CN108237664B - 大型注射模具移模顶出系统、大型注射机不间断生产方法 - Google Patents
大型注射模具移模顶出系统、大型注射机不间断生产方法 Download PDFInfo
- Publication number
- CN108237664B CN108237664B CN201810066654.2A CN201810066654A CN108237664B CN 108237664 B CN108237664 B CN 108237664B CN 201810066654 A CN201810066654 A CN 201810066654A CN 108237664 B CN108237664 B CN 108237664B
- Authority
- CN
- China
- Prior art keywords
- mold
- ejection
- fixing sliding
- guide
- sliding plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/1756—Handling of moulds or mould parts, e.g. mould exchanging means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/40—Removing or ejecting moulded articles
- B29C45/4005—Ejector constructions; Ejector operating mechanisms
Abstract
大型注射模具移模顶出系统,包括支架、水平移模机构、升降机构和顶出机构,所述的水平移模机构位于顶出机构的正上方,通过升降机构支撑,水平移模机构包括两个平移导向台、模具拉板、模具固定滑板和驱动组件,模具拉板与模具固定滑板沿水平方向拉钩配合连接,带动模具固定滑板沿水平方向移动,模具固定在模具固定滑板上,随模具固定滑板的移动而移入注射主机或从注射主机中移出,升降机构的上端与平移导向台底面固定,带动水平移模机构升降,使模具固定滑板与顶出机构靠近或远离。本发明可满足大型注射模具的移动和顶出需求,实现大型注射机的不间断作业,提高大型注射机的生产效率和自动化水平。本发明还提供大型注射机不间断生产方法。
Description
技术领域
本发明涉及大型注射模具移模顶出系统,用于提高大型注射机的生产效率和自动化水平,本发明还涉及一种大型注射机不间断生产方法。
背景技术
橡胶注射机是生产橡胶制品的主要设备,在小件橡胶制品生产中运用很成熟,但对于1000T以上合模力、20000cc以上注射量的大型产品生产应用较少。因为大型橡胶注射机所生产的制品相应较大,制品在嵌件装模过程、硫化成型过程、制品取出过程都需要更长的时间,辅助生产时间过长这就造成了大型橡胶注射机生产效率低下、能耗高。所以用于生产较大橡胶制品的大型注射机属于行业内较为稀少的设备。而且现有技术中针对大型注射机的辅助移模和定位机构较为简单,稳定性较差无法满足重型产品的生产。
检索到的相关现有专利文献为:
1、CN 201604240 U,涉及一种多层前后移模顶出装置,基于橡胶鞋底多色多次硫化工艺,以及双层前后自动移模、自动脱模、自动换模工艺。即:有两套多层模具同时工作,完成橡胶鞋底多色多次硫化,期间,各工艺动作是按程序自动完成的;有两套移模机构和两套顶出脱模机构,它们分别驱动两套模具完成自动移模、自动顶出、自动换模。
2、CN 204431621 U,公开一种立式注射机双滑板移模机构,包括第一滑板、第二滑板、固定板、机架、第一滑缸和第二滑缸,所述第一滑缸、第二滑缸相对设置固定于所述机架上,所述固定板固定于所述机架上,所述第一滑板、第二滑板分别由所述第一滑缸、第二滑缸驱动在所述固定板上移动。
3、CN 204820141 U,一种改进的橡胶注射成型机的换模结构,该换模结构包括一个模具移动底板,设置在模具移动底板下部的主动座,所述的模具移动底板和主动座的外侧设置一组移模装置,所述的移模装置包括压紧座、设置在压紧座下部的移动座、设置在移动座下部平移驱动源,其特征在于:所述的移动座下部设置第二平移驱动源,所述的第二平移驱动源包括设置在移动座下部的第二连接滑动座,设置在第二连接滑动座下部的第二平移气缸以及固定第二平移气缸的气缸连接座体。
现有方案的缸点在于:1、主要适用于小型橡胶制品的生产;2、只能适应单模具产品的顶出,在取制品和装模过程,主机处于待机状态,无法实现连续生产。3、制品也相对较小,在结构稳定性、定位精度上无法满足大型模具及制品的生产需求。
发明内容
本发明提供的大型注射模具移模顶出系统,在结构稳定性和定位精度上可满足大型注射模具的移动和顶出需求,运行可靠性高,适用于大型注射模具的移动和制品顶出,而且可实现两套模具的交替成型,实现大型注射机的不间断作业,提高大型注射机的生产效率和自动化水平。本发明还提供一种大型注射机不间断生产方法。
为达到上述目的本发明采用的技术方案是:
大型注射模具移模顶出系统,其特征在于包括支架、安装模具并驱动模具平移的水平移模机构、沿垂向设置且装在支架上的升降机构和装在支架上用于顶出模具内的制品的顶出机构,所述的水平移模机构位于顶出机构的正上方,通过升降机构支撑,水平移模机构、升降机构和顶出机构通过控制系统统一协调控制,所述的水平移模机构包括两个水平对齐且隔开设置的平移导向台、水平设置且装在两个平移导向台之间的模具拉板、与模具拉板对齐且与平移导向台移滑配合的模具固定滑板和用于驱动模具拉板沿平移导向台长度方向水平移动的驱动组件,所述的模具拉板与模具固定滑板沿水平方向拉钩配合连接,带动模具固定滑板沿水平方向移动,模具固定在模具固定滑板上,随模具固定滑板的移动而移入注射主机或从注射主机中移出,升降机构的上端与平移导向台底面固定,带动水平移模机构升降,使模具固定滑板与顶出机构靠近或远离。
优选的,所述的驱动组件包括通过控制系统统一协调控制且装在模具拉板上的电机、装在电机上的减速器和装在电机转轴上的齿轮,所述的平移导向台上装有与齿轮啮合的齿条,所述的齿条沿平移导向台长度方向设置,电机驱动齿轮沿齿条滚动,带动模具拉板沿平移导向台长度方向水平移动,平移导向台上装有与模具拉板导向配合的直线导轨。
优选的,所述的模具固定滑板与平移导向台连接的两侧均装有滚动导轮,所述的平移导向台上开有与滚动导轮相对应的导槽,滚动导轮伸入导槽中,随模具固定滑板的移动而沿导槽滚动。
优选的, “所述的模具拉板与模具固定滑板沿水平方向拉钩配合连接”是指所述的模具拉板装在多个T字型的T字拉杆,所述的模具固定滑板上装在与T字拉杆相配合的T字卡槽,T字拉杆沿垂向伸入T字卡槽中,使模具拉板与模具固定滑板沿水平方向互相钩紧。
优选的,所述的升降机构由均匀分布在支架上的多个垂向液压油缸组成,所述的支架和水平移模机构之间还装有用于定位水平移模机构垂向位置的定位组件和用于对水平移模机构的升降进行导向的导向组件,定位组件包括与升降机构平行的定位支撑杆和与定位支撑杆相对应且可沿水平方向伸缩的气动定位卡件,定位支撑杆装在平移导向台底面,气动定位卡件装在支架上,气动定位卡件沿水平方向伸长,套于定位支撑杆外周,并可与下降时的定位支撑杆定位抵靠,定位水平移模机构的垂向位置,气动定位卡件的伸缩由控制系统统一协调控制,所述的导向组件包括沿垂向固定在平移导向台底面的升降导向杆和装在支架上与升降导向杆导向配合的升降导向套筒,升降导向杆插入升降导向套筒中,随水平移模机构的升降在升降导向套筒中运动。
优选的,所述的定位支撑杆的数量为多个,且均匀间隔分布,气动定位卡件包括沿水平方向装在支架上的伸缩气缸和装在伸缩气缸伸出端上的U型定位卡锁,定位支撑杆上具有与定位卡锁抵靠配合的环形台阶面,所述的环形台阶面的数量为两个或三个且沿定位支撑杆轴向上下隔开分布,所述的定位卡锁在伸缩气缸的驱动下水平移动套于定位支撑杆外周,定位支撑杆下降时,U型定位卡锁与环形台阶面抵靠。
优选的,所述的顶出机构包括多个沿垂向设置且装在支架上的顶出油缸、装在顶出油缸伸缩端且水平设置的顶出板和沿垂向装在顶出板上的顶出杆,所述的顶出杆的数量为多个,且均匀间隔分布,所述的模具固定滑板中具有供顶出杆穿过的穿出孔。
优选的,所述的顶出板底面装有与顶出油缸对齐的顶出导向杆,支架上装有与顶出导向杆导向配合的顶出导向套筒,顶出导向杆插入顶出导向套筒中,随顶出油缸的伸缩而在顶出导向套筒中运动。
优选的,所述的顶出板的正上方具有水平设置的保温板,所述的保温板与顶出板通过支杆连接,保温板底面与顶出杆顶端齐平,保温板上开有供顶出杆穿过的通孔。
大型注射机不间断生产方法,采用以上所述的大型注射模具移模顶出系统和具有上下分布的两个硫化位的注射主机进行生产,采用两块安装有模具的模具固定滑板,两块模具固定滑板交替进入注射主机中进行硫化作业,且两个模具固定滑板分别进入至注射主机上下分布的两个硫化位中,一个模具固定滑板进入注射主机中进行硫化作业时,另一个模具固定滑板与顶出机构靠近进行制品顶出和/或硫化前的准备工作,实现不间断的硫化生产。
本发明的有益效果是:
1、本发明的大型注射模具移模顶出系统,包括支架、水平移模机构、升降机构和顶出机构,其中水平移模机构用于安装模具并驱动模具平移,从而实现模具移进或移出注射主机,升降机构用于实现模具的升降,使模具与注射主机中的不同高度的硫化位对齐,以便模具顺利移入注射主机各高度不同的硫化位中,顶出机构用于模具硫化移出后制品的顶出,通过水平移模机构、升降机构和顶出机构的配合,可实现两套模具在注射主机中交替成型,减少注射主机的待机时间,提高大型注射机的生产效率。
2、本发明中水平移模机构、升降机构、顶出机构均具有导向功能,水平移模机构、升降机构和顶出机构的运动定位精度高,可保证模具运动和制品顶出时的定位精度,提高整个系统的定位精度。
3、在支架和水平移模机构之间装有用于定位水平移模机构垂向位置的定位组件,在模具升降到与注射主机中的硫化位对齐时,通过定位组件支撑水平移模机构,定位模具的垂向位置,有效防止模具倾斜,提高结构稳定性,保证模具移动过程中的稳定性,可满足大型注射模具的移动和顶出需求,运行可靠性高。
4、在顶出机构中设置保温板,通过保温板现实对模具的加热保温,达到模具保温的目的,提高硫化效率。
5、整个系统中的各机构均通过控制系统统一协调控制,实现模具自动的水平移动、升降和制品的顶出,而且通过升降机构和水平移模机构的配合,实现模具的交替硫化,注射机的不间断作业,提高大型注射的生产自动化水平。
附图说明
图1为本发明的大型注射模具移模顶出系统的主视图。
图2为本发明的大型注射模具移模顶出系统的侧视图。
图3为本发明的大型注射模具移模顶出系统的俯视图。
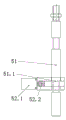
图4为定位组件的结构示意图。
图5为定位组件的定位过程图,其中Ⅰ图为气动定位卡件与定位支撑杆不抵靠时的状态示意图;Ⅱ图为气动定位卡件与定位支撑杆抵靠时的状态示意图。
图6为模具固定滑板与注射主机中硫化位对齐的状态示意图。
图7为模具固定滑板从与注射主机的硫化位对齐至与顶升机构靠近的下降过程示意图,其中,图A为模具固定滑板与注射主机中的上方硫化位对齐的状态示意图;图B为模具固定滑板与注射主机中的下方硫化位对齐的状态示意图;图C为模具固定滑板与顶升机构靠近时的状态示意图。
具体实施方式
下面对结合附图1至7对本发明的实施例做详细说明。
大型注射模具移模顶出系统,其特征在于包括支架1、安装模具并驱动模具平移的水平移模机构2、沿垂向设置且装在支架1上的升降机构3和装在支架1上用于顶出模具内的制品的顶出机构4,所述的水平移模机构2位于顶出机构4的正上方,通过升降机构3支撑,水平移模机构2、升降机构3和顶出机构4通过控制系统统一协调控制,所述的水平移模机构2包括两个水平对齐且隔开设置的平移导向台21、水平设置且装在两个平移导向台21之间的模具拉板22、与模具拉板22对齐且与平移导向台21滑移配合的模具固定滑板23和用于驱动模具拉板22沿平移导向台21长度方向水平移动的驱动组件24,所述的模具拉板22与模具固定滑板23沿水平方向拉钩配合连接,带动模具固定滑板23沿水平方向移动,模具固定在模具固定滑板23上,随模具固定滑板23的移动而移入注射主机或从注射主机中移出,升降机构3的上端与平移导向台21底面固定,带动水平移模机构2升降,使模具固定滑板23与顶出机构1靠近或远离。
如图所示,水平移模机构2位于支架1的上方,升降机构3连接水平移模机构2和支架1,通过升降机构3的带动,改变水平移模机构2的所在高度,在模具固定滑板23上安装模具,即可改变模具的所在高度,模具固定滑板23通过模具拉板22的带动而水平移动,当需要将模具推入注射主机的硫化位时,只需启动驱动组件24,使模具拉板22沿平移导向台21移动,推动动模具固定滑板23平移,进入至硫化位,当模具固定滑板23与模具一起进入至硫化位后,由于模具拉板22与模具固定滑板23沿水平方向拉钩配合连接,只需通过升降机构3提升或下降平移导向台21,即可使模具拉板22与模具固定滑板23自动分离,同样当硫化完成后,需要从硫化位中拉出模具时,也只需通过升降机构3提升或下降平移导向台21,使模具拉板22与模具固定滑板重新拉钩配合,即可通过模具拉板22的移动,将模具固定滑板23和模具拉出硫化位,移入两个平移导向台21之间。
生产时,准备两块模具固定滑板23,每个模具固定滑板23上均安装一个模具,当一个模具固定滑板23进入注射主机时,另一个模具固定滑板23配装在两个平移导向台之间进行硫化前的准备和/或制品的顶出,在一个模具硫化完成后,将另一个模具移入不同高度的另一个硫化位中,之后将再已经硫化完成的模具从硫化位中移出,如此反复即可现实两套模具的不间断交替硫化,从而提高生产效率,尽可能的减少注射主机的待机时间。需要说明的是,注射主机两个硫化位之间的高度差应大于模具的高度,升降机构3带动水平移模机构2的垂向位移,应使模具固定滑板23能与两个不同高度的注射主机硫化位对齐,以保证两套模具交替硫化的可行性和顺畅性。
其中,所述的驱动组件24包括通过控制系统统一协调控制且装在模具拉板22上的电机24.1、装在电机24.1上的减速器24.2和装在电机24.1转轴上的齿轮24.3,所述的平移导向台21上装有与齿轮24.3啮合的齿条21.1,所述的齿条21.1沿平移导向台21长度方向设置,电机24.1驱动齿轮24.3沿齿条21.1滚动,带动模具拉板22沿平移导向台21长度方向水平移动,平移导向台21上装有与模具拉板22导向配合的直线导轨21.2。
所述的模具固定滑板23与平移导向台21连接的两侧均装有滚动导轮23.1,所述的平移导向台22上开有与滚动导轮23.1相对应的导槽,滚动导轮23.1伸入导槽中,随模具固定滑板23的移动而沿导槽滚动。
如图3所示,模具拉板22的移动通过电机及齿轮24.3与齿条21.1的配合实现,其中模具拉板22的位移导向通过直线导轨21.2与模具拉板22配合实现,模具固定滑板23的位移导向通过滚动导轮23.1与平移导向台22上的导槽配合实现,而且滚动导轮23.1不仅起到的位移导向的功能,而且还可减少模具固定滑板23移动时,对导槽的摩擦,减少平移导向台22的磨损,提高模具固定滑板23的平移速度。
其中, “所述的模具拉板22与模具固定滑板23沿水平方向拉钩配合连接”是指所述的模具拉板22装在多个T字型的T字拉杆22.1,所述的模具固定滑板23上装在与T字拉杆22.1相配合的T字卡槽23.2,T字拉杆22.1沿垂向伸入T字卡槽23.2中,使模具拉板22与模具固定滑板23沿水平方向互相钩紧。从图3中可以看出,T字拉杆22.1和T字卡槽23.2只沿水平方向互相钩紧,当模具拉板22与模具固定滑板23产生高度差时,T字拉杆22.1与T字卡槽23.2会自动分离,因此通过升降机构3的带动就可实现模具拉板22与模具固定滑板23的自动钩紧和自动分离。
其中,所述的升降机构3由均匀分布在支架1上的多个垂向液压油缸31组成,所述的支架1和水平移模机构2之间还装有用于定位水平移模机构2垂向位置的定位组件5和用于对水平移模机构2的升降进行导向的导向组件6,定位组件5包括与升降机构3平行的定位支撑杆51和与定位支撑杆51相对应且可沿水平方向伸缩的气动定位卡件52,定位支撑杆51装在平移导向台21底面,气动定位卡件52装在支架1上,气动定位卡件52沿水平方向伸长,套于定位支撑杆51外周,并可与下降时的定位支撑杆51定位抵靠,定位水平移模机构2的垂向位置,气动定位卡件52的伸缩由控制系统统一协调控制,所述的导向组件6包括沿垂向固定在平移导向台21底面的升降导向杆61和装在支架1上与升降导向杆61导向配合的升降导向套筒62,升降导向杆61插入升降导向套筒62中,随水平移模机构2的升降在升降导向套筒62中运动。
所述的定位支撑杆51的数量为多个,且均匀间隔分布,气动定位卡件52包括沿水平方向装在支架1上的伸缩气缸52.1和装在伸缩气缸52.1伸出端上的U型定位卡锁52.2,定位支撑杆51上具有与定位卡锁52.2抵靠配合的环形台阶面51.1,所述的环形台阶面51.1的数量为两个且沿定位支撑杆51轴向上下隔开分布,所述的定位卡锁52.2在伸缩气缸52.1的驱动下水平移动套于定位支撑杆51外周,定位支撑杆51下降时,U型定位卡锁52.2与环形台阶面51.1抵靠。
定位组件5的作用是为了使模具固定滑板23与注射主机的硫化位对齐,以便模具顺利进出注射主机,防止模具斜倾或高度改变,因此当模具快要与硫化位对齐时,即启动伸缩气缸52.1,推动U型定位卡锁52.2套于定位支撑杆51外周,当模具下降至与硫化位对齐时,环形台阶面51.1正好与U型定位卡锁抵靠,将水平移模机构2定位,防止水平移模机构2继续下降,如图5中的Ⅰ图至Ⅱ图的状态变化。而且通过多个定位支撑杆51的支撑定位,防止水平移模机构2倾斜,模具的定位可靠性和支撑稳定性好,可顺利移进或移出注射主机,提高整个系统的结构稳定性和运行可靠性,当模具进行下降或上升时,U型定位卡锁52.2伸回,不会水平移模机构2的升降进行干涉。采用伸缩气缸52.1进行U型定位卡锁52.2的移动驱动,其驱动可靠性高,且气缸的伸缩稳定性好,保证U型定位卡锁52.2可准确移动,提高对水平移模机构2的支撑可靠性。导向组件6的作用是对升降机构的运动进行导向,防止升降机构3发生倾斜,提高整个系统的运动定位精准度。
其中,所述的顶出机构4包括多个沿垂向设置且装在支架1上的顶出油缸41、装在顶出油缸41伸缩端且水平设置的顶出板42和沿垂向装在顶出板42上的顶出杆43,所述的顶出杆43的数量为多个,且均匀间隔分布,所述的模具固定滑板23中具有供顶出杆43穿过的穿出孔23.3。当模具固定滑板23靠近顶出杆43的顶端时,通过顶出油缸41的伸出,顶出杆42可穿过模具固定滑板23将模具内的制品顶出,实现制品的自动出模。
其中,所述的顶出板42底面装有与顶出油缸41对齐的顶出导向杆44,支架1上装有与顶出导向杆44导向配合的顶出导向套筒45,顶出导向杆44插入顶出导向套筒45中,随顶出油缸41的伸缩而在顶出导向套筒45中运动。通过顶出导向杆44与顶出导向套45的配合,对顶出油缸41的伸缩进行导向,防止顶出油缸41斜倾,进一步提高整个系统的运动定位精准度,保证顶出机构4能顺利将制品从模具中顶出。
其中,所述的顶出板42的正上方具有水平设置的保温板46,所述的保温板46与顶出板42通过支杆连接,保温板46底面与顶出杆43顶端齐平,保温板46上开有供顶出杆43穿过的通孔。通过保温板现实对模具的加热保温,达到模具保温的目的,提高硫化效率。需要说明的是当模具固定滑板23下降到与顶出机构4靠近时,模具固定滑板23将与保温板46接触,通过保温板46支撑重量,定位模具的垂直位置,此时不需要定位组件5对水平移模机构2进行定位,因此定位支撑杆51上的环形台阶面51.1的数量只需两个即可,如不设置保温板46,环形台阶面51.1的数量应为三个,以便在模具固定滑板23靠近顶出机构4时,定位水平移模机构2的垂向位置。
大型注射机不间断生产方法,采用以上所述的大型注射模具移模顶出系统和具有上下分布的两个硫化位的注射主机进行生产,采用两块安装有模具的模具固定滑板23,两块模具固定滑板23交替进入注射主机中进行硫化作业,且两个模具固定滑板23分别进入至注射主机上下分布的两个硫化位中,一个模具固定滑板23进入注射主机中进行硫化作业时,另一个模具固定滑板23与顶出机构4靠近进行制品顶出和/或硫化前的准备工作,实现不间断的硫化生产。
如图6所示,注射主机100上具有高度不同的两个硫化位,即上方硫化位101和下方硫化位102,在进行硫化作业时,采用两块均安装有模具的模具固定滑板23,两块模具固定滑板23交替进入注射主机中进行硫化作业,且两个模具固定滑板23分别进入至注射主机上下分布的两个硫化位中,即一个模具进入上方硫化位101中,另一个模具则进入下方硫化位102中,通过升降机构3的带动实现模具与注射主机两个硫化位的分别对齐,当一个模具固定滑板23进入注射主机中进行硫化作业时,另一个模具固定滑板23与顶出机构4靠近进行制品顶出和/或硫化前的准备工作,即模具固定滑板23具有三个定位工位,分别为如图7的A图所示,模具固定滑板23与注射主机的上方硫化位101对齐时的一号工位,用于将模具移入注射主机的上方硫化位101中或将模具从上方硫化位101中移出,如图7中的B图所示,模具固定滑板23与注射主机的下方硫化位102对齐的二号工位,用于将模具移入注射主机的下方硫化位102或将模具从上方硫化位101中移出,还有如图7中的C图所示,模具固定滑板23与保温板46接触,用于进行硫化前的准备工作和/或顶出制品。
以上对本发明的实施例的技术方案进行完整描述,需要说明的是所描述的实施例仅仅是本发明的一部分实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
Claims (5)
1.大型注射模具移模顶出系统,其特征在于包括支架(1)、安装模具并驱动模具平移的水平移模机构(2)、沿垂向设置且装在支架(1)上的升降机构(3)和装在支架(1)上用于顶出模具内的制品的顶出机构(4),所述的水平移模机构(2)位于顶出机构(4)的正上方,通过升降机构(3)支撑,水平移模机构(2)、升降机构(3)和顶出机构(4)通过控制系统统一协调控制,所述的水平移模机构(2)包括两个水平对齐且隔开设置的平移导向台(21)、水平设置且装在两个平移导向台(21)之间的模具拉板(22)、与模具拉板(22)对齐且与平移导向台(21)滑移配合的模具固定滑板(23)和用于驱动模具拉板(22)沿平移导向台(21)长度方向水平移动的驱动组件(24),所述的模具拉板(22)与模具固定滑板(23)沿水平方向拉钩配合连接,带动模具固定滑板(23)沿水平方向移动,模具固定在模具固定滑板(23)上,随模具固定滑板(23)的移动而移入注射主机或从注射主机中移出,升降机构(3)的上端与平移导向台(21)底面固定,带动水平移模机构(2)升降,使模具固定滑板(23)与顶出机构(4)靠近或远离;
所述的升降机构(3)由均匀分布在支架(1)上的多个垂向液压油缸(31)组成,所述的支架(1)和水平移模机构(2)之间还装有用于定位水平移模机构(2)垂向位置的定位组件(5)和用于对水平移模机构(2)的升降进行导向的导向组件(6),定位组件(5)包括与升降机构(3)平行的定位支撑杆(51)和与定位支撑杆(51)相对应且可沿水平方向伸缩的气动定位卡件(52),定位支撑杆(51)装在平移导向台(21)底面,气动定位卡件(52)装在支架(1)上,气动定位卡件(52)沿水平方向伸长,套于定位支撑杆(51)外周,并可与下降时的定位支撑杆(51)定位抵靠,定位水平移模机构(2)的垂向位置,气动定位卡件(52)的伸缩由控制系统统一协调控制,所述的导向组件(6)包括沿垂向固定在平移导向台(21)底面的升降导向杆(61)和装在支架(1)上与升降导向杆(61)导向配合的升降导向套筒(62),升降导向杆(61)插入升降导向套筒(62)中,随水平移模机构(2)的升降在升降导向套筒(62)中运动;
所述的定位支撑杆(51)的数量为多个,且均匀间隔分布,气动定位卡件(52)包括沿水平方向装在支架(1)上的伸缩气缸(52.1)和装在伸缩气缸(52.1)伸出端上的U型定位卡锁(52.2),定位支撑杆(51)上具有与定位卡锁(52.2)抵靠配合的环形台阶面(51.1),所述的环形台阶面(51.1)的数量为两个或三个且沿定位支撑杆(51)轴向上下隔开分布,所述的定位卡锁(52.2)在伸缩气缸(52.1)的驱动下水平移动套于定位支撑杆(51)外周,定位支撑杆(51)下降时,U型定位卡锁(52.2)与环形台阶面(51.1)抵靠;
所述的顶出机构(4)包括多个沿垂向设置且装在支架(1)上的顶出油缸(41)、装在顶出油缸(41)伸缩端且水平设置的顶出板(42)和沿垂向装在顶出板(42)上的顶出杆(43),所述的顶出杆(43)的数量为多个,且均匀间隔分布,所述的模具固定滑板(23)中具有供顶出杆(43)穿过的穿出孔(23.3);
所述的顶出板(42)底面装有与顶出油缸(41)对齐的顶出导向杆(44),支架(1)上装有与顶出导向杆(44)导向配合的顶出导向套筒(45),顶出导向杆(44)插入顶出导向套筒(45)中,随顶出油缸(41)的伸缩而在顶出导向套筒(45)中运动;
所述的顶出板(42)的正上方具有水平设置的保温板(46),所述的保温板(46)与顶出板(42)通过支杆连接,保温板(46)底面与顶出杆(43)顶端齐平,保温板(46)上开有供顶出杆(43)穿过的通孔。
2.根据权利要求1所述的大型注射模具移模顶出系统,其特征在于所述的驱动组件(24)包括通过控制系统统一协调控制且装在模具拉板(22)上的电机(24.1)、装在电机(24.1)上的减速器(24.2)和装在电机(24.1)转轴上的齿轮(24.3),所述的平移导向台(21)上装有与齿轮(24.3)啮合的齿条(21.1),所述的齿条(21.1)沿平移导向台(21)长度方向设置,电机(24.1)驱动齿轮(24.3)沿齿条(21.1)滚动,带动模具拉板(22)沿平移导向台(21)长度方向水平移动,平移导向台(21)上装有与模具拉板(22)导向配合的直线导轨(21.2)。
3.根据权利要求1所述的大型注射模具移模顶出系统,其特征在于所述的模具固定滑板(23)与平移导向台(21)连接的两侧均装有滚动导轮(23.1),所述的平移导向台(21)上开有与滚动导轮(23.1)相对应的导槽,滚动导轮(23.1)伸入导槽中,随模具固定滑板(23)的移动而沿导槽滚动。
4.根据权利要求1所述的大型注射模具移模顶出系统,其特征在于“所述的模具拉板(22)与模具固定滑板(23)沿水平方向拉钩配合连接”是指所述的模具拉板(22)装在多个T字型的T字拉杆(22.1),所述的模具固定滑板(23)上装在与T字拉杆(22.1)相配合的T字卡槽(23.2),T字拉杆(22.1)沿垂向伸入T字卡槽(23.2)中,使模具拉板(22)与模具固定滑板(23)沿水平方向互相钩紧。
5.大型注射机不间断生产方法,采用权利要求1至权利要求4任一项所述的大型注射模具移模顶出系统和具有上下分布的两个硫化位的注射主机进行生产,采用两块安装有模具的模具固定滑板(23),两块模具固定滑板(23)交替进入注射主机中进行硫化作业,且两个模具固定滑板(23)分别进入至注射主机上下分布的两个硫化位中,一个模具固定滑板(23)进入注射主机中进行硫化作业时,另一个模具固定滑板(23)与顶出机构(4)靠近进行制品顶出和/或硫化前的准备工作,实现不间断的硫化生产。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201810066654.2A CN108237664B (zh) | 2018-01-24 | 2018-01-24 | 大型注射模具移模顶出系统、大型注射机不间断生产方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201810066654.2A CN108237664B (zh) | 2018-01-24 | 2018-01-24 | 大型注射模具移模顶出系统、大型注射机不间断生产方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN108237664A CN108237664A (zh) | 2018-07-03 |
| CN108237664B true CN108237664B (zh) | 2020-11-10 |
Family
ID=62698533
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201810066654.2A Active CN108237664B (zh) | 2018-01-24 | 2018-01-24 | 大型注射模具移模顶出系统、大型注射机不间断生产方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN108237664B (zh) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109501079A (zh) * | 2019-01-12 | 2019-03-22 | 东莞市好印象实业有限公司 | 一种注射式硫化机 |
| CN115923025A (zh) * | 2022-12-09 | 2023-04-07 | 宁波斗士油压有限公司 | 一种超长热板硅胶推进器设备 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105538562B (zh) * | 2016-02-04 | 2017-10-31 | 东毓(宁波)油压工业有限公司 | 双模具交换脱模机构 |
| CN106182512B (zh) * | 2016-07-19 | 2018-05-04 | 东毓(宁波)油压工业有限公司 | 一种横向双模具交换脱模机构 |
-
2018
- 2018-01-24 CN CN201810066654.2A patent/CN108237664B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN108237664A (zh) | 2018-07-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108910502B (zh) | 料盘自动推送装置及推送方法 | |
| CN108237664B (zh) | 大型注射模具移模顶出系统、大型注射机不间断生产方法 | |
| CN201745130U (zh) | 一种全自动eva双色射出发泡成型机 | |
| CN202965020U (zh) | 一种硫化机自动脱模装置 | |
| CN107618143B (zh) | 一种橡胶注射成型硫化生产线 | |
| CN214677855U (zh) | 一种模具上下循环移动的鞋面热压设备 | |
| CN106424235A (zh) | 一种多模头驱动的数控折弯机 | |
| CN212602840U (zh) | 一种硫化模具顶升机构 | |
| CN211993909U (zh) | 换模装置及换模台车 | |
| CN209867290U (zh) | 一种双层造型机 | |
| CN101941259A (zh) | 汽车制动气室橡胶隔膜硫化成型装置 | |
| CN204414428U (zh) | 能移动脱模机构 | |
| CN112405776A (zh) | 一种四脱模机构及四脱模卧式注浆机 | |
| CN212193924U (zh) | 双工位模具交替注塑外保压系统 | |
| CN206153331U (zh) | 一种多模头驱动的数控折弯机 | |
| CN209811175U (zh) | 一种粘土砂造型机 | |
| CN210969595U (zh) | 一种用于生产橡胶密封件的下脱模硫化机 | |
| CN210453477U (zh) | 四柱式橡胶注射成型机多功能站位机构 | |
| CN114161280A (zh) | 一种新型微型电机磁环磁瓦塑形装置 | |
| CN101108524B (zh) | 塑料制品连续生产方法及设备 | |
| CN109967702B (zh) | 一种粘土砂造型机 | |
| CN219256217U (zh) | 一种双下模成型生产设备 | |
| CN215791467U (zh) | 一种接角模具型芯相对斜向运动装置 | |
| CN219726985U (zh) | 一种自动送料、注塑、成型的橡胶射出成型机 | |
| CN110861208B (zh) | 一种大吨位压机的换模系统 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |