CN213688184U - 一种密封塞垂直度检具 - Google Patents
一种密封塞垂直度检具 Download PDFInfo
- Publication number
- CN213688184U CN213688184U CN202023236191.1U CN202023236191U CN213688184U CN 213688184 U CN213688184 U CN 213688184U CN 202023236191 U CN202023236191 U CN 202023236191U CN 213688184 U CN213688184 U CN 213688184U
- Authority
- CN
- China
- Prior art keywords
- sealing plug
- lever
- rotating shaft
- lead screw
- dial indicator
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Landscapes
- Length-Measuring Instruments Using Mechanical Means (AREA)
- A Measuring Device Byusing Mechanical Method (AREA)
Abstract
本实用新型公开了一种密封塞垂直度检具,包括:底板、载物部、主轴部、测量部以及调整部。载物部包括固定座、旋转轴系以及可涨螺套,所述可涨螺套与所述旋转轴系固定连接;主轴部包括水平滑台、竖直滑柱以及滑动基座,所述竖直滑柱的下端与水平滑台滑动配合,所述滑动基座与所述竖直滑柱滑动配合;测量部包括杠杆转换机构、千分表以及测头,所述千分表与所述测头通过所述杠杆转换机构相连接;调整部包括第一丝杠和第二丝杠。该垂直度检具以对密封塞外螺纹中径径向定位,密封塞端面辅助定位。手动上下料,在被测件台阶面布置1个测点,手动旋转被测件一周测量垂直度。
Description
技术领域
本实用新型属于机械加工检具技术领域,具体是一种密封塞垂直度检具。
背景技术
密封塞加工中,密封面与螺杆的垂直度决定密封塞的产品质量的关键。现有的测量方式为:在车间使用简易装置检测,不能准确模拟出外螺纹部分的有效作用部位,检测状态和最终的装配状态不一致,导致实际检测结果对最终使用起不到参考作用,对实际生产中的不良品无法判别和剔除。在计量室使用专用三坐标检测,辅助工装复杂并且测量效率低,不适合批量生产。
发明内容
本实用新型的目的是针对上述现有技术的不足,提供一种快速检测密封塞密封面垂直度的检具。
为解决以上技术问题,本实用新型采用的技术方案是:
一种密封塞垂直度检具,包括:底板、载物部、主轴部、测量部以及调整部。
底板作为支撑的基础;载物部包括固定座、旋转轴系以及可涨螺套,所述固定座与所述底板的上表面固定连接,所述旋转轴系与所述固定座转动连接,所述可涨螺套与所述旋转轴系固定连接;
主轴部包括水平滑台、竖直滑柱以及滑动基座,所述水平滑台与所述底板的上表面固定连接,所述竖直滑柱的下端与水平滑台滑动配合,所述滑动基座与所述竖直滑柱滑动配合;
测量部包括杠杆转换机构、千分表以及测头,所述千分表与所述测头通过所述杠杆转换机构相连接;所述千分表为数显千分表。
调整部包括第一丝杠和第二丝杠,所述竖直滑柱通过所述第一丝杠调整其与所述水平滑台的相对位置,所述滑动基座通过所述第二丝杠调整其与所述竖直滑柱的相对位置。
所述载物部还包括塞板,所述塞板的端部设有半圆形凹槽。测量时将密封塞拧入可涨式螺纹涨套内,采用专用厚度塞板辅助,给千分表预留测量空间。
所述杠杆转换机构包括壳体、杠杆、转轴以及弹簧,所述转轴与所述壳体固定连接,所述杠杆与所述转轴转动连接,所述弹簧的上端与所述壳体相连接,其下端与所述杠杆相连接。
所述测头与所述杠杆的一端固定连接,所述千分表的测杆顶在所述杠杆的另一端上。
所述可涨螺套的中心设有通孔,沿所述通孔圆周方向设有一个切穿孔壁的第一径向切口以及两个半切的第二径向切口,所述可涨螺套上设有垂直于所述第一径向切口的螺纹孔。所述可涨螺套的通孔上设有螺纹。
所述第一丝杠上设有调整手轮,所述第二丝杠上设有调整旋钮和锁紧钉。
本实用新型的有益效果是:该垂直度检具以对密封塞外螺纹中径径向定位,密封塞端面辅助定位。手动上下料,在被测件台阶面布置一个测点,手动旋转被测件一周测量垂直度。相对比较法测量,测量读数前将数显千分表置零,在旋转过程中人工记录千分表的最大读数。一次操作完成测量,测量效率高,精确度高。
附图说明
图1是实施例的立体图;
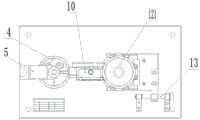
图2是实施例的主视图;
图3是实施例的俯视图。
具体实施方式
以下由特定的具体实施例说明本实用新型的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本实用新型的其他优点及功效。
如图1至图3所示,一种密封塞垂直度检具,包括:底板1、载物部、主轴部、测量部以及调整部。
底板1作为支撑的基础;载物部包括固定座2、旋转轴93系3以及可涨螺套4,所述固定座2与所述底板1的上表面固定连接,所述旋转轴93系3与所述固定座2转动连接,所述可涨螺套4与所述旋转轴93系3固定连接;
主轴部包括水平滑台6、竖直滑柱7以及滑动基座8,所述水平滑台6与所述底板1的上表面固定连接,所述竖直滑柱7的下端与水平滑台6滑动配合,所述滑动基座8与所述竖直滑柱7滑动配合;
测量部包括杠杆92转换机构9、千分表10以及测头11,所述千分表10与所述测头11通过所述杠杆92转换机构9相连接;所述千分表10为数显千分表。
调整部包括第一丝杠12和第二丝杠13,所述竖直滑柱7通过所述第一丝杠12调整其与所述水平滑台6的相对位置,所述滑动基座8通过所述第二丝杠13调整其与所述竖直滑柱7的相对位置。
所述载物部还包括塞板5,所述塞板5的端部设有半圆形凹槽。测量时将密封塞14拧入可涨式螺纹涨套内,采用专用厚度塞板5辅助,给千分表10预留测量空间。
所述杠杆92转换机构9包括壳体91、杠杆92、转轴93以及弹簧94,所述转轴93与所述壳体91固定连接,所述杠杆92与所述转轴93转动连接,所述弹簧94的上端与所述壳体91相连接,其下端与所述杠杆92相连接。
所述测头11与所述杠杆92的一端固定连接,所述千分表10的测杆顶在所述杠杆92的另一端上。
所述可涨螺套4的中心设有通孔44,沿所述通孔44圆周方向设有一个切穿孔壁的第一径向切口41以及两个半切的第二径向切口42,所述可涨螺套4上设有垂直于所述第一径向切口41的螺纹孔43。
所述第一丝杠12上设有调整手轮121,所述第二丝杠13上设有调整旋钮131和锁紧钉132。
测量步骤:
1、将数显千分表电源打开,将被测件按图示拧入可涨螺套4,直到被测件端面与塞板5端面贴合,抽出塞板5,将数显千分表10校零。
2、锁紧可涨螺套4的锁紧钉,手动旋转轴系3一周,旋转过程中观察数显千分表10的显示值,最大显示值与最小显示值的差值即为测量结果。记录数据之后,松开可涨螺套4的锁紧钉,拧下被测件。关闭数显表电源。
3、检具不使用时应将可涨螺套4和塞板5、杠杆92测量装置外露部分涂油防护处理。
以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的实用新型范围内。本实用新型要求保护范围由所附的权利要求书及等同物界定。
在本实用新型的描述中,需要理解的是,术语“前”、“后”、“左”、“右”、“中心”、等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为便于描述本实用新型和简化描述,而不是指示或暗指所指的装置或元件必须具有特定的方位、为特定的方位构造和操作,因而不能理解为对本实用新型保护内容的限制。
Claims (8)
1.一种密封塞垂直度检具,其特征在于,包括:
底板,作为支撑的基础;
载物部,包括固定座、旋转轴系以及可涨螺套,所述固定座与所述底板的上表面固定连接,所述旋转轴系与所述固定座转动连接,所述可涨螺套与所述旋转轴系固定连接;
主轴部,包括水平滑台、竖直滑柱以及滑动基座,所述水平滑台与所述底板的上表面固定连接,所述竖直滑柱的下端与水平滑台滑动配合,所述滑动基座与所述竖直滑柱滑动配合;
测量部,包括杠杆转换机构、千分表以及测头,所述千分表与所述测头通过所述杠杆转换机构相连接;以及
调整部,包括第一丝杠和第二丝杠,所述竖直滑柱通过所述第一丝杠调整其与所述水平滑台的相对位置,所述滑动基座通过所述第二丝杠调整其与所述竖直滑柱的相对位置。
2.根据权利要求1所述密封塞垂直度检具,其特征在于:所述载物部还包括塞板,所述塞板的端部设有半圆形凹槽。
3.根据权利要求1所述密封塞垂直度检具,其特征在于:所述杠杆转换机构包括壳体、杠杆、转轴以及弹簧,所述转轴与所述壳体固定连接,所述杠杆与所述转轴转动连接,所述弹簧的上端与所述壳体相连接,其下端与所述杠杆相连接。
4.根据权利要求3所述密封塞垂直度检具,其特征在于:所述测头与所述杠杆的一端固定连接,所述千分表的测杆顶在所述杠杆的另一端上。
5.根据权利要求1所述密封塞垂直度检具,其特征在于:所述可涨螺套的中心设有通孔,沿所述通孔圆周方向设有一个切穿孔壁的第一径向切口以及两个半切的第二径向切口,所述可涨螺套上设有垂直于所述第一径向切口的螺纹孔。
6.根据权利要求5所述密封塞垂直度检具,其特征在于:所述可涨螺套的通孔上设有螺纹。
7.根据权利要求1所述密封塞垂直度检具,其特征在于:所述第一丝杠上设有调整手轮,所述第二丝杠上设有调整旋钮和锁紧钉。
8.根据权利要求1所述密封塞垂直度检具,其特征在于:所述千分表为数显千分表。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202023236191.1U CN213688184U (zh) | 2020-12-29 | 2020-12-29 | 一种密封塞垂直度检具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202023236191.1U CN213688184U (zh) | 2020-12-29 | 2020-12-29 | 一种密封塞垂直度检具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN213688184U true CN213688184U (zh) | 2021-07-13 |
Family
ID=76740281
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202023236191.1U Active CN213688184U (zh) | 2020-12-29 | 2020-12-29 | 一种密封塞垂直度检具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN213688184U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114322695A (zh) * | 2021-11-29 | 2022-04-12 | 烟台博昌汽车标准件有限公司 | 一种油塞类产品的跳动检测工装 |
-
2020
- 2020-12-29 CN CN202023236191.1U patent/CN213688184U/zh active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114322695A (zh) * | 2021-11-29 | 2022-04-12 | 烟台博昌汽车标准件有限公司 | 一种油塞类产品的跳动检测工装 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100507436C (zh) | 大锥孔测量仪 | |
| CN107643039B (zh) | 一种用于检测舵承基座安装精度的工装及其使用方法 | |
| CN213688184U (zh) | 一种密封塞垂直度检具 | |
| CN100523710C (zh) | 回转体偏心锥孔与圆周面距离的测量器 | |
| CN102003931B (zh) | 7:24工具锥柄综合检测方法及装置 | |
| CN207936891U (zh) | 一种内螺纹中径测量仪 | |
| CN112129202A (zh) | 一种大浅孔的检测方法及装置 | |
| CN113739667B (zh) | 检具、涡轮增压器中间壳检测方法 | |
| CN216694778U (zh) | 一种螺纹孔深度和垂直度的检测装置 | |
| CN114459322A (zh) | 一种离合器压盘锥度测量工装以及使用方法 | |
| CN101726234A (zh) | 轴端中心孔精密检具 | |
| CN213363640U (zh) | 轴承滚子外径检具 | |
| CN210981108U (zh) | 内花键齿顶圆直径检验夹具 | |
| CN110608652B (zh) | 一种内孔孔径精密测量装置及测量方法 | |
| CN110806165B (zh) | 一种孔与端平面的垂直度测具及其测量方法 | |
| CN210802292U (zh) | 一种两端对称内台阶管状工件的内台阶高度测量装置 | |
| CN209857836U (zh) | 一种汽缸盖阀座孔与导管孔同轴度检具 | |
| CN217764808U (zh) | 锥孔锥度检测器 | |
| CN211042010U (zh) | 锚杆钻机马达壳体综合检测装置 | |
| CN215909789U (zh) | 一种高精度球面高度检具 | |
| CN211651463U (zh) | 一种用于测量外径的高精度检测装置 | |
| CN219914308U (zh) | 一种齿盘平面度检测工具 | |
| CN220853362U (zh) | 一种盘套类零件的圆度检测装置 | |
| CN216898695U (zh) | 一种轴承孔深度检测工具 | |
| CN216694747U (zh) | 一种高度检测检具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |