CN109397691B - 用于添加式地制造三维物体的方法 - Google Patents
用于添加式地制造三维物体的方法 Download PDFInfo
- Publication number
- CN109397691B CN109397691B CN201711146520.3A CN201711146520A CN109397691B CN 109397691 B CN109397691 B CN 109397691B CN 201711146520 A CN201711146520 A CN 201711146520A CN 109397691 B CN109397691 B CN 109397691B
- Authority
- CN
- China
- Prior art keywords
- foil
- building
- flat element
- layer
- powdered
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000000034 method Methods 0.000 title claims abstract description 49
- 239000000654 additive Substances 0.000 title claims abstract description 31
- 230000000996 additive effect Effects 0.000 title claims abstract description 31
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 27
- 239000004566 building material Substances 0.000 claims abstract description 61
- 239000000463 material Substances 0.000 claims description 78
- 229910052751 metal Inorganic materials 0.000 claims description 16
- 239000002184 metal Substances 0.000 claims description 16
- 239000000843 powder Substances 0.000 claims description 9
- 239000011888 foil Substances 0.000 claims description 7
- 238000007711 solidification Methods 0.000 claims description 2
- 230000008023 solidification Effects 0.000 claims description 2
- 230000001678 irradiating effect Effects 0.000 description 8
- 238000002844 melting Methods 0.000 description 6
- 230000008018 melting Effects 0.000 description 6
- 150000002739 metals Chemical class 0.000 description 5
- 238000010894 electron beam technology Methods 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 239000002131 composite material Substances 0.000 description 2
- 230000000704 physical effect Effects 0.000 description 2
- 238000000110 selective laser sintering Methods 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 238000005253 cladding Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000012447 hatching Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/141—Processes of additive manufacturing using only solid materials
- B29C64/153—Processes of additive manufacturing using only solid materials using layers of powder being selectively joined, e.g. by selective laser sintering or melting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/28—Powder bed fusion, e.g. selective laser melting [SLM] or electron beam melting [EBM]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
- B22F7/06—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools
- B22F7/08—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools with one or more parts not made from powder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/0006—Working by laser beam, e.g. welding, cutting or boring taking account of the properties of the material involved
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
- B23K26/0869—Devices involving movement of the laser head in at least one axial direction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/14—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor
- B23K26/1462—Nozzles; Features related to nozzles
- B23K26/1464—Supply to, or discharge from, nozzles of media, e.g. gas, powder, wire
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/21—Bonding by welding
- B23K26/22—Spot welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/34—Laser welding for purposes other than joining
- B23K26/342—Build-up welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/141—Processes of additive manufacturing using only solid materials
- B29C64/147—Processes of additive manufacturing using only solid materials using sheet material, e.g. laminated object manufacturing [LOM] or laminating sheet material precut to local cross sections of the 3D object
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
- B33Y50/02—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y70/00—Materials specially adapted for additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/40—Structures for supporting workpieces or articles during manufacture and removed afterwards
- B22F10/47—Structures for supporting workpieces or articles during manufacture and removed afterwards characterised by structural features
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/60—Treatment of workpieces or articles after build-up
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Abstract
本发明提供一种用于通过依次逐层地选择性照射和固化由能借助能量束(4)固化的建造材料(3)构成的层而添加式地制造三维物体(2)的方法,其中,待被选择性照射和固化的由建造材料(3)构成的至少一个层至少部分地以由能借助能量束(4)固化的建造材料(3)构成的箔状平坦元件(12)的形式提供。本发明还提供一种用于通过依次逐层地选择性照射和固化由能借助能量束(4)固化的建造材料(3)构成的层而添加式地制造三维物体(2)的设备(1),该设备(1)构造成执行上述方法。
Description
技术领域
本发明涉及一种用于通过依次逐层地选择性照射和固化由能借助能量束固化的建造材料构成的层而添加式地制造三维物体的方法。
背景技术
用于通过依次逐层地选择性照射和固化由能借助能量束固化的建造材料构成的层而添加式地制造三维物体的方法通常是已知的。所述方法可例如以选择性激光烧结方法、选择性激光熔化方法或选择性电子束熔化方法的形式实施。
常见地,被添加式地制造的物体仅由一种类型的建造材料建造而成,因为使用至少两种(化学上)不同的建造材料例如不同的金属来添加式地制造物体是困难的。这例如被推断为是由于以下事实:在添加式制造过程期间不同的建造材料将会混合并且很难分离和再利用这些建造材料。
然而,存在对由(化学上)不同的多种建造材料例如不同的金属来添加式地建造三维物体的需求,因为这将进一步增强被添加式地制造的三维物体的结构和功能布局并且因此总体上提高添加式制造的可行性。
发明内容
本发明的目的是提供一种改进的用于添加式地制造三维物体的方法,该方法允许实际使用多种(化学上)不同的建造材料。
该目的通过根据权利要求1的方法来实现。从属权利要求涉及该方法的可行实施方式。
本文中描述的方法涉及通过依次逐层地选择性照射和随之固化由能借助能量束固化的至少一种建造材料构成的层而添加式地制造三维物体例如技术结构件或结构件组件。所述建造材料例如可以是金属、陶瓷或聚合物。所述能量束例如可以是激光束或电子束。所述方法例如可以选择性激光烧结方法、选择性激光熔化方法或选择性电子束熔化方法的形式实施。
本方法的特征在于,待被依次逐层地选择性照射和固化的由建造材料构成的至少一个层至少部分地以由能借助能量束固化的建造材料构成的箔状平坦元件的形式提供。因此,本方法不仅包括选择性照射和固化由粉末状建造材料构成的层以添加式地建造所述三维物体,而且还包括选择性照射和固化由非粉末状建造材料构成的层(即由能借助能量束固化的建造材料构成的箔状平坦元件)以添加式地建造所述三维物体。如将从下文中明显可见的那样,所述至少一层的箔状平坦元件可以是至少部分地构成待根据本方法添加式地制造的物体的一部分的层,或者可以是不构成待被添加式地制造的物体的一部分的层。在后一种情况下,箔状平坦元件可构成支承结构的一部分,所述支承结构构造成支承待被添加式地制造的物体,待被添加式地制造的物体被放置在支承结构的该部分上。
因此,该方法使用由至少两种不同种类的待被依次逐层地选择性照射和固化的建造材料,即粉末状建造材料和非粉末状建造材料。粉末状建造材料的层或层部分以及非粉末状建造材料的层或层部分均能借助能量束固化。未以箔状平坦元件的形式提供的建造材料层通常以粉末状建造材料的粉末层的形式提供,反之亦然。
与粉末状建造材料(例如金属粉末)相比,箔状平坦元件可被视为是二维层状平坦结构构件,其能被所有类型的操纵装置(例如机械手等)操纵、尤其是抓持。
因此,在根据执行方法添加式地建造三维物体期间,不仅建造材料的粉末层被施加在建造平面上并被选择性照射,而且非粉末层(即箔状平坦元件)也被置于建造平面上并被选择性照射和固化。关于箔状平坦元件,术语“固化”通常被理解为该箔状平坦元件与由建造待被添加式地制造的三维物体的建造材料构成的其它已固化层结合或连接,或者与建造模块的建造平台结合或连接。从而,箔状平坦元件通常通过选择性照射而被选择性地熔融或熔化,并且在箔状平坦元件的被选择性地熔融或熔化的部分的后续冷却和固化期间与由建造待被添加式地制造的三维物体的建造材料构成的其它已固化层(尤其是由建造材料构成的在先层的被在先选择性照射和固化的部分)或者与建造模块的建造平台建立牢固的结合或连接。因此,箔状平坦元件可被(直接)放置在由建造待被添加式地制造的三维物体的建造材料构成的其它已固化层(尤其是由建造材料构成的在先层的被在先选择性照射和固化的部分)上,或者可被(直接)放置在建造模块的建造平台上,该建造平台通常被以至少一个自由度可移动地支承。在第一种情况下,箔状平坦元件构成待被添加式地制造的物体的一部分,在第二种情况下,箔状平坦元件不构成待被添加式地制造的物体的一部分,但可构成支承待被添加式地制造的物体的支承结构的一部分。
待被选择性照射和固化的箔状平坦元件可以(直接)置于/放置在已被在先选择性照射和固化的至少一个粉末状建造材料层的顶部。同样,待被选择性照射和固化的粉末状建造材料层可置于已被在先选择性照射和固化的至少一个箔状平坦元件的顶部。如将在下文中明显可见的那样,还可行的是,粉末状建造材料和箔状元件可存在于同一建造平面上并因此可在同一建造平面上被照射和固化。
待被选择性照射和固化的箔状平坦元件也可被(直接)置于/放置在建造模块的建造平台的顶部。如上所述,建造平台通常被以至少一个运动自由度(例如沿竖向运动轴线)可移动地支承。因此,箔状平坦元件可被选择性照射和固化,借此箔状平坦元件的被选择性照射和固化的部分与建造模块的建造平台连接。在这种情况下,箔状平坦元件可充当用于支承待被添加式地制造的物体的支承结构。当箔状平坦元件的材料特性(例如机械特性和/或热特性)与建造平台的材料特性不同时,箔状平坦元件和建造在箔状平坦元件的顶部的被添加式地制造的物体可容易从建造平台移除。以类似方式,当箔状平坦元件的材料特性(例如机械特性和/或热特性)与待被添加式地制造的物体的材料特性不同时,能够使得支承结构从物体的移除变得容易。
所述箔状平坦元件可跨能被所用的能量束照射到的整个建造平面延伸,即箔状平坦元件的尺寸可与建造平面的尺寸一致。然而,还可行的是,箔状平坦元件的尺寸可以小于或大于建造平面的尺寸。对于箔状平坦元件的尺寸小于建造平面的尺寸的情况,还可行的是,在建造平面上放置多个箔状平坦元件。
通常,箔状平坦元件可以至少部分覆盖在其上发生建造材料的选择性照射和固化的建造平面的冲片(blank)或切片(cutting)的形式(例如以冲裁件或冲压件的形式)提供。就这点而言,还可想到的是,所述冲片或切片经过裁制(tailored),即已经具有待在所述平面上添加式地建造的三维物体的截面的截面形状或具有待被添加式地建造的三维物体的截面。
形成箔状平坦元件的建造材料可与未以箔状平坦元件的形式提供的建造材料不同。因此,通过对不同建造材料的选择性固化,能够有意地为根据本方法制造的三维物体提供局部不同的物体特性,例如局部不同的电气特性、机械特性或热特性。以这种方式,能够(在不损害粉末状建造材料的情况下)添加式地制造复合物体。就这点而言,值得一提的是,能够想到使用在几何特性、化学特性或物理特性中的至少一个方面上不同的多个箔状平坦元件,从而允许添加式地建造具有特定物体特性(例如特定电气特性、机械特性或热特性)的物体。
用于固化由粉末状建造材料构成的层或层部分的能量束可具有与用于固化由非粉末状建造材料构成的层或层部分的能量束相同、相似或不同的能量束特性,例如能量束强度、能量束焦距尺寸、能量束速度等。因此,相同、相似或不同的能量束可用于固化由粉末状建造材料构成的层或层部分和由非粉末状建造材料构成的层或层部分。典型地,箔状平坦元件的几何参数、化学参数和物理参数(例如厚度、熔化温度、温度等)限定用于选择性照射和固化箔状平坦元件的能量束特性。
使用所述箔状平坦元件特别是为使用(化学上)不同的建造材料提供了实用的解决方案,借此能够避免不同的粉末状建造材料的施加和混合以及(化学上)不同的建造材料的分离和再利用的相应困难。因此,该方法满足由(化学上和/或物理上)不同的建造材料例如不同的金属添加式地建造三维物体的需求;该方法提高了添加式地制造三维物体的结构和功能布局可行性并且因此总体上提高了添加式制造的可行性。因此,给出了改进的用于添加式地制造三维物体的方法,该方法允许实际使用多种不同的建造材料。
金属箔或片状金属可用作箔状平坦元件。换言之,所述箔状平坦元件可以金属箔或片状金属的形式实施。可获得具有多种几何、化学和物理特性即具有多种不同尺寸、厚度、材料、密度等的金属箔和片状金属,从而金属箔或片状金属的使用允许添加式地制造具有各种各样的结构和功能布局的三维物体。例如,铝、铜、钢、或钛的片或箔可用作箔状平坦元件。
为确保三维物体的适当的添加式建造,所述箔状平坦元件通常以如此方式被选择性照射和固化,即,使得箔状平坦元件与由建造材料构成的在先层的被在先选择性照射和固化的部分结合或连接或与建造模块的建造平台结合或连接。因此,箔状平坦元件的被选择性照射和固化的部分通常与由建造材料构成的在先层的被在先选择性照射和固化的部分结合或连接或与建造平台结合或连接。箔状平坦元件与由建造材料构成的在先层的被在先选择性照射和固化的部分的结合和连接或与建造平台的结合和连接通常包含材料配合或材料锁合。
箔状平坦元件的不形成待被添加式建造的三维物体的一部分的部分(即箔状平坦元件的未被选择性照射并且未固化的部分)可在箔状平坦元件的选择性照射和固化期间和/或之后被移除。箔状平坦元件的所述部分的移除可通过合适的操纵装置(例如机械手)完成,该操纵装置可切割和/或抓持箔状平坦元件的要被移除的部分。箔状平坦元件的所述部分的移除通常在由建造材料构成的下一层被置于建造平面上之前完成,该下一层可以是粉末状建造材料层或非粉末状建造材料层。
在移除箔状平坦元件的未被选择性照射并且未固化的部分之后,粉末状建造材料可被施加至已移除了箔状平坦元件的未被选择性照射并且未固化的部分的区域。因此,移除了箔状平坦元件的所述部分之后所留下的自由空间可用粉末状建造材料填充,从而使得在同一平面上既存在非粉末状建造材料又存在粉末状建造材料。
以这种方式,能够使得根据本方法添加式地制造的三维物体的平面(典型地即截面)包括粉末状建造材料的已固化部分和非粉末状建造材料的已固化部分。如上所述,粉末状建造材料和非粉末状建造材料可以是(在化学上)不同的材料,从而能够使得根据本方法制造的三维物体的平面包括不同的物体特性,例如不同的电气特性、机械特性或热特性。
如上文提到的,箔状平坦元件可以至少部分覆盖在其上发生建造材料的选择性照射和固化的建造平面的冲片或切片的形式提供。然而还可行的是,箔状平坦元件可由用以供应或输送箔状建造材料的循环(环式/无端的,endless)供应装置或输送机装置提供。该循环供应装置或输送机装置可设置在用于实施该方法的添加式制造设备的过程室中。该循环供应装置或输送机装置可被以至少一个运动自由度能移动地支承,从而它允许将箔状平坦元件置于建造平面上。用于选择性照射和固化建造材料的能量束在需要时也可被用于在从循环供应装置或输送机装置供应或输送箔状建造材料时从箔状建造材料切割出箔状材料的特定部分。
在两种情况中的任一种情况下,箔状平坦元件均可以预加热状态提供。预加热箔状平坦元件能够改善固化以及改善与由建造材料构成的在先层的被在先选择性照射和固化的部分或与建造平台的结合或连接。
本发明还涉及一种添加式制造设备,即用于通过依次逐层地选择性照射和固化由能借助能量束固化的建造材料构成的层而添加式地制造三维物体的设备。该设备构造成执行上述方法。因此,该设备可包括用以将箔状平坦元件置于建造平面上的装置,例如操纵装置,如机械手或循环供应装置或输送机装置。一般而言,关于上述方法的所有描述在已作必要修正的情况下也适用于该设备。
附图说明
将参考附图描述本发明的示例性实施例,其中:
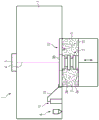
图1-3分别示出了根据一个示例性实施例的添加式制造设备;以及
图4是图1或图2的设备的建造平面上的俯视图。
具体实施方式
图1-3分别示出了根据一个示例性实施例的添加式制造设备1。添加式制造设备1构造成通过依次逐层地选择性照射和随之固化由能借助能量束4(例如激光束)固化的建造材料3构成的层而添加式地制造三维物体2(例如技术结构件或结构件组件)。设备1例如可以是选择性激光熔化设备。设备1可以是包括多个用于添加式地制造三维物体2的设备1的设施的一部分。
设备1包括在其用于添加式地制造三维物体2的运行期间使用的若干功能单元。示例性功能单元是照射装置5,尤其是能量束产生装置和/或能量束偏转装置、例如扫描装置,其用于使用能量束4选择性照射建造材料层。另一示例性功能单元是用于将一层粉末状建造材料3施加在设备1的过程室7的建造平面上的建造材料施加装置6、尤其是覆层装置。
图1、2的设备均包括用以将箔状平坦元件12置于建造平面10上的装置8。图1的设备1包括用以将箔状平坦元件12置于建造平面10上的装置8即循环供应装置或输送机装置9。用于选择性照射和固化建造材料3的能量束4也可用于在循环供应装置或输送机装置9供应或输送箔状建造材料时从箔状建造材料切割箔状材料的多个特定部分。
图2的设备1包括用以将箔状平坦元件12置于建造平面10上的装置8,即操纵装置11如机械手。操纵装置11可包括多个操纵元件13、例如机械手轴,该操纵元件13可相对于操纵装置11的基底被能移动地支承。至少一个操纵元件13允许抓持箔状平坦元件12。当然,所述操纵元件13能提供其它功能。
循环供应装置或输送机装置9和操纵装置11两者可设置在添加式制造设备1的过程室7中。循环供应装置或输送机装置9以及操纵装置11可被以至少一个运动自由度能移动地支承,从而使得它可被移动至允许将箔状平坦元件12置于建造平面10上的位置。
设备1因此构造成执行用于添加式地制造三维物体2的方法,该方法的特征在于,待被依次逐层地选择性照射和固化的由建造材料3构成的至少一个层被至少部分地以由能借助能量束4固化的建造材料3构成的箔状平坦元件12的形式提供。因此,该方法不仅包括选择性照射和固化由粉末状建造材料3构成的层3a以便添加式地建造三维物体2,而且还包括选择性照射和固化由非粉末状建造材料3构成的层3b(即由能借助能量束4固化的建造材料3制成的箔状平坦元件12)以便添加式地建造三维物体2。箔状平坦元件12是金属箔,即通常是能被所有类型的操纵装置(例如机械手等)操纵(尤其是抓持)的平坦结构构件。
因此,该方法使用至少两种不同种类的待被依次逐层地选择性照射和固化的建造材料3来添加式地建造三维物体2,即使用粉末状建造材料和非粉末状建造材料(即箔状平坦元件12)。未以箔状平坦元件12的形式提供的由建造材料3构成的层以由粉末状建造材料3构成的粉末层的形式提供,反之亦然。
因此,在根据本方法添加式地建造三维物体2期间,不仅由建造材料3构成的粉末层被施加在建造平面10上并被选择性照射,而且非粉末层(即箔状平坦元件12)也被置于建造平面10上并被选择性照射和固化。
如图所示,待被选择性照射和固化的箔状平坦元件12被置于已被在先选择性照射和固化的至少一个粉末状建造材料层3a的顶部。同样,在下一个固化步骤中,待被选择性照射和固化的粉末状建造材料层3a能/将被置于已被在先选择性照射和固化的箔状平坦元件12的顶部。
所述箔状平坦元件12可跨整个建造平面10延伸,即箔状平坦元件12的尺寸可与建造平面10的尺寸一致。然而,还可行的是,箔状平坦元件12的尺寸可以小于或大于建造平面10的尺寸。
如图2所示,箔状平坦元件12可以至少部分覆盖建造平面10的冲片或切片的形式(例如以冲裁件或冲压件的形式)提供。就这点而言,还可想到的是,所述冲片或切片经过裁制,即已经具有待在所述平面上添加式地建造的三维物体2的截面的截面形状或具有三维物体2的截面。以三维物体2的截面的圆形截面形状为例,冲片或切片也可具有一致的圆形形状。
形成箔状平坦元件12的建造材料3可与粉末状建造材料3(即未以箔状平坦元件12的形式提供的建造材料3)不同。因此,通过对不同建造材料的选择性固化,能有意地为三维物体2提供局部不同的物体特性,例如局部不同的电气特性、机械特性或热特性。以这种方式,能够(在不损害粉末状建造材料的情况下)添加式地制造复合物体2。
用于固化由粉末状建造材料3构成的层或层部分的能量束4可具有与用于固化由非粉末状建造材料构成的层或层部分(即箔状平坦元件12)的能量束4相同、相似或不同的能量束特性,例如能量束强度、能量束焦距尺寸、能量束速度等。因此,相同、相似或不同的能量束可用于固化由粉末状建造材料构成的层或层部分和由非粉末状建造材料构成的层或层部分(即箔状平坦元件12)。
为了确保对三维物体2的适当的添加式建造,所述箔状平坦元件12通常以如此方式被选择性照射和固化,即,使得箔状平坦元件12与由建造材料3构成的可以是粉末层的在先层的被在先选择性照射和固化的部分结合或连接。因此,箔状平坦元件12的被选择性照射和固化的部分通常与由建造材料3构成的在先层的被在先选择性照射和固化的部分牢固结合或连接。箔状平坦元件12与由建造材料构成的在先层的被在先选择性照射和固化的部分的结合和连接通常包含材料配合或材料锁合。
如图4所示,箔状平坦元件12的不形成待被添加式地建造的三维物体2的一部分的部分(即箔状平坦元件12的未被选择性照射并且未固化的部分)可在箔状平坦元件12的选择性照射和固化之后被移除。在图4中,箔状平坦元件12的已被移除的所述部分由隐影线表示。箔状平坦元件12的所述部分的移除可通过合适的操纵装置例如机械手完成,该操纵装置可切割和/或抓持箔状平坦元件12的要被移除的部分。箔状平坦元件12的所述部分的移除通常在由建造材料3构成的下一层被置于建造平面10上之前完成,该下一层可以是粉末状建造材料层或非粉末状建造材料层。用于选择性照射和固化建造材料3的能量束4在需要时也可被用于切割箔状材料12的要被移除的特定部分。
在移除箔状平坦元件12的未被选择性照射并且未固化的部分之后,可将粉末状建造材料3施加至箔状平坦元件12的未被选择性照射并且未固化的部分已从其移除的区域。因此,移除了箔状平坦元件的所述部分之后所留下的自由空间可用粉末状建造材料3填充,从而使得在同一平面上既存在非粉末状建造材料又存在粉末状建造材料。
以这种方式,能够使得根据本方法添加式地制造的三维物体2的平面(典型地即截面)包括粉末状建造材料的已固化部分和非粉末状建造材料的已固化部分。在图4中,粉末状建造材料的已固化部分(见环绕中心圆形部分的环状部分)2由交叉影线表示而非粉末状建造材料的已固化部分由无影线部分(见中心的圆形部分)表示。如上所述,粉末状建造材料和非粉末状建造材料可以是(在化学上)不同的材料,从而能够使得根据本方法制造的三维物体2的平面包括不同的物体特性,例如不同的电气特性、机械特性或热特性。
图3的示例性实施例涉及其中待被选择性照射和固化的箔状平坦元件12被(直接)置于/放置在设备1的建造模块14或建造室的建造平台13的顶部的实施例。建造平台13通常被以至少一个运动自由度(例如沿竖向运动轴线)可移动地支承。在本实施例中,箔状平坦元件12可被选择性照射和固化,借此箔状平坦元件12的被选择性照射和固化的部分与建造平台13连接。箔状平坦元件12可充当用于支承待被添加式地制造的物体2的支承结构。当箔状平坦元件12的材料特性(例如机械特性和/或热特性)与建造平台13的材料特性不同时,箔状平坦元件12和建造在箔状平坦元件12的顶部的被添加式地制造的物体2可容易从建造平台13移除。以类似方式,当箔状平坦元件12的材料特性(例如机械特性和/或热特性)与待被添加式地制造的物体2的材料特性不同时,能够使得支承结构从物体2的移除变得容易。
Claims (6)
1.一种用于通过依次逐层地选择性照射和固化由能借助能量束(4)固化的层而添加式地制造三维物体(2)的方法,其中
待被选择性照射和固化的多个层包括至少部分地以由能借助能量束(4)固化的箔状平坦元件(12)的形式提供的至少一个层以及由粉末状建造材料(3)构成的至少一个粉末层,其特征在于,
所述箔状平坦元件(12)被放置在建造模块的建造平台(13)的顶部,借此所述箔状平坦元件(12)的被选择性照射和固化的部分与所述建造模块的所述建造平台(13)连接,所述箔状平坦元件(12)构成支承结构的至少一部分,所述支承结构构造成支承待被添加式地制造的物体(2),其中
所述箔状平坦元件(12)的材料特性不同于所述建造平台(13)的材料特性和/或所述粉末状建造材料(3)的材料特性,以便于移除所述物体(2)。
2.根据权利要求1所述的方法,其特征在于,金属箔或片状金属被用作所述箔状平坦元件(12)。
3.根据权利要求1所述的方法,其特征在于,所述粉末状建造材料(3)借助能量束(4)被选择性照射和固化。
4.根据前述权利要求中任一项所述的方法,其特征在于,所述箔状平坦元件(12)由循环供应装置(9)提供。
5.根据权利要求1所述的方法,其特征在于,所述箔状平坦元件(12)以至少部分覆盖在其上发生建造材料(3)的选择性照射和固化的建造平面(10)的冲片或切片的形式提供。
6.根据权利要求1所述的方法,其特征在于,所述箔状平坦元件(12)以预加热状态提供。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP17186480.4 | 2017-08-16 | ||
| EP17186480.4A EP3444099A1 (en) | 2017-08-16 | 2017-08-16 | Method for additively manufacturing of three-dimensional objects |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN109397691A CN109397691A (zh) | 2019-03-01 |
| CN109397691B true CN109397691B (zh) | 2021-11-05 |
Family
ID=59649538
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201711146520.3A Expired - Fee Related CN109397691B (zh) | 2017-08-16 | 2017-11-17 | 用于添加式地制造三维物体的方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20190054569A1 (zh) |
| EP (1) | EP3444099A1 (zh) |
| JP (2) | JP6659660B2 (zh) |
| CN (1) | CN109397691B (zh) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3431289A1 (en) * | 2017-07-21 | 2019-01-23 | CL Schutzrechtsverwaltungs GmbH | Apparatus for additively manufacturing of three-dimensional objects |
| JP2023524973A (ja) * | 2020-05-05 | 2023-06-14 | アロイ エンタープライジーズ, インコーポレイテッド | 積層金属部品のための支持構造 |
| CN114083290B (zh) * | 2021-11-12 | 2023-09-22 | 河南工业大学 | 一种辅以随动冲压技术的激光增材制造构件微观结构控制装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105834422A (zh) * | 2016-05-06 | 2016-08-10 | 西安铂力特激光成形技术有限公司 | 一种金属增材制造方法及装置 |
| CN105904732A (zh) * | 2016-05-26 | 2016-08-31 | 湘潭大学 | 一种用于纤维复合粉末选择性激光烧结中纤维取向的导向装置及实施方法 |
| CN106488819A (zh) * | 2014-06-20 | 2017-03-08 | 维洛3D公司 | 用于三维打印的设备、系统和方法 |
| WO2017108645A1 (en) * | 2015-12-22 | 2017-06-29 | Ecole Polytechnique Federale De Lausanne (Epfl) | Method and device for fabrication of 3d multi - material (composite) parts by selective laser melting combined with laser welding and cutting |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1990003893A1 (en) * | 1988-10-05 | 1990-04-19 | Michael Feygin | An improved apparatus and method for forming an integral object from laminations |
| US6814823B1 (en) * | 1999-09-16 | 2004-11-09 | Solidica, Inc. | Object consolidation through sequential material deposition |
| DE102007047326B4 (de) * | 2007-10-02 | 2011-08-25 | CL Schutzrechtsverwaltungs GmbH, 96215 | Vorrichtung zum Herstellen eines dreidimensionalen Objektes |
| EP2319641B1 (en) * | 2009-10-30 | 2017-07-19 | Ansaldo Energia IP UK Limited | Method to apply multiple materials with selective laser melting on a 3D article |
| JP2015124441A (ja) * | 2013-12-25 | 2015-07-06 | ワッティー株式会社 | 金属粉末焼結体の製造装置及び金属粉末焼結体製造方法 |
| DE102015222207A1 (de) * | 2014-11-11 | 2016-05-12 | DMG Mori USA | Werkzeugmaschinen system und verfahren für additive fertigung |
-
2017
- 2017-08-16 EP EP17186480.4A patent/EP3444099A1/en not_active Withdrawn
- 2017-11-17 CN CN201711146520.3A patent/CN109397691B/zh not_active Expired - Fee Related
- 2017-12-19 JP JP2017242495A patent/JP6659660B2/ja not_active Expired - Fee Related
-
2018
- 2018-08-10 US US16/100,602 patent/US20190054569A1/en not_active Abandoned
-
2020
- 2020-02-06 JP JP2020019217A patent/JP6969731B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106488819A (zh) * | 2014-06-20 | 2017-03-08 | 维洛3D公司 | 用于三维打印的设备、系统和方法 |
| WO2017108645A1 (en) * | 2015-12-22 | 2017-06-29 | Ecole Polytechnique Federale De Lausanne (Epfl) | Method and device for fabrication of 3d multi - material (composite) parts by selective laser melting combined with laser welding and cutting |
| CN105834422A (zh) * | 2016-05-06 | 2016-08-10 | 西安铂力特激光成形技术有限公司 | 一种金属增材制造方法及装置 |
| CN105904732A (zh) * | 2016-05-26 | 2016-08-31 | 湘潭大学 | 一种用于纤维复合粉末选择性激光烧结中纤维取向的导向装置及实施方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3444099A1 (en) | 2019-02-20 |
| JP6969731B2 (ja) | 2021-11-24 |
| JP2020079449A (ja) | 2020-05-28 |
| CN109397691A (zh) | 2019-03-01 |
| JP6659660B2 (ja) | 2020-03-04 |
| JP2019035136A (ja) | 2019-03-07 |
| US20190054569A1 (en) | 2019-02-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6500047B2 (ja) | 積層造形法のための方法及び接続支持体 | |
| CN109397691B (zh) | 用于添加式地制造三维物体的方法 | |
| US9901983B2 (en) | Method of applying multiple materials with selective laser melting on a 3D article | |
| CN106334797B (zh) | 连结预形件的添加制造 | |
| EP2986406B1 (en) | Build platform, apparatus and method for additive manufacturing | |
| EP3424620B1 (en) | Dmlm build release layer and method of use thereof | |
| EP0523981B1 (en) | Method of making electronic packages and smart structures formed by thermal spray deposition | |
| EP3205426A1 (en) | Method and conformal supports for additive manufacturing | |
| US20170274455A1 (en) | Method for producing a three-dimensional object | |
| US20160121430A1 (en) | Production of a component by selective laser melting | |
| US20110170977A1 (en) | Dual Production Method and Dual Production Device for the Small-Scale Manufacture of Products | |
| EP3476504B1 (en) | Applying electric pulses through a laser induced plasma channel for use in a 3-d metal printing process | |
| JP2016014188A (ja) | 繊維強化を用いた付加製造方法及びシステム | |
| JP2012506803A (ja) | 付加製造装置および方法 | |
| WO2015094719A1 (en) | Method and device for manufacturing three dimensional objects utilizing a stationary direct energy source | |
| CN108781030A (zh) | 转子的制造方法 | |
| CN108284230A (zh) | 添加制造方法 | |
| JP2020079449A5 (zh) | ||
| WO2017150289A1 (ja) | 樹脂接合品及びその製造方法 | |
| KR20000054896A (ko) | 금속박판의 전기식 롤러용접을 이용한 3차원 시작품 제작방법 및 장치 | |
| GB2556661A (en) | Improved additive layer manufacturing | |
| EP3299098A1 (en) | Improved additive layer manufacturing | |
| KR20230120783A (ko) | 연속공정을 위한 3d 프린팅 장치 및 이를 이용한 3d 프린팅 방법 | |
| WO2018055345A1 (en) | Improved additive layer manufacturing |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20211105 |