
图11B是在灌注托盘中使用熔融金属所灌注的金属粘结磨料制品的示意性横截面侧视图。
图12是根据本公开所制造的示例性灌注金属粘结磨料制品在已将其从灌注托盘中取出之后的立体图。
图13是根据本公开所制造的示例性双六边段的顶视图;
图14A是根据本公开可制造的具有带中心开口的圆形形状的三个示例性金属粘结磨料制品的示意性立体图。
图14B是图14A的示例性金属粘结磨料制品中的一个的带槽表面的一部分的示意性立体图。
图15是根据本公开所制造的、具有轮缘段形状的示例性金属粘结磨料制品的示意性立体图。
图16A是根据本公开所制造的、直接地形成于金属销钉上的四个示例性牙钻的立体图。
图16B是根据本公开所制造的示例性带凹槽牙钻的立体图;
图17A是根据本公开的、用于将示例性金属粘结磨料制品直接打印到支撑件上的平台的立体图。
图17B是根据本公开的用于将示例性金属粘结磨料制品直接打印到支撑件上的平台的一部分的立体图,包括设置在平台中的图16A的四个示例性牙钻。
图18是根据本公开所制造的示例性牙钻及对照牙钻的切削率相对于时间的曲线图。
图19是根据本公开所制造的示例性牙钻及对照牙钻的累积切削质量相对于时间的曲线图。
图20是根据本公开可制造的示例性杯形磨轮的示意性立体图。
图21是根据本公开所制造的、用铜和银纳米颗粒涂覆的示例性金刚石的立体图。
图22是根据本公开所制造的、打印在不锈钢构建板上的两个示例性砂轮的立体图。
图23为用于制品的增材制造的通用系统2300的框图。
图24是金属粘结磨料制品的通用制造工艺的框图。
图25为示例性制品制造工艺的高级流程图。
图26为示例性制品增材制造工艺的高级流程图。
图27为示例性计算装置2700的示意性前视图。
在说明书和附图中重复使用的参考符号旨在表示本公开的相同或类似的特征结构或元件。附图可能未按比例绘制。应当理解,本领域的技术人员可以设计出许多落入本公开原理的范围内及符合本公开原理的实质的其它修改形式和实施方案。附图可不按比例绘制。
具体实施方式
本公开提供金属粘结磨料制品及制造金属粘结磨料制品的方法。所述方法包括增材制造方法,其具有相对于模压成形方法的优点,诸如能够制造在模具中不可能制造的独特形状。
在第一方面,提供了一种金属粘结磨料制品。该金属粘结磨料制品包含金属粘结剂材料,所述金属粘结剂材料具有保持在其中的磨料颗粒,其中磨料颗粒具有设置在其上的至少一个涂层。该涂层包含金属、金属氧化物、金属碳化物、金属氮化物、准金属或者它们的组合物,并且该至少一个涂层具有0.5微米或更大的平均厚度。金属粘结磨料制品包含彼此直接地粘结的多个层。更具体地,参见图1,金属粘结磨料制品10包含具有保持在其中的磨料颗粒4的金属粘结剂材料2,其中磨料颗粒4包含设置在其上的至少一个涂层6,该涂层包含金属、金属氧化物、金属碳化物、金属氮化物或者它们的组合物,其中至少一个涂层6包含0.5微米或更大的平均厚度,并且其中金属粘结磨料制品6包含彼此直接地粘结的多个层3、5、7。可对磨料颗粒进行涂覆,例如在美国专利申请公布2008/0187769A1(Huzinec)或美国专利2,367,404(Kott)中所描述。
如图1中所示,例如通过在制品的制造期间将涂覆颗粒挤压到相邻的层中,特定层的至少部分的涂覆颗粒可最终部分地被定位在相邻的层中。此外,由于经涂覆的颗粒的定位并且/或者由于经涂覆的颗粒具有至少一个大于层厚度的尺寸,因此一些的经涂覆的颗粒可在一层的上半平面上方突出。
在一些实施方案中,磨料颗粒4包含设置在其上的至少两个涂层6a、6b,其中第一涂层6a设置在磨料颗粒表面8与第二涂层6b之间,该第二涂层6b包含金属、金属氧化物、金属碳化物、金属氮化物或准金属。通常,第一涂层6a包含与第二涂层不同的组成。在某些实施方案中,第一涂层6a包含钨、钛、铬、锆、钼、钒、钯、硅、铝、铁、钴、镍或者它们的合金或组合物。常常地,第一涂层被用于提供在磨料颗粒表面与第二涂层之间的增强接触。因此,第一涂层会是薄的,诸如包括1纳米(nm)或更大、2nm或更大、5nm或更大、10nm或更大、15nm或更大、25nm或更大、50nm或更大、100nm或更大、500nm或更大、100nm或更大或者1微米(μm)或更大;以及10μm或更小,8μm或更小,5μm或更小,或2μm或更小。换句话讲,第一涂层可具有在1纳米和10微米之间(包括端值在内)或者在1nm和1μm之间(包括端值在内)的厚度。
可使用如电镀、化学气相沉积或使涂层材料物理气相沉积于磨料颗粒上(例如,在美国专利7,727,931(Brey等人)或美国专利4,612,242(Vesley等人)中)、将来自溶液的涂层材料化学沉积在磨料颗粒上的、或者使磨料颗粒与粉末状涂层材料和粘结剂一起翻滚的方法,在磨料颗粒上形成一个或多个涂层。
当使用采用聚焦能量束的增材制造方法来制造金属粘结磨料制品时,某些磨料颗粒(例如,金刚石)会易于损坏。已经发现,在磨料颗粒表面上使用涂层可使在暴露于聚焦能量束期间被传递到磨料颗粒的热的量最小化。在工艺期间涂层可以以以下多种方式保护磨料颗粒:反射聚焦能量束、吸收能量、和将磨料颗粒与热绝缘。例如,所有金属均以显著的程度反射用于选择性激光熔融(例如,约1064nm)的激光波长,特别是在金属表面为平滑的情况下。因此,甚至具有单个μm厚度的涂层对于激光也不是透明的。被反射掉的光可被周围的金属粉末吸收,但也部分地被反射回到颗粒。其次,涂层也吸收热。相同量的被吸收光较少程度地提高磨料颗粒的温度,因为涂层也必须被加热。最多的能量被相变(例如,涂层的熔融)所消耗。在磨料颗粒被攻击前熔融的涂层(例如,在1000℃1500℃的范围内)会消耗大量能量,这些能量将以另外的方式会加热磨料颗粒。另一方面,当激光第二次到达磨料颗粒时,快速熔融的涂层不能保护磨料颗粒。第三,涂层可以将磨料颗粒与热绝缘,特别是可在磨料颗粒的颗粒表面处升温的较厚涂层,但在激光已继续移动之前并不将该热传导至磨料颗粒。激光在一个点处的通常停留时间小于60μs,并且例如钴的热导率比例如金刚石的热导率低20倍以上。
通常,第二涂层是用于在金属粘结磨料制品的增材制造期间提供对磨料颗粒的保护以免受聚焦能量束的影响。已发现,提供包含至少一种材料的涂层(例如,第二涂层)可以在金属粘结磨料制品的增材制造期间,成功地保护磨料颗粒免受损坏,所述至少一种材料具有1300摄氏度或更高的熔点、250J/kg/K或更大的热容量、200W/m/K或更小的热导率或者它们的组合。在一些实施方案中,第二涂层包含钨、钛、钽、钼、铌、锆、钒、铬、银、铜、硼、铁、镍、钴、硅或者它们的合金或组合物。在某些实施方案中,第二涂层具有100nm或更大、250nm或更大、500nm或更大、750nm或更大、1μm或更大或者2μm或更大的厚度;及50μm或更小、40μm或更小、30μm或更小、25μm或更小、20μm或更小、15μm或更小、10μm或更小或者5μm或更小的波长。换句话讲,第二涂层可具有在100nm和50μm之间(包括端值在内)、在100nm和20nm之间(包括端值在内)或者在25μm和50μm之间(包括端值在内)的厚度。
在一些实施方案中,根据本公开的金属粘结磨料制品的磨料颗粒仅包含一个设置在其上的涂层。参见图1,层5包括磨料颗粒4,该磨料颗粒4在磨料颗粒6的外表面上具有单个涂层6。在此类实施方案中,涂层包含至少一种材料,所述至少一种材料具有1600℃或更高的熔点、400J/kg/K或更大的热容量、100W/m/K或更小的热导率或者它们的组合。因此,单一涂层在金属粘结磨料制品的增材制造期间提供对磨料颗粒的保护,使它们免受至少部分的聚焦能量束的影响。当仅用一个涂层涂覆磨料颗粒时,任选地该涂层包含镍、铜、钛、铬、钨、锆、钼、钒、钯、硅、铁、铝、钴、镍、耐热高温合金或者它们的合金或组合物。如本文所使用的“高温合金”是指由N.S所定义的合金。在斯托洛夫(Stoloff)的《Wrought and PowderMetallurgy(P/M)Superalloys》中,作为基于镍、镍-铁或钴的耐热合金,其表现出机械强度与对表面降解的抗性的组合。(ASM手册,第1卷:性能与选择:铁、钢、和高性能合金,章节:特种钢和耐热性合金,1990年,第950~980页。)由Stoloff所引述的合金包括在该定义中,例如以商品名HASTELLOY从Haynes International公司(科科莫市,印第安纳州)购得的镍-铬-钼合金。通常,单一涂层具有100nm或更大、250nm或更大、500nm或更大、750nm或更大、1μm或更大或者2μm或更大的厚度;以及50μm或更小、40μm或更小、30μm或更小、25μm或更小、20μm或更小、15μm或更小、10μm或更小或者5μm或更小的波长。换句话讲,第二涂层可具有在100nm和50μm之间(包括端值在内)、在100nm和20μm之间(包括端值在内)、在2μm和50μm之间(包括端值在内)或者在20μm和50μm之间(包括端值在内)的厚度。
该磨料颗粒可包括在研磨工业中使用的任何磨料颗粒。优选地,该磨料颗粒具有至少4,优选地至少5,更优选地至少6,更优选地至少7,更优选地至少8,更优选地至少8.5,并且更优选地至少9的莫氏硬度。在某些实施方案中,该磨料颗粒包括超硬磨料颗粒。如本文所用,术语“超硬磨料”是指硬度大于或等于碳化硅(例如,碳化硅、碳化硼、立方氮化硼和金刚石)的硬度的任何磨料颗粒。
合适磨料的具体示例包括氧化铝(例如,α氧化铝)材料(例如,熔融、热处理、陶瓷和/或烧结氧化铝材料)、碳化硅、二硼化钛、氮化钛、碳化硼、碳化钨、碳化钛、氮化铝、金刚石、立方氮化硼、石榴石、熔融氧化铝-氧化锆、溶胶-凝胶衍生的磨粒、氧化铈、氧化锆、氧化钛以及它们的组合物。由溶胶-凝胶得到磨粒的例子可以参见美国专利4,314,827(Leitheiser等人);美国专利4,623,364(Cottringer等人);美国专利4,744,802(Schwabel);美国专利4,770,671(Monroe等人);以及美国专利4,881,951(Monroe等人)。也可使用包含玻璃状粘结基质中的更细的磨料颗粒的附聚磨料颗粒(例如,如美国专利6,551,366(D'Souza等人)所描述的)。在所选择的实施方案中,磨料颗粒粒包含金刚石颗粒、立方氮化硼颗粒或两者。在一些实施方案中,磨料颗粒包含碳化硅、碳化硼、氮化硅、金属氧化物陶瓷颗粒、金属氮化物陶瓷颗粒或金属碳化物陶瓷颗粒。在某些实施方案中,磨料颗粒包括金刚石,并且至少一个涂层包含金属碳化物。在某些实施方案中,磨料颗粒包括立方氮化硼,并且至少一个涂层包含金属氮化物。
磨料颗粒任选地包含第一磨料颗粒和第二磨料颗粒,其中第一磨料颗粒和第二磨料颗粒在金属粘结磨料制品内设置在散布的不同预定区域中。当金属粘结磨料制品的某些区域需要用于特定磨料应用的不同水平的磨耗时,这会是有利的。不同的区域可以是层,例如使用增材制造单独施加的离散层。再次参见图1,在一些实施方案中,层3包含磨料颗粒4,这些磨料颗粒具有与在相邻层4中的磨料颗粒5不同的组成。
再次参见图1,在某些实施方案中,金属粘结磨料制品还包含粘附到至少一个涂层的至少一部分的多个金属纳米颗粒9。已意外地发现,与不具有粘附到磨料颗粒涂层的金属纳米颗粒的相同制品相比,添加金属纳米颗粒可以提供金属粘结磨料制品的研磨性能的提高。例如,在下面的实施例7中对此进行了举例说明。
金属粘结磨料制品中的金属粘结剂材料通常包含钴、铬、青铜、铜、锡、铁、铁合金、银、镍、钨、钛、锰、铝、硅、它们的碳化物或氮化物形式或者它们的组合。在某些实施方案中,金属粘结剂材料还包含铝合金、铜、铜-银合金、铜-磷合金、镍-磷合金或含银的钎料合金。
多个层表明该金属粘结磨料制品是以逐层的方式使用增材制造而形成。参见图2,在放大倍率为150x的光学显微镜图像中显示了金属粘结磨料制品20的一部分。使金属粘结磨料制品20断裂成垂直于增材制造构建层,并且在图像上所绘出的直线21表示部分的层的总体方向。这与通过在模具中烧结所制成的金属粘结磨料制品则相反。例如,图3是在与图2中金属粘结磨料制品20相同的方向上断裂的、模制金属粘结磨料制品30的放大倍率为800x的光学显微镜图像。在金属粘结磨料制品30中不存在规则的层线。此外,在某些实施方案中,根据本公开的金属粘结磨料制品包含金属粘结剂材料的在多个层中的定向能量熔融的多个伪缺陷。此类伪缺陷任选地包括金属粘结剂材料的连续相和离散金属粘结剂颗粒两者的存在。例如,参见图4,提供了示例性金属粘结磨料制品40的放大倍率为800x的光学显微镜图像,该制品40包含嵌入金属粘结剂材料44的连续相中的多个金属粘结剂颗粒40。
在图2和图4中所示金属粘结磨料制品的内部的图像中,证明了孔隙的存在。在某些实施方案中,金属粘结磨料制品包含多孔含金属基质,该基质具有10体积%至30体积%(包括端值在内)的空隙率。这与具有低于10体积%的空隙率的更致密制品、和具有超过30体积%的空隙率的更多孔制品则相反。某些磨料应用(例如,缓进给磨削或在小腔室中的深磨削)可以得益于具有10体积%至30体积%的空隙率的金属粘结磨料制品的使用。空隙率可通过对所测量的磨料层密度与理论全压实密度进行比较而确定,理论全压实密度是为具有相同的组分和它们的重量百分比的情况而获得。一(1)减去该比率得出空隙率。在不能应用此方法的情况下,对表面进行图像分析,对空隙的表面与所检查的总表面进行比较。
根据本公开方法可制造的金属粘结磨料制品包含基本上任何已知的金属粘结磨料制品;例如,砂垫、磨头、砂瓦和砂轮。在一些优选的实施方案中,金属粘结磨料制品包含旋转牙科工具(例如,牙科钻头、牙钻或牙科抛光工具)的至少一部分。示例性牙钻500如图5所示。现在参照图5,牙钻500包括一个固定到一个柄部520的头部530。牙钻500包括多个固定在一个多孔金属粘合材料510中的磨料颗粒505。在图16A~图16B中示出了其它的示例性牙钻。图16A示出了四个示例性牙钻,各牙钻附接到金属销:一个具有锥形形状(1601)、一个具有圆柱形形状(1602)、一个具有球形状(1603)、一个具有火焰形状(1604)。图16B示出了具有凹槽形状(1607、1608)的两个示例性牙钻。附接到金属销(1608)的牙钻具有锥形的沟槽形状。
有利地,根据本公开的方法适用于制造不能轻易地或容易地通过其它方法制成的各种金属粘结磨料制品。例如,只要朝磨料预成形件的外部存在用于去除无粘结散粉的开口,即可包含内部空隙。因此,可使用本公开的方法轻松制备具有曲折和/或弧形路径的冷却通道。冷却通道朝金属粘结磨料制品的外部敞开。在一些实施方案中,它们具有单个开口,但更典型地,它们具有两个或更多个开口。冷却介质(例如,空气、水或油)通过冷却通道循环,以去除研磨期间产生的热量。
现在参见图6,一个示例性金属粘结砂轮600具有弧形冷却通道620。类似地,一个示例性金属粘结砂轮700(图7所示)具有曲折的冷却通道720。
图8示出了示例性金属粘结砂瓦800。在典型的应用中,多个金属粘结砂瓦800沿着金属盘的圆周均匀地间隔安装以形成砂轮。
在所选择的实施方案中,金属粘结磨料制品包含一个或多个六边形段(例如,参见图13)、平直段、螺旋形段、不规则形状段、不完整的环(例如,参见图15)、具有凹槽和/或孔的连续边缘(例如,参见图12和14a)或者它们的组合。
制备根据本公开的金属粘结磨料制品的方法包括共同的添加子工艺。该子工艺包括依次地优选地连续(尽管不是必需的)执行至少三个步骤。
在第二方面,提供了一种制备金属粘结磨料制品的方法。该方法按顺序包括步骤:
a)子工艺,所述子工艺按顺序包括:
i)在区域中沉积松散粉末颗粒层,其中松散粉末颗粒包括金属粘结剂颗粒和经涂覆的磨料颗粒,并且其中松散粉末颗粒层具有大致均一的厚度;
ii)用聚焦束的照射来选择性地处理松散粉末颗粒层的区域,以使粉末颗粒粘结在一起;
b)独立地实施步骤a)多次以生成包含粘结粉末颗粒和其余的松散粉末颗粒的金属粘粘结料制品,其中在每个步骤a)中,所述松散粉末颗粒是独立地选择的;以及
c)将大致所有其余的松散粉末颗粒与所述金属粘结磨料制品分离,其中所述金属粘结磨料制品包含保持在金属粘结剂材料中的所述经涂覆的磨料颗粒。
图10示意性地示出了在制造金属粘结磨料制品中所采用的示例性增材制造工艺100。在第一步骤中,来自具有可移动活塞122a的粉末室120a的松散粉末颗粒110的层138沉积在具有可移动活塞122b的粉末室120b中的区域140中。在某些实施方案中,松散粉末颗粒包括金属粘结剂颗粒和经涂覆的磨料颗粒。在图10中所图示的实施方案中,该区域是局限的区域,但不必将松散粉末颗粒设置在局限的区域中。例如,可将一堆松散粉末颗粒置于面积大于该堆颗粒的区域的区域中。
该层138应具有大致均一的厚度。例如,该层的厚度可变化,如50μm或更小、40μm或更小、30μm或更小、20μm或更小或者10微米或更小。只要聚焦束可以在施加其的位置将所有松散粉末粘结,这些层便可具有高达约1毫米的任意厚度。优选地,层的厚度为约10微米至约500微米,更优选地为约10微米至约250微米,并且更优选地为约20微米至约250微米。
为了实现高分辨率,松散粉末颗粒的尺寸(例如,通过筛分)被设计成优选地具有400μm或更小、优选地250μm或更小、更优选地200μm或更小、更优选地150μm或更小、100μm或更小或者甚至80μm或更小的最大尺寸,尽管也可采用更大的尺寸。该金属粘结磨料制品颗粒、磨料颗粒和任何任选的附加颗粒组分可具有相同或不同的最大粒度、D90粒度分布参数、D50粒度分布参数、和/或D10粒度分布参数。
松散粉末颗粒任选地还可包含其它组分,诸如例如孔隙诱导剂、填料和/或助熔剂颗粒。孔隙诱导剂的示例包括玻璃泡和有机颗粒。在一些实施方案中,较低熔点金属颗粒(当存在时)也可起助熔剂的作用;例如,如美国专利6,858,050(Palmgren)中所述。
该松散粉末颗粒可任选地被改性,以改善其流动性和层散布的均一性。改善粉末的方法包括附聚、喷雾干燥、气雾化或水雾化、火焰成形、制粒、研磨和筛分。此外,可任选地添加流平剂,诸如例如热解法二氧化硅、纳米二氧化硅、硬脂酸盐和淀粉。
然后,将聚焦束170引导到层180的预定区域138上。通常,通过将能量源160与反射镜160相结合而提供聚焦束150。在某些实施方案中,反射镜150是振镜扫描器。激光器和电子束源两者都能够发射能量束。合适的能量源160包括例如但不限于:光纤激光器、CO 2激光器、盘片激光器、和固态激光器,并且合适的电子束(例如,电子束)是以商品名ArcamQ10plus,Arcam Q20plus、和Acam A2(ArcamAB,瑞典默恩达尔市)而购得。在某些实施方案中,聚焦束包括激光照射,所述激光照射向松散粉末颗粒提供1.2焦耳每平方毫米(J/mm2)或更小、1.0J/mm2或更小、0.5J/mm2或更小、0.1J/mm2或更小的能量密度。在其它实施方案中,聚焦束包括电子束辐射,所述电子束辐射提供1.2J/mm2或更小(例如,高达3,000W的功率和在150~200微米之间的束直径)的能量密度。
再次参照图10,在松散粉末颗粒的至少一个预定区域中聚焦束170(步骤190)将松散粉末颗粒粘结在一起,以形成粘结粉颗粒层;例如,通过金属粘结剂颗粒和经涂覆的磨料颗粒的选择性金属烧结。
然后,重复进行以上步骤(步骤185),并且变化到其中根据预定的设计将束聚焦的区域,通过逐层的重复而形成三维(3d)磨料制品。在每次重复中,松散粉末颗粒是可独立地选择的;即,松散粉末颗粒可与相邻沉积层中的那些相同或不同。
适合于实施本公开的增材制造设备是例如从ReaLizer GmbH(徳国Borchen)或EOSGmbH电动光学系统(德国Krailling)购得。
金属粘结磨料制品包含粘结粉末颗粒和其余的松散粉末颗粒。一旦充分地重复以形成金属粘结磨料制品,优选将其与大致所有(例如,至少85%,至少90%,优选地至少95%,更优选地至少99%)其余的松散粉末颗粒分开,但并非必须如此。
如果需要,可使用各自包含不同粉末的多个颗粒贮存器。同样地,可使用来自公用能量源或者优选地经过单独能量源的多个不同聚焦束。这导致了不同的粉末分布在金属粘结磨料制品的不同和离散的区域中。例如,相对廉价但性能较差的磨料颗粒或金属粘结剂粉末可被降级至这样的金属粘结磨料制品的区域,其中(例如,在远离研磨表面的内部中)具有高性能特性不是特别重要。现在参见图9,一个金属粘结砂轮900具有两个区域910,920。每个区域分别具有保留在金属粘结基质材料950,960中的磨料颗粒930,940。
该方法可以提供无需进一步加工的有用的金属粘结磨料制品。然而,在某些实施方案中,该方法可以进一步包括步骤d):在包含氢气的气氛中,在热等静压力机或者炉中加热金属粘结磨料制品。
在一些实施方案中,可以将金属粘结磨料制品直接地形成到金属支撑件上。在下面例如在实施例2和实施例4中,对此进行举例说明。在增材制造工艺期间将金属粘结磨料制品形成到金属支撑件上,可以有利地导致比形成金属粘结磨料制品并随后附接到金属支撑件时所形成的连接更强的金属粘结磨料制品与金属支撑件之间的连接。不希望受到理论的约束,一般认为聚焦束导致金属粘结粘结剂材料部分地熔接到金属支撑件。
根据本公开所制造的金属粘结磨料制品可包含多孔含金属基质(例如,其可包含金属粘结剂颗粒和经涂覆的磨料颗粒,并且可被烧结)并且在其整个体积中具有相当大的孔隙率,尽管这并不是必须的。例如,一个多孔含金属基质可以具有1至60体积%,优选地5至50体积%,并且更优选地15至50体积%,更优选40至50体积%的空隙率,尽管并非必须如此。磨料制品然后可灌注具有低于任何其它金属组分的熔点的温度的熔融金属,然后冷却。可制成熔融状并灌注到磨料制品预成形件中的合适金属的示例包括铝、铟、黄铜、青铜、银、铜、金、铅、钴、镁、镍、锌、锡、铁、铬、硅合金、前述的合金、以及它们的组合物。
在一些实施方案中,已发现可以有利地在增材制造期间防止磨料颗粒经受足够的能量或热从而不损坏磨粒。这任选地是通过在松散粉末颗粒处仅导入足够的能量以形成高孔隙率金属粘结磨料制品,然后将熔融的金属灌注到金属粘结磨料制品中而完成。灌注的制品具有比灌注之前更高的密度(和更低的孔隙率)。通常,该灌注是在250℃和1150℃之间、例如约600℃的温度下,在烘箱中执行。通常,灌注是在惰性气氛(例如,氮气或氩气气氛)或稍微还原性气氛(例如,含有氢气)中执行。因此,在第三方面,提供的另一种制造金属粘结磨料制品方法。该方法按顺序包括步骤:
a)子工艺,所述子工艺按顺序包括:
i)在区域中沉积松散粉末颗粒层,其中松散粉末颗粒包括较高熔点金属粘结剂颗粒和经涂覆的磨料颗粒,并且其中松散粉末颗粒层具有大致均一的厚度;
ii)用聚焦束的照射来选择性地处理松散粉末颗粒层的区域,以使粉末颗粒粘结在一起;
b)独立地实施步骤a)多次以生成磨料制品预成形件,所述磨料制品预成形件包含粘结粉末颗粒和其余的松散粉末颗粒,其中在每个步骤a)中,所述松散粉末颗粒是独立地选择的;
c)将大致所有其余的松散粉末颗粒与磨料制品预成形件分离;
d)用熔融的较低熔点金属灌注磨料制品预成形件,其中较高熔点金属粘结剂颗粒中的至少一些在与熔融的较低熔点金属接触时不完全熔融;以及
e)使所述熔融的较低熔点金属固化以提供所述金属粘结磨料制品。
在某些实施方案中,金属粘结磨料制品被直接地形成于金属支撑件上,并且在灌注过程期间仍然留在支撑件上(参见例如图11A、图11B和图12)。
较高熔点金属粘结剂颗粒可包括来自例如元素周期表第2族至第15族的任何金属。也可使用这些金属的合金,以及任选地与周期表的第1族和第15族中的一种或多种元素(例如,金属和/或非金属诸如碳、硅、硼)一起使用。合适金属颗粒的示例包括含有镁、铝、铁、钛、铌、钨、铬、钽、钴、镍、钒、锆、钼、钯、铂、铜、银、金、镉、锡、铟、钽、锌、前述任一项的合金,以及它们的组合的粉末。在某些实施方案中,较高熔点金属粘结剂颗粒包含钴、铬、青铜、铜、锡、铁、铁合金、银、镍、钨、钛、锰、铝、硅、它们的碳化物或氮化物形式或者它们的组合。
较高熔点金属粘结剂颗粒优选地具有至少约850℃、至少1000℃、至少1100℃、至少1200℃或至少约1300℃的熔点,尽管在一些实施方案中也可使用较低熔点金属。示例包括青铜(850℃)、不锈钢(约1360-1450℃)、镍(1452℃)、钢(1371℃)、钨(3400℃)、铬(1615℃)、铬镍铁合金(Ni+Cr+Fe,1390-1425℃)、铁(1530℃)、锰(1245-1260℃)、钴(1132℃)、钼(2625℃)、蒙乃尔合金(Ni+Cu,1300-1350℃)、铌(2470℃)、钛(1670℃)、钒(1900℃)、锑(1167℃)、尼克洛姆镍铬(Ni+Cr,1400℃)、前述的合金(任选地也包括碳、硅、硼中的一种或多种),以及它们的组合物。也可以使用两种或更多种不同的较高熔点金属粘结剂颗粒的组合。
通常,高熔点金属粘结剂颗粒和较低熔点金属粘结剂颗粒与磨料颗粒的重量比的范围为约10:90至约90:10,尽管并非必须如此。
较低熔点金属颗粒的最大熔点优选地比较高熔点金属粘结剂颗粒的最低熔点低至少50℃(优选地低至少75℃、低至少100℃,或甚至低至少150℃)。如本文所用,术语“熔点”包括在材料的熔融温度范围内的所有温度。合适较低熔点金属颗粒的示例包括诸如金属铝(660℃)、黄铜(905-1083℃)、青铜(798-1083℃)、银(961℃)、铜(1083℃)、金(1064℃)、铅(327℃)、镁(671℃)、镍(1452℃,如果与较高熔点金属一起使用)、锌(419℃)、锡(232℃)、活泼金属硬钎焊(例如,InCuAg、TiCuAg、CuAg)、上述的合金的颗粒,以及它们的组合物。一些合适的较低熔点金属包含:青铜、铝合金、铜、铜-银合金、铜-磷合金,镍-磷合金或含银的钎料合金。较高熔点金属粘结剂颗粒通常具有比熔融的较低熔点金属的温度高出至少50摄氏度的熔点。关于烧结然后灌注熔融金属的更多详细细节可见于例如美国专利2,367,404(Kott)和美国专利申请公布2002/095875(D’Evelyn等人)中。
在第四方面,提供了另一种制造金属粘结磨料制品的方法,其中较高熔点金属粘结剂颗粒和较低熔点金属粘结剂颗粒两者均被包含于松散粉末颗粒中。更具体地,该方法按顺序包括步骤:
a)子工艺,所述子工艺按顺序包括:
i)在区域中沉积松散粉末颗粒层,其中松散粉末颗粒包括较高熔点金属粘结剂颗粒、较低熔点金属粘结剂颗粒和经涂覆的磨料颗粒,并且其中松散粉末颗粒层具有大致均一的厚度;
ii)用聚焦束的照射来选择性地处理松散粉末颗粒层的区域,以使较低熔点金属粘结剂颗粒熔融但不使较高熔点金属粘结剂颗粒熔融,并且使粉末颗粒粘结在一起;
b)独立地实施步骤a)多次以生成金属粘结磨料制品,所述金属粘结磨料制品包含粘结粉末颗粒和其余的松散粉末颗粒,其中在每个步骤a)中,所述松散粉末颗粒是独立地选择的;以及
c)将大致所有其余的松散粉末颗粒与所述金属粘结磨料制品分离,其中所述金属粘结磨料制品包含保持在金属粘结剂材料中的所述经涂覆的磨料颗粒。在某些实施方案中,聚焦束包括激光照射或电子束照射。
通常,金属粘结剂材料包含钴、铬、青铜、铜、锡、铁、铁合金、银、镍、钨、钛、锰、铝、硅、它们的碳化物或氮化物形式或者它们的组合。金属粘结剂材料还任选地包含铝合金、铜、铜-银合金、铜-磷合金、镍-磷合金或含银的钎料合金。
然后加热磨料制品以烧结金属颗粒,由此提供金属粘结磨料制品。
在其中松散粉末颗粒包括较高熔点金属颗粒和较低熔点金属颗粒的实施方案中,可充分地加热磨料制品预成形件,以导致较低熔点金属颗粒软化/熔融并粘结到至少一部分的松散粉末颗粒,然后冷却以提供金属粘结磨料制品。冷却可通过本领域已知的任何方法来完成;例如,冷淬火或空气冷却至室温。
在一些实施方案中,根据本公开的至少某些方面,在金属粘结磨料制品的增材制造中采用(例如,非暂态)机器可读介质。数据通常存储在机器可读介质上。数据表示金属粘结磨料制品的三维模型,其可由至少一个与增材制造设备(例如3D打印机、制造装置等)对接的计算机处理器进行访问。数据用于使增材制造设备产生金属粘结磨料制品。
可使用计算机建模诸如计算机辅助设计(CAD)数据来生成表示金属粘结磨料制品的数据。表示金属粘结磨料制品图像数据可以STL格式或任何其它合适的计算机可加工形式导出到增材制造设备中。还可采用扫描方法来扫描三维对象以创建代表金属粘结磨料制品的数据。获取数据的一个示例性技术是数字扫描。可使用任何其它合适的扫描技术来扫描制品,包括X射线照相、激光扫描、计算机断层扫描(CT)、磁共振成像(MRI)和超声波成像。其它可能的扫描方法在美国专利申请公布2007/0031791(Cinader,Jr.等人)中有所描述。可处理初始数字数据集,其可包括来自扫描操作的原始数据和表示来源于原始数据的制品的数据两者,以将磨料制品设计从任何周围结构(例如,对磨料制品的支撑)分段。
通常,机器可读介质被提供作为计算设备的一部分。计算设备可具有一个或多个处理器、易失性存储器(RAM)、用于读取机器可读介质的设备、以及输入/输出设备,诸如显示器、键盘和指向设备。此外,计算设备还可包括其它软件、固件或者它们的组合,诸如操作系统和其它应用软件。计算设备可以是例如工作站、膝上型计算机、个人数字助理(PDA)、服务器、大型机或任何其它通用或应用程序特定计算设备。计算设备可从计算机可读介质(诸如硬盘、CD-ROM或计算机存储器)读取可执行软件指令,或者可从逻辑连接到计算机的另一源(诸如另一台联网计算机)接收指令。
参照图27,计算设备2700通常包括内部处理器2780、显示器2710(例如监视器)和一个或多个输入设备诸如键盘2740和鼠标2720。在图27中,杯形磨轮2730显示于显示器2710上。
参照图23,在某些实施方案中,本公开提供系统2300。该系统2300包括显示器2320,该显示器1160显示(例如,金属粘结磨料)制品的3D模型2310(例如,如在图27的显示器2710上显示的杯形磨轮2730);和一个或更多个处理器2330,其响应于用户选择的3D模型2310,使得3D打印机/增材制造装置2350形成制品2360的物理对象。通常,输入装置2340(例如,键盘和/或鼠标)与显示器2320和至少一个处理器2330一起使用,尤其供用户选择3D模型2310。金属粘结磨料制品2360包含金属粘结剂材料,所述金属粘结剂材料具有保持在其中的磨料颗粒,其中磨料颗粒具有设置在其上的至少一个涂层。该涂层包含金属、金属氧化物、金属碳化物、金属氮化物、准金属或者它们的组合物,并且该至少一个涂层具有0.5微米或更大的平均厚度。
参照图24,处理器2420(或多于一个处理器)与机器可读介质2410(例如,非暂态介质)、3D打印机/增材制造装置2440以及任选地显示器2430中的每一个进行通信以供用户查看。3D打印机/增材制造装置2440构造成基于来自处理器2420的指令而制造一个或多个制品2450,该处理器从机器可读介质2410提供代表制品2450(例如,金属粘结磨料制品,如在图27的显示器2710上所显示的杯形磨轮2730)的3D模型的数据。
参照图25,例如并且不限于,增材制造方法包括从(例如,非暂态)机器可读介质中检索2510表示根据本公开(例如一种金属粘结磨料制品)的至少一个实施方案的制品的3D模型的数据。方法另外包括由一个或多个处理器使用该数据来执行2520与制造装置对接的增材制造应用程序;和通过制造装置生成2530制品的物理对象。可进行一个或多个各种任选的后处理步骤840。例如并且不限于,增材制造方法包括从(例如,非暂态)机器可读介质检索1710表示根据本公开的至少一个实施方案的金属粘结磨料制品的3D模型的数据。方法另外包括由一个或多个处理器使用该数据来执行与制造装置对接的增材制造应用程序;以及由制造装置生成金属粘结磨料制品的物理对象。增材制造设备可以根据一组计算机化设计指令选择性地粘结粉末颗粒(例如,金属粘结剂材料和经涂覆的磨料颗粒),以形成期望的金属粘结磨料制品。
在某些实施方案中,提供一种制造金属粘结磨料制品的方法。该方法包括由具有一个或多个处理器的制造装置来接收数字对象,该数字对象包括指定金属粘结磨料制品的多个层的数据。以及基于该数字对象,利用该制造装置通过增材制造工艺来生成金属粘结磨料制品的金属粘结磨料制品预成形件。该增材制造工艺按顺序包括步骤:a)子工艺,所述子工艺按顺序包括:i)在区域中沉积一层的积松散粉末颗粒子工艺;以及ii)用聚焦束的照射来选择性地处理松散粉末颗粒层的区域,以使粉末颗粒粘结在一起,其中松散粉末颗粒包括较高熔点金属粘结剂颗粒和经涂覆的磨料颗粒。松散粉末颗粒层具有大致均一的厚度。该方法还包括b)独立地实施步骤a)多次以生成磨料制品预成形件,所述磨料制品预成形件包含粘结粉末颗粒和其余的松散粉末颗粒,其中在每个步骤a)中,所述松散粉末颗粒是独立地选择的。该方法还包括通常c)将大致所有其余的松散粉末颗粒与磨料制品预成形件分离;此外,任选地,该方法可包括:d)用熔融的较低熔点金属灌注磨料制品预成形件,其中较高熔点金属粘结剂颗粒中的至少一些在与熔融的较低熔点金属接触时不完全熔融;以及e)使熔融的较低熔点金属固化,以提供金属粘结磨料制品。
另外,参见图26,制备制品(例如一种金属粘结磨料制品)的方法包括由具有一个或多个处理器的制造装置接纳2610数字对象,该数字对象包括指定制品的多个层的数据。和基于数字对象,利用制造装置通过增材制造工艺来生成2620制品。同样地,制品可经历后处理2630的一个或多个步骤。
本公开的选择实施方案
实施方案1为一种金属粘结磨料制品。该金属粘结磨料制品包含金属粘结剂材料,所述金属粘结剂材料具有保持在其中的磨料颗粒,其中磨料颗粒具有设置在其上的至少一个涂层。该涂层包含金属、金属氧化物、金属碳化物、金属氮化物、准金属或者它们的组合物,并且该至少一个涂层具有0.5微米或更大的平均厚度。金属粘结磨料制品包含彼此直接地粘结的多个层。
实施方案2是根据实施方案1所述的金属粘结磨料制品,其中磨料颗粒包含设置在其上的至少两个涂层,其中第一涂层设置在磨料颗粒表面与第二涂层之间,该第二涂层包含金属、金属氧化物、金属碳化物,金属氮化物或准金属。
实施方案3是根据实施方案2所述的方法,其中第一涂层包含与第二涂层不同的组成。
实施方案4是根据实施方案2或实施方案3所述的金属粘结磨料制品,其中第一涂层包含钨、钛、铬、锆、钼、钒、钯、硅、铝、铁、钴、镍或者它们的合金或组合物。
实施方案5是根据实施方案2至4中任一实施方式所述的金属粘结磨料制品,其中第二涂层包含至少一种材料,所述至少一种材料具有1300摄氏度或更高的熔点、200J/kg/K或更大的热容量、200W/m/K或更小的热导率或者它们的组合。
实施方案6是根据实施方案2至5中任一实施方式所述的金属粘结磨料制品,其中第二涂层包含钨、钛,钽,钼、铌、锆、钒、铬、银、铜、硼、铁、镍、钴、硅或者它们的合金或组合物。
实施方案7是根据实施方案2至6中任一实施方式所述的金属粘结磨料制品,其中第一涂层的厚度介于1纳米与10微米之间,包括端值在内。
实施方案8是根据实施方案2至7中任一实施方式所述的金属粘结磨料制品,其中第二涂层的厚度介于100纳米与50微米之间,包括端值在内。
实施方案9是根据实施方案1所述的金属粘结磨料制品,其中磨料颗粒仅包含一个设置在其上的涂层,其中该涂层包含至少一种材料,所述至少一种材料具有1600℃或更高的熔点、400J/kg/K或更大的热容量、100W/m/K或更小的热导率或者它们的组合。
实施方案10是根据实施方案1或实施方案9所述的金属粘结磨料制品,其中涂层包含镍、铜、钛、铬、钨、锆、钼、钒、钯、硅、铁、铝、钴、镍、耐热高温合金或者它们的合金或组合物。
实施方案11是根据实施方案9或实施方案10所述的金属粘结磨料制品,其中涂层的厚度介于100纳米与50微米之间,包括端值在内。
实施方案12是根据实施方案9至11中任一项所述的金属粘结磨料制品,其中涂层的厚度介于2微米与50微米之间,包括端值在内。
实施方案13为根据实施方案1至12中任一项所述的金属粘结磨料制品,其中磨料颗粒包括金刚石颗粒或立方氮化硼颗粒中的至少一种。
实施方案14是根据实施方案1至13中任一项所述的金属粘结磨料制品,其中磨料颗粒包含碳化硅、碳化硼、氮化硅、金属氧化物颗粒或金属氧化物陶瓷颗粒中的至少一种。
实施方案15是根据实施方案1至14中任一项所述的金属粘结磨料制品,其中金属粘结剂材料包含钴、铬、青铜、铜、锡、铁、铁合金、银、镍、钨、钛、锰、铝、硅、它们的碳化物或氮化物形式或者它们的组合。
实施方案16是根据实施方案1至15中任一项所述的金属粘结磨料制品,其中金属粘结剂材料还包含铝合金、铜、铜-银合金、铜-磷合金、镍-磷合金或含银的钎料合金。
实施方案17为根据实施方案1至16中任一项所述的金属粘结磨料制品,其中所述磨料颗粒包含第一磨料颗粒和第二磨料颗粒,其中所述第一磨料颗粒和第二磨料颗粒置于所述金属粘结磨料制品内的交替的不同预定区域中。
实施方案18为根据实施方案17所述的金属粘结磨料制品,其中所述不同的区域是层。
实施方案19为根据实施方案1至18中任一项所述的金属粘结磨料制品,其中金属粘结磨料制品选自砂垫、砂磨头、砂瓦和砂轮。
实施方案20是根据实施方案1至19中任一项所述的金属粘结磨料制品,其中该金属粘结磨料制品是牙钻。
实施方案21为根据实施方案1至20中任一项所述的金属粘结磨料制品,其中所述金属粘结磨料制品包含具有10至30体积%的空隙率的多孔含金属基质。
实施方案22是根据实施方案1至21中任一项所述的金属粘结磨料制品,其中磨料颗粒包括金刚石,并且至少一个涂层包含金属碳化物。
实施方案23是根据实施方案1至21中任一项所述的金属粘结磨料制品,其中磨料颗粒包括立方氮化硼,并且至少一个涂层包含金属氮化物。
实施方案24是根据实施方案1至23中任一项所述的金属粘结磨料制品,所述金属粘结磨料制品还包含多个金属纳米颗粒,所述多个金属纳米颗粒粘附到至少一个涂层的至少一部分。
实施方案25是根据实施方案1至24中任一项所述的金属粘结磨料制品,其中金属粘结磨料制品包含金属粘结剂材料的在多个层中的定向能量熔融的多个伪缺陷。
实施方案26是根据实施方案1至25中任一项所述的金属粘结磨料制品,其中金属粘结磨料制品包含嵌入金属粘结剂材料的连续相中的多个金属粘结剂颗粒。
实施方案27为一种制备金属粘结磨料制品的方法。该方法按顺序包括步骤,包括a)子工艺,所述子工艺按顺序包括:i)在区域中沉积松散粉末颗粒层;以及ii)用聚焦束的照射来选择性地处理松散粉末颗粒层的区域,以使粉末颗粒粘结在一起。松散粉末颗粒包括金属粘结剂颗粒和经涂覆的磨料颗粒。松散粉末颗粒层具有大致均一的厚度。该方法还包括b)独立地实施步骤a)多次以生成金属粘结磨料制品,所述金属粘结磨料制品包含粘结粉末颗粒和其余的松散粉末颗粒,其中在每个步骤a)中,所述松散粉末颗粒是独立地选择的。该方法还包括c)将大致所有其余的松散粉末颗粒与所述金属粘结磨料制品分离。金属粘结磨料制品包含保持在金属粘结剂材料中的所述经涂覆的磨料颗粒。
实施方案28是根据实施方案27所述的方法,其中聚焦束包括激光照射,所述激光照射向松散粉末颗粒提供1.2焦耳/平方毫米(J/mm2)或更小的能量密度。
实施方案29是根据实施方案27或实施方案28所述的方法,所述方法还包括d)在包括氢气的气氛中或在惰性气氛中,在热等静压力机或者炉中加热金属粘结磨料制品。
实施方案30是根据实施方案27至29中任一项所述的方法,其中使金属粘结磨料制品直接地形成于金属支撑件上。
实施方案31为一种制备金属粘结磨料制品的方法。该方法按顺序包括步骤,包括a)子工艺,所述子工艺包括:i)在区域中沉积松散粉末颗粒层;以及ii)用聚焦束的照射来选择性地处理松散粉末颗粒层的区域,以使粉末颗粒粘结在一起。松散粉末颗粒包括较高熔点金属粘结剂颗粒和经涂覆的磨料颗粒。松散粉末颗粒层具有大致均一的厚度。该方法还包括b)独立地实施步骤a)多次以生成磨料制品预成形件,所述磨料制品预成形件包含粘结粉末颗粒和其余的松散粉末颗粒,其中在每个步骤a)中,所述松散粉末颗粒是独立地选择的。该方法也包括c)包括将大致所有其余的松散粉末颗粒与磨料制品预成形件分离。此外,该方法包括d)用熔融的较低熔点金属灌注磨料制品预成形件,其中较高熔点金属粘结剂颗粒中的至少一些在与熔融的较低熔点金属接触时不完全熔融;以及e)使熔融的较低熔点金属固化,以提供金属粘结磨料制品。
实施方案32是权利要求31所述的方法,其中熔融的较低熔点金属包含青铜、铝合金、铜、铜-银合金、铜-磷合金、镍磷合金或含银的钎料合金。
实施方案33是根据实施方案31或实施方案32所述的方法,其中金属粘结磨料制品包含一个或多个六边形段、平直段、螺旋形段、不规则形状段、不完全的环、具有凹槽和/或孔的连续边缘或者它们的组合。
实施方案34为根据实施方案31至33中任一项所述的方法,其中较高熔点金属粘结剂颗粒具有比熔融的较低熔点金属的温度高至少50℃的熔点。
实施方案35是根据实施方案31至34中任一项所述的方法,其中使金属粘结磨料制品直接地形成于金属支撑件上。
实施方案36为一种制备金属粘结磨料制品的方法。该方法按顺序包括步骤,包括a)子工艺,所述子工艺按顺序包括:i)在区域中沉积松散粉末颗粒层;松散粉末颗粒包括较高熔点金属粘结剂颗粒、较低熔点金属粘结剂颗粒、和经涂覆的磨料颗粒。松散粉末颗粒层具有大致均一的厚度。子工艺也包括ii)用聚焦束的照射来选择性地处理松散粉末颗粒层的区域,以使较低熔点金属粘结剂颗粒熔融,但不使较高熔点金属粘结剂颗粒熔融,并且使粉末颗粒粘结在一起。该方法还包括b)独立地实施步骤a)多次以生成金属粘结磨料制品,所述金属粘结磨料制品包含粘结粉末颗粒和其余的松散粉末颗粒。在每个步骤a)中,所述松散粉末颗粒是独立地选择的。该方法另外地包括将大致所有其余的松散粉末颗粒与所述金属粘结磨料制品分离。金属粘结磨料制品包含保持在金属粘结剂材料中的所述经涂覆的磨料颗粒。
实施方案37是根据实施方案27至36中任一项所述的方法,其中磨料颗粒包含设置在其上的至少一个涂层,该涂层包含金属、金属氧化物、金属碳化物、金属氮化物、准金属或者它们的组合物,并且其中至少一个涂层具有0.5微米或更大的平均厚度。
实施方案38是根据实施方案37所述的方法,其中磨料颗粒包含设置在其上的至少两个涂层,其中第一涂层设置在磨料颗粒表面与第二涂层之间,该第二涂层包含金属、金属氧化物、金属碳化物、金属氮化物或准金属。
实施方案39是根据实施方案38所述的方法,其中第一涂层具有与第二涂层不同的组成。
实施方案40是根据实施方案38或实施方案39所述的方法,其中第一涂层包含钨、钛、铬、锆、钼、钒、钯、硅、铝、铁、钴、镍或者它们的合金或组合物。
实施方案41是根据实施方案27至40中任一项所述的方法,其中第二涂层包含至少一种材料,所述至少一种材料具有1300摄氏度或更高的熔点、250J/kg/K或更大的热容量、200W/m/K或更小的热导率或者它们的组合。
实施方案42是根据实施方案27至41中任一项所述的方法,其中第二涂层包含钨、钛、钽、钼、铌、锆、钒、铬、银、铜、硼、铁、镍、钴、硅或者它们的合金或组合物。
实施方案43是根据实施方案27至42中任一项所述的方法,其中该涂层的厚度介于1纳米与10微米之间。
实施方案44是根据实施方案27至43中任一项所述的方法,其中涂层的厚度介于100纳米与50微米之间,包括端值在内。
实施方案45是根据实施方案27或实施方案37所述的方法,其中磨料颗粒仅包含一个设置在其上的涂层,其中该涂层包含至少一种材料,所述至少一种材料具有1600℃或更高的熔点、400J/kg/K或更大的热容量、100W/m/K或更小的热导率或者它们的组合。
实施方案46是根据实施方案27、37或45中任一项所述的方法,其中涂层包含镍、铜、钛、铬、钨、锆、钼、钒、钯、硅、铁、铝、钴、镍、耐热高温合金或者它们的合金或组合物。
实施方案47是根据实施方案27、37、45或46中任一实施方式所述的方法,其中涂层的厚度介于100纳米与50微米之间。
实施方案48是根据实施方案27、37或45至47中任一项所述的方法,其中该涂层的厚度介于2毫米与50毫米之间。
实施方案49为根据实施方案27至48中任一项所述的方法,其中磨料颗粒包括金刚石颗粒或立方氮化硼颗粒中的至少一种。
实施方案50是根据实施方案27至49中任一项所述的方法,其中磨料颗粒包含碳化硅、碳化硼、氮化硅、金属氧化物陶瓷颗粒、金属氮化物陶瓷颗粒或金属碳化物陶瓷颗粒。
实施方案51是根据实施方案27至27或34至47中任一项所述的方法,其中金属粘结剂材料包含钴、铬、青铜、铜、锡、铁、铁合金、银、镍、钨、钛、锰、铝、硅、它们的碳化物或氮化物形式或者它们的组合。
实施方案52是根据实施方案27至30或38至51中任一项所述的方法,其中金属粘结剂材料还包含铝合金、铜、铜-银合金、铜-磷合金、镍-磷合金或含银的钎料合金。
实施方案53为根据实施方案27至52中任一项所述的方法,其中磨料颗粒包括第一磨料颗粒和第二磨料颗粒,其中第一磨料颗粒和第二磨料颗粒设置在金属粘结磨料制品内的预定的不同区域中。
实施方案54为根据实施方案53所述的方法,其中所述不同的区域是层。
实施方案55为根据实施方案27至54中任一项所述的方法,其中金属粘结磨料制品选自砂垫、砂磨头、砂瓦和砂轮。
实施方案56是根据实施方案27至55中任一项所述的方法,其中金属粘结磨料制品是牙钻。
实施方案57为根据实施方案27至56中任一项所述的方法,其中所述金属粘结磨料制品包含具有10至30体积%的空隙率的多孔含金属基质。
实施方案58是根据实施方案27至57中任一项所述的方法,其中磨料颗粒包括金刚石,并且至少一个涂层包含金属碳化物。
实施方案59是根据实施方案27至58中任一项所述的方法,其中磨料颗粒包括立方氮化硼,并且至少一个涂层包含金属氮化物。
实施方案60是根据实施方案27至59中任一项所述的方法,其中金属粘结磨料制品包含嵌入金属粘结剂材料的连续相中的多个金属粘结剂颗粒。
实施方案61是根据实施方案27或29至60中任一项所述的方法,其中聚焦束包括激光照射或电子束照射。
实施方案62为一种非暂态机器可读介质,具有表示金属粘结磨料制品的三维模型的数据,当由与3D打印机连接的一个或多个处理器访问时,使得3D打印机创建金属粘结磨料制品。该金属粘结磨料制品包含金属粘结剂材料,所述金属粘结剂材料具有保持在其中的磨料颗粒,其中磨料颗粒具有设置在其上的至少一个涂层。该涂层包含金属、金属氧化物、金属碳化物、金属氮化物、准金属或者它们的组合物,并且该至少一个涂层具有0.5微米或更大的平均厚度。金属粘结磨料制品包含彼此直接地粘结的多个层。
实施方案63为一种方法,所述方法包括从非暂态性机器可读介质检索表示金属粘结磨料制品的3D模型的数据。该金属粘结磨料制品包含金属粘结剂材料,所述金属粘结剂材料具有保持在其中的磨料颗粒,其中磨料颗粒具有设置在其上的至少一个涂层。该涂层包含金属、金属氧化物、金属碳化物、金属氮化物、准金属或者它们的组合物,并且该至少一个涂层具有0.5微米或更大的平均厚度。方法另外包括由一个或多个处理器使用该数据来执行与制造装置对接的增材制造应用程序;以及由制造装置生成金属粘结磨料制品的物理对象。
实施方案64为一种使用根据实施方案63所述的方法生成的金属粘结磨料制品。
实施方案65是形成金属粘结磨料制品的方法。该方法包括由具有一个或多个处理器的制造装置来接收包括数据的数字对象,所述数据指定金属粘结磨料制品的多个层。该金属粘结磨料制品包含金属粘结剂材料,所述金属粘结剂材料具有保持在其中的磨料颗粒,其中磨料颗粒具有设置在其上的至少一个涂层。该涂层包含金属、金属氧化物、金属碳化物、金属氮化物、准金属或者它们的组合物,并且该至少一个涂层具有0.5微米或更大的平均厚度。该方法还包括基于数字对象,利用制造装置通过增材制造工艺来生成金属粘结磨料制品。
实施方案66是根据实施方案65所述的方法,其中增材制造工艺按顺序包括步骤:
a)子工艺,所述子工艺按顺序包括:
i)在区域中沉积松散粉末颗粒层,其中松散粉末颗粒包括金属粘结剂颗粒和经涂覆的磨料颗粒,并且其中松散粉末颗粒层具有大致均一的厚度;
ii)用聚焦束的照射来选择性地处理松散粉末颗粒层的区域,以使粉末颗粒粘结在一起;以及
b)独立地实施步骤a)多次以生成金属粘结磨料制品,所述金属粘结磨料制品包含粘结粉末颗粒和其余的松散粉末颗粒,其中在每个步骤a)中,所述松散粉末颗粒是独立地选择的。
实施方案67是根据实施方案66所述的方法,所述方法还包括c)将大致所有其余的松散粉末颗粒与所述金属粘结磨料制品分离,其中所述金属粘结磨料制品包含保持在金属粘结剂材料中的经涂覆的磨料颗粒。
实施方案68是形成金属粘结磨料制品的方法。该方法包括由具有一个或多个处理器的制造装置来接收包括数据的数字对象,所述数据指定金属粘结磨料制品的多个层;以及基于该数字对象,利用该制造装置通过增材制造工艺来生成金属粘结磨料制品的金属粘结磨料制品预成形件。该增材制造工艺包括:
a)子工艺,所述子工艺按顺序包括:
i)在区域中沉积松散粉末颗粒层,其中松散粉末颗粒包括较高熔点金属粘结剂颗粒和经涂覆的磨料颗粒,并且其中松散粉末颗粒层具有大致均一的厚度;
ii)用聚焦束的照射来选择性地处理松散粉末颗粒层的区域,以使粉末颗粒粘结在一起;以及
b)独立地实施步骤a)多次以生成磨料制品预成形件,所述磨料制品预成形件包含粘结粉末颗粒和其余的松散粉末颗粒,其中在每个步骤a)中,所述松散粉末颗粒是独立地选择的。
实施方案69是实施方案68所述的方法,所述方法还包括:
c)将大致所有其余的松散粉末颗粒与磨料制品预成形件分离;
d)用熔融的较低熔点金属灌注磨料制品预成形件,其中较高熔点金属粘结剂颗粒中的至少一些在与熔融的较低熔点金属接触时不完全熔融;以及
e)使所述熔融的较低熔点金属固化以提供所述一种金属粘结磨料制品。
实施方案70为一种系统。该系统包括显示器,该显示器显示金属粘结磨料制品的3D模型;和一个或多个处理器,所述一个或多个处理器响应于用户选择的3D模型,使得3D打印机创建金属粘结磨料制品的物理对象。该金属粘结磨料制品包含金属粘结剂材料,所述金属粘结剂材料具有保持在其中的磨料颗粒,其中磨料颗粒具有设置在其上的至少一个涂层。该涂层包含金属、金属氧化物、金属碳化物、金属氮化物、准金属或者它们的组合物,并且该至少一个涂层具有0.5微米或更大的平均厚度。
通过以下非限制性实施例,进一步示出了本公开的目的和优点,但在这些实施例中引用的具体材料及其量以及其它条件和细节不应视为对本公开的不当限制。
实施例
除非另有说明,否则实施例及本说明书的其余的部分中的所有份数、百分比、比等均以重量计。在各实施例中:℃=摄氏度,g=克,min=分钟,mm=毫米,rpm=每分钟转数。
下表1列出了在实施例中所使用的材料的缩写。
表1:材料

制造实施例1:用钨和哈氏合金涂覆金刚石
将400克的金刚石WWSA 400加载到美国专利7,727,931(Brey等人)中所描述的设备中。首先,使用纯钨金属靶,通过磁控管溅射,将250nm厚的钨膜涂覆到金刚石上。
金刚石的密度从3.524g/cc的未涂覆金刚石密度增加到4.267克/立方厘米(g/cc)。类似地,将~750nm厚的哈氏合金(C-22)膜的第二层涂覆于钨涂覆金刚石的顶部上。双重涂覆金刚石的最终密度为5.188g/cc。
实施例1:将磨头直接打印在销上
通过连续地通过的激光束,而执行混合物的选择性激光熔融。预期该粉末吸收激光能量的主要部分,一部分被反射,并且一部分被散射。
为了实现将磨头直接打印在具有内孔的销上,所选择的销材料是包含18%Cr和8%Ni(其是与用于打印部件的CoCr和青铜粉末具有亲和力的元件)的不锈钢Din 1.4301。用于将磨销直接打印到轴上的机器是ReaLizer公司通过的SLM-50(博尔兴,徳国)。该机器包括直径为70mm且最大构建高度为80mm(延伸型)的构建板。通过小心地混合上文中所描述的涂覆金刚石的格栅(8%涂覆重量)和CoCr粉末(92重量%)而制造所使用的混合物。
在没有任何处理的情况下,使用各销的表面。使用以下激光参数将各磨销的第一层打印在各销上:功率为500瓦特(W),连续模式,60mm/s的扫描速度,2μm的阴影图案的线距离、及在-45°和45°下的2次扫描形成。在施加第一粉末层之前重复该循环两次,然后改变用于使用专用于打印金刚石混合物的激光参数,激光参数是:75W的功率,连续模式,60mm/s的扫描速度,60μm的阴影图案的线距离、和1次扫描通过。各均匀扫描通过是在0°下,各奇数通过是在90°下。就下一层而言,将参数保持恒定并且打印磨头。
实施例2:被打印到销上的磨头的熔渗
在用由经涂覆的磨料颗粒和金属粘结剂颗粒所制成形状而制造实例1的磨头之后,将磨头置于具有适当形状的熔渗托盘上。托盘是由多孔金属构造体制成,使用420不锈钢粉末S4-30(由ExOne提供,用于它们的粘结剂喷射金属打印机),并且采用标准打印条件在Innovent打印机(从ExOne获得)中用标准分辨率溶剂粘结剂-04进行打印。在Innovent打印机中逐层地打印托盘之后,将粉末床从打印机中取出,并且使打印的粘结剂在周围环境烘箱中固化,通常在195℃下按照由ExOne所描述的标准过程固化2小时~4小时。将那些打印并固化的托盘从未粘结粉末的床中取出,并称重。将托盘的重量加上磨头的质量或至少合理的估计值(例如,就典型的磨头而言0.5g)共同地用于测定所需的青铜粉末PM-I-R1的质量(青铜是以磨头重量的100%的量而使用)。将该青铜粉末块分配乳组装好的托盘和销中。将熔渗托盘、青铜粉末、和在销上的激光烧结材料放置入覆盖有热支承粉末的坩埚中。例如,图11A中示出了包含金属颗粒1110和金属粘结磨料制品1130的灌注托盘1120的示意性横截面侧视图,该金属粘结磨料制品1130包含磨头1140、和置于灌注托盘1150中的销1110。在磨头1140中显示有多个孔1142。
就灌注而言,将坩埚放入炉(带干馏釜Bloomfield,NJ的CM炉型号1212)中,在以下的温度梯度和保持期间使用氮气进行吹扫。首先将温度以在2.5℃/分钟和5℃/分钟之间的速率升温至600℃。将温度保持在600℃下达120分钟。然后将温度以1120℃/分钟升温至1120℃,然后在1120℃下保持90分钟。然后以5℃/分钟使温度降低至100℃。在完成此程序后,将炉加热元件关闭并且在环境条件下使炉冷却至室温。图11B示出了在灌注期间包含金属粘结磨料制品1110的灌注托盘1130的示意性横截面侧视图。由于毛细作用,金属粘结磨料制品1130包含被容纳于磨头1140的孔1142内部的熔融金属1122。
为了从托盘中取出灌注的磨头,而将钻头撬起,扭转(或剪切),或者从在熔渗过程中所产生的附接点进行机械加工。图12是根据本公开所制造的示例性灌注金属粘结磨料制品1200在已将其从灌注托盘1210取出之后的立体图。
实施例3:被打印在销上的灌注磨头的测试
将来自实施例2的灌注研磨钻头各自粘附至6mm轴,以便进行在Lava形式研磨机(3M公司,圣保罗市,明尼苏达州)中进行测试。将带阴凹型M3螺纹连接器的6mm×M3mm轴粘附到各灌注磨销。用CE 2615环氧树脂粘结剂不锈钢M3螺纹胶接到各6mm轴以及各灌注磨头。让组装工具固化达24小时。然后用600号氧化铝棒对组装的工具进行修整,以在测试之前打开并暴露金刚石。比较用常规制造磨头是从3M Taicang(中国)获得,其包含80/20青铜和直径为16微米的未涂覆金刚石,并且通过在高合金模具中进行压制而制造。下面示出了Lava型磨削工具上的测试参数:
表2:磨削测试参数
| 参数 | 值 |
| 主轴速度 | 32000RPM |
| 切削的深度 | 0.3mm |
| 进给 | 1mm/min |
| 冷却剂 | 在水雾中的4%Saberlube |
| 材料 | ZrO<sub>2</sub>斑块(完全致密) |
| 石料的修整 | 600粗粒 |
表3:磨削测试结果
| 灌注的增材制造磨头 | 常规制造的磨头 | |
| 切削的深度 | 0.35mm | 0.26mm |
| 切削的宽度 | 6.10mm | 4.00mm |
| 切削的长度 | 6.75mm | 5.35mm |
| 平均切削力(正常) | 0.28kg | 0.55kg |
| 材料移除率 | 20.75mg/min | 9.01mg/min |
实施例4:牙钻的制造
用于将牙钻直接打印到轴上(例如,销)的机器是ReaLizer(博尔兴,德国)的SLM-50。该机器包括直径为70mm且最大构建高度为80mm(延伸型式)的构建板。
将工具轴放置入要求有由工具钢制成的专用夹具的粉床中,该夹具在限定位置接纳圆形硬化钢销。夹具的尺寸为69mm,并且高度为22mm。使用附接到夹具的定位销而确保相对于构建板的真实定位,该定位销滑动进入SLM-50的z轴的界面板中的相应的孔中。如果同时的制造多个牙钻,所有轴的上表面需要在1/10毫米内对准,以确保熔融的粉末与轴的牢固粘结。试验包括直径为3mm和1.6mm的轴。各直径需要具有孔的专用夹具,以适应3mm或1.6mm的轴直径。图17A提供了用于将牙钻直接打印到支撑件(例如,轴或销)上的平台的立体图。
夹具连接到机器的Z轴。接着,调节销的上表面的位置,使得各轴的表面与周围的粉末平齐。将粉末层铺展与轴的表面上。层厚度为25μm。使用联接到galvo反射镜扫描器的100W光纤激光源选择性地熔融覆盖轴表面的金属粉末。该材料所需的典型能量密度为1J/mm2。金属粉末是93.5%钴铬、1.5%钴和5%TiW蒸气涂覆金刚石的混合物。将机器的处理室加热到150℃,并用氩气充满。
创建CAD模型,以限定最终部件的形状。使用STL格式从CAD系统导出CAD模型。将STL文件导入到ReaLizer设计软件(RDesigner)中,以准备构建平台。这包括例如根据预定的25μm层厚度将层切片成各层的步骤。用相应的激光参数对各层进行处理,包括激光功率、通过次数、线距离、填充图案等。当构建平台的准备完成时,将构建文件转移到ReaLizer控制软件中,该软件在整个构建周期期间操作和监测机器。
构建不同的形状。例如,再次参见图16A~图16B,牙钻形状包括圆柱体(1602)、阶梯式圆柱体、球(1603)、锥形圆柱体(1601)、火焰(1604)和带凹槽锥形形状(1608)。图17B是图17A的平台的一部分的立体图;包含设置在平台中的图16A的四个示例性牙钻。
在打印过程之后,使平台升高并去除过量的粉末。直接地附接到钢轴的成品牙钻从夹具中拔出,并且在修整过程中进行处理。使轴以4500rpm旋转,同时将多孔Al 2O3石料推动到抵接打印部。这带走了多孔的最外层并使金刚石暴露,以使牙钻能够具有良好的切削性能。
实施例5:对打印于轴上的牙钻的测试
不同的测试已表明具有类似玻璃或烧结陶瓷材料如ZrO 2的硬质基底的优越切削性能。具体地,在润湿条件下,将实施例4的3mm圆柱形牙钻以35000rpm的速度和500gf或700gf的力贴到致密氧化锆试样块(2mm×2mm)上。测试的对照牙钻(在施加到工具上的700gf的力作用下)是BruxZir Red-2(从Prismatik Dentalcraft,Inc(欧文市,加尼福尼亚州)获得)。BruxZir Red-2包含保持在适当位置具有近存在于工具表面的镍镀层的金刚石。结果在图18和图19中示出。
该实施例的牙钻获得比对照牙钻显著更高的切削速率,并且在较长的时间段内保持较高的切削速率。此外,由于在牙钻主体内存在金刚石,如果切削速率损失,则对工具进行修整以显示额外的金刚石是一种选择,这对于仅在其外表面上具有金刚石的电镀工具而言则不起作用。
实施例6:杯形磨轮的制造
使用WHA涂覆的金刚石D46,如上实施例1的实施例1的制备中所描述、来自Eckart-Granules的青铜89/11(83重量%)和来自Eckart-Granules(9重量%)的锡制造金刚石金属粘结杯形磨轮。在该混合物中,青铜89/11被认为是熔点为约990℃的较高熔点金属粘结剂,而锡被认为是熔点为约232℃的较低熔点金属粘结剂。在来自Willy A.Bachofen AGMaschinenfabrik(Muttenz,瑞士)的TURBULA摇混合器中,制备该混合物达为30分钟的时间。将该混合物填充于来自ReaLizer的SLM 50中,并将钢支撑件固定于机器移动平台上。用于支撑件的钢是标准C45钢(Din 1.0503)。
为了确保青铜金刚石层与钢支撑件之间的良好固定,采用以下的激光参数:80瓦的功率、500mm/s的扫描速度、600μm的阴影图案的线距离、和在-45°和45°下的2次扫描通过。在施加38粉末层之前重复该循环两次,然后改变用于使用专用于打印金刚石混合物的激光参数:一次具有5000瓦特(W)的功率、连续模式、5000μm的扫描速度、连续模式、60μm的阴影图案的线距离、第二次通过具有75瓦(W)的功率、5000mm/s的扫描速度、连续模式,扫描速度为5000mm/s,阴影图案的线距离为60μm。第一此扫描通过具有0°的角度,第二扫描通过具有90°的角度。
当采用连续通过而构建4mm层时,将该部件从机器中取出,除去过量的混合物。然后将该部件翻转,磨碎并锐化(打开孔和参考面,在0.02mm内磨削面平行于基准面的金刚石层)。在磨轮的成品表面上进执行图像分析,并且估计孔隙率约为10体积%。
按照常规方法(在模具中挤压),而制造包含WHA涂覆金刚石D46的类似的磨轮,如制造例1(8重量%)中的制备和青铜80/20预合金化(在烧结至83%的青铜89/11+9%的锡后相当)并且以类似的方式完成。
将两个磨轮均安装在HAAS MULTIGRIND AF90-5轴工具研磨机上,并且配备有12kW动力主轴(Haas Schleifmaschinen GmbH,德国特洛辛根市)。所使用的冷却剂是来自TTKSintogrind Oil Chemist(徳国斯图加特)的Oil Sintogrind TTK。
在HAAS MULTIGRIND研磨机上对两个末轮进行了测试,具有直径为5mm的尺寸的研磨碳化钨杆。所使用的参数是轮周边转速为18m/s、部件旋转为300rpm,并且对于各进给速度参数除区10mm材料,该参数从1mm/min变化到高达7mm/min。
AM多孔青铜金刚石涂覆的磨轮表现出更好的攻击行为以及较小的碎裂尺寸以便类似的磨损,如在下面的表4所示。
表4:磨削结果

实施例7:包含金属纳米颗粒的磨料金属粘结制品的制造
金刚石的金属化
铜镀银纳米颗粒涂层金刚石颗粒:
将70.48克的金刚石WWSA 400加载到美国专利公布2014/0363554中所描述的设备中。
首先,使用纯钛金属靶通过磁控管溅射将薄钛膜涂覆到金刚石上。在涂覆后金刚石上的钛重量百分比为0.1%。通过采用铜金属靶溅射来沉积铜层。涂覆铜的重量%为25%,并且计算的厚度为~700nm。最后,通过在0.1毫托氩压力下在1kW下溅射银6小时来沉积Ag纳米岛。图21示出了涂覆有铜并且在表面上具有银纳米颗粒的三角形金刚石。
激光系统
该实验用250W QCD光纤激光器进行,所述激光在1070nm的波长下以连续模式操作(可获自IPG Photonics,Oxford,MA;部件号YLR150/1500QCW)。
将激光器引向配备有100mm远心fθ聚焦透镜的可商购的2D galvo激光扫描仪头部(HurrySCAN20,购自徳国普切姆的ScanLab AG)。将扫描器安装到3D龙门系统(从Aerotech公司,Cittsburg,PA购得),以能够在激光打印过程中在X、Y和Z方向上定位。
粉末混合物按重量计制造,并且其由:来自Wendt(徳国Meer母线)的81%89/11青铜粉,来自Wendt(徳国Meer母线)的9%锡粉末和涂覆有银纳米颗粒的铜层的10%菱形(-100+120目)组成。铜和银在用强激光束照射后形成低温共晶,并且将颗粒烧结在一起。3M美国专利7,695,808(Tuma等人)公开了用银涂覆铜颗粒以在较低温度下烧结颗粒-颗粒的方法。
打印方法
制造金属粉末和经涂覆的磨料颗粒的混合物,并将其置于定制的粉末处理系统的进料室中。一旦初始层被均匀地放置,则用热加热器将构建板加热到大约70℃。将粉末处理系统封闭并用氮气吹扫。不锈钢构建板具有沉积在表面上的薄铜层,以改善打印层与基底的粘附性。使用以下参数打印所有层:
激光光束扫描速度:1m/s
激光功率:50W
填充图案的线条距离:30μm
在激光加工每一层之后,将另一层粉末在处理过的层上卷起。将构建板设置到较低的70μm,并且将粉末处理容器升高大约180μm以便提供适当的覆盖。然后用激光系统打印下一层。经激光加工的各层的填充图案旋转45°,从而使层具有交叉影线的机会。继续该过程,直到打印了所需数目的层。图22示出打印在构建板上的两个砂轮。
处理完成后,用剃刀刀片将部件从构建板上移除并清洗。
以上获得专利证书的申请中所有引用的参考文献、专利和专利申请以一致的方式全文以引用方式并入本文中。在并入的参考文献部分与本申请之间存在不一致或矛盾的情况下,应以前述说明中的信息为准。为了使本领域的普通技术人员能够实践受权利要求书保护的本公开而给出的前述说明不应理解为是对本公开范围的限制,本公开的范围由权利要求书及其所有等同形式限定。
Claims (29)
1.一种金属粘结磨料制品,所述金属粘结磨料制品包含金属粘结剂材料,所述金属粘结剂材料具有保持在其中的磨料颗粒,其中所述磨料颗粒包含其上的第一涂层和施加在所述第一涂层上的第二涂层;
其中所述金属粘结剂材料包含多孔含金属基质,所述多孔含金属基质具有10体积%至30体积%的空隙率;
其中所述第一涂层和第二涂层中的每个包含:金属、金属氧化物、金属碳化物、金属氮化物、准金属或者它们的组合物,其中所述第一涂层和第二涂层具有0.5微米或更大的平均厚度,并且其中所述金属粘结磨料制品包含所述金属粘结剂材料的彼此直接地粘结的多个层;并且
其中所述第二涂层包含至少一种材料,所述至少一种材料具有1300摄氏度或更高的熔点、250J/kg/K或更大的热容量、200W/m/K或更小的热导率或者它们的组合,
其中所述金属粘结磨料制品包含各自与相邻层直接地粘结的多个层,并且其中一些磨料颗粒被定位为使得第一颗粒部分位于第一层中且第二颗粒部分位于与第一层相邻的第二层中。
2.根据权利要求1所述的金属粘结磨料制品,其中第一涂层设置在磨料颗粒表面与所述第二涂层之间,所述第二涂层包含金属、金属氧化物、金属碳化物、金属氮化物或准金属。
3.根据权利要求2所述的金属粘结磨料制品,其中所述第一涂层包含钨、钛、铬、锆、钼、钒、钯、硅、铝、铁、钴、镍或者它们的合金或组合物。
4.根据权利要求2所述的金属粘结磨料制品,其中所述第二涂层包含镍-铬-钼合金。
5.根据权利要求2所述的金属粘结磨料制品,其中所述第二涂层包含钨、钛、钽、钼、铌、锆、钒、铬、银、铜、硼、铁、镍、钴、硅或者它们的合金或组合物。
6.根据权利要求2所述的金属粘结磨料制品,其中所述第一涂层的厚度介于1纳米与10微米之间,包括端值在内。
7.根据权利要求1所述的金属粘结磨料制品,其中所述磨料颗粒包括金刚石颗粒或立方氮化硼颗粒中的至少一种。
8.根据权利要求1所述的金属粘结磨料制品,其中所述金属粘结剂材料包含钴、铬、青铜、铜、锡、铁、铁合金、银、镍、钨、钛、锰、铝、硅、它们的碳化物或氮化物形式或者它们的组合。
9.根据权利要求1所述的金属粘结磨料制品,其中所述金属粘结磨料制品选自砂垫、砂磨头、砂瓦和砂轮。
10.根据权利要求1所述的金属粘结磨料制品,其中所述金属粘结磨料制品是牙钻。
11.根据权利要求1所述的金属粘结磨料制品,所述金属粘结磨料制品还包含多个金属纳米颗粒,所述多个金属纳米颗粒粘附到所述至少一个涂层的至少一部分。
12.根据权利要求1所述的金属粘结磨料制品,其中所述金属粘结磨料制品包含所述金属粘结剂材料的在多个层中的定向能量熔融的多个伪缺陷。
13.根据权利要求1所述的金属粘结磨料制品,其中所述金属粘结磨料制品包含嵌入所述金属粘结剂材料的连续相中的多个金属粘结剂颗粒。
14.一种制备金属粘结磨料制品的方法,所述方法按顺序包括步骤:
a)子工艺,所述子工艺按顺序包括:
i)在区域中沉积松散粉末颗粒层,其中松散粉末颗粒包括金属粘结剂颗粒和经涂覆的磨料颗粒,并且其中所述松散粉末颗粒层具有大致均一的厚度;
其中所述磨料颗粒包含其上的第一涂层和施加在所述第一涂层上的第二涂层,其中所述第二涂层包含至少一种材料,所述至少一种材料具有1300摄氏度或更高的熔点、250J/kg/K或更大的热容量、200W/m/K或更小的热导率或者它们的组合;
ii)用聚焦束的照射来选择性地处理所述松散粉末颗粒层的区域,以使粉末颗粒粘结在一起;
b)独立地实施步骤a)多次以生成金属粘结磨料制品,所述金属粘结磨料制品包含粘结粉末颗粒和其余的松散粉末颗粒,其中在每个步骤a)中,所述松散粉末颗粒是独立地选择的;以及
c)将大致所有其余的松散粉末颗粒与所述金属粘结磨料制品分离,其中所述金属粘结磨料制品包含保持在金属粘结剂材料中的所述经涂覆的磨料颗粒,
其中所述金属粘结剂材料包含多孔含金属基质,所述多孔含金属基质具有10体积%至30体积%的空隙率。
15.根据权利要求14所述的方法,其中所述聚焦束包括激光照射,所述激光照射向所述松散粉末颗粒提供1.2焦耳/平方毫米(J/mm2)或更小的能量密度。
16.根据权利要求14所述的方法,所述方法还包括d)在包含氢气的气氛或者惰性气氛中,在热等静压力机或者炉中加热所述金属粘结磨料制品。
17.根据权利要求14至16中任一项所述的方法,其中使所述金属粘结磨料制品直接地形成于金属支撑件上。
18.一种制备金属粘结磨料制品的方法,所述方法按顺序包括步骤:
a)子工艺,所述子工艺按顺序包括:
i)在区域中沉积松散粉末颗粒层,其中松散粉末颗粒包括较高熔点金属粘结剂颗粒和经涂覆的磨料颗粒,并且其中所述松散粉末颗粒层具有大致均一的厚度;
其中所述磨料颗粒包含其上的第一涂层和施加在所述第一涂层上的第二涂层,其中所述第二涂层包含至少一种材料,所述至少一种材料具有1300摄氏度或更高的熔点、250J/kg/K或更大的热容量、200W/m/K或更小的热导率或者它们的组合;
ii)用聚焦束的照射来选择性地处理所述松散粉末颗粒层的区域,以使粉末颗粒粘结在一起;
b)独立地实施步骤a)多次以生成磨料制品预成形件,所述磨料制品预成形件包含粘结粉末颗粒和其余的松散粉末颗粒,其中在每个步骤a)中,所述松散粉末颗粒是独立地选择的;
c)将大致所有其余的松散粉末颗粒与所述磨料制品预成形件分离;
d)用熔融的较低熔点金属灌注所述磨料制品预成形件,其中所述较高熔点金属粘结剂颗粒中的至少一些在与所述熔融的较低熔点金属接触时不完全熔融;以及
e)使所述熔融的较低熔点金属固化以提供所述金属粘结磨料制品,
其中所述金属粘结剂材料包含多孔含金属基质,所述多孔含金属基质具有10体积%至30体积%的空隙率。
19.一种制备金属粘结磨料制品的方法,所述方法按顺序包括步骤:
a)子工艺,所述子工艺按顺序包括:
i)在区域中沉积松散粉末颗粒层,其中松散粉末颗粒包括较高熔点金属粘结剂颗粒、较低熔点金属粘结剂颗粒和经涂覆的磨料颗粒,并且其中所述松散粉末颗粒层具有大致均一的厚度;
其中所述磨料颗粒包含其上的第一涂层和施加在所述第一涂层上的第二涂层,其中所述第二涂层包含至少一种材料,所述至少一种材料具有1300摄氏度或更高的熔点、250J/kg/K或更大的热容量、200W/m/K或更小的热导率或者它们的组合;
ii)用聚焦束的照射来选择性地处理所述松散粉末颗粒层的区域,以使较低熔点金属粘结剂颗粒熔融但不使较高熔点金属粘结剂颗粒熔融,并且使粉末颗粒粘结在一起;
b)独立地实施步骤a)多次以生成金属粘结磨料制品,所述金属粘结磨料制品包含粘结粉末颗粒和其余的松散粉末颗粒,其中在每个步骤a)中,所述松散粉末颗粒是独立地选择的;以及
c)将大致所有其余的松散粉末颗粒与所述金属粘结磨料制品分离,其中所述金属粘结磨料制品包含保持在金属粘结剂材料中的所述经涂覆的磨料颗粒,
其中所述金属粘结剂材料包含多孔含金属基质,所述多孔含金属基质具有10体积%至30体积%的空隙率。
20.根据权利要求18或权利要求19所述的方法,其中所述聚焦束包括激光照射或电子束照射。
21.一种非暂态机器可读介质,所述非暂态机器可读介质具有表示金属粘结磨料制品的三维模型的数据,当由与3D打印机对接的一个或多个处理器访问时,使得所述3D打印机创建所述金属粘结磨料制品,所述金属粘结磨料制品包含:
金属粘结剂材料,所述金属粘结剂材料具有保持在其中的磨料颗粒,其中所述磨料颗粒包含其上的第一涂层和施加在所述第一涂层上的第二涂层,其中所述金属粘结剂材料包含多孔含金属基质,所述多孔含金属基质具有10体积%至30体积%的空隙率,并且其中所述第一涂层和第二涂层中的每个包含:金属、金属氧化物、金属碳化物、金属氮化物、准金属或者它们的组合物,其中所述第一涂层和第二涂层具有0.5微米或更大的平均厚度,并且其中所述金属粘结磨料制品包含所述金属粘结剂材料的彼此直接地粘结的多个层;
其中所述第二涂层包含至少一种材料,所述至少一种材料具有1300摄氏度或更高的熔点、250J/kg/K或更大的热容量、200W/m/K或更小的热导率或者它们的组合,
其中所述金属粘结磨料制品包含各自与相邻层直接地粘结的多个层,并且其中一些磨料颗粒被定位为使得第一颗粒部分位于第一层中且第二颗粒部分位于与第一层相邻的第二层中。
22.一种方法,所述方法包括:
从非暂态机器可读介质检索表示金属粘结磨料制品的3D模型的数据,所述金属粘结磨料制品包含:
金属粘结剂材料,所述金属粘结剂材料具有保持在其中的磨料颗粒,其中所述磨料颗粒包含其上的第一涂层和施加在所述第一涂层上的第二涂层,其中所述金属粘结剂材料包含多孔含金属基质,所述多孔含金属基质具有10体积%至30体积%的空隙率,并且其中所述第一涂层和第二涂层中的每个包含:金属、金属氧化物、金属碳化物、金属氮化物、准金属或者它们的组合物,其中所述第一涂层和第二涂层具有0.5微米或更大的平均厚度;
其中所述第二涂层包含至少一种材料,所述至少一种材料具有1300摄氏度或更高的熔点、250J/kg/K或更大的热容量、200W/m/K或更小的热导率或者它们的组合;
由一个或多个处理器使用所述数据来执行与制造装置对接的3D打印应用程序;以及
由所述制造装置生成所述金属粘结磨料制品的物理对象,
其中所述金属粘结磨料制品包含各自与相邻层直接地粘结的多个层,并且其中一些磨料颗粒被定位为使得第一颗粒部分位于第一层中且第二颗粒部分位于与第一层相邻的第二层中。
23.一种使用根据权利要求22所述的方法生成的金属粘结磨料制品。
24.一种形成金属粘结磨料制品的方法,所述方法包括:
由具有一个或多个处理器的制造装置来接收包括数据的数字对象,所述数据指定金属粘结磨料制品的多个层,所述金属粘结磨料制品包含:
金属粘结剂材料,所述金属粘结剂材料具有保持在其中的磨料颗粒,其中所述磨料颗粒包含其上的第一涂层和施加在所述第一涂层上的第二涂层,其中所述金属粘结剂材料包含多孔含金属基质,所述多孔含金属基质具有10体积%至30体积%的空隙率,并且其中所述第一涂层和第二涂层中的每个包含:金属、金属氧化物、金属碳化物、金属氮化物、准金属或者它们的组合物,其中所述第一涂层和第二涂层具有0.5微米或更大的平均厚度;
其中所述第二涂层包含至少一种材料,所述至少一种材料具有1300摄氏度或更高的熔点、250J/kg/K或更大的热容量、200W/m/K或更小的热导率或者它们的组合;以及
基于所述数字对象,利用所述制造装置通过增材制造工艺来生成所述金属粘结磨料制品,
其中所述金属粘结磨料制品包含各自与相邻层直接地粘结的多个层,并且其中一些磨料颗粒被定位为使得第一颗粒部分位于第一层中且第二颗粒部分位于与第一层相邻的第二层中。
25.根据权利要求24所述的方法,其中所述增材制造工艺按顺序包括步骤:
a)子工艺,所述子工艺按顺序包括:
i)在区域中沉积松散粉末颗粒层,其中松散粉末颗粒包括金属粘结剂颗粒和经涂覆的磨料颗粒,并且其中所述松散粉末颗粒层具有大致均一的厚度;
ii)用聚焦束的照射来选择性地处理所述松散粉末颗粒层的区域,以使粉末颗粒粘结在一起;以及
b)独立地实施步骤a)多次以生成金属粘结磨料制品,所述金属粘结磨料制品包含粘结粉末颗粒和其余的松散粉末颗粒,其中在每个步骤a)中,所述松散粉末颗粒是独立地选择的。
26.根据权利要求25所述的方法,所述方法还包括c)将大致所有其余的松散粉末颗粒与所述金属粘结磨料制品分离,其中所述金属粘结磨料制品包含保持在金属粘结剂材料中的所述经涂覆的磨料颗粒。
27.一种形成金属粘结磨料制品预成形件的方法,所述方法包括:
由具有一个或多个处理器的制造装置来接收包括数据的数字对象,所述数据指定金属粘结磨料制品的多个层;以及
基于所述数字对象,利用所述制造装置通过增材制造工艺来生成所述金属粘结磨料制品的所述金属粘结磨料制品预成形件,其中所述增材制造工艺包括:
a)子工艺,所述子工艺按顺序包括:
i)在区域中沉积松散粉末颗粒层,其中松散粉末颗粒包括较高熔点金属粘结剂颗粒和经涂覆的磨料颗粒,并且其中所述松散粉末颗粒层具有大致均一的厚度;
其中所述磨料颗粒包含其上的第一涂层和施加在所述第一涂层上的第二涂层,其中所述第二涂层包含至少一种材料,所述至少一种材料具有1300摄氏度或更高的熔点、250J/kg/K或更大的热容量、200W/m/K或更小的热导率或者它们的组合;
ii)用聚焦束的照射来选择性地处理所述松散粉末颗粒层的区域,以使粉末颗粒粘结在一起;以及
b)独立地实施步骤a)多次以生成磨料制品预成形件,所述磨料制品预成形件包含粘结粉末颗粒和其余的松散粉末颗粒,其中在每个步骤a)中,所述松散粉末颗粒是独立地选择的,
其中所述金属粘结剂材料包含多孔含金属基质,所述多孔含金属基质具有10体积%至30体积%的空隙率。
28.根据权利要求27所述的方法,所述方法还包括:
c)将大致所有其余的松散粉末颗粒与所述磨料制品预成形件分离;
d)用熔融的较低熔点金属灌注所述磨料制品预成形件,其中所述较高熔点金属粘结剂颗粒中的至少一些在与所述熔融的较低熔点金属接触时不完全熔融;以及
e)使所述熔融的较低熔点金属固化以提供金属粘结磨料制品。
29.一种系统,所述系统包括:
显示器,所述显示器显示金属粘结磨料制品的3D模型;以及
一个或多个处理器,所述一个或多个处理器响应于用户选择的3D模型,使得3D打印机创建所述金属粘结磨料制品的物理对象,所述金属粘结磨料制品包含:
金属粘结剂材料,所述金属粘结剂材料具有保持在其中的磨料颗粒,其中所述磨料颗粒包含其上的第一涂层和施加在所述第一涂层上的第二涂层,其中所述金属粘结剂材料包含多孔含金属基质,所述多孔含金属基质具有10体积%至30体积%的空隙率,并且其中所述第一涂层和第二涂层中的每个包含:金属、金属氧化物、金属碳化物、金属氮化物、准金属或者它们的组合物,其中所述第一涂层和第二涂层具有0.5微米或更大的平均厚度;
其中所述第二涂层包含至少一种材料,所述至少一种材料具有1300摄氏度或更高的熔点、250J/kg/K或更大的热容量、200W/m/K或更小的热导率或者它们的组合,
其中所述金属粘结磨料制品包含各自与相邻层直接地粘结的多个层,并且其中一些磨料颗粒被定位为使得第一颗粒部分位于第一层中且第二颗粒部分位于与第一层相邻的第二层中。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201762464632P | 2017-02-28 | 2017-02-28 | |
| US62/464,632 | 2017-02-28 | ||
| US201762549161P | 2017-08-23 | 2017-08-23 | |
| US62/549,161 | 2017-08-23 | ||
| PCT/US2018/015134 WO2018160297A1 (en) | 2017-02-28 | 2018-01-25 | Metal bond abrasive articles and methods of making metal bond abrasive articles |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN110337347A CN110337347A (zh) | 2019-10-15 |
| CN110337347B true CN110337347B (zh) | 2022-07-12 |
Family
ID=63370218
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201880014168.4A Active CN110337347B (zh) | 2017-02-28 | 2018-01-25 | 金属粘结磨料制品及制备金属粘结磨料制品的方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US11383350B2 (zh) |
| EP (1) | EP3589450A4 (zh) |
| JP (1) | JP2020511317A (zh) |
| KR (1) | KR102464517B1 (zh) |
| CN (1) | CN110337347B (zh) |
| WO (1) | WO2018160297A1 (zh) |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102464517B1 (ko) | 2017-02-28 | 2022-11-10 | 쓰리엠 이노베이티브 프로퍼티즈 캄파니 | 금속 접합 연마 용품 및 금속 접합 연마 용품을 제조하는 방법 |
| JP7012276B2 (ja) * | 2018-09-07 | 2022-01-28 | 石川県 | 砥粒付工具、砥粒付工具の製造方法及び砥粒固着方法 |
| AT16308U3 (de) * | 2018-11-19 | 2019-12-15 | Plansee Se | Additiv gefertigtes Refraktärmetallbauteil, additives Fertigungsverfahren und Pulver |
| CN109628772B (zh) * | 2018-12-25 | 2020-04-10 | 华中科技大学 | 一种超短周期高强度-高延展性镍铝青铜合金及制备方法 |
| CN109483418B (zh) * | 2018-12-28 | 2023-11-17 | 西安增材制造国家研究院有限公司 | 金属基微量润滑砂轮及金属基微量润滑砂轮的制作方法 |
| DE102019207350A1 (de) * | 2019-05-20 | 2020-11-26 | Siemens Aktiengesellschaft | Schweißverfahren mit ummantelten abrasiven Teilchen, ummanteltes abrasives Teilchen, Schichtsystem und Dichtungssystem |
| US11965398B2 (en) * | 2019-06-27 | 2024-04-23 | Schlumberger Technology Corporation | Wear resistant self-lubricating additive manufacturing parts and part features |
| CN112140015A (zh) | 2019-06-28 | 2020-12-29 | 圣戈班磨料磨具有限公司 | 磨料制品及其形成方法 |
| DE102019209992A1 (de) * | 2019-07-08 | 2021-01-14 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Verfahren zur Herstellung eines Verbundbauteils |
| WO2021038438A1 (en) | 2019-08-28 | 2021-03-04 | 3M Innovative Properties Company | Dental bur, manufacturing method therefor and data stream |
| CN112743443A (zh) * | 2019-10-29 | 2021-05-04 | 山西钜星超硬工具制品有限公司 | 一种珩磨油石 |
| CN110901049B (zh) * | 2019-11-15 | 2020-10-02 | 华中科技大学 | 一种适用于宽温度梯度下选择性熔化成型的喷印打印设备 |
| KR102335793B1 (ko) * | 2020-03-09 | 2021-12-08 | 신한다이아몬드공업 주식회사 | Cmp 패드 컨디셔너 제조방법 및 이를 이용한 cmp 패드 컨디셔너 |
| US11481524B2 (en) * | 2020-06-26 | 2022-10-25 | Microsoft Technology Licensing, Llc | Conformal coating iteration |
| CN111633575A (zh) * | 2020-06-30 | 2020-09-08 | 郑州高新磨料磨具有限公司 | 一种加工止推面用金属结合剂cbn砂轮及其制备方法 |
| CN111940742B (zh) * | 2020-08-08 | 2022-07-05 | 邹爱忠 | 一种梯度硬质合金的制备方法 |
| KR102286383B1 (ko) * | 2021-01-13 | 2021-08-04 | 양회준 | 코발트를 사용하지 않는 다이아몬드 세그멘트를 이용한 본드재 및 그 다이아몬드 세그멘트 |
| CN115138859B (zh) * | 2022-08-17 | 2023-07-07 | 南京农业大学 | 一种一体化成形的金刚石砂轮及其制备方法 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3650714A (en) * | 1969-03-04 | 1972-03-21 | Permattach Diamond Tool Corp | A method of coating diamond particles with metal |
| US6416560B1 (en) * | 1999-09-24 | 2002-07-09 | 3M Innovative Properties Company | Fused abrasive bodies comprising an oxygen scavenger metal |
| US20060162967A1 (en) * | 2005-01-27 | 2006-07-27 | Brackin Van J | Abrasive-impregnated cutting structure having anisotropic wear resistance and drag bit including same |
| CN101132884A (zh) * | 2004-12-09 | 2008-02-27 | 宋健民 | 使超研磨颗粒于金属基质中的保持率最大化的方法 |
| CN103703208A (zh) * | 2011-06-22 | 2014-04-02 | 贝克休斯公司 | 涂覆的颗粒和相关方法 |
| US20150290771A1 (en) * | 2012-03-27 | 2015-10-15 | Yundong Li | Abrasive article and method for making the same |
| TW201622972A (zh) * | 2014-10-17 | 2016-07-01 | 應用材料股份有限公司 | 由積層製造製程所生產之硏磨墊 |
| US20160354901A1 (en) * | 2013-11-04 | 2016-12-08 | Applied Materials, Inc. | Printed chemical mechanical polishing pad having abrasives therein and system for printing |
| CN106312843A (zh) * | 2016-10-31 | 2017-01-11 | 湖南城市学院 | 一种金刚石砂轮及其生产方法 |
Family Cites Families (50)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2367404A (en) | 1943-07-09 | 1945-01-16 | Fish Schurman Corp | Abrasive composition of matter and method of forming same |
| JPS5217913B1 (zh) * | 1966-07-11 | 1977-05-18 | ||
| US3663191A (en) * | 1970-07-23 | 1972-05-16 | Dentsply Int Inc | Diamond tool and method of making the same |
| JPS5217913A (en) | 1975-07-31 | 1977-02-10 | Nippon Telegraph & Telephone | Dot matrix type head |
| US4314827A (en) | 1979-06-29 | 1982-02-09 | Minnesota Mining And Manufacturing Company | Non-fused aluminum oxide-based abrasive mineral |
| US4623364A (en) | 1984-03-23 | 1986-11-18 | Norton Company | Abrasive material and method for preparing the same |
| CA1254238A (en) | 1985-04-30 | 1989-05-16 | Alvin P. Gerk | Process for durable sol-gel produced alumina-based ceramics, abrasive grain and abrasive products |
| US4612242A (en) | 1985-06-03 | 1986-09-16 | Minnesota Mining And Manufacturing Company | Pressure-sensitive adhesive tape containing coated glass microbubbles |
| US4770671A (en) | 1985-12-30 | 1988-09-13 | Minnesota Mining And Manufacturing Company | Abrasive grits formed of ceramic containing oxides of aluminum and yttrium, method of making and using the same and products made therewith |
| US4881951A (en) | 1987-05-27 | 1989-11-21 | Minnesota Mining And Manufacturing Co. | Abrasive grits formed of ceramic containing oxides of aluminum and rare earth metal, method of making and products made therewith |
| US4848041A (en) | 1987-11-23 | 1989-07-18 | Minnesota Mining And Manufacturing Company | Abrasive grains in the shape of platelets |
| WO1990003893A1 (en) | 1988-10-05 | 1990-04-19 | Michael Feygin | An improved apparatus and method for forming an integral object from laminations |
| US5839329A (en) | 1994-03-16 | 1998-11-24 | Baker Hughes Incorporated | Method for infiltrating preformed components and component assemblies |
| US5433280A (en) | 1994-03-16 | 1995-07-18 | Baker Hughes Incorporated | Fabrication method for rotary bits and bit components and bits and components produced thereby |
| BE1008917A3 (fr) | 1994-11-16 | 1996-10-01 | Diamant Boart Sa | Outil abrasif, de coupe ou analogue et procede de fabrication de cet outil. |
| DE19533960C2 (de) | 1995-09-13 | 1997-08-28 | Fraunhofer Ges Forschung | Verfahren und Vorrichtung zur Herstellung von metallischen Werkstücken |
| US6039641A (en) | 1997-04-04 | 2000-03-21 | Sung; Chien-Min | Brazed diamond tools by infiltration |
| DE19834559A1 (de) | 1998-07-31 | 2000-02-03 | Friedrich Schiller Uni Jena Bu | Verfahren zur Herstellung von Werkzeugen für die Bearbeitung von Oberflächen |
| DE19909882C2 (de) | 1999-03-06 | 2002-01-10 | Fraunhofer Ges Forschung | Material zur schichtweisen Herstellung von Werkzeugen, Formen oder Bauteilen durch das Lasersinterverfahren |
| US6319108B1 (en) * | 1999-07-09 | 2001-11-20 | 3M Innovative Properties Company | Metal bond abrasive article comprising porous ceramic abrasive composites and method of using same to abrade a workpiece |
| CA2327634A1 (en) * | 1999-12-07 | 2001-06-07 | Powdermet, Inc. | Abrasive particles with metallurgically bonded metal coatings |
| US6413286B1 (en) | 2000-05-03 | 2002-07-02 | Saint-Gobain Abrasives Technology Company | Production tool process |
| US6551366B1 (en) | 2000-11-10 | 2003-04-22 | 3M Innovative Properties Company | Spray drying methods of making agglomerate abrasive grains and abrasive articles |
| US20020095875A1 (en) | 2000-12-04 | 2002-07-25 | D'evelyn Mark Philip | Abrasive diamond composite and method of making thereof |
| JP2003039328A (ja) | 2001-07-31 | 2003-02-13 | Kurenooton Kk | メタルボンドホイール及びその製造方法 |
| US7544114B2 (en) | 2002-04-11 | 2009-06-09 | Saint-Gobain Technology Company | Abrasive articles with novel structures and methods for grinding |
| JP2004009251A (ja) | 2002-06-10 | 2004-01-15 | Nippon Plastic Seito Kk | 極薄超砥粒メタルボンド砥石およびその製造方法 |
| US20060059785A1 (en) | 2002-09-24 | 2006-03-23 | Chien-Min Sung | Methods of maximizing retention of superabrasive particles in a metal matrix |
| US6814926B2 (en) | 2003-03-19 | 2004-11-09 | 3D Systems Inc. | Metal powder composition for laser sintering |
| KR100489547B1 (ko) | 2003-06-20 | 2005-05-16 | 일진디스플레이(주) | 구리계 매트릭스 합금과의 소결성이 우수한 다이아몬드그릿과 그 제조방법 및 이를 사용한 소결공구 |
| WO2005030382A2 (en) | 2003-09-26 | 2005-04-07 | 3M Innovative Properties Company | Nanoscale gold catalysts, activating agents, support media, and related methodologies useful for making such catalyst systems especially when the gold is deposited onto the support media using physical vapor deposition |
| CA2570671C (en) * | 2004-06-10 | 2013-01-08 | Allomet Corporation | Method for consolidating tough coated hard powders |
| US7875091B2 (en) | 2005-02-22 | 2011-01-25 | Saint-Gobain Abrasives, Inc. | Rapid tooling system and methods for manufacturing abrasive articles |
| US20070031791A1 (en) | 2005-08-03 | 2007-02-08 | 3M Innovative Properties Company | Scanning models for digital orthodontics |
| US20080187769A1 (en) | 2006-04-13 | 2008-08-07 | 3M Innovative Properties | Metal-coated superabrasive material and methods of making the same |
| US8882868B2 (en) * | 2008-07-02 | 2014-11-11 | Saint-Gobain Abrasives, Inc. | Abrasive slicing tool for electronics industry |
| US8142531B2 (en) | 2008-12-17 | 2012-03-27 | 3M Innovative Properties Company | Shaped abrasive particles with a sloping sidewall |
| MX351393B (es) | 2009-08-04 | 2017-10-13 | Allomet Corp | Partículas duras recubiertas resistentes consolidadas en una matriz de material resistente. |
| WO2011082377A2 (en) | 2009-12-31 | 2011-07-07 | Saint-Gobain Abrasives, Inc. | Abrasive article incorporating an infiltrated abrasive segment |
| US20140363554A1 (en) | 2011-12-22 | 2014-12-11 | 3M Innovative Properties Company | Ethylene removal agent |
| US9067299B2 (en) | 2012-04-25 | 2015-06-30 | Applied Materials, Inc. | Printed chemical mechanical polishing pad |
| CN105142825A (zh) * | 2012-09-27 | 2015-12-09 | 阿洛梅特公司 | 形成具有功能梯度材料的新颖组合物的金属或陶瓷制品的方法和包含所述组合物的制品 |
| WO2014074947A2 (en) | 2012-11-08 | 2014-05-15 | Das, Suman | Systems and methods for additive manufacturing and repair of metal components |
| CA2924738C (en) | 2013-09-30 | 2022-06-07 | Saint-Gobain Ceramics & Plastics, Inc. | Shaped abrasive particles and methods of forming same |
| EP3132154B1 (en) * | 2014-04-15 | 2018-02-28 | Ferdiam S.r.l. | Braking member for brake system and method for making it |
| CN107896491B (zh) | 2015-06-25 | 2020-12-29 | 3M创新有限公司 | 制造金属粘结磨料制品的方法和金属粘结磨料制品 |
| EP3313614A4 (en) | 2015-06-25 | 2019-05-15 | 3M Innovative Properties Company | ABRASIVE ARTICLES WITH VITRIFIED BINDER AND METHODS OF MAKING SAME |
| EP3405309B1 (en) | 2016-01-21 | 2022-04-27 | 3M Innovative Properties Company | Methods of making metal bond and vitreous bond abrasive articles |
| CN108778741A (zh) | 2016-03-30 | 2018-11-09 | 3M创新有限公司 | 制造金属粘结和玻璃状粘结磨料制品的方法以及磨料制品前体 |
| KR102464517B1 (ko) | 2017-02-28 | 2022-11-10 | 쓰리엠 이노베이티브 프로퍼티즈 캄파니 | 금속 접합 연마 용품 및 금속 접합 연마 용품을 제조하는 방법 |
-
2018
- 2018-01-25 KR KR1020197025197A patent/KR102464517B1/ko active IP Right Grant
- 2018-01-25 US US16/478,870 patent/US11383350B2/en active Active
- 2018-01-25 EP EP18760938.3A patent/EP3589450A4/en not_active Withdrawn
- 2018-01-25 WO PCT/US2018/015134 patent/WO2018160297A1/en unknown
- 2018-01-25 CN CN201880014168.4A patent/CN110337347B/zh active Active
- 2018-01-25 JP JP2019546850A patent/JP2020511317A/ja not_active Ceased
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3650714A (en) * | 1969-03-04 | 1972-03-21 | Permattach Diamond Tool Corp | A method of coating diamond particles with metal |
| US6416560B1 (en) * | 1999-09-24 | 2002-07-09 | 3M Innovative Properties Company | Fused abrasive bodies comprising an oxygen scavenger metal |
| CN101132884A (zh) * | 2004-12-09 | 2008-02-27 | 宋健民 | 使超研磨颗粒于金属基质中的保持率最大化的方法 |
| US20060162967A1 (en) * | 2005-01-27 | 2006-07-27 | Brackin Van J | Abrasive-impregnated cutting structure having anisotropic wear resistance and drag bit including same |
| CN103703208A (zh) * | 2011-06-22 | 2014-04-02 | 贝克休斯公司 | 涂覆的颗粒和相关方法 |
| US20150290771A1 (en) * | 2012-03-27 | 2015-10-15 | Yundong Li | Abrasive article and method for making the same |
| US20160354901A1 (en) * | 2013-11-04 | 2016-12-08 | Applied Materials, Inc. | Printed chemical mechanical polishing pad having abrasives therein and system for printing |
| TW201622972A (zh) * | 2014-10-17 | 2016-07-01 | 應用材料股份有限公司 | 由積層製造製程所生產之硏磨墊 |
| CN106312843A (zh) * | 2016-10-31 | 2017-01-11 | 湖南城市学院 | 一种金刚石砂轮及其生产方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102464517B1 (ko) | 2022-11-10 |
| US20190375072A1 (en) | 2019-12-12 |
| JP2020511317A (ja) | 2020-04-16 |
| US11383350B2 (en) | 2022-07-12 |
| KR20190124720A (ko) | 2019-11-05 |
| EP3589450A1 (en) | 2020-01-08 |
| CN110337347A (zh) | 2019-10-15 |
| WO2018160297A1 (en) | 2018-09-07 |
| EP3589450A4 (en) | 2021-04-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110337347B (zh) | 金属粘结磨料制品及制备金属粘结磨料制品的方法 | |
| KR102427116B1 (ko) | 배향된 연마 입자를 포함하는 접합된 연마 용품, 및 그의 제조 방법 | |
| US11597058B2 (en) | Methods of making metal bond abrasive articles and metal bond abrasive articles | |
| CN111050954B (zh) | 用于增材制造的设备及方法 | |
| JP5991574B2 (ja) | 三次元形状造形物の製造方法 | |
| JP6303016B2 (ja) | 積層造形物の製造方法 | |
| JP2019508264A (ja) | メタルボンド及びガラス質ボンド研磨物品の製造方法、並びに研磨物品前駆体 | |
| JP2020511317A5 (zh) | ||
| EP2334455B1 (en) | Microwave plasma sintering | |
| JP7362718B2 (ja) | 造形方法および造形用の粉末材料 | |
| EP3436269A1 (en) | Methods of making metal bond and vitreous bond abrasive articles, and abrasive article precursors | |
| WO2021038438A1 (en) | Dental bur, manufacturing method therefor and data stream | |
| TWI239874B (en) | Metal powder composition for use in selective laser sintering, method of making same, and three-dimensional object shaped from same | |
| JP7012276B2 (ja) | 砥粒付工具、砥粒付工具の製造方法及び砥粒固着方法 | |
| JP2008018532A (ja) | 研削砥石の製造方法 | |
| US10858295B2 (en) | Composite particles, composite powder, method for manufacturing composite particles, and method for manufacturing composite member | |
| WO2021001730A1 (en) | Methods of making metal bond abrasive articles and metal bond abrasive articles | |
| KR101201259B1 (ko) | 비정질 금속을 이용하는 cmp 패드 컨디셔너 제조방법 | |
| KR20190074295A (ko) | 코팅된 충전제 입자를 갖는 금속 하이브리드 연삭 휠 | |
| WO2022102335A1 (ja) | 多孔質メタルボンド砥石の製造方法および多孔質メタルボンドホイールの製造方法 | |
| YANG et al. | Analysis of the Mechanisms and Characteristics of Laser Sintering Diamond Fine Powder and Metallic Powder. | |
| JP2005161510A (ja) | メタルボンド砥石とその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |