CN107643039B - 一种用于检测舵承基座安装精度的工装及其使用方法 - Google Patents
一种用于检测舵承基座安装精度的工装及其使用方法 Download PDFInfo
- Publication number
- CN107643039B CN107643039B CN201710757613.3A CN201710757613A CN107643039B CN 107643039 B CN107643039 B CN 107643039B CN 201710757613 A CN201710757613 A CN 201710757613A CN 107643039 B CN107643039 B CN 107643039B
- Authority
- CN
- China
- Prior art keywords
- rudder
- sleeve
- positioning
- dial indicator
- central line
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims abstract description 10
- 238000009434 installation Methods 0.000 claims abstract description 8
- 238000009826 distribution Methods 0.000 claims abstract description 3
- 230000000149 penetrating effect Effects 0.000 claims description 7
- 238000005286 illumination Methods 0.000 claims description 6
- 230000001678 irradiating effect Effects 0.000 claims description 3
- 238000010276 construction Methods 0.000 abstract 1
- 229910000831 Steel Inorganic materials 0.000 description 12
- 239000010959 steel Substances 0.000 description 12
- 238000001514 detection method Methods 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 238000003466 welding Methods 0.000 description 3
- 238000007689 inspection Methods 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 125000004122 cyclic group Chemical group 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000003760 hair shine Effects 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 230000002035 prolonged effect Effects 0.000 description 1
Images









Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B5/00—Measuring arrangements characterised by the use of mechanical techniques
- G01B5/28—Measuring arrangements characterised by the use of mechanical techniques for measuring roughness or irregularity of surfaces
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B5/00—Measuring arrangements characterised by the use of mechanical techniques
- G01B5/24—Measuring arrangements characterised by the use of mechanical techniques for measuring angles or tapers; for testing the alignment of axes
- G01B5/25—Measuring arrangements characterised by the use of mechanical techniques for measuring angles or tapers; for testing the alignment of axes for testing the alignment of axes
- G01B5/252—Measuring arrangements characterised by the use of mechanical techniques for measuring angles or tapers; for testing the alignment of axes for testing the alignment of axes for measuring eccentricity, i.e. lateral shift between two parallel axes
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- A Measuring Device Byusing Mechanical Method (AREA)
Abstract
本发明公开了一种用于检测舵承基座安装精度的工装及其使用方法,属于船舶建造技术领域。该工装包括定位机构和测量机构,所述定位机构包括定位套筒和定位支撑架,所述定位支撑架包括定位卡箍和多个伸缩定位杆,所述定位卡箍套设在定位套筒上,所述多个伸缩定位杆呈辐射状分布在定位卡箍四周,所述测量机构包括旋转套筒和连接杆,所述旋转套筒的下端与定位套筒连接,所述旋转套筒的中心线与定位套筒的中心线重合,所述旋转套筒与连接杆的一端连接,所述旋转套筒的中心线与连接杆的中心线垂直,所述连接杆的另一端安装有百分表。利用该工装可以准确测量舵承基座面板的上表面和舵承基座面板的内侧面的平整程度及安装精度。
Description
技术领域
本发明属于船舶制造技术领域,特别是涉及一种用于检测舵承基座安装精度的工装及其使用方法。
背景技术
往复式舵机对舵承的安装精度要求极高,主要是为了保证舵系运行的可靠性。舵承的安装精度决定了整个舵系的安装精度,而舵承的安装精度又与舵承基座的安装精度紧密相关。舵承基座在安装时需要保证其面板上平面的平面度、面板上平面与舵系中心线的垂直度以及面板内圆中心与舵系中心性的同轴度。以往的做法是在舵承基座定位前根据轴舵系照光时确定的舵系中心线拉钢丝,通过在基座面板上垂直放置一把钢角尺,让钢角尺的一边与钢丝平齐以此来保证舵承基座面板的垂直度,同时,通过测量基座面板内圆前后左右到钢丝的距离来保证基座中心与舵系中心线的一致性。基座调整到位后,先对其进行四周点焊定位,然后通过对称连续焊来控制焊接变形,至此,基座安装结束。这种做法有几个弊端:首先,一方面,基座面板的平整度会决定钢角尺校验基座面板垂直度的精度,另一方面,钢角尺较薄,一边放置在基座面板上,与基座的接触面太窄,难以保证另一边与基座面板的垂直度,其本身校验精度就不高;其次,在测基座面板内圆同心度方面,通过内径千分尺测钢丝与内圆的间距,一方面对测量人员技能要求较高,另一方面,内圆未经精加工,测量精度也难以保证;此外,基座焊接变形虽有控制,但难以保证。综上所述,传统做法难以保证舵承基座的安装精度,而一旦舵承基座装歪了、装偏了,那整个舵系的实际中心线就会“走样”,最直接的影响就是舵杆轴承和舵销轴承的四周间隙不均匀,甚至会发生舵杆或舵销单面“贴死”的现象,而这类现象往往是到整个舵系的安装后期才会发现,一旦出现这类现象,往往很难通过船东和船检的检验认可,而且会对今后的舵系使用效能不利,影响其使用寿命。
发明内容
针对现有技术中存在的不足,本发明的目的是提供一种用于检测舵承基座安装精度的工装及其使用方法,利用该工装可以简单快捷的检测舵承基座面板的上表面的平整度和舵承基座面板的内侧面是否在同一圆周上。
本发明的目的是通过以下技术方案实现的:
一种用于检测舵承基座安装精度的工装,包括定位机构和测量机构,所述定位机构包括定位套筒和定位支撑架,所述定位支撑架包括定位卡箍和多个伸缩定位杆,所述定位卡箍套设在定位套筒上,所述多个伸缩定位杆呈辐射状分布在定位卡箍四周,所述伸缩定位杆的中心线与定位套筒的中心线垂直,所述定位套筒的下端设有固定套筒,所述固定套筒的上端和定位套筒的下端螺纹连接,所述固定套筒的中心线和定位套筒的中心线重合,所述测量机构包括旋转套筒和连接杆,所述旋转套筒的下端与定位套筒连接,所述旋转套筒的中心线与定位套筒的中心线重合,所述旋转套筒的上端和定位套筒的下端均设有照光靶,所述旋转套筒与连接杆的一端连接,所述旋转套筒的中心线与连接杆的中心线垂直,所述连接杆的另一端安装有百分表,所述百分表包括第一百分表和第二百分表,所述第一百分表的指针竖直向下,所述第二百分表的指针方向与连接杆的中心线平行,且所述第二百分表的指针方向背向旋转套筒。
定位支撑架将该工装支撑在舵承基座的舵杆孔内,并使定位套筒的中心线与舵系中心线重合,通过旋转旋转套筒,连接杆端部的百分表对舵承基座面板的上表面和舵承基座面板的内侧面进行测量,以检测舵承基座面板的上表面的平整度和舵承基座面板的内侧面的同心度。
第一百分表的指针竖直向下,与舵承基座面板的上表面接触,以检测舵承基座面板的上表面的平整度,第二百分表的指针在使用时与舵承基座面板的内侧面接触,以检测舵承基座面板的内侧面的同心度。
优选的,所述连接杆的端部设有第一表架和第二表架,所述第一百分表与连接杆通过第一表架连接,所述第二百分表与连接杆通过第二表架连接。
优选的,所述旋转套筒设有连接杆穿设孔,所述连接杆穿设孔的中心线与旋转套筒的中心线垂直,所述连接杆的一端设有螺纹杆,所述螺纹杆穿设于连接杆穿设孔内,所述螺纹杆上紧固有螺母。
螺纹杆穿设于连接杆穿设孔内,螺纹杆上紧固有螺母,提高了连接杆与旋转套筒之间连接的稳固性,提高了该工装的检测精度。
优选的,所述照光靶包括靶座和透镜,所述靶座为筒状结构,所述透镜刻有十字线,所述透镜安装在靶座上,所述靶座的中心线与定位套筒的中心线重合,且所述靶座的中心线通过透镜十字线的中心。
优选的,所述定位卡箍的侧面设有多个螺纹孔,所述多个螺纹孔沿定位卡箍的侧面呈环状分布,所述多个螺纹孔内均设有紧固螺栓。
紧固螺栓用于将定位卡箍紧固在定位套筒的外侧壁,提高了定位卡箍和定位套筒之间连接的稳固性,进而提高了该工装的检测精度。
优选的,所述定位支撑架有两个,所述两个定位支撑架均安装在定位套筒上。
两个定位支撑架分别安装在定位套筒的上下端,进而提高了定位支撑架对定位套筒的支撑稳固性。
优选的,所述伸缩定位杆均包括第一支杆和第二支杆,所述第一支杆的一端与定位卡箍连接,所述第一支杆的另一端与第二支杆的一端通过丝扣连接。
第一支杆和第二支杆通过丝扣连接,第一丝杆和第二丝杆均与丝扣螺纹连接,通过旋转丝扣,进而调节第一丝杆和第二丝杆旋入丝扣的深度,进而对伸缩定位杆的整体长度进行调整。
一种用于检测舵承基座安装精度的工装的使用方法,包括以下步骤:
步骤一、将舵承基座在舵机舱甲板上安装到位,将该工装放置在舵承基座内,调节第一支杆和第二支杆旋入丝扣的深度,使第二丝杆的端部顶在舵承基座的内侧壁上;
步骤二、在舵杆孔和舵销孔内分别放置一个刻有十字线的定位透镜,放置在舵杆孔内的定位透镜与舵杆孔的侧壁通过一个定位透镜支架连接,放置在舵销孔内的定位透镜与舵销孔的侧壁通过另一个定位透镜支架连接,并使舵系中心线依次通过两个定位透镜十字线的中心,在所述旋转套筒的顶部照入激光,使激光的光线依次通过两个透镜十字线的中心,调节第一支杆和第二支杆旋入丝扣的深度,使激光的光线依次通过两个透镜十字线的中心和两个定位透镜十字线的中心;
步骤三、调整第一百分表和第二百分表在连接杆上的安装位置,使第一百分表的指针与舵承基座面板的上表面接触,以及使第二百分表的指针与舵承基座面板的内侧面接触,读取并记录第一百分表和第二百分表的读数;
步骤四、将第一百分表和第二百分表的读数归零,将旋转套筒转动45°,读取并记录第一百分表和第二百分表的读数;
步骤五、重复步骤四,直至旋转套筒转动一周;
步骤六、分析并对比第一百分表测得的所有读数,若第一百分表测得的最大读数和最小读数的差值小于或等于0.1mm,则舵承基座面板的上表面的平整度合格,若第一百分表测得的最大读数和最小读数的差值大于0.1mm,则需搭建镗排对舵承基座面板的上表面进行镗削加工;分析并对比第二百分表测得的所有读数,若第二百分表测得的最大读数和最小读数的差值小于或等于0.2mm,则舵承基座面板的内侧面的同心度合格,若第二百分表测得的最大读数和最小读数的差值大于0.2mm,则需搭建镗排对舵承基座面板的内侧面进行镗削加工。
本发明的有益效果是:该工装结构简单,制作方便,制作成本低,该工装使用方便,检测精度高;该工装整体可以拆卸,便于存放和携带;该工装用于检测舵承基座面板的上表面的平整度和舵承基座面板的内侧面的同心度,进而检测舵承基座的安装精度,提高了舵承安装的精度,以避免舵杆安装后出现偏心情况,延长了舵杆的使用寿命。
附图说明
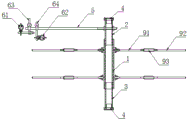
图1为本发明用于检测舵承基座安装精度的工装整体结构示意图。
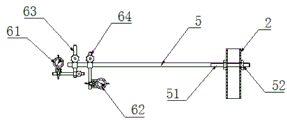
图2为本发明用于检测舵承基座安装精度的工装测量机构结构示意图。
图3为本发明用于检测舵承基座安装精度的工装定位套筒结构示意图。
图4为本发明用于检测舵承基座安装精度的工装旋转套筒结构示意图。
图5为本发明用于检测舵承基座安装精度的工装固定套筒结构示意图。
图6为本发明用于检测舵承基座安装精度的工装照光靶结构示意图。
图7为本发明用于检测舵承基座安装精度的工装定位支撑架结构示意图。
图8为本发明用于检测舵承基座安装精度的工装伸缩定位杆结构示意图。
图9为本发明用于检测舵承基座安装精度的工装实施例中舵承基座剖面图。
图10为本发明用于检测舵承基座安装精度的工装使用状态示意图。
图11为本发明用于检测舵承基座安装精度的工装图10中A区域放大图。
图12为本发明用于检测舵承基座安装精度的工装图10中B区域放大图。
图13为本发明用于检测舵承基座安装精度的工装图10中C区域放大图。
图1至图13中:1为定位套筒,2为旋转套筒,21为连接杆穿设孔,3为固定套筒,4为照光靶,41为靶座,42为透镜,5为连接杆,51为螺纹杆,52为螺母,61为第一百分表,62为第二百分表,63为第一表架,64为第二表架,7为定位卡箍,8为紧固螺栓,9为伸缩定位杆,91为第一支杆,92为第二支杆,93为丝扣,10为舵承基座,101为舵承基座面板的上表面,102为舵承基座面板的内侧面,11为舵机舱甲板,12为定位透镜,13为定位透镜支架,14为舵杆孔,15为舵销孔。
具体实施方式
下面结合附图和具体的实施案例来对本发明用于检测舵承基座安装精度的工装及其使用方法做进一步的详细阐述,以求更为清楚明了地表达本发明的结构特征和具体应用,但不能以此来限制本发明的保护范围。
实施例:如图1至图8所示,一种用于检测舵承基座安装精度的工装,包括定位机构和测量机构,所述定位机构包括定位套筒1和定位支撑架,所述定位支撑架包括定位卡箍7和多个伸缩定位杆9,所述定位卡箍7套设在定位套筒1上,所述多个伸缩定位杆9呈辐射状分布在定位卡箍7四周,所述伸缩定位杆9的中心线与定位套筒1的中心线垂直,所述定位套筒1的下端设有固定套筒3,所述固定套筒3的上端和定位套筒1的下端螺纹连接,所述固定套筒3的中心线和定位套筒1的中心线重合,所述测量机构包括旋转套筒2和连接杆5,所述旋转套筒2的下端与定位套筒1连接,所述旋转套筒2的中心线与定位套筒1的中心线重合,所述旋转套筒2的上端和定位套筒的下端均设有照光靶4,所述旋转套筒2与连接杆5的一端连接,所述旋转套筒2的中心线与连接杆5的中心线垂直,所述连接杆5的另一端安装有百分表,所述百分表包括第一百分表61和第二百分表62,所述第一百分表61的指针竖直向下,所述第二百分表62的指针方向与连接杆5的中心线平行,且所述第二百分表62的指针方向背向旋转套筒。
本实施例中,第一百分表61的指针竖直向下,与舵承基座面板的上表面101接触,以检测舵承基座面板的上表面101的平整度,第二百分表62的指针在使用时与舵承基座面板的内侧面102接触,以检测舵承基座面板的内侧面102的同心度;所述连接杆的端部设有第一表架和第二表架,所述第一百分表与连接杆通过第一表架连接,所述第二百分表与连接杆通过第二表架连接;所述旋转套筒2设有连接杆穿设孔21,所述连接杆穿设孔21的中心线与旋转套筒2的中心线垂直,所述连接杆5的一端设有螺纹杆51,所述螺纹杆51穿设于连接杆穿设孔21内,所述螺纹杆51上紧固有螺母52;所述照光靶4包括靶座41和透镜42,所述靶座41为筒状结构,所述透镜42刻有十字线,所述透镜42安装在靶座41上,所述靶座41的中心线与定位套筒3的中心线重合,且所述靶座41的中心线通过透镜42十字线的中心;所述定位卡箍7的侧面设有四个螺纹孔,所述四个螺纹孔沿定位卡箍7的侧面呈环状分布,所述四个螺纹孔内均设有紧固螺栓8;所述定位支撑架有两个,所述两个定位支撑架均安装在定位套筒1上,两个定位支撑架分别安装在定位套筒1的上下端,进而提高了定位支撑架对定位套筒1的支撑的稳固性;所述伸缩定位杆9均包括第一支杆91和第二支杆92,所述第一支杆91的一端与定位卡箍7连接,所述第一支杆91的另一端与第二支杆92通过丝扣93连接,第一支杆91和第二支杆92通过丝扣93连接,第一丝杆91和第二丝杆92均与丝扣93螺纹连接,通过旋转丝扣93,调节第一丝杆91和第二丝杆92旋入丝扣93的深度,进而对伸缩定位杆9的整体长度进行调整。
一种用于检测舵承基座安装精度的工装的使用方法,包括以下步骤:
步骤一、将舵承基座10在舵机舱甲板11上安装到位,将该工装放置在舵承基座10内,调节第一支杆91和第二支杆92旋入丝扣的深度,使第二丝杆92的端部顶在舵承基座10的内侧壁上;
步骤二、在舵杆孔14和舵销孔15内分别放置一个刻有十字线的定位透镜12,放置在舵杆孔14内的定位透镜12与舵杆孔14的侧壁通过一个定位透镜支架13连接,放置在舵销孔15内的定位透镜12与舵销孔15的侧壁通过另一个定位透镜支架13连接,并使舵系中心线依次通过两个定位透镜12十字线的中心,在所述旋转套筒2的顶部照入激光,使激光的光线依次通过两个透镜42十字线的中心,调节第一支杆91和第二支杆92旋入丝扣93的深度,使激光的光线依次通过两个透镜42十字线的中心和两个定位透镜12十字线的中心,所述定位透镜支架13为长度可伸缩的杆状结构;
步骤三、调整第一百分表61和第二百分表62在连接杆5上的安装位置,使第一百分表61的指针与舵承基座面板的上表面101接触,以及使第二百分表62的指针与舵承基座面板的内侧面102接触,读取并记录第一百分表61和第二百分表62的读数;
步骤四、将第一百分表61和第二百分表62的读数归零,将旋转套筒转动45°,读取并记录第一百分表61和第二百分表62的读数;
步骤五、重复步骤四,直至旋转套筒2转动一周;
步骤六、分析并对比第一百分表61测得的所有读数,若第一百分表61测得的最大读数和最小读数的差值小于或等于0.1mm,则舵承基座面板的上表面101的平整度合格,若第一百分表61测得的最大读数和最小读数的差值大于0.1mm,则需搭建镗排对舵承基座面板的上表面101进行镗削加工;分析并对比第二百分表62测得的所有读数,若第二百分表62测得的最大读数和最小读数的差值小于或等于0.2mm,则舵承基座面板的内侧面102的同心度合格,若第二百分表测得的最大读数和最小读数的差值大于0.2mm,则需搭建镗排对舵承基座面板的内侧面102进行镗削加工。
舵承基座10的剖面图如图9所示,该工装的使用状态图如图10所示,图11、图12和图13依次为图10中A区域、B区域和C区域的放大图。
Claims (8)
1.一种用于检测舵承基座安装精度的工装,其特征在于,该工装包括定位机构和测量机构,所述定位机构包括定位套筒(1)和定位支撑架,所述定位支撑架包括定位卡箍(7)和多个伸缩定位杆(9),所述定位卡箍(7)套设在定位套筒(1)上,所述多个伸缩定位杆(9)呈辐射状分布在定位卡箍(7)四周,所述伸缩定位杆(9)的中心线与定位套筒(1)的中心线垂直,所述定位套筒(1)的下端设有固定套筒(3),所述固定套筒(3)的上端和定位套筒(1)的下端螺纹连接,所述固定套筒(3)的中心线和定位套筒(1)的中心线重合,所述测量机构包括旋转套筒(2)和连接杆(5),所述旋转套筒(2)的下端与定位套筒(1)连接,所述旋转套筒(2)的中心线与定位套筒(1)的中心线重合,所述旋转套筒(2)的上端和固定套筒(3)的下端均设有照光靶(4),所述旋转套筒(2)与连接杆(5)的一端连接,所述旋转套筒(2)的中心线与连接杆(5)的中心线垂直,所述连接杆(5)的另一端安装有百分表,所述百分表包括第一百分表(61)和第二百分表(62),所述第一百分表(61)的指针竖直向下,所述第二百分表(62)的指针方向与连接杆(5)的中心线平行,且所述第二百分表(62)的指针方向背向旋转套筒(2)。
2.根据权利要求1所述的一种用于检测舵承基座安装精度的工装,其特征在于,所述连接杆(5)的端部设有第一表架(63)和第二表架(64),所述第一百分表(61)与连接杆(5)通过第一表架(63)连接,所述第二百分表(62)与连接杆(5)通过第二表架(64)连接。
3.根据权利要求1所述的一种用于检测舵承基座安装精度的工装,其特征在于,所述旋转套筒(2)设有连接杆穿设孔(21),所述连接杆穿设孔(21)的中心线与旋转套筒(2)的中心线垂直,所述连接杆(5)的一端设有螺纹杆(51),所述螺纹杆(51)穿设于连接杆穿设孔(21)内,所述螺纹杆(51)上紧固有螺母(52)。
4.根据权利要求1所述的一种用于检测舵承基座安装精度的工装,其特征在于,所述照光靶(4)包括靶座(41)和透镜(42),所述靶座(41)为筒状结构,所述透镜(42)刻有十字线,所述透镜(42)安装在靶座(41)上,所述靶座(41)的中心线与定位套筒(1)的中心线重合,且所述靶座(41)的中心线通过透镜(42)十字线的中心。
5.根据权利要求1所述的一种用于检测舵承基座安装精度的工装,其特征在于,所述定位卡箍(7)的侧面设有多个螺纹孔,所述多个螺纹孔沿定位卡箍(7)的侧面呈环状分布,所述多个螺纹孔内均设有紧固螺栓(8)。
6.根据权利要求1所述的一种用于检测舵承基座安装精度的工装,其特征在于,所述定位支撑架有两个,所述两个定位支撑架均安装在定位套筒(1)上。
7.根据权利要求1-6中任一项所述的一种用于检测舵承基座安装精度的工装,其特征在于,所述伸缩定位杆(9)均包括第一支杆(91)和第二支杆(92),所述第一支杆(91)的一端与定位卡箍(7)连接,所述第一支杆(91)的另一端与第二支杆(92)的一端通过丝扣(93)连接。
8.一种权利要求7所述的用于检测舵承基座安装精度的工装的使用方法,其特征在于,包括以下步骤:
步骤一、将舵承基座(10)在舵机舱甲板(11)上安装到位,将该用于检测舵承基座安装精度的工装放置在舵承基座(10)内,调节第一支杆(91)和第二支杆(92)旋入丝扣(93)的深度,使第二丝杆(92)的端部顶在舵承基座(10)的内侧壁上;
步骤二、在舵杆孔(14)和舵销孔(15)内分别放置一个刻有十字线的定位透镜(12),放置在舵杆孔(14)内的定位透镜(12)与舵杆孔(14)的侧壁通过一个定位透镜支架(13)连接,放置在舵销孔(15)内的定位透镜(12)与舵销孔(15)的侧壁通过另一个定位透镜支架(13)连接,并使舵系中心线依次通过两个定位透镜(12)十字线的中心,在所述旋转套筒(2)的顶部照入激光,使激光的光线依次通过两个透镜(42)十字线的中心,调节第一支杆(91)和第二支杆(92)旋入丝扣(93)的深度,使激光的光线依次通过两个透镜(42)十字线的中心和两个定位透镜(12)十字线的中心;
步骤三、调整第一百分表(61)和第二百分表(62)在连接杆(5)上的安装位置,使第一百分表(61)的指针与舵承基座面板的上表面(101)接触,以及使第二百分表(62)的指针与舵承基座面板的内侧面(102)接触,读取并记录第一百分表(61)和第二百分表(62)的读数;
步骤四、将第一百分表(61)和第二百分表(62)的读数归零,将旋转套筒(2)转动45°,读取并记录第一百分表(61)和第二百分表(62)的读数;
步骤五、重复步骤四,直至旋转套筒(2)转动一周;
步骤六、分析并对比第一百分表(61)测得的所有读数,若第一百分表(61)测得的最大读数和最小读数的差值小于或等于0.1mm,则舵承基座面板的上表面(101)的平整度合格,若第一百分表(61)测得的最大读数和最小读数的差值大于0.1mm,则需搭建镗排对舵承基座面板的上表面(101)进行镗削加工;分析并对比第二百分表(62)测得的所有读数,若第二百分表(62)测得的最大读数和最小读数的差值小于或等于0.2mm,则舵承基座面板的内侧面(102)的同心度合格,若第二百分表(62)测得的最大读数和最小读数的差值大于0.2mm,则需搭建镗排对舵承基座面板的内侧面(102)进行镗削加工。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201711400282.4A CN108195275B (zh) | 2017-08-29 | 2017-08-29 | 一种用于检测舵承基座安装精度的工装的使用方法 |
| CN201710757613.3A CN107643039B (zh) | 2017-08-29 | 2017-08-29 | 一种用于检测舵承基座安装精度的工装及其使用方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201710757613.3A CN107643039B (zh) | 2017-08-29 | 2017-08-29 | 一种用于检测舵承基座安装精度的工装及其使用方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201711400282.4A Division CN108195275B (zh) | 2017-08-29 | 2017-08-29 | 一种用于检测舵承基座安装精度的工装的使用方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN107643039A CN107643039A (zh) | 2018-01-30 |
| CN107643039B true CN107643039B (zh) | 2020-04-14 |
Family
ID=61110919
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201710757613.3A Active CN107643039B (zh) | 2017-08-29 | 2017-08-29 | 一种用于检测舵承基座安装精度的工装及其使用方法 |
| CN201711400282.4A Active CN108195275B (zh) | 2017-08-29 | 2017-08-29 | 一种用于检测舵承基座安装精度的工装的使用方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201711400282.4A Active CN108195275B (zh) | 2017-08-29 | 2017-08-29 | 一种用于检测舵承基座安装精度的工装的使用方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (2) | CN107643039B (zh) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108955501A (zh) * | 2018-08-27 | 2018-12-07 | 濮阳市鸿宇压力容器有限公司 | 一种旋转清堵机的检测装置 |
| CN109186427A (zh) * | 2018-09-28 | 2019-01-11 | 中船重工(武汉)船舶与海洋工程装备设计有限公司 | 一种轴系轴承内孔中心线检测工装和检测方法 |
| CN110901854B (zh) * | 2019-10-29 | 2021-06-01 | 沪东中华造船(集团)有限公司 | 一种舵杆偏心的调整方法 |
| CN111439351B (zh) * | 2020-03-26 | 2021-09-28 | 中船澄西船舶修造有限公司 | 一种柱塞式液压舵机安装检测装置 |
| CN111878065B (zh) * | 2020-07-15 | 2023-05-16 | 中国一冶集团有限公司 | 冲击钻钻孔灌注桩施工中监测桩基中心偏位装置及方法 |
| CN113587784A (zh) * | 2021-07-27 | 2021-11-02 | 中船澄西扬州船舶有限公司 | 一种新型舵机找正定位装置及其使用方法 |
| CN114203003B (zh) * | 2021-11-23 | 2023-04-21 | 华中科技大学 | 一种船舶多功能模拟试验装置 |
| CN114485315B (zh) * | 2021-12-31 | 2023-12-22 | 国家能源集团宁夏煤业有限责任公司 | 一种内周壁检测装置和缸体检测设备 |
| CN115256279A (zh) * | 2022-07-08 | 2022-11-01 | 上海外高桥造船有限公司 | 船用分体式基座的安装工装及包含其的轮船 |
| CN117516350A (zh) * | 2023-10-24 | 2024-02-06 | 中国船舶集团渤海造船有限公司 | 一种基座焊接变形监测装置及方法 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN2084603U (zh) * | 1989-11-12 | 1991-09-11 | 青州水泵厂 | 内孔定心装置 |
| WO2001004573A1 (en) * | 1999-07-12 | 2001-01-18 | Re-Source America, I.P., Inc. | Flatness tester for shipping trays |
| CN101618465A (zh) * | 2009-07-10 | 2010-01-06 | 上海江南长兴造船有限责任公司 | 超大型油轮建造中的艉轴管分段的镗孔方法 |
| CN101723057A (zh) * | 2010-01-21 | 2010-06-09 | 江南造船(集团)有限责任公司 | 不设置艉轴管前轴承的船舶单轴系安装方法 |
| CN202471021U (zh) * | 2011-12-27 | 2012-10-03 | 上海重型机器厂有限公司 | 筒体同轴度测量装置 |
| CN103090765A (zh) * | 2013-01-28 | 2013-05-08 | 江苏一汽铸造股份有限公司 | 风电轴承座尺寸及形位公差检测工具及其安装检测方法 |
| CN103322891A (zh) * | 2013-06-27 | 2013-09-25 | 林全忠 | 机身同轴度的检测方法 |
| CN106217136A (zh) * | 2016-06-13 | 2016-12-14 | 宁波市镇海峻诚文化传媒有限公司 | 一种多功能拉线照光装置 |
| CN206540509U (zh) * | 2016-12-16 | 2017-10-03 | 杭州鹤见南方泵业有限公司 | 一种泵壳同轴度及平面度检测夹具 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RO117813B1 (ro) * | 1997-10-20 | 2002-07-30 | Iulian Dumitriu | Metodă şi aparat pentru măsurarea abaterilor de la planeitate, ale suprafeţelor |
-
2017
- 2017-08-29 CN CN201710757613.3A patent/CN107643039B/zh active Active
- 2017-08-29 CN CN201711400282.4A patent/CN108195275B/zh active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN2084603U (zh) * | 1989-11-12 | 1991-09-11 | 青州水泵厂 | 内孔定心装置 |
| WO2001004573A1 (en) * | 1999-07-12 | 2001-01-18 | Re-Source America, I.P., Inc. | Flatness tester for shipping trays |
| CN101618465A (zh) * | 2009-07-10 | 2010-01-06 | 上海江南长兴造船有限责任公司 | 超大型油轮建造中的艉轴管分段的镗孔方法 |
| CN101723057A (zh) * | 2010-01-21 | 2010-06-09 | 江南造船(集团)有限责任公司 | 不设置艉轴管前轴承的船舶单轴系安装方法 |
| CN202471021U (zh) * | 2011-12-27 | 2012-10-03 | 上海重型机器厂有限公司 | 筒体同轴度测量装置 |
| CN103090765A (zh) * | 2013-01-28 | 2013-05-08 | 江苏一汽铸造股份有限公司 | 风电轴承座尺寸及形位公差检测工具及其安装检测方法 |
| CN103322891A (zh) * | 2013-06-27 | 2013-09-25 | 林全忠 | 机身同轴度的检测方法 |
| CN106217136A (zh) * | 2016-06-13 | 2016-12-14 | 宁波市镇海峻诚文化传媒有限公司 | 一种多功能拉线照光装置 |
| CN206540509U (zh) * | 2016-12-16 | 2017-10-03 | 杭州鹤见南方泵业有限公司 | 一种泵壳同轴度及平面度检测夹具 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN108195275B (zh) | 2020-04-14 |
| CN107643039A (zh) | 2018-01-30 |
| CN108195275A (zh) | 2018-06-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107643039B (zh) | 一种用于检测舵承基座安装精度的工装及其使用方法 | |
| CN208383045U (zh) | 一种二段同轴度检测工具 | |
| CN109540944B (zh) | 一种用于中子衍射测量中样品定位的高精度探针夹持装置 | |
| CN104457668A (zh) | 便携式车轴轴径测量仪 | |
| CN102967246A (zh) | 一种内锥斜度钢球测量检具及其测量方法 | |
| CN211651487U (zh) | 螺纹孔垂直度测量装置 | |
| CN105423843A (zh) | 轴承综合滚道测量仪 | |
| CN202630879U (zh) | 一种大锥孔快速检测量规 | |
| CN103808239B (zh) | 轴颈圆度检测仪 | |
| CN210664301U (zh) | 一种便携式长双头螺栓同轴度测量工具 | |
| CN203672292U (zh) | 轴颈圆度检测仪 | |
| CN212779065U (zh) | 螺栓球上杆件垂直度检测装置 | |
| CN103234424A (zh) | 气门座外径测量器 | |
| CN209356430U (zh) | 一种用于中子衍射测量中样品定位的高精度探针夹持装置 | |
| CN219945894U (zh) | 一种空间任意基准轴测量定位装置及检测系统 | |
| CN211717363U (zh) | 一种中大孔径类零件用检测装置 | |
| CN202630902U (zh) | 一种用于型架安装的激光测量座 | |
| CN213363640U (zh) | 轴承滚子外径检具 | |
| CN103234415B (zh) | 一种测量零件外圆尺寸及圆度的检具 | |
| CN213688184U (zh) | 一种密封塞垂直度检具 | |
| CN110736443A (zh) | 一种测量顶板极差工具 | |
| CN214199943U (zh) | 一种机械零件用检测辅助装置 | |
| CN215572777U (zh) | 一种飞机蒙皮曲面法向孔位置度检测工装 | |
| CN211476910U (zh) | 外螺纹检测装置 | |
| CN209927065U (zh) | 一种圆周旋转测试的瓶胚垂直度检测仪 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |