CN108820887B - 物块供给系统和方法 - Google Patents
物块供给系统和方法 Download PDFInfo
- Publication number
- CN108820887B CN108820887B CN201810614767.1A CN201810614767A CN108820887B CN 108820887 B CN108820887 B CN 108820887B CN 201810614767 A CN201810614767 A CN 201810614767A CN 108820887 B CN108820887 B CN 108820887B
- Authority
- CN
- China
- Prior art keywords
- pump
- feed pump
- drum
- mold
- pressure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title description 15
- 235000013305 food Nutrition 0.000 claims abstract description 152
- 230000004323 axial length Effects 0.000 claims description 59
- 238000006073 displacement reaction Methods 0.000 claims description 38
- 238000009826 distribution Methods 0.000 claims description 21
- 239000000463 material Substances 0.000 claims description 16
- 230000006835 compression Effects 0.000 claims description 15
- 238000007906 compression Methods 0.000 claims description 15
- 239000012530 fluid Substances 0.000 claims description 4
- 230000033001 locomotion Effects 0.000 description 44
- 238000005192 partition Methods 0.000 description 26
- 230000002829 reductive effect Effects 0.000 description 23
- 238000012546 transfer Methods 0.000 description 17
- 235000013372 meat Nutrition 0.000 description 12
- 238000004140 cleaning Methods 0.000 description 8
- 238000004519 manufacturing process Methods 0.000 description 8
- 210000003205 muscle Anatomy 0.000 description 8
- 230000006378 damage Effects 0.000 description 7
- 239000012528 membrane Substances 0.000 description 7
- 238000005086 pumping Methods 0.000 description 7
- 230000008901 benefit Effects 0.000 description 6
- 125000006850 spacer group Chemical group 0.000 description 6
- 230000007423 decrease Effects 0.000 description 5
- 238000013461 design Methods 0.000 description 5
- 238000005429 filling process Methods 0.000 description 5
- 239000004033 plastic Substances 0.000 description 5
- 230000010349 pulsation Effects 0.000 description 5
- 238000011144 upstream manufacturing Methods 0.000 description 5
- 230000009286 beneficial effect Effects 0.000 description 4
- 230000008569 process Effects 0.000 description 4
- 230000001360 synchronised effect Effects 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 3
- 230000003247 decreasing effect Effects 0.000 description 3
- 230000009471 action Effects 0.000 description 2
- 230000003044 adaptive effect Effects 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 238000004590 computer program Methods 0.000 description 2
- 230000008878 coupling Effects 0.000 description 2
- 238000010168 coupling process Methods 0.000 description 2
- 238000005859 coupling reaction Methods 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 230000002441 reversible effect Effects 0.000 description 2
- 241000251468 Actinopterygii Species 0.000 description 1
- 206010034203 Pectus Carinatum Diseases 0.000 description 1
- 244000061456 Solanum tuberosum Species 0.000 description 1
- 235000002595 Solanum tuberosum Nutrition 0.000 description 1
- 244000300264 Spinacia oleracea Species 0.000 description 1
- 235000009337 Spinacia oleracea Nutrition 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 238000009530 blood pressure measurement Methods 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000012459 cleaning agent Substances 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 235000019688 fish Nutrition 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 235000013882 gravy Nutrition 0.000 description 1
- 235000020993 ground meat Nutrition 0.000 description 1
- 230000008595 infiltration Effects 0.000 description 1
- 238000001764 infiltration Methods 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 235000013622 meat product Nutrition 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000036961 partial effect Effects 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 235000012015 potatoes Nutrition 0.000 description 1
- 230000002028 premature Effects 0.000 description 1
- 230000035484 reaction time Effects 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 239000002990 reinforced plastic Substances 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 235000013311 vegetables Nutrition 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
Images







































Classifications
-
- A—HUMAN NECESSITIES
- A22—BUTCHERING; MEAT TREATMENT; PROCESSING POULTRY OR FISH
- A22C—PROCESSING MEAT, POULTRY, OR FISH
- A22C7/00—Apparatus for pounding, forming, or pressing meat, sausage-meat, or meat products
- A22C7/0023—Pressing means
- A22C7/003—Meat-moulds
- A22C7/0076—Devices for making meat patties
-
- A—HUMAN NECESSITIES
- A22—BUTCHERING; MEAT TREATMENT; PROCESSING POULTRY OR FISH
- A22C—PROCESSING MEAT, POULTRY, OR FISH
- A22C7/00—Apparatus for pounding, forming, or pressing meat, sausage-meat, or meat products
- A22C7/0023—Pressing means
- A22C7/003—Meat-moulds
- A22C7/0069—Pressing and moulding by means of a drum
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23L—FOODS, FOODSTUFFS, OR NON-ALCOHOLIC BEVERAGES, NOT COVERED BY SUBCLASSES A21D OR A23B-A23J; THEIR PREPARATION OR TREATMENT, e.g. COOKING, MODIFICATION OF NUTRITIVE QUALITIES, PHYSICAL TREATMENT; PRESERVATION OF FOODS OR FOODSTUFFS, IN GENERAL
- A23L13/00—Meat products; Meat meal; Preparation or treatment thereof
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23P—SHAPING OR WORKING OF FOODSTUFFS, NOT FULLY COVERED BY A SINGLE OTHER SUBCLASS
- A23P30/00—Shaping or working of foodstuffs characterised by the process or apparatus
- A23P30/10—Moulding
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01C—ROTARY-PISTON OR OSCILLATING-PISTON MACHINES OR ENGINES
- F01C21/00—Component parts, details or accessories not provided for in groups F01C1/00 - F01C20/00
- F01C21/08—Rotary pistons
- F01C21/0809—Construction of vanes or vane holders
- F01C21/0818—Vane tracking; control therefor
- F01C21/0827—Vane tracking; control therefor by mechanical means
- F01C21/0836—Vane tracking; control therefor by mechanical means comprising guiding means, e.g. cams, rollers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C13/00—Adaptations of machines or pumps for special use, e.g. for extremely high pressures
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C2/00—Rotary-piston machines or pumps
- F04C2/30—Rotary-piston machines or pumps having the characteristics covered by two or more groups F04C2/02, F04C2/08, F04C2/22, F04C2/24 or having the characteristics covered by one of these groups together with some other type of movement between co-operating members
- F04C2/34—Rotary-piston machines or pumps having the characteristics covered by two or more groups F04C2/02, F04C2/08, F04C2/22, F04C2/24 or having the characteristics covered by one of these groups together with some other type of movement between co-operating members having the movement defined in groups F04C2/08 or F04C2/22 and relative reciprocation between the co-operating members
- F04C2/344—Rotary-piston machines or pumps having the characteristics covered by two or more groups F04C2/02, F04C2/08, F04C2/22, F04C2/24 or having the characteristics covered by one of these groups together with some other type of movement between co-operating members having the movement defined in groups F04C2/08 or F04C2/22 and relative reciprocation between the co-operating members with vanes reciprocating with respect to the inner member
- F04C2/3441—Rotary-piston machines or pumps having the characteristics covered by two or more groups F04C2/02, F04C2/08, F04C2/22, F04C2/24 or having the characteristics covered by one of these groups together with some other type of movement between co-operating members having the movement defined in groups F04C2/08 or F04C2/22 and relative reciprocation between the co-operating members with vanes reciprocating with respect to the inner member the inner and outer member being in contact along one line or continuous surface substantially parallel to the axis of rotation
-
- A—HUMAN NECESSITIES
- A21—BAKING; EDIBLE DOUGHS
- A21C—MACHINES OR EQUIPMENT FOR MAKING OR PROCESSING DOUGHS; HANDLING BAKED ARTICLES MADE FROM DOUGH
- A21C5/00—Dough-dividing machines
- A21C5/003—Dough-dividing machines with revolving bodies, e.g. with bodies having spaces separated by radially oriented elements or walls
-
- A—HUMAN NECESSITIES
- A21—BAKING; EDIBLE DOUGHS
- A21C—MACHINES OR EQUIPMENT FOR MAKING OR PROCESSING DOUGHS; HANDLING BAKED ARTICLES MADE FROM DOUGH
- A21C5/00—Dough-dividing machines
- A21C5/02—Dough-dividing machines with division boxes and ejection plungers
- A21C5/04—Dough-dividing machines with division boxes and ejection plungers with division boxes in a revolving body with radially-working pistons
-
- A—HUMAN NECESSITIES
- A22—BUTCHERING; MEAT TREATMENT; PROCESSING POULTRY OR FISH
- A22C—PROCESSING MEAT, POULTRY, OR FISH
- A22C7/00—Apparatus for pounding, forming, or pressing meat, sausage-meat, or meat products
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23V—INDEXING SCHEME RELATING TO FOODS, FOODSTUFFS OR NON-ALCOHOLIC BEVERAGES AND LACTIC OR PROPIONIC ACID BACTERIA USED IN FOODSTUFFS OR FOOD PREPARATION
- A23V2002/00—Food compositions, function of food ingredients or processes for food or foodstuffs
Abstract
本申请涉及一种用于从食品块形成产品的系统,该系统包括模具构件,例如具有旋转轴线的模具滚筒,和送料泵。
Description
技术领域
本发明涉及用于从食品块形成产品的系统,该系统包括模具构件,例如具有旋转轴线的模具滚筒和送料泵。
背景技术
在现有技术中已知这样的系统,并且这样的系统被用来形成产品,例如从食品块形成肉饼。成型通过滚筒执行,该滚筒在其外周包括多个型腔。所述滚筒旋转,并且在其旋转过程中,用食品块填充型腔,然后将形成的产品释放,然后再填充型腔。优选地,形成多个食品产品并且同时释放。但是,现有技术已知的过程通常是复杂的,并且对于处理整块肌肉是不合适的。
发明内容
因此,本发明的目的是提供不包括现有技术缺陷的系统和方法,并且所述系统和方法特别适合于处理整块肌肉和/或其它敏感食品块产品。
该问题通过从食品块形成产品的系统解决,该系统包括具有旋转轴线的模具滚筒和送料泵,其中所述送料泵是具有转子的正排量泵,其旋转轴线平行于滚筒的旋转轴线。
本发明的该实施例公开的内容还适用于本发明的其它实施例,反之亦然。
本发明涉及具有正排量泵和包括型腔的旋转模具滚筒的系统。送料泵是具有转子的正排量泵。送料泵将食品块从料斗中泵送到模具滚筒的型腔中,在该型腔中食品块形成为最终食品产品,例如肉饼。
该创造性的系统用来处理肉、鱼、马铃薯和蔬菜,例如菠菜。该创造性系统特别适合于处理易于损坏的产品,例如高质量整块肌肉肉产品。滚筒从用食品产品填充型腔的填充位置旋转至将食品产品从型腔移除的释放位置。
模具滚筒包括模具型腔以形成产品,该模具型腔至少部分由渗透材料制成,例如由烧结的金属材料制成。各渗透型腔连接至流体通道,该通道更优选地沿滚筒的纵向方向延伸。在滚筒从释放位置旋转到填充位置的过程中,型腔可以优选地用空气填充。在产品型腔中填充产品的过程中,在型腔内的该空气将优选地经由至少一个部分渗透型腔的渗透壁释放。
另外地或另选地,在产品中的气体,例如空气,能够经由渗透材料和经由流体通道从产品移除至例如周围环境。
根据本发明,送料泵的转子与模具滚筒的旋转轴线平行。因此,送料泵可以放置得非常靠近模具滚筒,这减少了在送料泵和滚筒之间连接的压力损失且能够获得在模具滚筒的轴向长度上更均匀的压力分布。优选地,在一个角度位置将食品块提供到送料泵并且在入口下游的一个角度位置将其释放。这种设置允许将送料泵的轴向长度用于滚筒的轴向长度,这导致在模具滚筒的轴向长度上的更平等的压力分布。
优选地,系统包括料斗。食品块能够例如通过带,但是分批的例如通过肉运送装置以连续的方式被传输至料斗。料斗流动地连接至送料泵并且优选地包括送料器,优选旋转送料器,该送料器将食品块从送料器输送至送料泵。泵优选地是正排量泵,更优选地是径向叶片泵。该叶片泵包括叶片,所述叶片优选地相对于转子径向可替换。在一个角度位置,将食品块提供至泵,放置在两叶片之间,并且在入口下游的一个角度食品块释放至模具构件,例如旋转模具滚筒。在入口和出口之间,食品块被压缩。叶片的轴向长度能够适于模具构件的轴向长度。在正排量泵,特别是叶片泵,的入口的中心线和出口的中心线之间的距离尽可能短,但是足够大以建立必要的填充压力。优选地,在送料泵的入口和出口之间的距离小于90°,更优选地大于80°。该优选实施例使食品块的结构的压力下降,特别是整块肌肉的结构的压力下降。
优选地,送料泵的泵腔的体积,例如,在送料泵的两叶片之间的体积是为单独食品块特制的并且被设计为使得泵腔总是用食品块完全填充。该优选实施例使食品块在泵出口脉动更小和/或沿送料泵的轴向长度上压力分布更均匀。
优选地,两叶片之间的轴向距离,至少在它们的末端大于要泵送的单件食品块的最大尺寸。该优选实施例使食品块损害更小。
优选地,泵的叶片是可替换的。更优选地,泵被设计为使得能够使用具有不同轴向长度的叶片。例如,为了泵送例如鸡胸的整块肌肉,期望具有比用来泵送碎肉的叶片的径向长度更大的径向长度的叶片。
在本发明的优选或创造性实施例中,泵包括一个或更多个嵌件,所述嵌件能够放置在泵的壳体中。各嵌件限定至少部分泵室的外周。各嵌件优选地根据要泵送的产品是可替换的。更优选地,叶片适用于各嵌件。
优选地,送料泵的转子的轴向长度和/或送料泵的出口至少基本等于模具构件的轴向长度,例如模具滚筒和/或送料泵的出口的轴向长度基本等于模具构件的轴向长度,例如模具滚筒的轴向长度。
如果送料泵的出口的轴向长度小于模具构件的轴向长度,优选使用分隔物。分隔物将食品块从送料泵的出口输送至模具构件中的模具型腔,例如旋转模具滚筒。更优选地,在分隔物和例如模具滚筒的模具构件之间设置密封,或在送料泵的出口和例如模具滚筒的模具构件之间不使用分隔物。密封能够从分隔物或送料泵的出口向上游和向下游延伸。但是,优选地,密封只从分隔物或送料泵的出口向下游延伸。
优选地,送料泵是扭矩控制的并且将保持食品块的填充压力。
优选地,分隔物直接连接至送料泵的壳体或与送料泵的壳体一体形成。该密封件能够与分隔物或送料泵的壳体一体形成。但是,在优选实施例中,密封件可替换地连接至分隔物或送料泵的壳体。
本发明的另一个优选的或创造性的实施例是用于从食品块形成产品的系统,该系统包括模具构件和送料泵,其中所述送料泵连接至真空源。
本发明的该实施例的公开内容也适于本发明的其它实施例,反之亦然。
模具构件是例如在两位置之间线性往复运动的板和/或旋转滚筒。该模具构件包括模具型腔,优选多个模具型腔,各型腔适于从食品块形成食品产品。优选地,多个型腔设置成一行,即同时填充和倒空。一行平行于模具滚筒的旋转轴线或垂直于模具板的线性运动延伸。型腔可以是至少部分由渗透材料制成,例如烧结材料。
根据本发明的真空是低于例如1巴的环境压力的压力。将真空应用至送料泵具有使泵的型腔更完整的优点,优选地支持将食品块从料斗整个填充和/或传输至送料泵。真空源能够设置在泵的壳体内和/或壳体外。在本发明的优选实施例中,真空源设置在泵的壳体内,例如通过可替换、往复运动的活塞和/或变形的薄膜以抽真空。
优选地,送料泵是正排量泵,更优选地是叶片泵。优选地,真空在食品块的入口前施加至送料泵。优选地,在用食品块填充两叶片之前将真空施加在两叶片之间。在优选实施例中,至少一个叶片提供在泵的入口和真空源之间的密封。优选地,泵经由一个或两个前板连接至真空源,所述前板附接至泵室的前端或是泵室的前端的部分。优选地方式,例如设置薄膜以避免食品块进入真空通道中。本发明的另一个优选地或创造性的实施例是用于从食品块形成产品的系统,该系统包括具有旋转轴线的模具滚筒和送料泵,其中送料泵包括转子,该转子由低密度材料制成,优选由塑料和/或铝材料制成。
本发明该实施例的公开内容也使用本发明的其它实施例,反之亦然。
本发明的创造性或优选实施例具有如下优点:送料泵的惯性小,因此能够被更准确地操作和/或更动态地操作,并且转子能够更容易地替换以用于清洁和/或过程修改的目的。
优选地,送料泵是正排量泵,更优选地是叶片泵。优选地,叶片泵的叶片也是由低密度材料制成,优选地由塑料和/或铝材料制成。
送料泵优选地通过分档器马达、AC马达或伺服马达驱动。送料泵包括移动构件,例如转子或活塞。优选地,马达或泵包括检测移动构件的当前位置的装置。该信息优选地提供至控制单元,该控制单元例如基于将由送料泵传输的体积和/或基于用于填充模具型腔所需的填充压力控制移动构件的运动。
根据本发明另一个创造性或优选实施例,送料泵是具有压缩区的叶片泵,其中至少在压缩区中,优选地也在运输区和/或在出口,叶片的端部不与送料泵的壳体相接触;即在泵的叶片的末端和泵的壳体之间存在间隙。优选地,间隙的尺寸是可调整的,特别是通过替换叶片和/或泵的转子。
该实施例对于整块肌肉产品是特别有益的,该肌肉产品的结构在送料泵中不损坏,例如食品块在叶片泵中不被切割或不被明显切割。在运输区中,产品被运输至送料泵,在压缩区中,产品被压缩至期望的送料压力,在出口,食品块从送料泵被释放。
根据本发明的又一个优选的或创造性实施例是从食品块形成产品的系统,该系统包括例如模具滚筒的模具构件,和送料泵,其中至少一个压力传感器设置在送料泵的出口和模具滚筒之间。
本发明该实施例的公开内容也适用于本发明的其它实施例,反之亦然。
压力传感器能够确定在送料泵的出口和模具滚筒之间的食品块的压力。送料泵的操作和/或模具构件的运动能够用压力传感器的信号控制。如果使用两个或更多个压力传感器,能够确定在模具滚筒的轴向长度上的压力分布。沿食品的流动方向设置的两个或更多个压力传感器对于确定在泵的出口和模具构件之间的压力损失是特别有用的,并且模具构件能够被用来更顺畅地操作所述泵。基于压力读数,优选地调整送料泵的操作和/或模具构件的运动,例如模具滚筒的旋转,特别是为了获得在例如模具滚筒的模具构件轴向长度上更均匀的压力分布和/或为了获得在模具构件的轴向长度上各处最小的填充压力和/或获得模具构件的各模具型腔的完整填充。例如,如果压力传感器的读数低于设定点,模具构件的运动优选地减少或停止,更优选地直到再次达到压力设定值。另选地或另外地,能够增加泵送能力。如果压力高于某设定点,模具构件的运动能够提高和/或能够降低泵送能力。压力传感器的读数能够被用来保持在送料泵的出口的恒定压力。
送料器的操作和/或送料泵的运动优选地由压力传感器的信号控制。如果在送料泵的下游安装两个或更多个压力传感器,能够确定在送料泵的出口的轴向长度上的压力分布。
压力传感器的信号优选地在启动的过程中使用。模具型腔的填充,例如模具构件的运动,只在送料泵的出口和/或在送料通道中达到某预设的压力值之后启动。在另一个优选的实施例中,从模具型腔排放产品只在模具型腔被填充某送料压力的情况下被启动。
优选地,所述系统,特别是送料泵和模具构件的运动被控制为使得所述模具型腔基本连续地填充并且优选地以固定的压力填充。
优选地,所述系统是自适应/自适应。所述系统在填充前述型腔的过程中识别某方案并且使用该信息已调整填充过程使得填充以尽可能低的送料压力水平是最优的。
本发明的另一个优选或创造性实施例是用于从食品块形成产品的系统,该系统包括例如具有旋转轴线的模具滚筒的模具构件和具有例如转子的移动构件的送料泵,该系统包括确定所述模具构件相对于所述系统的框架的位置和/或运动和/或所述移动构件相对于所述送料泵的壳体的位置和/或运动的装置。
本发明该实施例的公开内容也适用于本发明的其它实施例,反之亦然。
由于本发明该优选的或创造性的概念,例如PLC的控制设备基本连续地知道模具构件的位置和/或速率,例如模具滚筒以及其型腔的角位置或模具板以及其型腔的线性位置和/或位置,例如送料泵,优选正排量泵的移动构件的角位置。优选地,系统包括活塞/运动控制单元。该单元确定模具构件、送料器和/或送料泵的移动构件的当前位置,并且计算机程序确定和控制其各自的位移,优选地模具构件和/或马达的移动构件的旋转或线性位移和/或送料器所需的旋转位移,并由此控制各马达。优选地,模具构件的运动和送料泵的移动构件的运动是同步的。通过使模具构件和/或送料泵的移动部的运动同步,腔的填充可以是最优的和/或能够降低填充压力。优选地,泵的运动在模具构件的运动之后,或反之亦然。控制单元优选地准确地知道模具型腔何时靠近必须被填充的泵的出口,以及何时没有模具型腔靠近需要被填充的送料泵的出口。因此,送料泵的泵送能力和/或模具构件的运动能够被控制。例如,在填充型腔的过程中,泵送能力提高和/或模具构件的运动减少。在两个模具型腔之间的传输过程中,优选地是反过来。优选地,控制设备还知道模具构件和/或送料泵的移动部的速率,并且更优选地速率基于该信息被控制单元控制。还优选地是在下一个型腔或一行型腔接近送料通道之前,升高在送料泵的下游的送料通道中的食品块的压力以避免一旦开始填充型腔,压力下降至期望的设定值以下。
优选地,各驱动器,特别是针对送料泵的转子和针对模具构件的驱动器是电动马达或液压或气动汽缸。马达能够包括旋转移动或线性移动的移动构件,例如轴。优选地,马达包括确定例如旋转轴的移动构件的旋转位移的装置。针对模具构件和/或送料泵的转子的马达和/或送料器的马达是例如具有频率控制或伺服驱动系统的AC马达。
具有频率控制的AC马达适合于大多数应用。优选地设置分解器、编码器、无编码器(软件将确定马达中的易购构件的位移)或其它例如旋转的跟踪装置使得马达的位移能够在控制单元中被评估以检测模具构件的当前例如角位置和/或例如送料泵的移动构件的角位置和/或控制模具构件和/或送料泵的移动构件的速度。马达驱动例如模具构件、送料器,和/或模具构件还能够是分档器马达。
优选地,马达包括能量回收装置以在马达的减速过程中,特别是驱动模具构件的马达的减速过程中,更优选地在两个位置之间往复运动的模具板的减速过程中回收能量。回收的能量例如用来驱动送料泵。
优选地,模具构件的运动和/或送料泵的移动构件的运动被控制使得在模具滚筒中能够以更优选地在送料泵的出口的最小的压力获得最佳填充。更优选地,在型腔或一行型腔被完全填充之后且在下一个型腔或一行型腔的填充开始之前,送料泵的例如转子的移动构件的运动至少被减少。如果完全填充型腔所需的填充压力太低,送料泵的移动构件的移动的位置/速度能够被改变/增加和/或模具构件的移动能够至少被减少,优选地直到填充型腔或一行型腔完成。由于PLC准确地知道模具构件及其型腔的位置,其准确地知道何时各型腔的填充开始以及何时各型腔的填充结束和/或何时型腔处于释放位置并且因此能够最优化/控制填充步骤和/或释放步骤。还能确定型腔是否被完全填充。该信息能够例如从压力读数被检索。如果各型腔没有被完全填充,各产品能够被释放和拒绝并且在释放位置不被释放,并且当各模具型腔再次位于填充位置时能够完成填充。在模具构件被放置在创造性系统中之后,填充过程和/或释放过程的参数能够存储在PLC中并且手动下载或自动下载。但是,参数还能被设置并且手动调整。
本发明的另一个优选实施例或创造性实施例是用于从食品块形成产品的系统,该系统包括例如具有旋转轴线的模具滚筒的模具构件和送料泵,其中该系统不包括在送料泵的出口下游的保持装置。
本发明的该实施例的公开内容也适用于本发明的其它实施例,反之亦然。
根据本发明没有保持装置表示型腔在完成填充后暴露于周围压力。该创造性的或优选的系统具有形成的食品块的污点更少且卫生问题和磨损问题更少的优点。该创造性系统包括的部件更少和/或重量更轻。
但是,该系统可以包括避免不小心从模具型腔移除形成的产品的装置。这样的装置可以是例如施加至模具型腔的真空装置。该装置还可以由传感器控制,该传感器例如检测各模具型腔的位置。
优选地,创造性系统包括送料器,该送料器位于料斗中并且用来朝向送料泵传送食品块。该送料器优选地由活塞驱动,该活塞由例如AC马达、伺服马达或分档器马达的马达控制。优选地,系统包括送料器的运动控制单元。该运动控制确定送料器的当前位置,并且计算机程序确定和控制其位移、优选地所需旋转位移,由此控制送料器的马达以特别将合适量的食品块提供至送料泵的入口。因此,能够避免不必要的食品块压缩,并且能够使用送料器的控制装置以将送料泵用作分配装置。送料器的运动与送料泵的运动优选地是同步的。
优选地,料斗包括传感器以确定其填充状态和/或由位于送料泵的出口的压力确定填充状态。
本发明的另一个优选或创造性实施例是用包括例如转子的移动构件的送料泵,优选正排量泵将食品块输送至包括模具型腔的例如模具滚筒的模具构件的方法,其中所述移动构件的运动和所述模具构件的运动是同步的。
本发明的该实施例的公开内容同样适用于本发明的其它实施例,反之亦然。
通过使模具构件的运动和送料泵的移动部的同步运动,能够使模具型腔的填充最优和/或降低填充压力。控制单元优选地准确地知道何时模具型腔靠近必须被填充的泵的出口以及何时没有模具型腔靠近需要填充的送料泵的出口。因此,送料泵的泵送能力和/或模具构件的运动能够被调整。例如,在填充型腔的过程中,提高泵送能力和/或减少模具构件的运动。在两个模具型腔的转换过程中,优选地是反过来。优选地,控制装置还知道模具构件和/或送料泵的移动部件的速率,更优选地,基于该信息速率由控制单元控制。
本发明的另一个优选或创造性的实施例是从食品块形成产品的方法,其中该方法包括至少一个传感器,并且送料泵的移动构件的运动和/或模具构件的运动根据传感器的信号被控制。运动控制包括位置控制、速率控制和/或加速控制/减速控制。传感器可以例如是压力传感器、位置传感器、温度传感器和/或视觉装置,例如摄像机。控制单元接收传感器的信号,将其与设定值进行比较并且控制送料泵的移动构件的运动和/或由此控制模具构件的运动。基于传感器的读数还能控制形成产品的释放。
本发明的该实施例的公开内容也适用于本发明的其它实施例,反之亦然。
本发明的该实施例的公开内容也适用于本发明的其它实施例,反之亦然。
形成过程将优选地由控制单元控制,该控制单元优选地是形成装置的部件。如果使用单独的块供给系统,那么控制单元还可以是块供给系统的部件。
本发明的另一个优选或创造性的实施例是从食品块形成产品的方法,其中将正排量泵用作分配装置。在一个周期中,送料泵只朝向需要填充型腔或一行型腔的模具滚筒输送食品块体积,例如每个型腔或每行型腔计算的或设定的体积的食品块。在将该体积的食品块传输至滚筒之后,转子的旋转速度优选至少被降低,优选停止,更优选地倒转。然后开始下一个周期。本领域技术人员将理解送料泵能够被连续地操作并且仍然能被用作分配装置。
优选地,在填充模具型腔开始之前升高送料通道中的食品块上的压力以避免食品块的压力降至低于某个值。
优选地,送料泵泵送的时间和模具型腔被填充的时间一样长以避免压力下降。
本发明的该实施例的公开内容也适用于本发明的其它实施例,反之亦然。
本发明的另一个优选或创造性的实施例是将食品块填充到模具构件的模具型腔中的方法,其中在送料通道上游的食品块上的压力在填充型腔或一行型腔的过程中和/或填充型腔或一行型腔之后被释放。这可以通过例如降低送料泵的移动构件的运动速度或甚至在填充各模具型腔的过程中和/或在填充各模具型腔之后逆转该运动而实现。另一种选择是薄膜,通过该薄膜在朝向模具构件的食品通道中的食品块上的压力中的压力能够被释放。
本发明的该实施例公开的内容也适用于本发明的其它实施例,反之亦然。
本发明的另一个优选或创造性的实施例是将食品块填充到模具构件的模具型腔中的方法,其中一旦填充模具型腔完成,该模具型腔至少部分经受环境压力。
本发明的该实施例公开的内容也适用于本发明的其它实施例,反之亦然。
本发明的优选或创造性实施例是将食品块填充到模具构件的模具型腔中并且将形成的产品从模具型腔释放的方法,其中设置至少一个传感器,并且根据传感器的信号控制形成的产品从模具型腔释放。压力传感器例如是压力传感器、位置传感器和/或产品传感器,像摄像机。系统能够控制模具构件的准确位置,因此形成产品排放的各型腔的准确位置被启动。
根据本发明的另一个或优选实施例,泵的旋转速度在转子的一个完整旋转过程中被改变。优选地,泵的转子的旋转速度至少在各泵室的填充过程中降低,然后一旦各泵室的填充完成旋转速度再次升高。这对于上述分配模式是特别有益的,其中各泵室的体积等于插入到形成构件的一行腔室中的块的体积。
本发明该实施例的公开内容也适用于本发明的其它实施例,反之亦然。
如果压力峰值产生在块供给系统和模具构件之间,例如由于脉动,那么形成的产品沿模具构件的纵向方向上将存在重量差。通过均压系统能够减小和/或避免这些压力峰值。
该均压系统可以是蓄能器,该蓄能器与食品块直接接触且设置在块供给系统和分隔物之间或可以是块传输装置的部件,可以是分隔物的部件和/或放置在分隔物和模具构件之间。这样的蓄能器例如设置有活塞,该活塞经受块的压力。当块上的压力增加时,蓄能器将积累块,并且当块上的压力减小时,蓄能器将块提供至块供给系统和模具构件之间的块流以使块上的压力相等。
在另一个实施例中或另外地,具有某长度的弹性元件可以放置在块供给系统和分隔物之间或是可以是块传输装置的部件,可以是分隔物的部分,可以放置在分隔物和模具构件之间或分隔物整体是弹性元件。
该弹性元件必须在垂直于块流动的方向是弹性的以使压力相等。当块上的压力增加时,该弹性元件将扩张导致压力下降。当块上的压力下降到低于某个值时,通过弹性元件的材料的弹簧作用,弹性元件将恢复其原始形状。当在泵和模具构件之间的块传输装置是圆形管时,能够使用适用于食品产业中的塑料软管。该管越长,其将越有效。
在模具构件的轴向长度上获得均匀压力分布的其它方式能够通过结合(压力)传感器、动态驱动系统而获得,下文将描述控制和软件。
附图说明
现在根据附图说明本发明,该说明不限制本发明的范围。该说明所有同样的发明。
图1a-1b示出了料斗的示例。
图2示出了正排量泵的示例。
图3a-3b示出了正排量泵的另一个示例。
图4a-4d示出了料斗和模具滚筒。
图5a-5c示出了食品块在模具滚筒的轴向长度上的分布。
图6a-6d示出了食品块在模具滚筒的轴向长度上的分布的其它示例。
图7示出了轴线长度与模具滚筒的轴向长度相同的送料泵。
图8a-10b示出了具有和不具有保持装置的系统。
图11-14示出了具有至少一个压力传感器的系统。
图15-16例示了创造性的过程。
图17示出了创造性系统的另一个实施例。
图18示出了真空通道的细节。
图19示出了内部真空源。
图20示出了直接连接至泵的壳体的料斗。
图21示出了具有放得低的泵的实施例。
图22a示出了具有相对短的叶片的实施例。
图22b示出了具有相对大的叶片的实施例。
具体实施方式
图1a和1b示出了优选地连接至创造性系统的料斗。例如通过沿着创造性系统放置的单独的提升单元,能够使用肉运送装置以将食品产品块插入到料斗3中。还能够将提升单元一体形成在创造性系统中。在本设计中,料斗是锥形的。为了避免肉粘在料斗侧壁且防止形成桥,料斗壁优选地相对于其中心轴线成约30°角。料斗的出口流动连接至送料泵的入口。即使一些食品块能够通过重力被送至泵的入口,大部分食品块需要用例如旋转送料器4的送料器4输送至送料泵的入口,在本实施例中,该送料器包括送料器叶片5,在本实施例中,送料器叶片5是螺旋型的。通过减小在送料器叶片5的外周和料斗侧壁内周之间的间隙能够减少/防止在送料器叶片5和料斗侧壁之间的导致产品结构损坏的污点。送料器叶片的截面在其长度上可以是连续的,如图1a所示,但是为了改善朝向料斗的出口运输大块食品和/或填充正排量泵的泵腔,送料器叶片的截面优选地长度不同,更优选地,朝向料斗的出口截面减小,如图1b所示,甚至更优选地,螺旋的直径朝向料斗的出口减小(对比图1a和1b)。优选地,刮刀8附接至送料器叶片5的一端。送料器叶片5朝向料斗的出口供给食品块。
旋转送料器4例如能够用两种方式驱动。图1a示出了驱动旋转送料器的第一种选择。送料器叶片4连接至圆柱形环元件,该元件与环齿轮一起形成卡口连接。环齿轮由驱动单元6驱动并且优选地是料斗的部件。为了清洁,通过将送料器从卡口连接手动旋转出,旋转送料器4能够从料斗移除。图1b示出了用驱动机构6从驱动机构位于泵下方的料斗的中心线驱动旋转送料器的第二种方式。为了避免在送料器旋转时食品块旋转,料斗优选地设置有优选不移动的送料器7。更具体地,料斗在其下端在其内周优选设置有一个或更多个翅片。为了清洁,料斗优选地枢转地安装。用两部件制造料斗能够进一步方便清洁,其中两部件独立地枢转。优选地,料斗能够连接至真空源,优选在其下端连接至真空源。优选地,料斗由送料泵抽真空。优选地,料斗的出口区域相对地大,使料斗和泵之间的距离最小和/或内壁是光滑的,以例如减小食物块上的剪切力。
旋转送料器优选地提供正好的食物块使得各泵腔室被恰好填充,但是食物块优选地不是压缩的。当例如处理肉时,在压缩的过程中,会从肉排出肉汁,这导致肉结构破坏。通过泵中的真空,能够改善块从料斗到泵的传输。因此,能够降低旋转送料器的速度且减小在块上的压缩力。优选地,驱动在料斗中的旋转送料器和驱动泵彼此是分开的。料斗和泵之间的距离短的另一个优点是在生产后留在系统中的食品块少。
现在参照图2。根据本发明,在创造性系统中的泵优选地是正排量泵,且优选具有等距分开更优选径向可替换叶片15。各叶片基本上在泵的整个长度上轴向延伸。叶片由转子17驱动,其中心轴线平行于模具滚筒的中心轴线延伸,如在图中右上角所示。泵优选地包括多个区:优选地真空区20、运输区21、泵入口22、压缩区23和泵出口24。这里,转子17的旋转方向是逆时针方向。泵包括多个泵腔室16、各泵腔室由两个叶片15限定。优选地,各腔室尽可能大。该优选实施例使肉块结构损伤更小。大的泵腔室能够通过使用轴向延伸长、直径相对小、叶片数量减少的转子17和/或内径大的壳体18而获得。优选地,在泵送食品块的过程中叶片不变形。形成大的泵腔室的另一种方法是使用转子17和数量更少的叶片15。但是,叶片数量的减少受压力差限制,该压力差需要通过送料泵实现和/需要或真空区。
优选地,转子不太重并且在例如需要清洁泵时易于被移除和替换。优选地,转子由塑料材料制造,更优选地,由加固的塑料材料制造。为了减小食品块的摩擦,叶片的表面和/或壳体的内壁优选地是光滑的并且更优选地是抛光的。
为了清洁,能够移动块供给系统2和/或分隔物9,优选地从模具构件推开。在更复杂的块供给系统和/或泵的实施例中,能够使用现场清洁系统(CIP系统)。不再需要拆开并且手动清洁像端盖19、叶片15、转子17和凸轮25的部件,这缩短了清洁时间并且避免了用化学清洁剂时手动操作的风险。
泵的出口优选地尽可能地大,并且更优选地基本在转子和/或叶片的整个轴向长度上延伸。
在本发明的创造性或优选实施例中,泵能够直接地或间接地连接至真空源,以例如改善泵的腔室的填充、对食品块脱气、增大食品块的密度和/或以减小的脉动获得食品块流。泵的脉动可以导致形成在一行中,即同时形成的产品的重量差。真空区20优选地位于送料泵的出口和泵的传输区之间,优选地相对靠近送料泵的入口。到真空源的连接优选地设置在泵的壳体中,并且更优选地就在泵腔室通向传输区之前设置。另外,通道的位置使得传输区和真空区之间的开口接触必须被阻止从而防止块流回真空区中并且从真空区直接流入真空源。送料泵在其各轴向端部可以包括一个或两个端盖19。各端盖优选地连接至壳体和/或优选地是壳体的部分并且能够设置有与真空源和泵腔室接触的通道从而将空气从泵腔室抽出。引导叶片的移动叶片和转子的槽之间的小间隙能够用来将空气从泵腔室抽出。通过增加与合适的真空通道位置相结合的叶片的数量能够防止食品块流到真空泵,但是这将减小泵腔室的体积。泵腔室中的压力下降还能通过一侧面向送料泵的腔室,相对侧面向真空源或机械移动装置的膜获得。
优选地,在各泵腔室16在送料泵的内径内旋转的过程中,各泵腔室16的体积变化。在块从料斗流入送料泵腔室的传输区21中,送料泵腔室优选地具有其最大体积。该体积优选地减小直到送料泵的出口,随后再次增加。在体积增加的过程中,压力优选地在各腔室减小。
优选地,泵包括防止肉在叶片和送料泵的壳体之间卡住的装置,肉在叶片和送料泵的壳体之间卡住能导致污损和产品结构损坏。另选地或另外地,送料泵的入口22的设计应使得块从传输区自由流动至压缩区不中断。应使压力损失最小。优选地,不存在锐利的边缘使得块穿过泵缓慢地流动。
食品块在压缩区的压力应尽可能低。为了在对食品块增压的过程中防止食品块回流,优选地在叶片的末端和送料泵的内径之间只存在小的空隙和/或叶片的末端具体在压缩区23中接触泵的内径。优选地,空隙的尺寸取决于要处理的食品块的丁的尺寸。空隙的尺寸还被设计为根据在形成过程中食品块上的期望压力和/或食品块颗粒的尺寸。当空隙大且例如食品块是预切好的薄肉在相对高的温度下,会发生在送料泵中的内部泄露,而无法获得在食品块上的期望的压力。如果叶片末端与壳体内壁相接触,两者优选地都是耐磨的。壳体的内侧壁优选地设置有硬金属层。叶片和壳体的材料选择优选地使得即使在启动阶段相对于磨损和撕扯干运行没有问题。
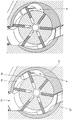
支承在送料泵中的叶片优选地径向可替换,更优选地可滑动地替换,例如各叶片可在送料泵的转子的槽中滑动。在转子的旋转过程中,各叶片在各自的转子的槽中移动进出。图2示出了具有叶片15的正排量泵的第一实施例,其中各叶片移动进出转子17的槽,这里分别由在泵壳体内的静止凸轮25驱动。各叶片15的内端与凸轮25的表面相接触并且这导致叶片在泵内的径向移动。本领域技术人员理解,叶片还可以弹簧载入并且抵靠送料泵的壳体的内周被按压。
图3示出了正排量泵的第二实施例,这里具有叶片15。这里,叶片的径向位置由凸轮轨道26确定,该凸轮轨道优选定位在泵壳体的两端盖19中。在它们的轴向端部的叶片设置有小凸轮,所述小凸轮分别引导在它们的凸轮轨道26中。图3a示出了在壳体18的端盖和/或轴向端部中的叶片的引导。图3b示出了在壳体中嵌件27的用途,该嵌件对制造壳体是有利的。使用两个嵌件甚至是更优选的;一个用于真空区,一个用于压缩区。优选地将与移动叶片相接触的壳体的一个或更多个磨损和撕扯部件设置为嵌件。这将延长食品块供给系统的最复杂部件的使用寿命,即送料泵的壳体的使用寿命。在两幅图图3a和图3b中的这些实施例中,不使用真空区。通过改变泵和/或嵌件的壳体并且改变凸轮轨道,两实施例还能设置有与图2所示类似的真空区。
块供给系统可以是连接至形成装置的单独的单元,或者其可以一体形成在形成装置中。图4a示出了块供给系统2,该系统是将连接至块传输装置10和分隔物9的单独单元从而形成具有模具滚筒28的形成装置1。图4a中的块传输装置是具有相对大的截面的管。食品块从管10流入分隔物9,这将食品块分布在模具滚筒28的整个轴向长度上。食品块传输和/或分布引起食品块和传输装置和/或分隔物的内壁之间的摩擦,导致食品块的压力损失。该压力损失能够通过升高在食品块上的泵压力而得到克服。但是,这将导致在食品块上更大的剪切力,该剪切力将导致食品块结构的损坏。在图4b中,传输装置10被分成两个管分支以将块预分布从而减小分隔物的体积和/或改善食品块在模具滚筒的整个轴向长度上分布的均匀性。
图4c和图4d示出了本发明的优选实施例。与图4a和图4b的实施例进行比较,块供给系统一体形成在形成装置中。通过将送料泵和模具滚筒间的距离降为最小,在食品块上的剪切力将减小,由此压力下降将减小。在图4c中,块供给系统的送料泵将管/管道连接至分隔物9,该分隔物9设置有将食品块分布在滚筒的轴向长度上的内部送料通道11。分隔物在其入口侧包括轻微倾斜的侧壁以将食品块分布在模具构件的轴向长度上。分隔物优选地连接至与模具滚筒的表面相接触的密封件12以减少/防止食品块在分隔物和模具滚筒之间泄露。密封件能够从分隔物向上游和/或向下游延伸。分隔物和密封件可以制成单件。主要由于在清洁过程中管道的处理和由于在生产后留下的食品块,供给管道的最大直径被限制。当使用具有例如1000mm的长度的长模具滚筒时,泵与模具滚筒必须放置地相对远以确保食品块在送料通道中在模具滚筒的轴向长度上等距分布。这很重要以防止在模具滚筒的一行型腔中形成的产品重量变化。图4d示出了第二实施例,其中通过在传输装置10中制造Y形分岔能够减小分隔物9的直径。这使得食品块分布在模具滚筒的轴向长度上的分布得以改善,且分隔物体积更小且在生产后残留的块更少。
如果块上的压力峰值产生在供给系统和模具构件之间,例如由于脉动,那么形成的产品在模具构件的纵向方向将存在重量差。通过均压系统能够降低和/或避免该压力峰值。
该均压系统可以是蓄能器,该蓄能器与食品块直接接触且设置在块供给系统2和分隔物9之间或可以是块传输装置10的部件,可以是分隔物9的部件和/或放置在分隔物和模具构件之间。这样的蓄能器例如设置有活塞,该活塞经受块的压力。当块上的压力增加时,蓄能器将积累块,并且当块上的压力减小时,蓄能器将块提供至块供给系统和模具构件之间的块流以使块上的压力相等。
在另一实施例中或另外地,具有某长度的弹性元件能够设置在块供给系统和分隔物之间,或可以是块传输装置10的部件、可以是分隔物9的部件,可以放置在分隔物和模具构件之间或分隔物整体是弹性元件。
该弹性元件必须在垂直于块流动的方向是弹性的以使压力相等。当块上的压力增加时,该弹性元件将扩张导致压力下降。当块上的压力下降到低于某个值时,通过弹性元件的材料的弹簧作用,弹性元件将恢复其原始形状。当在泵和模具构件之间的块传输装置是圆形管时,能够使用适用于食品产业中的塑料软管。该管越长,其将越有效。
在模具构件的轴向长度上获得均匀压力分布的其它方式能够通过结合(压力)传感器、动态驱动系统而获得,下文将描述控制和软件。
图5a-5c示出了在滚筒的轴向长度上食品块的改善的分布。泵的出口优选地具有矩形截面。主要使用的食品处理线的轴向长度为净40mm、60mm和1000mm。具有出口的长度例如为400mm的泵能够与具有轴向长度为600mm或甚至1000mm的模具滚筒分隔物9相结合地使用。图5a示出了具有例如400mm轴向长度的泵和具有例如600mm轴向长度的模具滚筒。图5b示出了具有例如400mm轴向长度的泵和具有例如1000mm轴向长度的模具滚筒。根据图5b的分隔物比图5a中的分隔物更大以改善食品块在模具滚筒的轴向长度上的分布。
图5c示出了具有例如600mm轴向长度的泵和具有例如1000mm轴向长度的模具滚筒。分隔物9比根据图5b的示例中的分隔物小。
在根据图6a的示例中的分隔物具有8°的角度,在根据图6b的示例中的分隔物具有20°的角度。角度的选择取决于要使用的食品块的种类。小角度的优点是在生产后留下的食品更少。另一个优点是,分隔物的体积更小和/或形成的食品产品更稳定。如果形成装置的生产速度低,食品块将经由分隔物缓慢地传输。在该运动中,热交换将发生在块和相对分隔物的相对暖和的壳体(优选不锈钢)之间。特别是当食品块上的压力高时,在分隔物两外端的食品块将稍微变软,这能导致形成的食品产品在模具滚筒的整个轴向长度上的重量差。图6c和6d示出了具有不同截面的分隔物。优选地,将使用图6d的体积更小的分隔物。
图7示出了具有例如600mm模具滚筒和这里具有570mm轴向长度的出口的泵的形成装置1,该装置覆盖在模具滚筒中的最外产品型腔以改善肉在模具滚筒的宽度上的分布,即模具滚筒的轴向长度基本等于进料泵的出口的轴向长度和/或进料泵的转子的轴向长度。在这种情况下,不需要分隔物。在400mm宽的食品处理线中,送料泵的轴向长度是例如370mm。对于更大的宽度,优选地使用分隔物。
图8a-10示出了上述连接至模具滚筒并且使用部分围绕模具滚筒外周的密封件12的块供给系统2的不同实施例。密封件可以从送料通道向上游和向下游延伸。密封件减少了在块供给系统和模具滚筒之间的食品块泄露。但是,该密封只能在填充过程中关闭型腔并且不包括在填充型腔完成之后保持填充压力或将压力保持在高于环境压力的保持件。一旦填充完成,填充的型腔至少部分暴露于环境压力。密封件12和送料通道11能够设置为单个部件。在根据图8的示例中的块供给系统,位于模具滚筒的水平中间轴线之上以适当地释放例如甚至长的食品产品。图8a示出了具有例如150mm长的填充食品块的产品型腔的模具滚筒。在图8b中,型腔例如100mm长,在图8c中,产品型腔例如50mm长。图8c示出了如果滚筒从其填充位置逆时针旋转至其释放位置,短的形成产品有相对长的时间不被密封件12支承。优选地,在填充区上游和/或下游的密封件12制成尽可能短,更优选地,其在填充区下游的长度只和滚筒的周向中的型腔延伸一样长,在其填充刚完成后,型腔被再次打开。优选地,在填充完成后,不保持在型腔中的填充压力。
为了防止形成的产品过早从模具型腔释放,密封件12能够进一步向下游延伸。图9a示出了直到释放位置都与滚筒紧密接触的密封件。图9b示出了具有关闭部30的密封件和再向下游的延伸部件,但是该部件设置有在模具滚筒的表面之间的大间隙,使得型腔在被填充之后暴露于环境压力。图9c示出了使用真空将形成的产品保持在其模具型腔中的实施例。
图10示出了块供给系统2,其中心轴线位于模具滚筒的水平中心轴线下方。系统围绕设置有关闭部30的滚筒包括密封件12以关闭模具型腔。对形成的产品的所有长度的统一方案能够通过调整送料通道11能够形成。图10a示出了针对更长的产品的送料通道11,图10b示出了针对更短的产品的送料通道。
优选地,块供给系统提供在模具滚筒的整个轴向长度上的均匀压力分布。
优选地,块供给系统包括用于旋转送料器的驱动装置6、用于送料泵的驱动单元31和用于模具滚筒的驱动单元32。这些驱动装置可以是液压装置,但是对于本创造性系统的一个或更多个驱动装置,电动机装置是优选的。用于模具滚筒的驱动优选地是具有频率控制或伺服驱动系统的AC马达。在大部分应用中,具有频率控制的AC马达是合适的。优选地设置分解器、编码器、无编码器(软件将确定旋转位移马达)或其它旋转跟踪装置使得使用的马达的旋转位移能够在控制单元中被评估以检测滚筒的当前角位置和/或控制滚筒速度。程序优选地控制马达以使模具滚筒控制地启动/停止,在生产过程中以期望的速度将形成的产品排出模具型腔和/或控制将形成的产品排出模具型腔的释放时间。
根据实施例,旋转送料器的驱动固定地联接(机械地或通过软件)至送料泵的驱动。在优选实施例中,送料器的驱动与送料泵的驱动分离。旋转送料器的驱动可以是具有频率控制或伺服驱动系统的AC马达。具有频率控制的AC马达在大部分应用中是适合的。应当设置分解器、编码器、无编码器(软件将确定旋转位移马达)或其它旋转跟踪装置使得使用的马达的旋转位移能够被评估。控制单元优选地控制旋转送料器的速度。程序优选地控制马达以使旋转送料器控制地启动/停止和/或达到期望的旋转送料器速度。
驱动送料泵的马达装置优选地是分档器马达、伺服马达,但是更优选地是具有频率控制的AC马达。优选地设置分解器、编码器、无编码器(软件将确定旋转位移马达)或其它旋转跟踪装置以改善送料泵的操作。优选地在控制单元中评估使用的马达的旋转位移。程序将控制马达的驱动以控制地启动/停止转子和/或期望地操作送料泵。优选地,送料泵是压力控制的和/或马达是扭矩控制的。图11示出了压力控制的送料泵的第一实施例。例如,操作者为在送料泵的出口或/或滚筒附近的食品块设置期望的压力值(填充压力)、模具滚筒速度和/或旋转送料器的速度和/或旋转送料器的操作时间。这里,测量送料通道11中的食品块的填充压力的传感器34优选地靠近模具滚筒放置。这里,模具滚筒优选以恒定的速度沿逆时针方向旋转。当用传感器34测量的在食品块上的填充压力下降至设定值以下时,旋转送料器将通过驱动装置6旋转且用于食品泵的驱动单元31也将旋转并且传输食品块。因此,测量的填充压力值上升。一旦测量的填充压力达到设定值,控制单元将停止送料泵和/或旋转送料器的进一步旋转。在该压力控制系统中,送料泵的马达优选地是扭矩控制并且将保持食品块的填充压力。具体来说,当处理纤维整块肌肉食品块,优选地防止块流回到送料通道11中,块流回将导致部分填充型腔。因此,优选地保持食品块的送料压力直到要被填充的型腔完全通过送料通道。
在根据图12a的实施例中并且与图11的实施例相比较,在送料泵的出口中设置其它压力传感器33,该传感器33测量在送料泵的出口的压力。这能够更流畅地控制送料泵,导致在模具滚筒的轴向长度上的压力峰值更小且压力分布更均匀。优选地,型腔至少基本上被连续地填充。优选地,系统是PID控制的。
图12b示出了甚至具有四个压力传感器的更先进的系统。参照图11的描述。压力传感器36将测量分隔物的效率。对于大多数食品块来说,在模具滚筒的轴向长度上的分布是对称的,并且一个传感器36就足够了。在压力34和36之间的一定的差是可接受的。该可接受的压力差优选地是一组参数。当34和36之间的压力差超过设定值并且因此形成的产品在模具构件的宽度上的重量和/或外观的变化不可接受时,控制系统将会反应。一种选择是降低滚筒速度,这将导致延长模具型腔的填充时间,这会引起在34和36之间的压力差变得更小或甚至允许以更低的填充压力完成型腔填充。甚至在填充型腔的过程中能够停止或几乎停止滚筒的旋转,并且在各行的型腔填充之后加快速度直到要填充下一行型腔。另一种选择是允许压力34升高超过其设定值。压力36也增加,导致所有形成的产品至少具有最小重量。这将显著消除产品的缺点。改善填充模具型腔的这些步骤能够通过例如改变在操作板上的参数手动地进行,但是优选地自动执行。
图13示出了在分隔物设计中的两个最重要的参数“a”和“h”。优选地,“a”和“h”应当小,但是当在模具构件的中心和在模具构件的外端形成的产品重量差别太大时,必须通过具有更大角度“a”和/或更高的高度“h”的分隔物来改善重量变化,参见示出了各具有不同分隔物的两个块供给系统的图13。优选地,“a”的范围在10°-30°之间和/或h的范围在20-40mm之间。流经分隔物的块越大,分隔物角度应被设计地更大。在大的块流量的情况下,如图4b和4d所示的具有两个或更多个入口的分隔物是优选的。
图14示出了使用6个传感器的块供给系统2的另一个实施例。参照图11-13的描述。压力传感器35测量在送料泵入口的食品块的压力。如上所述,只用一个传感器36,和另一个传感器35对大多数应用已经足够。在33和35之间的一定的压力差是可接受的。该可接受的压力差可以被设定为参数。当在33和35之间的可接受的压力差超过设定值时,控制系统将会响应。例如存在如下的选择:当使用真空以将食品块抽入送料泵的泵室中时,真空度优选地升高至更高的值。另选地或另外地,优选地调整旋转送料器的速度和/或定时。
为了防止部分填充的产品从模具构件被释放,单独或组合的两种选择是优选的。在第一方案中,滚筒的旋转速度将降低或滚筒将停止且其模具型腔42位于送料通道11下方。只有在真正的压力34和/或36等于或基本等于填充压力的设置点时,滚筒将加速或进一步旋转。在第二方案中,滚筒将连续旋转。只有当产品中的某一行中真正的压力34和/或36等于或基本等于填充压力的设定点时,该行产品将在释放位置从模具滚筒被释放。
能够使用传感器33和/或35以检查在料斗中的食品块水平面是否太低。当送料泵的转子通过旋转某个角度而被旋转和压力33没有升高或只稍微升高时,可以认为在料斗中的食品块水平面太低。另选地或另外地,使用水平面传感器以检测在料斗中的填充水平面。
优选地,使用送料泵以将食品块分成要被填充到型腔中或一行型腔中的部分。优选地,只有该部分食品块沿食品块的方向被按压,而要被填充的型腔在送料通道11的出口附近。在该实施例中,送料泵的旋转必须与模具滚筒的旋转是同步的。图15示出了滚筒的侧视图,其中滚筒外周的区段40是伸出的以表示模具型腔42的行位置,并且其中区段41是伸出的以表示在滚筒外周没有模具型腔的行。因此,控制单元知道要被填充的型腔什么时候在送料通道附近。本领域技术人员理解确定型腔的角位置的其它装置。
分配模式优选地包括优选具有短的反应时间的精确和/或动态驱动系统。因此,针对送料泵的转子的驱动器优选地是正排量泵、优选是伺服驱动。优选地,所有驱动单元(叶片泵、旋转送料器和滚筒),但是至少模具滚筒的驱动器设置有分解器、编码器、无编码器(软件将确定旋转位移马达)或其它旋转跟踪装置。优选使用地脉冲越大,系统产生的编码将越精确。例如在控制单元中评估使用的马达的旋转位移以检测模具滚筒和送料泵的转子的当前旋转位置,并且使用的马达的旋转位移被用于控制滚筒和/或送料泵的转子的旋转。
在控制单元中,控制分配和填充过程的主设定参数例如是正排量泵的各泵室的体积,食品块的填充压力和模具滚筒参数,像在一行中型腔的数量、各模具型腔的体积、各模具型腔的长度、在模具滚筒中两个模具型腔之间的角距离和/或模具的旋转速度。
当在分配模式中,送料泵以理论上确定的参数工作时,优选地形成闭环控制,该闭环控制允许需要时调整块供给。因此,优选使用压力传感器33、35和36以检查在分配过程中在泵的宽度上和滚筒的宽度上的压力是否足够。如果不是这种情况,控制单元能够中断和/或调整例如真空度、旋转送料器的速度、旋转送料器的运行时间、送料泵的转子的旋转和/或模具滚筒的旋转。
控制单元基本及时知道滚筒中的型腔的旋转位置被定位的各个点,知道单个型腔的体积、知道正排量泵的转子的位置并因此知道单个泵室的位置,并且能够计算并控制叶片泵的转子的旋转角度、启动时间、速度概况和/或停止时间,并因此如果需要,计算并控制旋转送料器的启动时间、速度概况和停止时间。基于以上信息,控制单元优选地还控制模具滚筒的旋转。但是,模具滚筒还能够以恒定速度旋转。
不是每一个食品块都具有相同的流动特性。当处理流动差的食品块时,与处理流动容易的食品块相比,送料泵的旋转必须更早启动。并且,食品块的压缩性可以是不同的,这导致送料泵的操作时间不同。具有不同温度的相同食品块导致不同的流动特性。即使填充压力相同,不同的食品块还导致不同的送料泵压力。不同的食品块需要不同的填充时间,在高速产品生产线内,填充时间可能比所需时间短。方案可以是调整滚筒的速度概况,在填充过程中速度相对低,在型腔行的交替之间速度相对高。
在图16a中,模具型腔42与送料通道11重叠。在本文已经描述的压力控制系统中,压力34将降低至其设定点以下,并且泵将块传输至以补偿该压力下降。而块具有一定的移动惯性,模具型腔将进一步填充有一定的压力在设定点以下,这能导致模具型腔在滚筒的旋转方向中模具型腔填充不均匀。
创造性分配系统准确地知道何时开始填充模具型腔。泵优选地在检测到真正的压力下降之前被启动。只要模具型腔与送料通道重叠,泵就能够旋转并且传输预先计算体积的块。通过这种方式,模具型腔可以在滚筒的旋转方向的整个长度上填充均匀的压力。
在图16b中,没有模具型腔与送料通道11相重叠。在模具型腔的两个相邻行之间的模具滚筒的外周的该区段41中,通过降低食物块上的压力,能够使食物块松弛。该松弛能够例如通过增加在泵和模具滚筒之间的体积和/或通过沿相反方向旋转正排量泵的转子而完成。相对于保持块的结构,该松弛对食品块在更短的时间内被压缩和/或防止泄露是有益的。该松弛优选地在型腔填充正在进行和/或型腔填充已经完成时执行。
为了在上述所有情况下恰当地操作分配系统,驱动系统优选地具有优选自学的智能控制器。例如,能够估计所有真正的压力的测量值/压力下降与时间的比,与滚筒中的相邻两行模具型腔的比,与滚筒、叶片泵和旋转送料器的位置比以表示使用的块的流动特性。对驱动叶片泵、旋转送料器和滚筒的更精细的调整将基于对在上述模具型腔行的形成中完成的测量值的评估而进行。
在这种情况下,在图17中的块供给系统2中的模具构件28是模具板,但是也可以是旋转滚筒。泵的转子17这里逆时针旋转。嵌件27分别设置在真空区20和压缩区23中。各嵌件在泵的整个轴向长度上延伸。料斗3通过联接件45连接至壳体18,该联接件优选地是铸造部件。
在优选实施例中,转子17在一个旋转中不以恒定速度旋转。例如,在图17中所示的传输区21中,各泵室16填充有食品块,转子的旋转速度至少被降低,优选整个停止。一旦室的填充完成,提高转子的旋转速度,然后当随后的室到达区21时再次降低。这种旋转模式在泵以分配模式操作的情况下是特别有益的,即食品块的预定体积必须分别放置在各泵室16中。图17示出了将端盖连接至真空源的另一连接件29。优选地,真空通道在泵的整个轴向长度上从一个端盖延伸至另一个端盖。
在图18的左图中示出了在连接至真空源的一个端盖或两个端盖19中的真空通道29。附图标记P表示在嵌件或泵的壳体中的凹陷,其中形成减小的压力。在图18的右图中,标记R表示在嵌件中与凹陷P相比更大的凹陷,从而增加真空体积。真空通道29的尺寸将被设计为使得只要叶片之间的体积需要被抽真空,就施加真空。进一步地,需要防止由于叶片的末端和嵌件的内表面之间的泄露而失去真空。优选地,特别在各泵室中建立真空以后,叶片的末端与嵌件27之间密封连接和/或叶片的侧面与端盖密封连接。这确保了没有块从泵的入口流入真空通道。另外,优选地,必须避免块经由泵24的出口流动至真空源。
图19示出了在泵的壳体内具有真空源的实施例。在本实施例中,使用活塞46以在泵室中形成降低的压力。活塞在两个位置之间往复运动。在类似的实施例中,不使用活塞而使用薄膜以建立在泵的壳体内的真空。活塞和外部真空源或薄膜和外部真空源的结合也是可能的。
在图20中,料斗3直接连接至壳体18。这里,转子逆时针旋转。壳体优选地是一件铸造部件。端盖和在真空区中的嵌件设置有真空通道29。一个主真空通道在嵌件的轴向长度上从一个端盖延伸至另一个端盖,并且多个通道与该主通道和真空源20连接。真空通道的设计不限于所述通道,所有另选的种类都是可能的。在图20的实施例中,块从上部流入模具板的型腔中。在另一个实施例(未示出)中,块从下部流入模具板的型腔中。这些型腔可以是该图中所示的通孔或在由只在模具板的下侧开口的渗透材料制成的模具板中的型腔。
在图21中转子优选顺时针旋转。在之前描述的一些实施例的料斗3的尺寸主要由于与肉运送装置一起工作时使用的提升单元的尺寸而受限于高度。为了增加料斗的容量,在本实施例中,泵设置地相对低。
根据本发明的一个实施例,叶片的径向长度和/或嵌件的设计根据要被泵送的产品选择。叶片15、嵌件27和/或转子17优选是可替换的。图22a示出了具有相对短的叶片15的实施例,图22b示出了具有相对长的叶片的实施例,该叶片特别适合肌肉材料。所有的实施例都可以设置有嵌件或没有嵌件。真空区不总是必须的。嵌件是可替换的,并且某些食品块能够与某些嵌件一起使用以优化填充过程。如果设置压力传感器,压力传感器的数量取决于控制型腔的填充过程有多复杂。所有的实施例适合于模具板或模具滚筒。
附图标记列表:
1 食品形成装置
2 块供给系统
3 料斗
4 旋转送料器
5 旋转送料器叶片
6 驱动装置旋转送料器
7 静止安装的送料器
8 刮刀
9 分隔物
10 块传输装置
11 送料通道
12 密封件
15 叶片
16 泵室
17 转子
18 壳体
19 端盖泵壳体
20 真空区
21 运输区
22 入口泵
23 压缩区
24 出口泵
25 静止凸轮
26 凸轮轨道
27 嵌件
28 模具构件、模具滚筒、模具板
29 真空连接/通道
30 关闭部密封件
31 驱动单元叶片泵
32 驱动单元模具滚筒
33 压力传感器-泵压力:在出口泵的压力
34 压力传感器-填充压力:在送料通道的压力
35 压力传感器-填充泵室
36 压力传感器-效率分隔物
40 具有产品型腔的区段外周模具滚筒
41 不具有产品型腔的区段外周模具滚筒
42 模具型腔
45 联接件
46 活塞装置/薄膜装置
Claims (6)
1.一种用于从食物块形成产品的系统,所述系统包括:
料斗,其包括旋转送料器;
模具滚筒,其包括模具型腔以形成产品,所述模具型腔至少部分由渗透材料制成,
送料泵,其包括移动构件,以及
分隔物,所述分隔物包括位于所述送料泵和所述模具滚筒之间的入口侧,并且被配置成将所述食物块在所述模具滚筒的整个轴向长度上分布开,所述分隔物直接连接到所述送料泵的壳体或者与所述送料泵的所述壳体成为一体,其中所述分隔物在所述入口侧包括轻微倾斜的侧壁以分布所述食品块,所述侧壁相对于所述分隔物的纵向轴线具有在10°-30°之间的倾斜角度并具有20 mm ~ 40 mm的高度;密封件位于所述分隔物的下游,在所述分隔物和所述模具滚筒之间,并与所述模具滚筒的表面接触,
其中,所述送料泵是具有转子的正排量泵,所述转子的旋转轴线平行于所述模具滚筒的旋转轴线,并且
其中,所述送料泵的所述转子的轴向长度至少等于所述模具滚筒的轴向长度。
2.根据权利要求1所述的系统,其特征在于,所述送料泵连接至真空源。
3.根据权利要求1所述的系统,其特征在于,所述系统包括至少一个压力传感器,所述压力传感器布置在所述送料泵和所述模具滚筒之间。
4.根据权利要求3所述的系统,其特征在于,所述系统包括至少两个压力传感器以确定在所述模具滚筒的轴向长度上和/或在所述送料泵的出口的轴向长度上的压力分布。
5.根据权利要求1所述的系统,其特征在于,所述送料泵是具有叶片和压缩区的叶片泵,其中
至少在所述压缩区中和传输区中和/或在出口中,所述叶片的末端不接触所述送料泵的壳体。
6.根据权利要求1所述的系统,其特征在于,每个模具型腔连接至流体通道,所述流体通道平行于所述模具滚筒的旋转轴线延伸。
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP12000358 | 2012-01-20 | ||
| EP12000358.7 | 2012-01-20 | ||
| EP12002968.1 | 2012-04-26 | ||
| EP12002968 | 2012-04-26 | ||
| PCT/EP2013/050832 WO2013107815A2 (en) | 2012-01-20 | 2013-01-17 | Mass supply system |
| CN201380006210.5A CN104244722B (zh) | 2012-01-20 | 2013-01-17 | 物块供给系统和方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201380006210.5A Division CN104244722B (zh) | 2012-01-20 | 2013-01-17 | 物块供给系统和方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN108820887A CN108820887A (zh) | 2018-11-16 |
| CN108820887B true CN108820887B (zh) | 2022-05-13 |
Family
ID=47559519
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201810615418.1A Active CN109110504B (zh) | 2012-01-20 | 2013-01-17 | 物块供给系统和方法 |
| CN201380006210.5A Active CN104244722B (zh) | 2012-01-20 | 2013-01-17 | 物块供给系统和方法 |
| CN201810614767.1A Active CN108820887B (zh) | 2012-01-20 | 2013-01-17 | 物块供给系统和方法 |
Family Applications Before (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201810615418.1A Active CN109110504B (zh) | 2012-01-20 | 2013-01-17 | 物块供给系统和方法 |
| CN201380006210.5A Active CN104244722B (zh) | 2012-01-20 | 2013-01-17 | 物块供给系统和方法 |
Country Status (10)
| Country | Link |
|---|---|
| US (3) | US9949493B2 (zh) |
| EP (3) | EP3508065A1 (zh) |
| JP (1) | JP2015505457A (zh) |
| CN (3) | CN109110504B (zh) |
| BR (1) | BR112014017609B1 (zh) |
| CA (1) | CA2863099A1 (zh) |
| ES (1) | ES2738219T3 (zh) |
| PL (1) | PL2804484T3 (zh) |
| RU (2) | RU2620372C2 (zh) |
| WO (1) | WO2013107815A2 (zh) |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2603925C2 (ru) | 2011-07-25 | 2016-12-10 | Геа Фуд Сольюшнс Бакел Б.В. | Формовочный аппарат для формования пищевых изделий, содержащий питатель для подачи пищевой массы |
| US11412773B2 (en) | 2013-12-02 | 2022-08-16 | Gea Food Solutions Bakel B.V. | Methods for filling cavities in a mould member |
| US10537114B2 (en) | 2013-12-04 | 2020-01-21 | Gea Food Solutions Bakel B.V. | Feed channel with a customized exit |
| CN104374232B (zh) * | 2014-11-30 | 2019-07-02 | 重庆环际低碳节能技术开发有限公司 | 用于清洗的转子进料结构 |
| CN113068734A (zh) * | 2015-05-17 | 2021-07-06 | 创造者公司 | 用于绞碎肉饼的系统和方法 |
| US10492502B2 (en) * | 2016-05-10 | 2019-12-03 | Tomahawk Manufacturing | Paper interleaver |
| CN106586147B (zh) * | 2016-12-09 | 2019-02-15 | 重庆市川瑞俞厨食品有限公司 | 一种豆干压切包装方法 |
| CN106697367B (zh) * | 2016-12-09 | 2018-10-09 | 重庆市川瑞俞厨食品有限公司 | 豆干压切包装装置 |
| WO2018111108A2 (en) * | 2016-12-12 | 2018-06-21 | Marel Townsend Further Processing B.V. | Moulding food products from a pumpable foodstuff mass |
| RU2019136188A (ru) * | 2017-04-19 | 2021-05-19 | Геа Фуд Сольюшнс Бакел Б.В. | Полости с улучшенной деаэрацией в формовочном компоненте |
| US11117688B2 (en) * | 2017-04-28 | 2021-09-14 | John Bean Technologies S.P.A. | Apparatus and method for filling containers with a shaped foodstuff product |
| EP3480424B1 (en) * | 2017-11-02 | 2020-06-24 | Antonio Borgo | Positive-displacement pump |
| CN107821504A (zh) * | 2017-12-11 | 2018-03-23 | 合肥美青工业设计有限公司 | 一种面团切割下料装置 |
| WO2019229038A2 (en) * | 2018-05-28 | 2019-12-05 | Gea Food Solutions Bakel B.V. | Mould member with foreign object detection |
| CN109362819A (zh) * | 2018-12-29 | 2019-02-22 | 杜宗英 | 滚筒-切齿-成形槽式丸子连续自动化生产设备 |
| WO2020225460A1 (es) * | 2019-05-04 | 2020-11-12 | Industrias Gaser, Sl | Máquina embutidora de carne en contínuo |
| CN113424847B (zh) * | 2021-06-23 | 2022-12-16 | 陕西育德坊餐饮管理有限公司 | 一种面剂子加工装置 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3742556A (en) * | 1971-07-02 | 1973-07-03 | Townsend Engineering Co | Meat emulsion pump |
| US4200959A (en) * | 1976-07-14 | 1980-05-06 | Burns Foods Limited of Calgary, Alberta, Canada | Apparatus for forming bacon product analogues and the like |
| CN2191541Y (zh) * | 1994-04-12 | 1995-03-15 | 戚明诚 | 肉丸自动加工机 |
| CN2353164Y (zh) * | 1998-07-28 | 1999-12-15 | 苏州市金星不锈钢制品有限公司 | 真空灌装机肉泵 |
| EP1676490A1 (en) * | 2003-10-20 | 2006-07-05 | Holdeker, S.L. | Machine for the production of an anchovy fillet substitute or similar from surimi, production method thereof and product thus produced |
| EP2253219A2 (en) * | 2004-05-11 | 2010-11-24 | Marel Townsend Further Processing B.V. | Moulding |
Family Cites Families (85)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2012682A (en) * | 1932-11-17 | 1935-08-27 | Frederick O Johnson | Combination roll making machine |
| US2657423A (en) | 1947-07-17 | 1953-11-03 | Frank S Elsaesser | Machine for making hamburg steak patties |
| US2657413A (en) | 1950-07-06 | 1953-11-03 | Orrice L Murdock | Cleaning device |
| US3205837A (en) | 1962-09-19 | 1965-09-14 | Rudolph J Fay | Apparatus for producing edible dough products |
| US3213486A (en) | 1962-12-31 | 1965-10-26 | Frederick H Blake | Molding machines |
| US3177524A (en) | 1963-03-25 | 1965-04-13 | Claude M Snyder | Meat molding machine |
| GB1015820A (en) | 1964-02-14 | 1966-01-05 | Marlen Equipment Company | Machine for forming meat balls and automatically placing the meat balls in cans |
| US3347176A (en) | 1964-10-22 | 1967-10-17 | Formatic Inc | Method and apparatus for making patties |
| NL7006351A (zh) * | 1970-04-29 | 1971-11-02 | ||
| US3724026A (en) | 1970-10-30 | 1973-04-03 | Armour & Co | Producing molded meat sticks |
| US3750232A (en) | 1972-02-25 | 1973-08-07 | Hollymatic Corp | Molding apparatus |
| US3823633A (en) | 1972-06-05 | 1974-07-16 | Consolidated Educational Publi | Self-adjusting plural blade cutting roller with cushioned anvil roller |
| US3991440A (en) * | 1974-10-25 | 1976-11-16 | Castle & Cooke, Inc. | Food pellet former |
| US3922755A (en) | 1974-12-03 | 1975-12-02 | Righele Giovanni | Rotary pump for feeding a continuous sausage-making machine |
| US3998574A (en) | 1975-02-01 | 1976-12-21 | Blake Frederick H | Processed-paced, fluidic control system for molding machines |
| US4054967A (en) * | 1975-10-20 | 1977-10-25 | Formax, Inc. | Food patty molding machine |
| FR2387609A1 (fr) | 1977-04-19 | 1978-11-17 | Zaugg Jean | Perfectionnements apportes aux procedes et dispositifs pour le demoulage de produits alimentaires |
| US4182003A (en) | 1978-02-28 | 1980-01-08 | Formax, Inc. | Food patty molding machine |
| US4418446A (en) | 1981-03-05 | 1983-12-06 | Formax, Inc. | Mold assembly for food patty molding machine |
| US4630425A (en) | 1981-05-08 | 1986-12-23 | Parker Drilling Company | Erection means for portable drilling system |
| JPS59139091U (ja) * | 1983-03-09 | 1984-09-17 | 株式会社柳屋鉄工所 | 天ぷら成型装置 |
| US4736570A (en) | 1984-12-03 | 1988-04-12 | Food Machinery Sales, Inc. | Automatic cookie loading system with double discharge |
| US4630426A (en) * | 1985-05-17 | 1986-12-23 | Gentry James C | Food unit making and packaging apparatus and method |
| US4625612A (en) | 1985-09-23 | 1986-12-02 | Riccobin & Martin | Rotary portapunch assembly |
| IT208083Z2 (it) * | 1985-12-17 | 1988-03-31 | Righele Giovanni | Pompa rotativa di insacco per carne macinata con perfezionato sistema di estrazione dell'aria. |
| US4768941A (en) | 1986-06-16 | 1988-09-06 | Hollymatic Corporation | Food patty and machine and method for making thereof |
| JPS63164835A (ja) * | 1986-12-26 | 1988-07-08 | レオン自動機株式会社 | 定量供給装置 |
| JPS63164834A (ja) * | 1986-12-26 | 1988-07-08 | レオン自動機株式会社 | フイリング等の定量供給装置 |
| NZ223566A (en) * | 1987-02-23 | 1989-12-21 | Rheon Automatic Machinery Co | Food extruder: trapped air removed |
| US4768325A (en) | 1987-10-07 | 1988-09-06 | Alfa-Laval Ab | Paper interleaver for food patty molding machine |
| IT212008Z2 (it) | 1987-10-16 | 1989-05-25 | Righele Giovanni Battista Zane | Collegati direttamente all'albero pompa rotativa di insasso per carne motore della pompa stessa. macinata con mezzi di azionamento dell'alimentatore della tramoggia |
| US4957420A (en) | 1988-04-27 | 1990-09-18 | Nippon Piston Ring Co., Ltd. | Vane pump with guide means for regulating movement of vane |
| JPH0237195A (ja) * | 1988-04-27 | 1990-02-07 | Nippon Piston Ring Co Ltd | ベーンポンプ |
| JPH055455Y2 (zh) * | 1988-10-04 | 1993-02-12 | ||
| US4987643A (en) | 1989-08-10 | 1991-01-29 | Marlen Research Corporation | Slide plate patty forming apparatus |
| DE4109888A1 (de) | 1991-03-26 | 1992-10-01 | Leybold Ag | Vorrichtung zur halterung und fuehrung einer achse oder welle oder eines lagerrings |
| US5749203A (en) | 1994-09-23 | 1998-05-12 | Kimberly-Clark Corporation | Method of packaging a medical article |
| US5795610A (en) | 1995-07-10 | 1998-08-18 | Stein, Inc. | Food molding apparatus and method of forming food products |
| NL1003568C2 (nl) | 1996-07-11 | 1998-01-15 | Tetra Laval Food Koppens Bv | Vormsysteem voor het vormen van een massa zoals een vleesmassa. |
| US5730650A (en) | 1996-08-29 | 1998-03-24 | Progressive Technology Of Wisconsin, Inc. | Food patty molding machine |
| ZA978012B (en) | 1996-09-23 | 1999-03-09 | Nestle Sa | Cookin aid |
| SE9701534L (sv) * | 1997-04-24 | 1998-02-16 | Frigoscandia Equipment Ab | Maskin för formning av livsmedlesprodukter av ett formbart livsmedelsmaterial |
| US6368092B1 (en) | 1998-06-05 | 2002-04-09 | Formax, Inc. | Knock-out system for patty molding machine |
| NL1010630C2 (nl) * | 1998-11-23 | 2000-05-24 | Stork Pmt | Vormen. |
| US6131372A (en) | 1998-12-14 | 2000-10-17 | Food Machinery Sales, Inc. | Article metering device and method of metering articles |
| US6371278B1 (en) | 1999-11-04 | 2002-04-16 | Colin R. Hart | Patty loader and method |
| US6270826B1 (en) | 1999-12-13 | 2001-08-07 | Mars Incorporated | Method for forming confectionery product |
| JP4197826B2 (ja) | 2000-04-20 | 2008-12-17 | 株式会社紀文食品 | ドラム成形装置 |
| US6686308B2 (en) | 2001-12-03 | 2004-02-03 | 3M Innovative Properties Company | Supported nanoparticle catalyst |
| JP3634322B2 (ja) * | 2002-04-05 | 2005-03-30 | 株式会社ヒガシモトキカイ | 食品材料送りポンプの脱気装置 |
| NL1020942C2 (nl) * | 2002-06-26 | 2003-12-30 | Stork Titan Bv | Vorminrichting. |
| US20050041697A1 (en) | 2003-06-12 | 2005-02-24 | Martin Seifert | Portable laser |
| US7021922B2 (en) * | 2003-07-18 | 2006-04-04 | James Douglas Azzar | Apparatus for portioning flowable materials |
| EP2072197A1 (de) | 2003-07-23 | 2009-06-24 | CFS Kempten GmbH | Aufschneidemaschine mit axial verschiebbarem Messer |
| US7163391B2 (en) | 2003-08-20 | 2007-01-16 | Formax, Inc. | Molding apparatus for forming food patties having top and bottom surface contours |
| ITMI20031891A1 (it) | 2003-10-02 | 2005-04-03 | Crm Cost Revisioni Mecc | Macchina per la formatura di prodotti alimentari del tipo hamburger o simili, ad elevata versatilita' di impiego. |
| US7264459B2 (en) * | 2003-10-28 | 2007-09-04 | Patriot Universal Holdings, Llc. | Device for keeping a mold plate square, perpendicular and driving for a food product molding machine |
| CA2544174C (en) | 2003-10-28 | 2009-05-12 | Patriot Universal Holdings, Llc. | Profiled motion and variable fill position of mold plate assembly in a food product molding machine |
| US7175417B2 (en) | 2004-03-26 | 2007-02-13 | Formax, Inc. | Apparatus for forming food patties having surface indentations |
| US20050230875A1 (en) | 2004-04-16 | 2005-10-20 | Risco Usa Corporation | Forming machine and method of forming material |
| DE102004029408A1 (de) * | 2004-06-19 | 2006-03-30 | Züger Frischkäse AG | Vorrichtung und Verfahren zum Herstellen von geformten Lebensmittelartikeln |
| AU2005274847B2 (en) | 2004-07-15 | 2011-03-10 | James D. Azzar | Food portioning system |
| DE102005032222A1 (de) | 2005-07-09 | 2007-01-25 | Schaeffler Kg | Lageranordnung zur Lagerung wenigstens eines Maschinenelements an einer Stütze |
| DE102006020361A1 (de) | 2006-02-09 | 2007-08-16 | Cfs Germany Gmbh | Verpackungsmaschine für die Herstellung einer Verpackung mit einem Rücksprung in dem Verpackungsmuldenrand |
| EP1829451B1 (de) | 2006-03-02 | 2008-05-28 | Albert Handtmann Maschinenfabrik GmbH & Co. KG | Füllmaschine und Verfahren zum Zuführen von pastösen Massen aus einem Trichter in ein Förderwerk |
| EP1920847B1 (en) | 2006-11-09 | 2017-04-05 | Nilfisk A/S | Rotating nozzle for a high-pressure cleaning device |
| CA2676361A1 (en) * | 2007-01-23 | 2008-07-31 | Formax, Inc. | Food patty molding machine |
| US7677880B2 (en) | 2007-01-23 | 2010-03-16 | Formax, Inc. | Apparatus for forming hand-formed style patty using a patty-forming machine |
| ITMI20070634A1 (it) * | 2007-03-29 | 2008-09-30 | Refin Srl | Porzionatore ad uscite multiple per carne macinata o simile |
| US7931461B2 (en) | 2007-11-28 | 2011-04-26 | Stork Titan B.V. | Mould member for moulding three-dimensional products, system and methods of manufacturing a mould member |
| US8029266B2 (en) * | 2007-11-28 | 2011-10-04 | Stork Titan B.V. | Mould member for moulding three-dimensional products, system and methods of manufacturing a mould member |
| ES2484843T3 (es) | 2008-07-04 | 2014-08-12 | Cfs Bakel B.V. | Aparato y proceso de formación de productos alimentarios |
| NL2002672C2 (nl) | 2009-03-26 | 2010-09-28 | Stork Titan Bv | Massaverdeelinrichting en vorminrichting omvattende een dergelijke massaverdeelinrichting. |
| EP2560495B1 (en) | 2010-04-23 | 2014-09-10 | GEA Food Solutions Bakel B.V. | 3d-food product forming apparatus and process |
| DE102010026033A1 (de) | 2010-07-03 | 2012-01-05 | Mahle International Gmbh | Drehschieberpumpe |
| CA2806023C (en) | 2010-07-20 | 2017-03-07 | Formax, Inc. | Method and apparatus for rotary molding |
| CN103249308A (zh) | 2010-08-31 | 2013-08-14 | Cfs巴克尔股份有限公司 | 馅饼形成设备 |
| EP2449893B1 (en) | 2010-11-04 | 2016-08-17 | GEA Food Solutions Bakel B.V. | Mass distribution device and molding device |
| PL2454943T3 (pl) | 2010-11-23 | 2020-11-16 | Gea Food Solutions Bakel B.V. | Urządzenie i sposób do wytwarzania produktu z separatorem |
| PL2468104T3 (pl) | 2010-12-23 | 2019-02-28 | Gea Food Solutions Bakel B.V. | Sposób czyszczenia bębna formującego |
| EP2478771B1 (en) | 2011-01-25 | 2015-04-08 | GEA Food Solutions Bakel B.V. | Food production line |
| US9730467B2 (en) | 2011-02-10 | 2017-08-15 | Gea Food Solutions Bakel B.V. | Food forming drum |
| CN202068870U (zh) * | 2011-04-23 | 2011-12-14 | 河南伊赛牛肉股份有限公司 | 一种肥牛压制成形设备 |
| NL2006841C2 (nl) * | 2011-05-24 | 2012-11-27 | Marel Townsend Further Proc Bv | Vorminrichting, alsmede werkwijze voor het vormen van een voedingsproduct. |
| NL2006958C2 (en) * | 2011-06-17 | 2012-12-18 | Marel Townsend Further Proc Bv | Processing a mass of pumpable foodstuff material. |
-
2013
- 2013-01-17 WO PCT/EP2013/050832 patent/WO2013107815A2/en active Application Filing
- 2013-01-17 RU RU2014133957A patent/RU2620372C2/ru active
- 2013-01-17 EP EP19158061.2A patent/EP3508065A1/en active Pending
- 2013-01-17 CA CA2863099A patent/CA2863099A1/en not_active Abandoned
- 2013-01-17 EP EP13700332.3A patent/EP2804484B2/en active Active
- 2013-01-17 ES ES13700332T patent/ES2738219T3/es active Active
- 2013-01-17 PL PL13700332T patent/PL2804484T3/pl unknown
- 2013-01-17 EP EP19165229.6A patent/EP3530119A1/en active Pending
- 2013-01-17 CN CN201810615418.1A patent/CN109110504B/zh active Active
- 2013-01-17 RU RU2017115195A patent/RU2656384C1/ru active
- 2013-01-17 JP JP2014552621A patent/JP2015505457A/ja active Pending
- 2013-01-17 CN CN201380006210.5A patent/CN104244722B/zh active Active
- 2013-01-17 BR BR112014017609A patent/BR112014017609B1/pt not_active IP Right Cessation
- 2013-01-17 CN CN201810614767.1A patent/CN108820887B/zh active Active
-
2014
- 2014-07-17 US US14/333,848 patent/US9949493B2/en active Active
-
2018
- 2018-03-26 US US15/935,424 patent/US11166470B2/en active Active
- 2018-03-26 US US15/935,406 patent/US20180213805A1/en not_active Abandoned
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3742556A (en) * | 1971-07-02 | 1973-07-03 | Townsend Engineering Co | Meat emulsion pump |
| US4200959A (en) * | 1976-07-14 | 1980-05-06 | Burns Foods Limited of Calgary, Alberta, Canada | Apparatus for forming bacon product analogues and the like |
| CN2191541Y (zh) * | 1994-04-12 | 1995-03-15 | 戚明诚 | 肉丸自动加工机 |
| CN2353164Y (zh) * | 1998-07-28 | 1999-12-15 | 苏州市金星不锈钢制品有限公司 | 真空灌装机肉泵 |
| EP1676490A1 (en) * | 2003-10-20 | 2006-07-05 | Holdeker, S.L. | Machine for the production of an anchovy fillet substitute or similar from surimi, production method thereof and product thus produced |
| EP2253219A2 (en) * | 2004-05-11 | 2010-11-24 | Marel Townsend Further Processing B.V. | Moulding |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2013107815A3 (en) | 2013-11-14 |
| WO2013107815A2 (en) | 2013-07-25 |
| RU2620372C2 (ru) | 2017-05-25 |
| EP2804484B2 (en) | 2024-02-14 |
| BR112014017609A8 (pt) | 2017-07-11 |
| US9949493B2 (en) | 2018-04-24 |
| US20180213806A1 (en) | 2018-08-02 |
| CA2863099A1 (en) | 2013-07-25 |
| RU2656384C1 (ru) | 2018-06-05 |
| EP2804484B1 (en) | 2019-03-27 |
| CN108820887A (zh) | 2018-11-16 |
| EP2804484A2 (en) | 2014-11-26 |
| EP3508065A1 (en) | 2019-07-10 |
| US20140342072A1 (en) | 2014-11-20 |
| PL2804484T3 (pl) | 2019-09-30 |
| JP2015505457A (ja) | 2015-02-23 |
| EP3530119A1 (en) | 2019-08-28 |
| ES2738219T3 (es) | 2020-01-20 |
| BR112014017609A2 (zh) | 2017-06-20 |
| RU2014133957A (ru) | 2016-03-20 |
| CN104244722A (zh) | 2014-12-24 |
| CN109110504B (zh) | 2021-08-24 |
| BR112014017609B1 (pt) | 2019-12-03 |
| US20180213805A1 (en) | 2018-08-02 |
| CN109110504A (zh) | 2019-01-01 |
| US11166470B2 (en) | 2021-11-09 |
| CN104244722B (zh) | 2018-07-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108820887B (zh) | 物块供给系统和方法 | |
| US10828806B2 (en) | Method and apparatus for rotary molding | |
| EP2901863A2 (en) | 3D-food product forming apparatus and process | |
| CN105899080B (zh) | 填充模具构件中的腔的方法 | |
| CN106061271B (zh) | 具有定制出口的供给通道 | |
| KR102092190B1 (ko) | 방출 디바이스 및 방출 방법 | |
| JP2019531711A (ja) | 棒状要素を供給するための供給システム、供給ユニット、供給装置、及び方法 | |
| CA3100573A1 (en) | Mould member with foreign object detection |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |