CN109822217B - 一种自动化激光焊接系统 - Google Patents
一种自动化激光焊接系统 Download PDFInfo
- Publication number
- CN109822217B CN109822217B CN201910186834.9A CN201910186834A CN109822217B CN 109822217 B CN109822217 B CN 109822217B CN 201910186834 A CN201910186834 A CN 201910186834A CN 109822217 B CN109822217 B CN 109822217B
- Authority
- CN
- China
- Prior art keywords
- workpiece
- welding
- laser welding
- camera
- cylinder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Landscapes
- Laser Beam Processing (AREA)
Abstract
本发明提供了一种自动化激光焊接系统,包括机台、激光焊接头驱动装置、工装夹具、3D检测装置、抽烟除尘装置、机械手上下料装置、物料转盘装置、擦拭装置、2D检测装置、分拣装置、工件输送线和扫码装置;焊接头驱动装置驱动激光焊接头移动或偏转;工装夹具实现工件的夹紧和旋转;3D检测装置检测焊缝三维形态;机械手上下料装置用于抓取工件实现上下料;物料转盘装置用于将焊接完的工件依次旋转至擦拭、检测和下料工位;2D检测装置检测焊缝表面的质量状态;扫码装置用于读取条码或二维码,并与焊接参数匹配保存;本发明具有能环形焊缝工件、自动上下料、焊接、3D/2D检测和分拣等特点,无需人工操作,效率高,使焊接参数与条码对应。
Description
技术领域
本发明用于环形焊缝的工件自动焊接,尤其适用于汽车安全气囊发生器外壳的一种自动化激光焊接系统。
背景技术
随着科学技术的进步和发展,激光已经作为一种工具应用在各行各业。由于激光的高亮度高强度的特性,且激光光斑的尺寸可以通过聚焦镜聚焦到微米量级,激光的聚焦能量非常高,因此非常适用于一些精密要求的工件焊接。另外,随着人们对自动化生产和工件追溯功能的要求越来越高,激光与自动化及工件追溯的结合将是未来自动化工业发展的一个重要方向。
目前市场上的激光焊接设备自动化程度不是很高,往往是激光焊接设备作为一个单机,与其它检测、擦拭、分拣等工序脱节,导致效率低下,人工操作繁琐,且焊接后工件无法实现追溯。
发明内容
本发明提供一种自动化激光焊接系统,实现了扫码、上下料、焊接、3D检测、擦拭、2D检测和分拣等全自动化流程作业,并通过扫码和存储使条码或者二维码信息与焊接参数一一对应保存,实现追溯功能。
为解决上述问题,本发明提供的技术方案如下:
一种自动化激光焊接系统,包括机台和设于机台上的激光焊接头驱动装置、工装夹具、3D检测装置、抽烟除尘装置、机械手上下料装置、物料转盘装置、擦拭装置、2D检测装置,设于机台侧面的分拣装置和设于机台前侧的工件输送线,所述工件输送线上还设有扫码装置;
所述激光焊接头驱动装置包括X轴、Y轴、Z轴和R轴,还包括激光焊接头,所述R轴设于Z轴一侧,所述激光焊接头设于R轴一侧;
所述工装夹具包括旋转轴和气动卡盘,所述气动卡盘设于旋转轴上侧,所述气动卡盘中部设有待焊工件;
所述3D检测装置包括安装支座和3D相机,所述安装支座固定于工装夹具一侧且呈“Z”型,所述3D相机固定于安装支座上侧的底部,且设于工装夹具上方,
所述抽烟除尘装置包括气缸底座、气缸、抽烟管和第一检测开关,所述抽烟管和第一检测开关固定于气缸的活塞杆连接板上;
所述机械手上下料装置包括底座、四轴机械手、第一抓手和第二抓手,所述四轴机械手设于底座上,第一抓手和第二抓手设于四轴机械手一侧底部,抓手上均安装有第二检测开关;
所述物料转盘装置包括旋转轴和设于旋转轴上的载料盘,所述载料盘上设有多个定位孔,
所述擦拭装置包括气缸底座、气缸、调速电机、擦拭头和抽尘罩,所述调速电机设于气缸一侧,所述擦拭头安装于调速电机输出轴上,所述抽尘罩设于擦拭头底侧中部;
所述2D检测装置包括升降轴底座、升降轴、2D相机和辅助光源,所述2D相机和辅助光源固定于升降轴的滑台上,所述2D相机与载料盘上的工件相对应;
所述分拣装置包括料盒支架、料盒、直线轴支架、直线轴、推料气缸和防护罩,所述料盒支架与直线轴支架并排设置,所述料盒设于料盒支架上,所述直线轴设于直线轴支架上,所述推料气缸设于直线轴上部一侧,所述防护罩罩设于直线轴支架上,
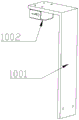
所述扫码装置包括扫码枪安装板和扫码枪,所述扫码枪安装板呈“7”字型,所述扫码枪安装于扫码枪安装板上侧的底部,
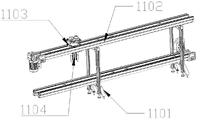
所述工件输送线包括支架、输送带、载具和顶升气缸,所述输送带设于支架上,所述载具设于输送带上,所述顶升气缸设于载具底部。
优选地,所述激光焊接头驱动装置用于驱动激光焊接头移动或者偏转,用于调整焊接工件时入射激光的位置和角度。
优选地,所述气动卡盘用于夹持工件,旋转轴用于驱动工件旋转。
优选地,所述3D检测装置采用3D相机检测焊缝三维形态,当焊缝旋转至相机测量区域时,3D相机对焊缝三维形态进行测量,保存测量数据并判断焊缝是否合格。
优选地,所述抽烟除尘装置用于抽除焊接过程中产生的烟尘,抽烟除尘装置上的第一检测开关检测到工件时进行焊接,没有检测到工件时不焊接。
优选地,所述机械手上下料装置的第一抓手用于抓取焊接前的工件,第二抓手用于抓取焊接后的工件,所述第二检测开关用于检测是否有抓取到工件。
优选地,所述物料转盘装置用于将焊接完的工件依次旋转至擦拭工位、检测工位和下料工位。
优选地,所述擦拭装置用于擦除工件表面的灰尘,所述抽尘罩连接外部的抽风装置将灰尘抽走。
优选地,所述2D检测装置主要用于工件焊缝表面质量的检测,通过调节所述升降轴的滑台高度来调节2D相机与工件表面的距离。
优选地,所述分拣装置的直线轴用于将不合格工件传输至料盒对应的位置,所述推料气缸用于将不合格品推至料盒对应的格子内,所述料盒分为多个小格子,分别用于存放不同类别的不合格品。
优选地,所述扫码装置用于读取工件上的条码或者二维码,将读取的信息传输给控制系统,使条码或者二维码信息与焊接参数一一对应保存。
采用上述方案,本发明相对于现有技术的有益效果如下:
(1)、通过采用焊接头驱动装置,既可以调整焊接时入射激光的X、Y、Z轴位置,也可以调节入射激光的角度;
(2)、采用工装夹具,可实现工件精密装夹,保证焊接精度;
(3)、采用3D检测装置,可以检测焊缝的三维形态,判断焊缝是否合格,避免了人工的误检,提高了效率;
(4)、通过抽烟除尘装置,可抽除焊接过程中产生的烟尘,有助于提高焊接质量和降低激光焊接头内镜片的污染,同时抽烟除尘装置上的检测开关可以检测是否有工件,避免无工件或者工件装夹不正确时焊接;
(5)、通过采用上下料机械手装置,在四轴机械手上装有两个气动抓手,分别用于抓取焊前和焊后的工件,实现自动抓取工件,提高效率,降低人工成本;
(6)、通过采用物料转盘,将焊接完的工件依次旋转至擦拭工位、检测工位、下料工位,便于实现各工序自动化运行;
(7)、通过采用擦拭装置,当工件随料盘旋转至擦拭工位时,擦拭头自动将工件表面的灰尘擦除,提高了效率,节省了人力;
(8)、通过采用2D检测装置,当工件随料盘旋转至检测工位时,可自动拍照检测焊缝的质量,避免了人工的误检,提高了效率;
(9)、通过采用分拣装置,将不合格品分类存放在对应的料盒中,便于不合格品存放和管理;
(10)、通过采用扫码装置,可读取工件上的条码或者二维码,将读取的信息传输给控制系统,使条码或者二维码与焊接参数一一对应,便于实现工件追溯功能。
附图说明
为了更清楚的说明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需使用的附图作简单介绍。
图1为本发明的整体结构示意图;
图2为本发明的焊接头驱动装置示意图;
图3为本发明的工装夹具装置示意图;
图4为本发明的3D检测装置示意图;
图5为本发明的抽烟除尘装置示意图;
图6为本发明的机械手上下料装置示意图;
图7为本发明的物料转盘装置示意图;
图8为本发明的擦拭装置示意图;
图9为本发明的2D检测装置示意图;
图10为本发明的分拣装置示意图;
图11为本发明的扫码装置示意图;
图12为本发明的工件输送线示意图;
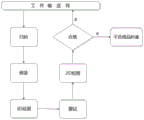
图13为本发明的工序流程图。
图中:1.焊接头驱动装置,2.工装夹具,3.3D检测装置,4.抽烟除尘装置,5.机械手上下料装置,6.物料转盘装置,7.擦拭装置,8.2D检测装置,9.不合格品分拣装置,10.扫码装置,11.工件输送线,12.机台,101.X轴,102.Y轴,103.Z轴,104.R轴,105.激光焊接头,201.旋转轴,202.气动卡盘,301.安装支座,302.3D相机,401.气缸底座,402.气缸,403.抽烟管,404.第一检测开关,501.机械手底座,502.四轴机械手,503.第一抓手,504.第二抓手,601.旋转轴,602.载料盘,701.气缸底座,702.升降气缸,703.调速电机,704.擦拭头,705.抽尘罩,801.升降轴底座,802.升降轴,803.2D相机,804.辅助光源,901.料盒支架,902.料盒,903.直线轴支架,904.直线轴,905.推料气缸,906.防护罩,1001.扫码枪安装板,1002.扫码枪,1101.支架,1102.输送带,1103.载具,1104.顶升气缸。
具体实施方式
为了便于理解本发明,下面结合附图和具体实施例,对本发明进行更详细的说明。附图中给出了本发明的较佳的实施例。但是,本发明可以以许多不同的形式来实现,并不限于本说明书所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。
需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本说明书所使用的术语“固定”、“一体成型”、“左”、“右”以及类似的表述只是为了说明的目的,在图中,结构相似的单元是用以相同标号标示。
除非另有定义,本说明书所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本说明书中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是用于限制本发明。
如图1所示,本发明的整体结构方案是:一种自动化激光焊接系统,包括机台12、固定于机台12上的焊接头驱动装置1、工装夹具2、3D检测装置3、抽烟除尘装置4、机械手上下料装置5、物料转盘装置6、擦拭装置7、2D检测装置8,安装于机台12侧面的不合格品分拣装置9,安装于机台12前侧的工件输送线11和安装于工件输送线11上侧的扫码装置10。
如图2所示,焊接头驱动装置1包括X轴101、Y轴102、Z轴103和R轴104,还包括激光焊接头105,所述R轴104设于Z轴103一侧,所述激光焊接头105设于R轴104一侧;X轴101、Y轴102和Z轴103用于驱动激光焊接头105直线移动,R轴104用于驱动激光焊接头105偏转,用于调整焊接工件时入射激光的位置和角度。
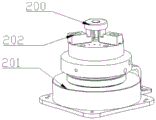
如图3所示,工装夹具2包括旋转轴201和气动卡盘202,所述气动卡盘202设于旋转轴201上侧,所述气动卡盘202中部设有待焊工件200,气动卡盘202用于夹紧工件,旋转轴201驱动工件旋转,焊接时,激光焊接头105保持不动,工件旋转一周,形成环形焊缝。
如图4所示,3D检测装置3包括安装支座301和3D相机302,采用3D相机302检测焊缝三维形态,所述安装支座301固定于工装夹具2一侧且呈“Z”型,所述3D相机302固定于安装支座301上侧的底部,且设于工装夹具2上方,当焊缝旋转至3D相机302测量区域时,3D相机302对焊缝三维形态进行测量,保存测量数据并判断焊缝是否合格。
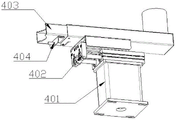
如图5所示,抽烟除尘装置4包括气缸底座401、气缸402、抽烟管403和第一检测开关404,所述抽烟管403和第一检测开关404固定于气缸402的活塞杆连接板上;抽烟管403圆口端连接外部抽风装置,焊接时,气缸402推出,带动抽烟管403和第一检测开关404向工件方向移动,检测开关404检测到工件才能进行焊接,否则不进行焊接。当焊接完成时,气缸402退回,带动抽烟管403和第一检测开关404远离工件,以免抓手504抓取工件时发生干涉。
如图6所示,机械手上下料装置5包括底座501、四轴机械手502、第一抓手503和第二抓手504,所述四轴机械手502设于底座501上,第一抓手503和第二抓手504设于四轴机械手502一侧底部,抓手上均安装有第二检测开关用于检测是否有抓取到工件,第一抓手503用于抓取未焊的工件,第二抓手504用于抓取焊接后的工件。
如图7所示,物料转盘装置6包括旋转轴601和设于旋转轴601上的载料盘602,旋转轴601用于驱动载料盘602和工件旋转,所述载料盘602上设有多个定位孔,用于放置工件,载料盘602带动工件旋转至不同的工位,完成在载料盘602上相应的工序(上料、擦拭、2D检测和下料)。
如图8所示,擦拭装置7包括气缸底座701、气缸702、调速电机703、擦拭头704和抽尘罩705,所述调速电机703设于气缸702一侧,所述擦拭头704安装于调速电机703输出轴上,所述抽尘罩705设于擦拭头704底侧中部;当工件随载料盘602旋转至擦拭装置7下方时,气缸702下行,调速电机703旋转,带动尼龙擦拭头704旋转,擦除工件表面的灰尘,同时抽尘罩705连接外部抽风装置,可将灰尘抽走。
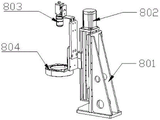
如图9所示,2D检测装置8包括升降轴底座801、升降轴802、2D相机803和辅助光源804,所述2D相机803和辅助光源804固定于升降轴802的滑台上,通过调节升降轴802的滑台高度来调节2D相机803与工件表面的距离,所述2D相机803与载料盘上的工件相对应。
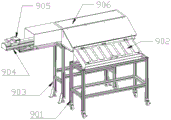
如图10所示,分拣装置9包括料盒支架901、料盒902、直线轴支架903、直线轴904、推料气缸905和防护罩906,所述料盒支架901与直线轴支架903并排设置,所述料盒902设于料盒支架901上,所述直线轴904设于直线轴支架903上,所述推料气缸905设于直线轴904上部一侧,所述防护罩906罩设于直线轴904支架上,
直线轴904用于将不合格工件传输至不合格品料盒902对应的位置,推料气缸905用于将不合格品推至不合格品料盒902对应的格子里,不合格品料盒902分为多个小格子,分别用于存放不同类别的不合格品。
如图11所示,扫码装置10包括扫码枪安装板1001和扫码枪1002,所述扫码枪安装板1001呈“7”字型,所述扫码枪1002安装于扫码枪安装板1001上侧的底部,所述扫码装置10用于读取工件上的条码或二维码,读码枪1002将读取的信息发送给控制系统,控制系统将条码或二维码信息与焊接参数一一对应保存,实现产品追溯功能。
如图12所示,工件输送线11包括支架1101、输送带1102、载具1103和顶升气缸1104,所述输送带1102设于支架1101上,所述载具1103设于输送带1102上,所述顶升气缸1104设于载具1103底部。工件放置在载具1103上时,输送带1102驱动载具1103和工件直线移动,当工件移动到焊接工位时,顶升气缸1104将载具1103和工件升起,然后四轴机械手502带动抓手抓取工件至工装夹具2上。
图13为自动化激光焊接系统的工序流程图;以下为一个工件的工序流程,用来说明本发明方案的工作原理:工件在输送线11的载具1103上运行到扫码枪1002正下方;扫码枪1002扫码后将读取的信息传送给控制系统,机械手上下料装置5上的抓手503将工件抓取放置在工装夹具2上;气动卡盘202将工件夹紧,旋转轴201带动工件旋转,激光焊接头105出激光实施焊接;焊接过程中,当焊缝旋转至3D相机302测量区域时,3D相机302会测量焊缝的三维形态;旋转轴201旋转一周后,焊接完毕,但因为3D相机302安装在激光头105的对面,所以旋转轴201需要多旋转180度才能使3D相机302测量完整圈焊缝,3D相机302将测量数据上传给控制系统,系统判断焊缝是否合格;焊接的同时,抽烟除尘装置4的气缸402伸出,抽烟管403靠近工件抽烟,同时检测开关404检测到工件。机械手上下料装置5上的第一抓手503将工件抓取放在物料转盘装置6的载料盘602上;旋转轴601旋转一定角度,使工件旋转至擦拭装置7下方,气缸702下降,调速电机703旋转,带动尼龙擦拭头704旋转,将工件表面的灰尘擦除;擦拭完成后,旋转轴601旋转一定角度,使工件旋转至2D检测装置8下方,2D相机803拍照并上传系统后分析工件焊缝表面质量,系统判断是否合格,以及不合格的类别;检测完后,旋转轴601旋转一定角度,使工件旋转至下料工位;机械手上下料装置5上的第二抓手504抓取工件,若工件是合格产品,则将工件放置在输送线11的载具1103上,若工件不合格,则把工件放置在不合格品分拣装置9的直线轴904上,直线轴904将不合格品工件传输至系统设置的对应位置,推料气缸905将不合格工件推至不合格品料盒902对应的格子里。
需要说明的是,上述各技术特征继续相互组合,形成未在上面列举的各种实施例,均视为本发明说明书记载的范围;并且,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本发明所附权利要求的保护范围。
Claims (1)
1.一种自动化激光焊接系统,其特征在于:包括机台和设于机台上的激光焊接头驱动装置、工装夹具、3D检测装置、抽烟除尘装置、机械手上下料装置、物料转盘装置、擦拭装置、2D检测装置,设于机台侧面的分拣装置和设于机台前侧的工件输送线,所述工件输送线上还设有扫码装置;
所述激光焊接头驱动装置包括X轴、Y轴、Z轴和R轴,还包括激光焊接头,所述R轴设于Z轴一侧,所述激光焊接头设于R轴一侧;
所述工装夹具包括旋转轴和气动卡盘,所述气动卡盘设于旋转轴上侧,所述气动卡盘中部设有待焊工件;
所述3D检测装置包括安装支座和3D相机,所述安装支座固定于工装夹具一侧且呈“Z”型,所述3D相机固定于安装支座上侧的底部,且设于工装夹具上方,
所述抽烟除尘装置包括气缸底座、气缸、抽烟管和第一检测开关,所述抽烟管和第一检测开关固定于气缸的活塞杆连接板上;
所述机械手上下料装置包括底座、四轴机械手、第一抓手和第二抓手,所述四轴机械手设于底座上,第一抓手和第二抓手设于四轴机械手一侧底部,抓手上均安装有第二检测开关;
所述物料转盘装置包括旋转轴和设于旋转轴上的载料盘,所述载料盘上设有多个定位孔,
所述擦拭装置包括气缸底座、气缸、调速电机、擦拭头和抽尘罩,所述调速电机设于气缸一侧,所述擦拭头安装于调速电机输出轴上,所述抽尘罩设于擦拭头底侧中部;
所述2D检测装置包括升降轴底座、升降轴、2D相机和辅助光源,所述2D相机和辅助光源固定于升降轴的滑台上,所述2D相机与载料盘上的工件相对应;
所述分拣装置包括料盒支架、料盒、直线轴支架、直线轴、推料气缸和防护罩,所述料盒支架与直线轴支架并排设置,所述料盒设于料盒支架上,所述直线轴设于直线轴支架上,所述推料气缸设于直线轴上部一侧,所述防护罩罩设于直线轴支架上,
所述扫码装置包括扫码枪安装板和扫码枪,所述扫码枪安装板呈“7”字型,所述扫码枪安装于扫码枪安装板上侧的底部,
所述工件输送线包括支架、输送带、载具和顶升气缸,所述输送带设于支架上,所述载具设于输送带上,所述顶升气缸设于载具底部;
所述激光焊接头驱动装置用于驱动激光焊接头移动或者偏转,用于调整焊接工件时入射激光的位置和角度;
所述气动卡盘用于夹持工件,旋转轴用于驱动工件旋转;
所述3D检测装置采用3D相机检测焊缝三维形态,当焊缝旋转至相机测量区域时,3D相机对焊缝三维形态进行测量,保存测量数据并判断焊缝是否合格;
所述抽烟除尘装置用于抽除焊接过程中产生的烟尘,抽烟除尘装置上的第一检测开关检测到工件时进行焊接,没有检测到工件时不焊接;
所述机械手上下料装置的第一抓手用于抓取焊接前的工件,第二抓手用于抓取焊接后的工件,所述第二检测开关用于检测是否有抓取到工件;
所述物料转盘装置用于将焊接完的工件依次旋转至擦拭工位、检测工位和下料工位;
所述擦拭装置用于擦除工件表面的灰尘,所述抽尘罩连接外部的抽风装置将灰尘抽走;
所述2D检测装置主要用于工件焊缝表面质量的检测,通过调节所述升降轴的滑台高度来调节2D相机与工件表面的距离;
所述分拣装置的直线轴用于将不合格工件传输至料盒对应的位置,所述推料气缸用于将不合格品推至料盒对应的格子内,所述料盒分为多个小格子,分别用于存放不同类别的不合格品;
所述扫码装置用于读取工件上的条码或者二维码,将读取的信息传输给控制系统,使条码或者二维码信息与焊接参数一一对应保存。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201910186834.9A CN109822217B (zh) | 2019-03-13 | 2019-03-13 | 一种自动化激光焊接系统 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201910186834.9A CN109822217B (zh) | 2019-03-13 | 2019-03-13 | 一种自动化激光焊接系统 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN109822217A CN109822217A (zh) | 2019-05-31 |
| CN109822217B true CN109822217B (zh) | 2022-03-15 |
Family
ID=66868956
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201910186834.9A Active CN109822217B (zh) | 2019-03-13 | 2019-03-13 | 一种自动化激光焊接系统 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN109822217B (zh) |
Families Citing this family (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110280961B (zh) * | 2019-07-04 | 2024-04-02 | 苏州镭恩自动化科技有限公司 | 一种自动化焊接设备 |
| CN110405342A (zh) * | 2019-08-03 | 2019-11-05 | 浙江爱易特智能技术有限公司 | 阀片焊接方法 |
| CN110332360A (zh) * | 2019-08-14 | 2019-10-15 | 珠海励高精工制造有限公司 | 先导阀、其焊接方法、四通换向阀及空调器 |
| CN112427802A (zh) * | 2019-08-23 | 2021-03-02 | 湖北航鹏化学动力科技有限责任公司 | 一种激光自动焊接装置 |
| CN111055014A (zh) * | 2019-12-26 | 2020-04-24 | 苏州领裕电子科技有限公司 | 金属件四轴焊接机 |
| CN113714627B (zh) * | 2020-05-25 | 2024-05-24 | 深圳市大族数控科技股份有限公司 | 一种激光加工装置和激光加工装置的测厚方法 |
| CN111604599A (zh) * | 2020-06-03 | 2020-09-01 | 苏州德佑昊自动化设备有限公司 | 一种高精度双工位轮毂激光打码机 |
| CN112705837B (zh) * | 2020-12-02 | 2022-03-01 | 南京智海科技有限公司 | 一种四轴六工位电热管焊接设备 |
| CN112561017A (zh) * | 2020-12-25 | 2021-03-26 | 东方电气集团科学技术研究院有限公司 | 一种蛇形管焊缝标识追溯系统 |
| CN113245750B (zh) * | 2020-12-29 | 2023-01-31 | 成都美数科技有限公司 | 一种三相工业电源滤波器的外壳自动装配设备 |
| CN112643208A (zh) * | 2020-12-31 | 2021-04-13 | 昆山宏宏泰电子科技有限公司 | 一种散热模组喷涂多余部分去除方法及处理设备 |
| CN112828447B (zh) * | 2021-03-15 | 2024-07-05 | 深圳泰德激光技术股份有限公司 | 激光切割设备 |
| CN113182677B (zh) * | 2021-05-07 | 2023-01-17 | 广州松兴电气股份有限公司 | 涡轮五金件激光焊接工作站 |
| CN113399898A (zh) * | 2021-05-08 | 2021-09-17 | 浙江德清精艺汽配有限公司 | 一种自动化机器人底座焊接设备 |
| CN113124758B (zh) * | 2021-06-17 | 2021-09-21 | 苏州鼎纳自动化技术有限公司 | 一种集成2d相机与3d激光的尺寸测量装置 |
| CN113510368A (zh) * | 2021-07-29 | 2021-10-19 | 浙江瑞焕激光科技有限公司 | 一种电机定子双头激光自动焊接机 |
| CN114074219B (zh) * | 2021-11-30 | 2024-05-10 | 深圳亿升激光智能装备有限公司 | 全自动刀具激光焊接机 |
| CN114378434A (zh) * | 2022-03-04 | 2022-04-22 | 湖北中航精机科技有限公司 | 用于高调器封口焊接的激光焊接系统及方法 |
| CN114559190A (zh) * | 2022-03-17 | 2022-05-31 | 合肥国轩高科动力能源有限公司 | 可调节模组扫码焊接压紧一体化装置 |
| CN114535802A (zh) * | 2022-04-02 | 2022-05-27 | 西安必盛激光科技有限公司 | 一种可实现旋转的激光焊接装置及其焊接方法 |
| CN114749785B (zh) * | 2022-04-14 | 2024-08-16 | 北京机械工业自动化研究所有限公司 | 一种圆形钻杆端头自动焊接方法及装置 |
| CN114905152B (zh) * | 2022-05-26 | 2024-03-15 | 宁波百飞特厨具有限公司 | 一种锅具手柄连接块的全自动焊接装置 |
| CN114905160A (zh) * | 2022-06-17 | 2022-08-16 | 南京艾龙自动化装备有限公司 | 一种带孔腔体的自动上料定位和激光打标设备 |
| CN115415704B (zh) * | 2022-09-23 | 2023-09-22 | 千思跃智能科技(苏州)股份有限公司 | 一种智能焊接及3d相机检测设备 |
| CN115403255B (zh) * | 2022-11-03 | 2023-01-17 | 双峰格雷斯海姆医药包装(镇江)有限公司 | 一种内衬管进样瓶焊接机 |
| CN115971878B (zh) * | 2022-12-16 | 2024-05-14 | 浙江森森汽车零部件有限公司 | 一种减震器用油封装置的自动装配设备 |
| CN115922067A (zh) * | 2023-02-10 | 2023-04-07 | 歌尔股份有限公司 | 焊接装置和加工设备 |
| CN117094290B (zh) * | 2023-08-21 | 2024-05-14 | 安及义实业(上海)有限公司 | 自动组队并生成焊接记录的方法 |
| CN117047280B (zh) * | 2023-10-13 | 2024-01-23 | 西南科技大学 | 一种产线用自动化激光焊接装置及一体化控制系统 |
| CN117340486B (zh) * | 2023-11-01 | 2024-06-04 | 无锡华阳科技有限公司 | 一种用于压力传感器的自动焊接系统 |
| CN117532162B (zh) * | 2024-01-10 | 2024-04-05 | 武汉创恒激光智能装备有限公司 | 一种水泵叶轮组件激光自动焊接装置 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9272237B2 (en) * | 2013-06-28 | 2016-03-01 | Illinois Tool Works Inc. | Three-phase portable airborne component extractor with rotational direction control |
| CN205245808U (zh) * | 2015-11-09 | 2016-05-18 | 黄山中发耐磨材料有限公司 | 抽烟装置 |
| CN106141432B (zh) * | 2016-06-28 | 2017-12-15 | 深圳市海目星激光科技有限公司 | 一种电池高精度焊接加工设备 |
| CN206153752U (zh) * | 2016-08-31 | 2017-05-10 | 深圳华工激光设备有限公司 | 用于集烟罩的激光焊接系统 |
| JP6508549B2 (ja) * | 2017-05-12 | 2019-05-08 | パナソニックIpマネジメント株式会社 | レーザ加工装置 |
| CN107297576A (zh) * | 2017-07-12 | 2017-10-27 | 佛山市春上机电有限公司 | 一种大幅面数控激光钢板切割机床 |
| CN107570869A (zh) * | 2017-09-28 | 2018-01-12 | 海目星(江门)激光智能装备有限公司 | 一种电池顶盖自动焊接设备 |
-
2019
- 2019-03-13 CN CN201910186834.9A patent/CN109822217B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN109822217A (zh) | 2019-05-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109822217B (zh) | 一种自动化激光焊接系统 | |
| CN106546173B (zh) | 用于检测元器件的设备及其检测方法 | |
| CN108890127B (zh) | 一种用于汽车安全气囊发生器的焊接设备 | |
| CN111993055B (zh) | 电池正极焊接自动化生产设备及电池 | |
| CN111922578B (zh) | 一种视觉引导的封接体极针与桥带精确装焊系统及方法 | |
| CN111646204B (zh) | 多工位曲轴自动化三维测量系统 | |
| CN111014978A (zh) | 一种用于切管机的自动上下料装置及其工作方法 | |
| CN210742146U (zh) | 一种多工位、多角度视觉表面缺陷检测系统 | |
| CN111922579B (zh) | 基于六轴机器人的封接体极针与桥带精确焊接系统及方法 | |
| CN216298299U (zh) | 检测机构和切割检测设备 | |
| CN211840627U (zh) | 一种高效环保自动上下料切管机 | |
| CN108161164B (zh) | 一种应用于焊锡总成的焊接清理模组及一种焊锡总成 | |
| CN115647598A (zh) | 一种电池盖板的自动打标工作方法 | |
| CN209968950U (zh) | 皮带轮自动全检机 | |
| CN215146602U (zh) | 一种锂电池包自动生产线 | |
| CN215432030U (zh) | 一种电池扣盖系统 | |
| CN111452371B (zh) | 基于医用输液线部件组装检测机的检测清洁工站 | |
| CN212169567U (zh) | 一种绝缘子自动装配设备 | |
| CN112427802A (zh) | 一种激光自动焊接装置 | |
| CN218215393U (zh) | 电池顶盖自动刻码机 | |
| CN112791996A (zh) | 自动分拣系统 | |
| CN210549317U (zh) | 基于结构光的实训用自动装配装置 | |
| CN110304464B (zh) | 一种轮毂码垛机器人 | |
| CN114985883B (zh) | 一种垫板全自动焊接生产线 | |
| CN215658423U (zh) | 一种自动预焊焊接及检测装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |