CN110125226B - 一种多工位冲床 - Google Patents
一种多工位冲床 Download PDFInfo
- Publication number
- CN110125226B CN110125226B CN201910549628.XA CN201910549628A CN110125226B CN 110125226 B CN110125226 B CN 110125226B CN 201910549628 A CN201910549628 A CN 201910549628A CN 110125226 B CN110125226 B CN 110125226B
- Authority
- CN
- China
- Prior art keywords
- product
- clamping
- product clamping
- station
- fixedly connected
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/02—Stamping using rigid devices or tools
- B21D22/08—Stamping using rigid devices or tools with die parts on rotating carriers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D45/00—Ejecting or stripping-off devices arranged in machines or tools dealt with in this subclass
- B21D45/06—Stripping-off devices
- B21D45/08—Stripping-off devices interrelated with motion of tool
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
Abstract
本发明公开了一种多工位冲床,包括转盘组件和冲压组件;冲压组件包括冲压机架,冲压机架上固定连接有两个关于冲头相对设置的产品夹持单元,产品夹持单元包括产品夹持支撑杆和产品夹持滑动块,产品夹持支撑杆固定连接冲压机架,产品夹持支撑杆滑动穿设于产品夹持滑动块内;产品夹持支撑杆上套设有产品夹持弹簧;产品夹持滑动块背离产品夹持弹簧的一面固定连接产品夹持块;产品夹持单元还包括用于挤压产品夹持滑动块的挤压滚轴,挤压滚轴连接冲压滑架;产品夹持滑动块朝下的一面形成引导斜面,挤压滚轴沿着引导斜面滑动从而挤压产品夹持滑动块。该冲床无需人工,节省设备和人力。
Description
技术领域
本发明涉及冲床领域,尤其涉及一种多工位冲床。
背景技术
传统的冲床加工工程中,如果对同一产品需要多道冲压工序,一般会设置多个模具安装于多个冲床上,依次进行冲压,冲床和冲床之间产品的取放由人工完成。因此,耗费人工并且需要的加工设备多,生产效率较低。
发明内容
本发明的目的在于提供一种多工位冲床,来解决在多道冲压工序中需要多个冲床和人工取放产品的问题。
为达此目的,本发明采用以下技术方案:
一种多工位冲床,包括转盘组件和冲压组件;所述转盘组件包括转盘,所述转盘上设有多个工位单元,各所述工位单元上分别放置有一冲压模具,所述转盘连接有用于驱动其旋转的旋转驱动件;
所述冲压组件包括冲压机架,所述冲压机架上固定连接有冲压驱动件,所述冲压驱动件驱动连接有冲压滑架,所述冲压滑架固定连接有冲头,所述冲压滑架滑动连接所述冲压机架;
所述冲压机架上还固定连接有两个关于所述冲头相对设置的产品夹持单元;所述产品夹持单元包括产品夹持支撑杆和产品夹持滑动块,所述产品夹持支撑杆固定连接所述冲压机架,所述产品夹持支撑杆滑动穿设于产品夹持滑动块内;产品夹持支撑杆上套设有产品夹持弹簧,所述产品夹持弹簧的一端固定连接所述冲压机架,另一端固定连接所述产品夹持滑动块;所述产品夹持滑动块背离所述产品夹持弹簧的一面固定连接产品夹持块,所述产品夹持块背离所述产品夹持滑动块的一面固定设有产品夹持软垫;
所述产品夹持单元还包括用于挤压所述产品夹持滑动块的挤压滚轴,所述挤压滚轴连接所述冲压滑架;所述产品夹持滑动块朝下的一面形成引导斜面,所述挤压滚轴沿着引导斜面滑动从而挤压所述产品夹持滑动块;
当所述冲头朝上移动时,所述挤压滚轴沿着引导斜面朝上滑动,挤压所述产品夹持滑动块使得产品夹持滑动块朝背离所述产品夹持弹簧的方向移动,产品夹持弹簧变形;进而使得两个相对的产品夹持软垫之间的距离减小,产品被夹紧于两个相对的产品夹持软垫之间;
当所述冲头朝下移动时,所述挤压滚轴朝下滑动,不再挤压产品夹持滑动块,产品夹持滑动块在产品夹持弹簧的弹力作用下复位,产品被松开。
可选的,所述工位单元包括工位座,所述工位座固定连接所述转盘;所述工位座上固定设有滑动导轨,所述滑动导轨上滑动连接有模具夹持滑动块;所述滑动导轨背离所述模具夹持滑动块的一端设有模具夹持固定块,所述模具夹持固定块固定连接所述工位座;所述工位单元还包括模具夹持弹簧,所述模具夹持弹簧的一端固定连接所述模具夹持滑动块,另一端固定连接所述工位座;
所述模具夹持滑动块朝下的一面固定设有模具夹持滑动杆,所述工位座和转盘上分别开设有工位座滑槽和转盘滑槽,所述模具夹持滑动杆依次穿过所述工位座滑槽和转盘滑槽,伸至所述转盘的下方;
所述转盘组件还包括转盘机架和模具夹持固定杆,所述转盘转动安装于所述转盘机架上,所述模具夹持固定杆固定安装于所述转盘机架上;模具夹持滑动杆朝向模具夹持固定杆的一面形成第一引导弧面,模具夹持固定杆朝向模具朝向模具夹持滑动杆的一面形成第二引导弧面;
所述转盘旋转使得模具夹持滑动杆和模具夹持固定杆接触之后,所述转盘继续旋转,第一引导弧面在第二引导弧面上滑动,使得模具夹持滑动杆受力朝背离模具夹持弹簧的方向滑动,带动模具夹持滑动块朝模具夹持固定块的方向移动,夹紧模具;
所述转盘旋转使模具夹持滑动杆和模具夹持固定杆不再接触时,所述模具夹持滑动块在模具夹持弹簧的作用下复位,松开模具。
可选的,所述模具夹持固定杆位于所述冲头的下方。
可选的,所述冲压组件还包括脱料架,所述脱料架固定连接所述冲压机架,所述脱料架上设有脱料盘;所述冲头贯穿所述脱料盘与所述模具配合。
可选的,所述冲压滑架上固定连接有与所述挤压滚轴对应的挤压支撑件,所述挤压支撑件包括两个关于所述挤压滚轴对称的挤压支撑杆,所述产品夹持单元位于两个所述挤压支撑杆之间;所述挤压滚轴的两端分别连接一所述挤压支撑杆。
可选的,所述转盘机架上开设有与所述挤压滚轴对应的让位槽。
可选的,所述引导斜面为弧面。
可选的,所述产品夹持软垫的内部中空,填充有缓冲填料。
可选的,所述产品夹持软垫上还设有连通其内部的充气口,所述充气口连接有充气软管,所述充气软管连接有充气装置;所述充气装置固定连接所述冲压机架。
可选的,所述产品夹持滑动块和所述产品夹持块之间通过产品夹持连接柱固定连接。
可选的,所述旋转驱动件包括驱动电机,所述驱动电机固定连接所述转盘机架;所述驱动电机驱动连接有用于驱动所述转盘以预定角度分度旋转的凸轮分割器,所述凸轮分割器的输出轴固定连接所述转盘的中央。
与现有技术相比,本发明具有以下有益效果:
本发明提供的多工位转盘,在转盘上设置多个工位单元,每个工位单元上放置一模具,从而只需一个冲头可以完成多道冲压工序;并且利用驱动冲头上下移动的驱动件带动产品夹持块移动,在冲压完成时使产品从冲头上脱出并夹紧产品,转盘转动至下一工位准备冲压时,产品夹持块松开产品完成冲压,从而节省人工并且无需额外增加驱动件。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其它的附图。
本说明书所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容得能涵盖的范围内。
图1为本发明实施例提供的多工位冲床的结构示意图。
图2为本发明实施例提供的多工位冲床的冲压组件的结构示意图。
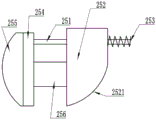
图3为本发明实施例提供的多工位冲床的的产品夹持单元的部分结构示意图。
图4为本发明实施例提供的多工位冲床的的部分结构示意图。
图5为本发明实施例提供的多工位冲床的的转盘组件的部分结构示意图。
图6为本发明实施例提供的多工位冲床的的工位单元的结构示意图。
图7为本发明实施例提供的多工位冲床的的转盘组件的又一部分结构示意图。
图示说明:1、转盘组件;10、转盘机架;101、让位槽;11、转盘;121、工位座;1211、工位座滑槽;122、滑动导轨;123、模具夹持滑动块;124、模具夹持固定块;125、模具夹持弹簧;126、模具夹持滑动杆;1261、第一引导弧面;127、模具夹持固定杆;1271、第二引导弧面;2、冲压组件;21、冲压机架;22、冲压驱动件;23、冲压滑架;231、挤压支撑杆;24、冲头; 25、产品夹持单元;251、产品夹持支撑杆;252、产品夹持滑动块;2521、引导斜面;253、产品夹持弹簧;254、产品夹持块;255、产品夹持软垫;256、产品夹持连接柱;257、挤压滚轴。
具体实施方式
为使得本发明的发明目的、特征、优点能够更加的明显和易懂,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,下面所描述的实施例仅仅是本发明一部分实施例,而非全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
在本发明的描述中,需要理解的是,术语“上”、“下”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。需要说明的是,当一个组件被认为是“连接”另一个组件,它可以是直接连接到另一个组件或者可能同时存在居中设置的组件。
下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
本发明提供了一种多工位冲床,请参考图1,所述多工位冲床包括转盘组件1和冲压组件2。所述转盘组件1包括转盘11,所述转盘11上设有多个工位单元,各所述工位单元上分别放置有一冲压模具,所述转盘11连接有用于驱动其旋转的旋转驱动件。
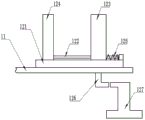
请参考图2-4,所述冲压组件2包括冲压机架21,所述冲压机架21上固定连接有冲压驱动件22,所述冲压驱动件22驱动连接有冲压滑架23,所述冲压滑架23固定连接有冲头24,所述冲压滑架23滑动连接所述冲压机架21。
所述冲压机架21上还固定连接有两个关于所述冲头24相对设置的产品夹持单元25。所述产品夹持单元25包括产品夹持支撑杆251和产品夹持滑动块252,所述产品夹持支撑杆251固定连接所述冲压机架21,所述产品夹持支撑杆251滑动穿设于产品夹持滑动块252内。产品夹持支撑杆251上套设有产品夹持弹簧253,所述产品夹持弹簧253的一端固定连接所述冲压机架 21,另一端固定连接所述产品夹持滑动块252。所述产品夹持滑动块252背离所述产品夹持弹簧253的一面固定连接产品夹持块254,所述产品夹持块254 背离所述产品夹持滑动块252的一面固定设有产品夹持软垫255。
所述产品夹持单元25还包括用于挤压所述产品夹持滑动块252的挤压滚轴257,所述挤压滚轴257连接所述冲压滑架23。所述产品夹持滑动块252 朝下的一面形成引导斜面2521,所述挤压滚轴257沿着引导斜面2521滑动从而挤压所述产品夹持滑动块252。
当所述冲头24朝上移动时,所述挤压滚轴257沿着引导斜面2521朝上滑动,挤压所述产品夹持滑动块252使得产品夹持滑动块252朝背离所述产品夹持弹簧253的方向移动,产品夹持弹簧253变形。进而使得两个相对的产品夹持软垫255之间的距离减小,产品被夹紧于两个相对的产品夹持软垫 255之间。
当所述冲头24朝下移动时,所述挤压滚轴257朝下滑动,不再挤压产品夹持滑动块252,产品夹持滑动块252在产品夹持弹簧253的弹力作用下复位,产品被松开。
本发明提供的多工位转盘11,在转盘11上设置多个工位单元,每个工位单元上放置一模具,从而只需一个冲头24可以完成多道冲压工序。当并且利用驱动冲头24上下移动的驱动件带动产品夹持块254移动,在冲压完成时两个产品夹持块254靠近,使产品从冲头24上脱出并夹紧产品。转盘11转动至下一工位进行下一步冲压工序时,冲头24下移带动产品夹持块254松开,产品落入模具中完成冲压。从而,节省了人工,并且无需额外增加驱动件。
本实施例中,所述冲压组件2还包括脱料架,所述脱料架固定连接所述冲压机架21,所述脱料架上设有脱料盘。所述冲头24贯穿所述脱料盘与所述模具配合。
脱料盘的设计进一步方便将产品脱离冲头24。
具体的,所述冲压滑架23上固定连接有与所述挤压滚轴257对应的挤压支撑件,所述挤压支撑件包括两个关于所述挤压滚轴257对称的挤压支撑杆 231,所述产品夹持单元25位于两个所述挤压支撑杆231之间。所述挤压滚轴257的两端分别连接一所述挤压支撑杆231。
具体的,所述转盘机架10上开设有与所述挤压滚轴257对应的让位槽 101。
具体的,所述引导斜面2521为弧面。
具体的,所述产品夹持软垫255的内部中空,填充有缓冲填料。
具体的,所述产品夹持软垫255上还设有连通其内部的充气口,所述充气口连接有充气软管,所述充气软管连接有充气装置。所述充气装置固定连接所述冲压机架21。
在产品夹持软垫255设置填料和充气,可以使产品夹持软垫255对于各种形状的产品均可夹持良好,增加其应用范围。
具体的,所述产品夹持滑动块252和所述产品夹持块254之间通过产品夹持连接柱256固定连接。
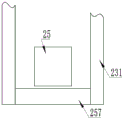
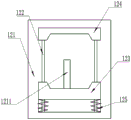
请参考图5-7,本实施例中,所述工位单元包括工位座121,所述工位座121固定连接所述转盘11。所述工位座121上固定设有滑动导轨122,所述滑动导轨122上滑动连接有模具夹持滑动块123。所述滑动导轨122背离所述模具夹持滑动块123的一端设有模具夹持固定块124,所述模具夹持固定块124 固定连接所述工位座121。所述工位单元还包括模具夹持弹簧125,所述模具夹持弹簧125的一端固定连接所述模具夹持滑动块123,另一端固定连接所述工位座121。
所述模具夹持滑动块123朝下的一面固定设有模具夹持滑动杆126,所述工位座121和转盘11上分别开设有工位座滑槽1211和转盘11滑槽,所述模具夹持滑动杆126依次穿过所述工位座滑槽1211和转盘11滑槽,伸至所述转盘11的下方。
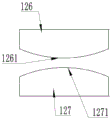
所述转盘组件1还包括转盘机架10和模具夹持固定杆127,所述转盘11 转动安装于所述转盘机架10上,所述模具夹持固定杆127固定安装于所述转盘机架10上。模具夹持滑动杆126朝向模具夹持固定杆127的一面形成第一引导弧面1261,模具夹持固定杆127朝向模具朝向模具夹持滑动杆126的一面形成第二引导弧面1271。
所述转盘11旋转使得模具夹持滑动杆126和模具夹持固定杆127接触之后,所述转盘11继续旋转,第一引导弧面1261在第二引导弧面1271上滑动,使得模具夹持滑动杆126受力朝背离模具夹持弹簧125的方向滑动,带动模具夹持滑动块123朝模具夹持固定块124的方向移动,夹紧模具。
具体的,所述模具夹持固定杆127位于所述冲头24的下方。
所述转盘11旋转使模具夹持滑动杆126和模具夹持固定杆127不再接触时,所述模具夹持滑动块123在模具夹持弹簧125的作用下复位,松开模具。
工位单元的设计使得其在旋转至冲头24下方时,模具被夹紧,而在转出冲头24下方时,模具被松开。便于更换模具,并且保障了在冲压时模具和冲头24的位置关系不会有偏差。
具体的,所述旋转驱动件包括驱动电机,所述驱动电机固定连接所述转盘机架10。所述驱动电机驱动连接有用于驱动所述转盘11以预定角度分度旋转的凸轮分割器,所述凸轮分割器的输出轴固定连接所述转盘11的中央。
本发明提供的多工位转盘11,在转盘11上设置多个工位单元,每个工位单元上放置一模具,从而只需一个冲头24可以完成多道冲压工序;并且利用驱动冲头24上下移动的驱动件带动产品夹持块254移动,在冲压完成时使产品从冲头24上脱出并夹紧产品,转盘11转动至下一工位准备冲压时,产品夹持块254松开产品完成冲压。本发明还通过工位单元的设计使其在旋转至冲头24下方时,模具被夹紧,而在转出冲头24下方时,模具被松开。便于更换模具,并且保障了在冲压时模具和冲头24的位置关系不会有偏差。
以上所述,以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
Claims (10)
1.一种多工位冲床,其特征在于,包括转盘组件和冲压组件;所述转盘组件包括转盘,所述转盘上设有多个工位单元,各所述工位单元上分别放置有一冲压模具,所述转盘连接有用于驱动其旋转的旋转驱动件;
所述冲压组件包括冲压机架,所述冲压机架上固定连接有冲压驱动件,所述冲压驱动件驱动连接有冲压滑架,所述冲压滑架固定连接有冲头,所述冲压滑架滑动连接所述冲压机架;
所述冲压机架上还固定连接有两个关于所述冲头相对设置的产品夹持单元;所述产品夹持单元包括产品夹持支撑杆和产品夹持滑动块,所述产品夹持支撑杆固定连接所述冲压机架,所述产品夹持支撑杆滑动穿设于产品夹持滑动块内;产品夹持支撑杆上套设有产品夹持弹簧,所述产品夹持弹簧的一端固定连接所述冲压机架,另一端固定连接所述产品夹持滑动块;所述产品夹持滑动块背离所述产品夹持弹簧的一面固定连接产品夹持块,所述产品夹持块背离所述产品夹持滑动块的一面固定设有产品夹持软垫;
所述产品夹持单元还包括用于挤压所述产品夹持滑动块的挤压滚轴,所述挤压滚轴连接所述冲压滑架;所述产品夹持滑动块朝下的一面形成引导斜面,所述挤压滚轴沿着引导斜面滑动从而挤压所述产品夹持滑动块;
当所述冲头朝上移动时,所述挤压滚轴沿着引导斜面朝上滑动,挤压所述产品夹持滑动块使得产品夹持滑动块朝背离所述产品夹持弹簧的方向移动,产品夹持弹簧变形;进而使得两个相对的产品夹持软垫之间的距离减小,产品被夹紧于两个相对的产品夹持软垫之间;
当所述冲头朝下移动时,所述挤压滚轴朝下滑动,不再挤压产品夹持滑动块,产品夹持滑动块在产品夹持弹簧的弹力作用下复位,产品被松开。
2.根据权利要求1所述的多工位冲床,其特征在于,所述工位单元包括工位座,所述工位座固定连接所述转盘;所述工位座上固定设有滑动导轨,所述滑动导轨上滑动连接有模具夹持滑动块;所述滑动导轨背离所述模具夹持滑动块的一端设有模具夹持固定块,所述模具夹持固定块固定连接所述工位座;所述工位单元还包括模具夹持弹簧,所述模具夹持弹簧的一端固定连接所述模具夹持滑动块,另一端固定连接所述工位座;
所述模具夹持滑动块朝下的一面固定设有模具夹持滑动杆,所述工位座和转盘上分别开设有工位座滑槽和转盘滑槽,所述模具夹持滑动杆依次穿过所述工位座滑槽和转盘滑槽,伸至所述转盘的下方;
所述转盘组件还包括转盘机架和模具夹持固定杆,所述转盘转动安装于所述转盘机架上,所述模具夹持固定杆固定安装于所述转盘机架上;模具夹持滑动杆朝向模具夹持固定杆的一面形成第一引导弧面,模具夹持固定杆朝向模具夹持滑动杆的一面形成第二引导弧面;
所述转盘旋转使得模具夹持滑动杆和模具夹持固定杆接触之后,所述转盘继续旋转,第一引导弧面在第二引导弧面上滑动,使得模具夹持滑动杆受力朝背离模具夹持弹簧的方向滑动,带动模具夹持滑动块朝模具夹持固定块的方向移动,夹紧模具;
所述转盘旋转使模具夹持滑动杆和模具夹持固定杆不再接触时,所述模具夹持滑动块在模具夹持弹簧的作用下复位,松开模具。
3.根据权利要求2所述的多工位冲床,其特征在于,所述模具夹持固定杆位于所述冲头的下方。
4.根据权利要求3所述的多工位冲床,其特征在于,所述冲压组件还包括脱料架,所述脱料架固定连接所述冲压机架,所述脱料架上设有脱料盘;所述冲头贯穿所述脱料盘与所述模具配合。
5.根据权利要求4所述的多工位冲床,其特征在于,所述冲压滑架上固定连接有与所述挤压滚轴对应的挤压支撑件,所述挤压支撑件包括两个关于所述挤压滚轴对称的挤压支撑杆,所述产品夹持单元位于两个所述挤压支撑杆之间;所述挤压滚轴的两端分别连接一所述挤压支撑杆。
6.根据权利要求5所述的多工位冲床,其特征在于,所述转盘机架上开设有与所述挤压滚轴对应的让位槽。
7.根据权利要求6所述的多工位冲床,其特征在于,所述引导斜面为弧面。
8.根据权利要求7所述的多工位冲床,其特征在于,所述产品夹持软垫的内部中空,填充有缓冲填料;所述产品夹持软垫上还设有连通其内部的充气口,所述充气口连接有充气软管,所述充气软管连接有充气装置;所述充气装置固定连接所述冲压机架。
9.根据权利要求8所述的多工位冲床,其特征在于,所述产品夹持滑动块和所述产品夹持块之间通过产品夹持连接柱固定连接。
10.根据权利要求9所述的多工位冲床,其特征在于,所述旋转驱动件包括驱动电机,所述驱动电机固定连接所述转盘机架;所述驱动电机驱动连接有用于驱动所述转盘以预定角度分度旋转的凸轮分割器,所述凸轮分割器的输出轴固定连接所述转盘的中央。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201910549628.XA CN110125226B (zh) | 2019-06-24 | 2019-06-24 | 一种多工位冲床 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201910549628.XA CN110125226B (zh) | 2019-06-24 | 2019-06-24 | 一种多工位冲床 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN110125226A CN110125226A (zh) | 2019-08-16 |
| CN110125226B true CN110125226B (zh) | 2020-06-19 |
Family
ID=67579224
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201910549628.XA Active CN110125226B (zh) | 2019-06-24 | 2019-06-24 | 一种多工位冲床 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN110125226B (zh) |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104023868A (zh) * | 2011-09-09 | 2014-09-03 | M's株式会社 | 压力成形方法及压力成形装置 |
| CN105855348A (zh) * | 2016-03-29 | 2016-08-17 | 芜湖虹飞机械有限公司 | 一种用于对零部件进行冲压加工的系统 |
| CN206689263U (zh) * | 2017-03-09 | 2017-12-01 | 深圳市创佳鸿机械设备有限公司 | 多工位精密滑块式油压冲床 |
| CN206936088U (zh) * | 2017-05-19 | 2018-01-30 | 中山市金盛业五金制品有限公司 | 一种快速装夹五金模具的可旋转冲压设备 |
| CN107838261A (zh) * | 2017-11-17 | 2018-03-27 | 海盐鸿强五金制造有限公司 | 一种快速出料的五金件冲压设备 |
| CN108284144A (zh) * | 2018-04-08 | 2018-07-17 | 应金宝 | 一种工件的多工位自动冲压方法 |
| CN207695509U (zh) * | 2017-12-29 | 2018-08-07 | 吉密科技(深圳)有限公司 | 一种自动旋转冲压机 |
| CN207787404U (zh) * | 2018-01-17 | 2018-08-31 | 东莞市金寅实业有限公司 | 一种方便取料的循环式冲压机 |
| CN209439268U (zh) * | 2018-09-12 | 2019-09-27 | 上海申驰实业有限公司 | 汽车零部件冲压回弹模具 |
-
2019
- 2019-06-24 CN CN201910549628.XA patent/CN110125226B/zh active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104023868A (zh) * | 2011-09-09 | 2014-09-03 | M's株式会社 | 压力成形方法及压力成形装置 |
| CN105855348A (zh) * | 2016-03-29 | 2016-08-17 | 芜湖虹飞机械有限公司 | 一种用于对零部件进行冲压加工的系统 |
| CN206689263U (zh) * | 2017-03-09 | 2017-12-01 | 深圳市创佳鸿机械设备有限公司 | 多工位精密滑块式油压冲床 |
| CN206936088U (zh) * | 2017-05-19 | 2018-01-30 | 中山市金盛业五金制品有限公司 | 一种快速装夹五金模具的可旋转冲压设备 |
| CN107838261A (zh) * | 2017-11-17 | 2018-03-27 | 海盐鸿强五金制造有限公司 | 一种快速出料的五金件冲压设备 |
| CN207695509U (zh) * | 2017-12-29 | 2018-08-07 | 吉密科技(深圳)有限公司 | 一种自动旋转冲压机 |
| CN207787404U (zh) * | 2018-01-17 | 2018-08-31 | 东莞市金寅实业有限公司 | 一种方便取料的循环式冲压机 |
| CN108284144A (zh) * | 2018-04-08 | 2018-07-17 | 应金宝 | 一种工件的多工位自动冲压方法 |
| CN209439268U (zh) * | 2018-09-12 | 2019-09-27 | 上海申驰实业有限公司 | 汽车零部件冲压回弹模具 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN110125226A (zh) | 2019-08-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN209552544U (zh) | 用于刹车片压制机的下模循环机构 | |
| CN205571143U (zh) | 一种冲孔折弯一体装置 | |
| CN111842767A (zh) | 一种钢制边框自动快速精准铆接设备 | |
| CN105562491B (zh) | 方管扭拧生产线及其加工方法 | |
| CN112170912A (zh) | 一种压铸件毛边整理设备及其整理方法 | |
| CN110125226B (zh) | 一种多工位冲床 | |
| CN214321637U (zh) | 线材铆压自动化设备 | |
| CN209303512U (zh) | 门窗框条冲孔设备 | |
| CN210475104U (zh) | 中空玻璃隔条加工用多工位折弯机 | |
| CN112536401A (zh) | 线材铆压自动化设备 | |
| CN107716718B (zh) | 一种用于型材拉弯的柔性模具 | |
| CN215397558U (zh) | 一种泡沫底模自动剥离机构 | |
| CN215918871U (zh) | 一种风轮挤铆插片机 | |
| CN213915760U (zh) | 一种汽车排气系统端盖的拉伸模 | |
| CN210358725U (zh) | 夹扁机 | |
| CN110641122B (zh) | 木封板与皮革复合设备 | |
| CN211641035U (zh) | 一种塑胶件粘合装置 | |
| CN110936503B (zh) | 一种瓷砖施工加工设备 | |
| CN107413024B (zh) | 一种足球片高速自动成型机 | |
| CN219093289U (zh) | 一种冲压件压制装置 | |
| CN221184336U (zh) | 一种铝材加工用冲压装置 | |
| CN219211294U (zh) | 设有间歇定距结构的连续冲孔机 | |
| CN118180240B (zh) | 一种轿车座椅靠背基板冲压设备 | |
| CN219726959U (zh) | 一种o型圈生产模具 | |
| CN115026177B (zh) | 一种汽车零件用冲压成型模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |