CN1074484C - 用于造纸机压榨部的在机器上可缝合的多轴向压榨织物 - Google Patents
用于造纸机压榨部的在机器上可缝合的多轴向压榨织物Info
- Publication number
- CN1074484C CN1074484C CN98125946A CN98125946A CN1074484C CN 1074484 C CN1074484 C CN 1074484C CN 98125946 A CN98125946 A CN 98125946A CN 98125946 A CN98125946 A CN 98125946A CN 1074484 C CN1074484 C CN 1074484C
- Authority
- CN
- China
- Prior art keywords
- fabric
- machine
- layer
- press
- multiaxis
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B23/00—Layered products comprising a layer of cellulosic plastic substances, i.e. substances obtained by chemical modification of cellulose, e.g. cellulose ethers, cellulose esters, viscose
- B32B23/02—Layered products comprising a layer of cellulosic plastic substances, i.e. substances obtained by chemical modification of cellulose, e.g. cellulose ethers, cellulose esters, viscose in the form of fibres or filaments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F1/00—Wet end of machines for making continuous webs of paper
- D21F1/0027—Screen-cloths
- D21F1/0054—Seams thereof
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F7/00—Other details of machines for making continuous webs of paper
- D21F7/08—Felts
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F7/00—Other details of machines for making continuous webs of paper
- D21F7/08—Felts
- D21F7/083—Multi-layer felts
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F7/00—Other details of machines for making continuous webs of paper
- D21F7/08—Felts
- D21F7/10—Seams thereof
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S162/00—Paper making and fiber liberation
- Y10S162/90—Papermaking press felts
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/2419—Fold at edge
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24777—Edge feature
- Y10T428/24785—Edge feature including layer embodying mechanically interengaged strands, strand portions or strand-like strips [e.g., weave, knit, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/30—Woven fabric [i.e., woven strand or strip material]
- Y10T442/3707—Woven fabric including a nonwoven fabric layer other than paper
- Y10T442/3724—Needled
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/30—Woven fabric [i.e., woven strand or strip material]
- Y10T442/3707—Woven fabric including a nonwoven fabric layer other than paper
- Y10T442/3724—Needled
- Y10T442/3732—Including an additional nonwoven fabric
Landscapes
- Paper (AREA)
- Reinforced Plastic Materials (AREA)
- Sewing Machines And Sewing (AREA)
- Materials For Medical Uses (AREA)
- Polarising Elements (AREA)
- Addition Polymer Or Copolymer, Post-Treatments, Or Chemical Modifications (AREA)
- Electroplating And Plating Baths Therefor (AREA)
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
- Compounds Of Alkaline-Earth Elements, Aluminum Or Rare-Earth Metals (AREA)
- Medicinal Preparation (AREA)
- Pharmaceuticals Containing Other Organic And Inorganic Compounds (AREA)
- Medicines Containing Material From Animals Or Micro-Organisms (AREA)
Abstract
供造纸机压榨部使用的在机器上可缝合的多轴向压榨织物,由一基底织物层制成,该织物由一织物条螺旋缠绕若干相连续的圈组成,每一圈都与相邻的圈紧贴接合。将环形基底织物层展平形成第一、第二织物层,它们在宽度方向边缘的折缝处结合,在该处将每一圈织物条中的横向纱线去掉,形成缝合线圈。将短纤维絮垫材料针刺过第一、二织物层,使它们叠置在一起。在向造纸机中安装时,将一扣钉穿入其两条宽度方向边缘处的叉指状缝合线圈通道内即可。
Description
本发明涉及造纸技术领域,具体说,它涉及在造纸机压榨部使用的压榨织物。
在造纸过程中,将一种纤维浆料,即一种由纤维素纤维组成的水分散液分布到造纸机成形部的移动成形织物上,便可形成一种纤维素纤维网。穿过该成形织物将大量的水从纸浆中抽出,便可将纤维素纤维网保留在成形织物的表面上。
新形成的纤维素纤维网要经历一个从成形部到压榨部的加工过程,其中包括一系列的压榨区。纤维素纤维网穿过压榨区时由一种压榨织物支承着,在多数情况,它被夹持在两层压榨织物之间,在压榨区内,纤维素纤维网要经受压力,以便将水分挤出,同时使纤维网中的纤维素纤维相互粘合在一起,以便将该纤维素纤维网转换成纸页。水分由压榨织物所接收,而且最好不会再返回到纸页中去。
该纸页最后在干燥部进行加工,其中包括至少一系列的旋转干燥辊或辊筒,它们由蒸汽进行内部蒸汽加热。新生成的纸页由一种干燥织物携带着,沿着一种蛇状的路径顺序绕过每一个辊筒,该织物将纸页紧紧地压靠在辊筒的表面上。通过蒸发作用,加热辊筒将纸页中的水分减少到理想的水平。
可以理解,成形织物,压榨织物以及干燥织物都是以封闭环的形式装在造纸机上,其功能如同传送带一样。还可以理解,纸的制造过程是一连续过程,并且加工速度相当高。也就是说,在成形部,纤维浆是连续不断地分布到成形织物上的,而在纸页从干燥部脱离之后,这种新形成的纸页便被连续地卷绕到辊子上。
本发明特别涉及压榨部使用的压榨织物。在造纸过程中,压榨织物起到一种关键性的作用。如上所述,其作用之一便是对生产的纸产品进行支承,并携带着它们穿过压榨区。
压榨织物还参与对纸页表面的处理。也就是说,压榨织物被设计成具有光滑的表面,而且具有均匀的弹性结构,这样,便可以在穿过压榨区的过程中使纸页具有一个光滑而不带印痕的表面。
最重要的是,该压榨织物要接受大量的从压榨区内湿纸页中排出的水分。为了满足这一功能,压榨织物内部必须有一定空间,通常称为孔隙体积,以便水分进入,而且该织物在其整个使用过程中必须具有充分的水渗透性能。最后,在脱离压榨区时,压榨织物还必须能够防止从湿纸页中排出的水分重新返回到纸页中并使之重新变湿。
现今的压榨织物被制成各种不同的格式,以便适应它们所安装的造纸机的需要,满足所制造的纸的等级要求。通常它们包括一层机织底层织物,其中针刺有一种精细的无纺纤维材料的毛层絮垫。这种基底织物可以用单丝,合股单丝,复丝或合股复丝的纱线织造而成,它们可以是单层的、多层的或叠层式的。该纱线一般由任何一种合成聚合物树脂挤制而成,例如聚酰胺及聚酯树脂,这类树脂是造纸机网布领域内普通技术人员为此目的而经常使用的。
该织造的基底织物本身可以具有许多不同的形式。例如,它们可以是环形机织物或者先织成单层机织物,然后再通过机织接缝将其制成环形。也可以采用熟知的改进无端织造工艺来进行生产,其中,基底织物的宽度方向边缘利用其机器方向(MD)纱线制成缝合线圈。在这一过程中,在每一条返回边缘处,MD纱线在织物宽度方向的边缘之间连续地前、后织造,从而形成一个缝合线圈。按这种方式生产出的基底织物,在安装到造纸机的过程中才缝合成环形,因此也被称为在机器上可缝合的织物。为了将这种织物制成环形,其两个宽度方向的边要对在一起,使位于两个边缘处的缝合线圈相互叉指式结合在一起,然后将一个缝合销或者扣钉穿过由叉指式结合在一起的缝合线圈所形成的通道。
此外,可以将一层织造的基底织物放置到由另一织物形成的环形套圈内而将该织造的基底织物形成叠层,然后将一种短纤维毛层针刺穿过两种底层织物,使之相互连为一体。一种或者二种织造基底织物都可以是在机器上可缝合的形式。
在任何情况下,该织造基底织物都是封闭环形的,或者可以被缝合成该形式的,环绕着纵向测量,它们具有具体的长度,沿横向测量,它们具有具体的宽度。由于造纸机的构形是各种各样的,造纸机网布的制造商需要生产出压榨织物及其他类造纸机网布,其尺寸应能适应其客户的造纸机中的各种具体位置。不言自明,这种要求将使流水线生产变得十分困难,因为每一块压榨织物都必须根据订单具体制造。
针对这一需要,为了更快速并高效地生产各种不同长度和宽度的压榨织物,近些年来人们已经在利用一种螺旋式技术来生产压榨织物,该技术在授予Rexfelt等人的美国专利5,360,656中有所披露,该技术在此被用作参考。
美国专利5,360,656公开了一种压榨织物,它包括一层基底织物,该织物中具有一层或多层的针刺入其内的短纤维材料。该基底织物包括至少一层由机织织物构成的螺旋式缠绕的条带,该条带的宽度要小于该基底织物的宽度。该基底织物在纵向上或沿机器方向上是环形的。该螺旋形缠绕条带中长度方向的纱线与该压榨织物的纵向成一个角度。该机织织物条可以是在一种织机上织出的平纹织物,该织机要比通常用来生产造纸机毛毯的那类织机窄一些。
该基底织物包括若干个螺旋形缠绕的并相互结合的圈,它们由较窄的机织织物条组成。该织物条由长度方向的纱(经纱)和横向纱(纬纱)织造而成。由织物条螺旋缠绕形成的这些相邻的条圈可以相互紧贴在一起,由此形成的螺旋形连续缝隙可以采用缝纫、接缝、熔接或者焊接等方式进行封闭。只要是条带边缘的厚度较薄,也可以将相邻的螺旋条圈的相邻接的纵向边缘相互叠置在一起,这样便可以使该重叠区域的厚度不会变大。此外,也可以使条带边缘处的长度方向纱线之间的间距加大,这样,当相邻的螺旋条圈被叠置在一起时,该重叠区域内的纵向纱线间的间距将保持不变。
在任何情况下,都可以获得这样一种机织基底织物,其形状为封闭环形,它具有一个内表面,一个纵向(机器方向)和一个横向(横跨机器方向)。对该机织基底织物的侧边进行修整,使之与纵向(机器方向)相平行。机织基底织物的机器方向与螺旋形连续接缝之间的夹角很小,一般都要小于10°。基于同样的原因,该机织织物条中的长度方向纱线(经纱)与机织基底织物的长度(机器)方向的夹角也同样小。与之相似,机织织物条中垂直于长度方向(经向)纱线的横向(纬向)纱线,与该机织基底织物的横向(横跨机器方向)之间也具有同样较小的夹角。简而言之,机织织物条中无论是长度方向(经向)纱线还是横向(纬向)纱线都是不与该机织基底织物的长度(机器)方向或横向(横跨机器)方向相对正的。
在美国专利5,360,656所述的方法中,其机织织物条被缠绕在两个平行辊上,从而制成机织基底织物。很明显,将一种比较窄的机织织物条以螺旋的形式缠绕到两个平行辊上,可以使制得的封闭环形的基底织物具有不同的长度和宽度,一种特定的环形基底织物的长度取决于其机织织物条的每一个螺旋条圈的长度,而其宽度则取决于该机织织物条的螺旋条圈的数量。这样便可以作到不必根据订货来预先织造出特定长度及宽度的完整基底织物。相反,利用一台20英寸(0.5米)的织机便可以生产出一种机织织物条。但是,出于一些具体原因,最好使用宽度为40~60英寸(1.0~1.5米)的传统织机。
美国专利5,360,656还公开了一种压榨织物,它包括一个双层的基底织物,其中每一层都是由一种机织织物条螺旋缠绕而成的。这两层均为环形套圈的形式,该环形套圈内部的一层则由另外织物构成。具体说,在一层中的机织织物条的螺旋缠绕方向与另一层中机织织物条的螺旋缠绕方向相反。这就是说,一层中的螺旋缠绕条构成一种右手螺旋,而另一层则为左手螺旋。在这样一种双层叠置的基底织物中,每层中的机织织物条中的长度方向(经向)纱线都与该机织基底织物的长度(机器)方向形成一个比较小的夹角,而且其中一层中的机织织物条中的长度方向(经向)纱线与另一层机织织物条中的长度方向(经向)纱线也有一定夹角。同样,每一层机织织物条中的横向(纬向)纱线也与机织基底织物的横向(横跨机器方向)形成一个比较小的夹角,而且其中一层中的机织织物条中的横向(纬向)纱线与另一层机织织物条中横向(纬向)纱线也有一定夹角。简言之,无论哪一层中的机织织物条中的长度方向(经向)或横向(纬向)纱线都不与该基底织物的长度方向(机器方向)或者横向(横跨机器方向)相一致。另外,任何一层机织织物条中的长度方向(经向)纱线及横向(纬向)纱线都不与另一层中的方向一致。
这样,美国专利5,360,656中所述的基底织物并没对机器方向或横跨机器方向的纱线作出限定。取而代之的是,其纱线系统沿着与机器方向及横跨机器方向成一定倾斜角度的方向排列着。这样一种基底织物所构成的压榨织物被称为一种多轴向压榨织物。因为现有技术中的标准压榨织物具有三个轴向:一是机器方向(MD),二是横跨机器方向(CD),三是Z向,它穿过该织物的厚度。而多轴向压榨织物不仅仅具有这三个轴向,而且还具有至少二个另外的轴向,它们由螺旋缠绕层中纱线系统的排列方向所限定。此外,在该多轴向压榨织物的Z向上,还具有多种流通通道。这样,一种多轴向压榨织物至少具有五个轴向。由于这种多轴向结构,与纱线系统相互平行的基底织物层所构成的压榨织物相比,这种多层多轴向压榨织物表现出优越的抵抗性能,即在造纸过程中,在压榨区中相对于所施加的压力它具有更好的抗箝套(nesting)和/或抗塌陷性能。
由于上述已投入生产的多轴向压榨织物仅仅是环形的,它们的使用范围仅限于具有悬臂压辊和其他部件的压榨部,它们允许将一个环形压榨织物从压榨部的一侧装入。由于它们的制造过程比较简单,而且具有良好的抗压性能,由此带来了更多的利益,人们更加需要能提供一种多轴向压榨织物,可以在往压榨部安装的过程中,将该织物缝合成环形,从而使所生产出的这种压榨织物同样可以用于缺乏悬臂式部件的造纸机。为了适应这一需要,本发明开发了一种在机器上可缝合的多轴向压榨织物。
本发明涉及一种供造纸机压榨部使用的机器上可缝合的多轴向压榨织物。它包括一个基底织物,该织物具有第一织物层和第二织物层。
该基底织物是由一种环形基底织物层组合成的,该织物层包括一种织物条,该织物条具有第一和第二侧边,还有若干长度方向纱线和若干横向纱线。将该织物条以螺旋的形式相邻地缠绕若干圈,使第一织物条圈中的第一侧边紧靠着相邻条圈中的第二侧边,这样便形成了一条螺旋形的连续接缝,它将织物条带的两个相邻条圈分离开。通过将第一和第二侧边相互对接可以将该接缝封闭住,这样就可以形成一种环形的基底织物层,它具有一个机器方向,一个横跨机器方向,一个内表面和一个外表面。
将该环形基底织物层展平,便可产生第一和第二织物层。当该环形基底织物层被展平时,在其折缝处便产生了两条宽度方向边缘,两层织物在此处相互结合在一起。在展平的环形基底织物的每个宽度方向边缘处,将每一圈织物条带中的至少一根横向纱线从折缝去除掉。这样便可产生出织物条中长度方向纱线的不受约束部分。该不受约束的部分被用作缝合线圈,以便将该展平的基底织物层的两条宽度方向边缘相互连接起来以形成一个环形圈。
也可以不对该环形基底织物层进行展平面产生对折,而对可以将该环形基底织物层的环形长度进行均分的任意二个位置作出标记,例如采用一块带尖的毛毡片作标记,将一根带子沿横跨机器方向放置,使之横穿该环形基底织物层,然后将每一圈织物条中的至少一根横向纱线从标记带子处去除掉,由此形成该织物条的长度方向纱线中的不受约束部分。
将至少一层短纤维毛层絮垫材料针刺入第一、二织物层的一层之中,并使之穿过第一、二织物层中的另外一层,这样便可将第一织物层以及第二织物层相互叠置在一起。
下面将参照以下的附图对本发明作更完整更详细的说明。
附图1是一幅顶视平面示意图,它示出了本发明的可在机器上进行缝合的多轴向压榨织物中基底织物层的制造方法;
附图2是修整过的基底织物层的顶平面视图;
附图3是沿图1中3-3线作的剖面图;
附图4是基底织物层在展平时的顶视平面图;
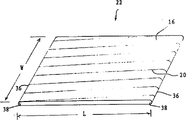
附图5是图4所示的基底织物层的一透视图;
附图6是沿图4中6-6线时展平后基底织物层作的剖面示意图;
附图7是基底织物层的一部分表面的一个平面图;
附图8是图7中的基底织物层在将一部分横向纱线去除之后其一部分表面的平面视图;
附图9是在将横向纱线去掉之后,与图6相类似的一幅剖面示意图;
附图10,11和12是本发明的在机器上可缝合的多轴向压榨织物在各连续制造步骤中的几幅剖面示意图。
现在参照附图进行说明。图1是一幅顶视示意图,它描述了本发明的可在机器上缝合的多轴向压榨织物中基底纤维层的制造方法。该方法可以利用一种设备10进行实施,该设备10包括第一辊12和第二辊14,它们相互平行,且沿箭头所示的方向进行旋转。从存贮辊18中引出的一根机织织物条16以一种连续螺旋的形式缠绕在第一辊12和第二辊14上。可以看出,随着织物条16在辊12,14上的缠绕,必须使存贮辊18沿着第二辊14(朝着图1的右方)以一个适宜的速度进行运动。
第一辊12与第二辊14的间距为D,它取决于所制造的基底织物层的总长度C。该总长度C是环绕着该层的环形沿纵向(沿机器方向)测出的。很明显,该总长度C等于所制造的可在机器上缝合的多轴向压榨织物长度的两倍。机织织物条16的宽度为W,它从存贮辊18中以螺旋形式卷绕到第一辊和第二辊12,14上,形成若干个圈,而存贮辊18在该卷绕过程中则可以沿第二辊14进行移动。织物条16所形成的连续条圈相互邻接,通过缝纫、接缝(Stitching)、熔合或焊接的方式使它们沿着螺旋形的连续接缝20相互结合在一起,从而形成了如图2所示的基底织物层22。当足够圈数的织物条16被制成,从而形成预定宽度W的底层22时,这种螺旋形的卷绕便告结束,所述的宽度W是跨越该底层22的环形沿横向(横跨机器的方向)测量的。这样制成的基底织物层22具有一个内表面,一个外表面,一个机器方向和一个横跨机器的方向。很明显,起初基底织物层22的侧边缘将不平行于其机器方向,必须沿直线24对其进行修整,使该底层22的宽度达到预定尺寸W,而且使其两条侧边平行于其环形结构的机器方向。
织物条16可以用一种合成聚合物树脂的单丝、合股单丝或复丝纱线机织而成,例如聚酯或聚酰胺,其方式与造纸业中所使用的其他织物的织造方式相同。织成之后,在将其临时存贮到存贮辊18上之前,可以用传统的方式对其进行热定型。织物条16中包含有长度方向的纱线和横向纱线,例如,长度方向的纱线可以是合股单丝纱线,而横向纱线则可以是单丝纱线。此外,织物条16还可以是一种单层织物或者多层织物。
也可以在织物条16织完并对其以传统的方式进行热定型之后,直接从一热定型单元送向设备10,而不在存贮辊18上作临时存贮。也可以通过选择适合的材料及产品的结构形式(组织、纱线尺寸以及支数)来省略掉热定型。
图3是沿图1中3-3线对织物条16作的剖面视图。它包括长度方向的纱线26及横向纱线28,两者均被示作单丝,它们以一种单层组织被交织在一起。具体说,图中所示的是一种平纹织物,但应当明白,可以采用织造造纸机毛毯时所使用的任何一种织物花型来织造织物条16。由于织物条16是螺旋状卷绕成基底织物层22的,所以其长度方向纱线26及横向纱线28均不与底层22的机器方向及横跨机器方向对齐。相反,长度方向纱线26相对于底层22的机器方向成一个很小的角度θ,如图2中顶视图所示的那样,该角度的大小可表示出织物条16的螺旋圈节距的大小。如前所述,该角度一般小于10°。由于织物条16中的横向纱线28与长度方向纱线26大致成90°夹角,所以横向纱线28与底层22的横跨机器方向也形成一个相同的微小夹角θ。
机织织物条16具有一个第一侧边30及一个第二侧边32,它们限定了该机织织物条16主体的宽度。当织物条16被螺旋卷绕到第一辊和第二辊12,14上时,每个织物条圈的第一侧边30都压靠在先卷绕上的第二侧边32上。
当该基底织物层22被制成之后,在将其从设备10中移出之前,可以对其进行热定型。在移出之后,将其展平,如图4的平面图所示。这样便使该基底织物层22形成一种双层织物,其长度L等于该基底织物层22在设备10上所测得的总长度C的一半,而宽度则为W。机织织物条16中相邻的条圈之间的接缝20,在该双层织物的上层中朝一个方向倾斜,而在其下层中则朝另一个方向倾斜,如图4中虚线所示。展平的基底织物层22具有两个宽度方向边缘36。
图5为该基底织物层22在展平状态下的一幅透视图。该展平基底织物层22的两个宽度方向边缘36处形成折缝38,该折缝与其横向或横跨机器的方向对齐。
图6是沿图4中6-6线所作的剖面示意图。根据本发明,织物条16中的若干根横向纱线28以及若干部位被从折缝38附近去除掉,以便借助于长度方向纱线26中的不受约束部分,使第一织物层40与第二织物层42在其宽度方向边缘36处能够相互结合在一起。长度方向纱线26中的这些不受约束部分最终形成缝合线圈,以便在向造纸机上安装的过程中,将由基底织物层22所形成的造纸机织物连接成环形。
在该展平基底织物层22的两个宽度方向边缘36处形成长度方向纱线26的不受约束部分之所以复杂,是由两个因素决定的。首先,由于该织物条16的宽度小于基底织物层22,其中的横向纱线28不能贯穿该基底织物层22的整个宽度。其次,也是最重要的因素是该织物条16是以螺旋形缠绕的方式构成基底织物层22的,其横向纱线并不是沿该基底织物层22的横跨机器方向排列的,因此也就不平行于折缝38。如上所述,横向纱线28与该基底织物层22的横跨机器方向构成一个很小的角度θ,它一般小于10°。这样,为了在折缝38处形成长度方向纱线26的不受约束部分,必须以一种分步的形式沿该基底织物层22的宽度W将横向纱线28从基底织物层22的折缝38处抽出。
为了便于说明,图7绘制了基底织物层22局部表面的平面图,它位于一条折缝38中靠近相邻的织物条16的螺旋条圈之间的螺旋形连续接缝20附近。长度方向纱线26与横向纱线28分别相对于机器方向(MD)及横跨机器方向(CD)形成一个很小的角度。
折缝38在图7中用虚线表示,在邻近的横向纱线28被抽出的过程中它将变平。如上所述,在实践中该基底织物层22将被展平,其两条宽度方向边缘36处的折缝38要用某种方式进行标明,以便在展平的过程中使其位置变得很明显。为了在折缝38处形成理想的长度方向纱线26的不受约束的部分,必须从一个区域中将横向纱线28去除,该区域由虚线46,48所限定,它们分别位于折缝38的两侧,并与折缝38的间距相同。由于横向纱线28不平行于折缝38或虚线46,48,经常需要仅仅将选定横向纱线28中的一部分去除,例如图7中的横向纱线50,从而将虚线46,48之间的空间内的横向纱线28清除掉。
图8是与图7所示的基底织物层22的表面部位相同的一幅平面视图,它表示了将横向纱线28从以折缝38为中心的区域内去除之后的情形。在折缝38所在的区域内,长度方向纱线26的不受约束的部分44,在虚线46,48之间延伸。横向纱线50中通过虚线46的部分已被去掉,如上所指述的那样。
在将横向纱线28从以折缝38为中心的区域内去除掉之后,基底织物层22再次被展平,借助于长度方向纱线26中的不受约束的部分44,使第一织物层40与第二织物层42相互结合在一起。图9是一幅剖面示意图,与图6相似,它表示了该展平后的基底织物层22中的一条宽度方向边缘36的状态。
参照图10,将一种环形缆绳52放置在第一织物层40与第二织物层42之间,而且使之顶靠着长度方向纱线26的不受约束的部分44。例如可以采用接缝54的方式将环形缆绳52附近的第一织物层40与第二织物层42连接在一起,以便由长度方向纱线26中不受约束部分44形成缝合线圈56。也可以利用本领域普通技术人员所熟知的、可以实现该目的的任何其他方式来将环形缆绳52附近的第一织物层40与第二织物层42接合在一起。
然后将环形缆绳52去掉,并在展平的基底织物层22的两宽度方向边缘36处,将按前述方法制成的缝合线圈56相互叉指式接在一起,其方式是本领域普通技术人员众所周知的。如图11所示,将一个扣钉58穿入叉指式缝合线圈56所形成的通道内,便可使展平的基底织物层22的两个宽度方向边缘36相互结合起来,从而制成一条双层基底织物60,用于一种在机器上可缝合的多轴向压榨织物。
就此而言,这种双层基底织物60可以再次进行热定型。在任何情况下,都可以将一层或多层短纤维毛层絮垫材料62针刺并穿过叠置在一起的第一织物层40,以及第二织物层42,将它们相互结合在一起,从而完成在机器上可缝接的多轴向压榨织物64的制造过程。所述的短纤维絮垫材料62是一种聚合物树脂材料,最好是一种聚酰胺或聚酯树脂。
最后,可以将扣钉58去除掉,将短纤维毛层絮垫材料62在缝合线圈56附近切割,将压榨织物64打开,以便将之运往造纸厂,并随后安装到造纸机上。
对于本领域的普通技术人员来说,可以对以上内容作出种种改进,但不能使本发明的改进超出其权利要求的范围。
Claims (10)
1.一种用于造纸机压榨部的在机器上可缝合的多轴向压榨织物,该压榨织物包括:
一种基底织物,它具有第一织物层及第二织物层,这两层是由一个环形的基底织物层构成的,该环形基底织物层包括一层织物条,该织物条具有一条第一侧边及一条第二侧边,若干根长度方向纱线及横向纱线,该织物条以螺旋的形式缠绕成若干个相邻的条圈,其中所述的被指定为第一织物条圈的第一侧边与其相邻条圈的第二侧边相接合,从而形成了一条螺旋形的连续接缝,它将所述的织物条的相邻的条圈分离开,使该织物条中的第一、二侧边相互紧靠在一起,从而将所述的螺旋形连续接缝封闭住,并形成一个封闭环形的基底织物层,它具有一个机器方向,一个横跨机器的方向,一个内表面和一个外表面,将该环形基底织物层展平,从而产生了所述的第一织物层及第二织物层,它们具有两条宽度方向边缘,沿着这两个宽度方向边缘所形成的折缝,第一织物层与第二织物层相连接在一起,在所述的两条宽度方向边缘所形成的折缝处,将所述织物条每一圈中至少一根横向纱线去除,以便在所述的折缝处形成该织物条中长度方向纱线的不受约束部分,该不受约束部分构成缝合线圈,以便将展平基底织物层的两条宽度方向边缘相互连接,形成环圈;以及
至少一层短纤维毛层絮垫材料,它被针刺入第一、二织物层的一层内,并到达所述的第一和第二织物层中的另一层,从而将所述的第一织物层和第二织物层相互叠置在一起。
2.如权利要求1所述的在机器上可缝合的多轴向压榨织物,其特征在于,所述的织物条是由所述的长度方向纱线与横向纱线机织而成的。
3.如权利要求1所述的在机器上可缝合的多轴向压榨织物,其特征在于,所述的织物条是一种单层机织物。
4.如权利要求1所述的在机器上可缝合的多轴向压榨织物,其特征在于,所述的织物条是一种多层机织物。
5.如权利要求1所述的在机器上可缝合的多轴向压榨织物,其特征在于,所述织物条中的长度方向纱线及横向纱线是一种合成聚合物树脂材料。
6.如权利要求1所述的在机器上可缝合的多轴向压榨织物,其特征在于,所述的基底织物层的侧边沿着与机器方向平行的方向被进行修整。
7.如权利要求1所述的在机器上可缝合的多轴向压榨织物,其特征在于,所述的织物条与所述基底织物层的机器方向形成一个小于10°的夹角。
8.如权利要求1所述的在机器上可缝合的多轴向压榨织物,其特征在于,它还包括至少一层短纤维毛层絮垫材料,它们被针刺入第一、二织物层中的另外一层之内。
9.如权利要求1所述的在机器上可缝合的多轴向压榨织物,其特征在于,所述的短纤维毛层絮垫材料为一种聚合物树脂材料。
10.如权利要求9所述的在机器上可缝合的多轴向压榨织物,其特征在于,所述的聚合物树脂材料选自于一组由聚酰胺和聚酯树脂组成的材料。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US144771 | 1998-09-01 | ||
| US09/144,771 US5939176A (en) | 1998-09-01 | 1998-09-01 | Warp loop seam |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1246550A CN1246550A (zh) | 2000-03-08 |
| CN1074484C true CN1074484C (zh) | 2001-11-07 |
Family
ID=22510063
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN98125946A Expired - Lifetime CN1074484C (zh) | 1998-09-01 | 1998-12-30 | 用于造纸机压榨部的在机器上可缝合的多轴向压榨织物 |
Country Status (16)
| Country | Link |
|---|---|
| US (1) | US5939176A (zh) |
| EP (1) | EP0984098B1 (zh) |
| JP (1) | JP3868158B2 (zh) |
| KR (1) | KR100474031B1 (zh) |
| CN (1) | CN1074484C (zh) |
| AT (1) | ATE243277T1 (zh) |
| AU (1) | AU712007B1 (zh) |
| BR (1) | BR9900548B1 (zh) |
| CA (1) | CA2253048C (zh) |
| DE (1) | DE69815680T2 (zh) |
| ES (1) | ES2198640T3 (zh) |
| ID (1) | ID23702A (zh) |
| NO (1) | NO315091B1 (zh) |
| NZ (1) | NZ332949A (zh) |
| TW (1) | TW438672B (zh) |
| ZA (1) | ZA9810582B (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105484088A (zh) * | 2005-04-28 | 2016-04-13 | 阿尔巴尼国际公司 | 多轴向织物及其形成方法 |
Families Citing this family (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6117274A (en) * | 1998-09-03 | 2000-09-12 | Albany International Corp. | Multilayer laminate seam fabric |
| US6723208B1 (en) * | 2000-10-05 | 2004-04-20 | Albany International Corp. | Method for producing spiral wound paper machine clothing |
| CN101591865A (zh) * | 2000-10-23 | 2009-12-02 | 奥尔巴尼国际公司 | 缝合的造纸机织物 |
| US6776878B2 (en) * | 2002-04-02 | 2004-08-17 | Albany International Corp. | Laminated multiaxial press fabric |
| US7101599B2 (en) * | 2002-05-06 | 2006-09-05 | Albany International Corp. | Method to increase bond strength and minimize non-uniformities of woven two-layer multiaxial fabrics and fabric produced according to same |
| ATE319561T1 (de) * | 2002-07-05 | 2006-03-15 | Fleissner Gmbh | Produkt und verfahren zur herstellung eines vliesstoffes mittels hydrodynamischer vernadelung |
| US20040127129A1 (en) * | 2002-12-31 | 2004-07-01 | Shuiyuan Luo | Grooved-shape monofilaments and the fabrics made thereof |
| US7147756B2 (en) | 2003-02-11 | 2006-12-12 | Albany International Corp. | Unique fabric structure for industrial fabrics |
| DE10308826A1 (de) * | 2003-02-27 | 2004-09-16 | Heimbach Gmbh & Co. | Papiermaschinenbespannung |
| US6989080B2 (en) * | 2003-06-19 | 2006-01-24 | Albany International Corp. | Nonwoven neutral line dryer fabric |
| US7238259B2 (en) * | 2003-12-10 | 2007-07-03 | Albany International Corp. | Methods of seaming |
| US20050179160A1 (en) * | 2004-02-12 | 2005-08-18 | Jeff Moreau | Method for increasing the surface friction of sheet piling segments |
| US7381308B2 (en) * | 2004-05-12 | 2008-06-03 | Albany International Corp. | Seam for multiaxial papermaking fabrics |
| US7229531B2 (en) * | 2004-05-12 | 2007-06-12 | Albany International Corp. | Method of seaming a multiaxial papermaking fabric to prevent yarn migration |
| US7384515B2 (en) * | 2005-04-22 | 2008-06-10 | Albany International Corp. | Four layer seam multi-axial fabric |
| US7207355B2 (en) * | 2005-05-06 | 2007-04-24 | Astenjohnson, Inc. | Multi-axial seamed papermaking fabric and method |
| US7794555B2 (en) * | 2007-09-05 | 2010-09-14 | Albany International Corp. | Formation of a fabric seam by ultrasonic gap welding of a flat woven fabric |
| US8088256B2 (en) * | 2007-09-05 | 2012-01-03 | Albany International Corp. | Process for producing papermaker's and industrial fabric seam and seam produced by that method |
| ES2819283T3 (es) | 2007-09-05 | 2021-04-15 | Albany Int Corp | Proceso para la producción de costura para tela de papelería e industrial y costura producida por ese método |
| US7897018B2 (en) * | 2007-09-05 | 2011-03-01 | Albany International Corp. | Process for producing papermaker's and industrial fabrics |
| US7892402B2 (en) * | 2007-10-05 | 2011-02-22 | Albany International Corp. | Flat woven full width on-machine-seamable fabric |
| US8043477B2 (en) * | 2008-02-25 | 2011-10-25 | Voith Patent Gmbh | Belt and method of making a belt for a paper making machine |
| US8353252B1 (en) * | 2011-12-05 | 2013-01-15 | Voith Patent Gmbh | Process for preparing a seam area for a PMC base fabric |
| CN103015251B (zh) * | 2012-12-13 | 2016-05-11 | 安徽太平洋特种网业有限公司 | 一种高强度小透气量扁丝干网的生产工艺 |
| CN103434218A (zh) * | 2013-08-29 | 2013-12-11 | 苏州宏优纺织有限公司 | 一种防紫外线醋酸纤维面料 |
| JP6497678B2 (ja) | 2015-07-21 | 2019-04-10 | イチカワ株式会社 | 抄紙用フェルト及びその製造方法 |
| JP6521447B2 (ja) | 2015-07-28 | 2019-05-29 | イチカワ株式会社 | 抄紙用フェルト |
| JP6739176B2 (ja) * | 2016-01-20 | 2020-08-12 | イチカワ株式会社 | シームループを有する抄紙用フェルト用基布およびその製造方法 |
| FI20165065A (fi) * | 2016-02-01 | 2017-08-02 | Valmet Technologies Oy | Pohjakangas, puristinhuopa ja menetelmä saumallisen pohjakankaan tekemiseksi |
| EP3235949B1 (en) | 2016-04-21 | 2018-05-23 | Ichikawa Co., Ltd. | Papermaking felt |
| AU2017278300B2 (en) * | 2016-06-10 | 2022-10-20 | Duke University | Warp knit fabric for textile and medical applications and methods of manufacturing the same |
| FI130095B (en) * | 2019-09-09 | 2023-01-31 | Valmet Technologies Oy | Fabric for paper or cellulose technology and method for producing a fabric for paper or cellulose technology |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4896702A (en) * | 1988-12-01 | 1990-01-30 | Niagara Lockport Industries Inc. | Seam construction for papermaking fabrics |
| US5360656A (en) * | 1990-12-17 | 1994-11-01 | Albany International Corp. | Press felt and method of manufacturing it |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6028720Y2 (ja) * | 1982-02-22 | 1985-08-30 | 大和紡績株式会社 | 抄紙用ドライヤ−カンバスにおける継手部 |
| US4695498A (en) * | 1982-07-20 | 1987-09-22 | Asten Group, Inc. | Papermakers flat woven fabric |
| JPH0324639Y2 (zh) * | 1986-11-27 | 1991-05-29 | ||
| GB8814436D0 (en) * | 1988-06-17 | 1988-07-20 | Scapa Group Plc | Papermachine clothing |
| JPH0640639Y2 (ja) * | 1988-08-10 | 1994-10-26 | 大和紡績株式会社 | 抄紙用ドライヤーカンバスの継手部 |
| JPH0294299U (zh) * | 1989-01-11 | 1990-07-26 | ||
| US5110672A (en) * | 1991-06-19 | 1992-05-05 | Huyck Corporation | Papermakers' press felt with base fabric that does not require seaming |
| JP3361650B2 (ja) * | 1995-03-11 | 2003-01-07 | 市川毛織株式会社 | 抄紙用シームフェルト |
| SE505390C2 (sv) * | 1995-11-30 | 1997-08-18 | Albany Int Corp | Laminerad beklädnad samt metod och ämne för framställning därav |
| US5785818A (en) * | 1997-02-27 | 1998-07-28 | Jwi Ltd. | Multiaxial pin seamed papermaker's press felt |
-
1998
- 1998-09-01 US US09/144,771 patent/US5939176A/en not_active Expired - Lifetime
- 1998-11-02 NO NO19985117A patent/NO315091B1/no not_active IP Right Cessation
- 1998-11-06 CA CA 2253048 patent/CA2253048C/en not_active Expired - Fee Related
- 1998-11-19 ZA ZA9810582A patent/ZA9810582B/xx unknown
- 1998-11-20 KR KR10-1998-0049873A patent/KR100474031B1/ko not_active IP Right Cessation
- 1998-11-23 NZ NZ33294998A patent/NZ332949A/xx not_active IP Right Cessation
- 1998-12-08 AU AU96140/98A patent/AU712007B1/en not_active Ceased
- 1998-12-21 DE DE1998615680 patent/DE69815680T2/de not_active Expired - Lifetime
- 1998-12-21 EP EP98124172A patent/EP0984098B1/en not_active Expired - Lifetime
- 1998-12-21 ES ES98124172T patent/ES2198640T3/es not_active Expired - Lifetime
- 1998-12-21 AT AT98124172T patent/ATE243277T1/de active
- 1998-12-30 CN CN98125946A patent/CN1074484C/zh not_active Expired - Lifetime
-
1999
- 1999-01-08 TW TW88100272A patent/TW438672B/zh not_active IP Right Cessation
- 1999-02-08 BR BRPI9900548-4A patent/BR9900548B1/pt not_active IP Right Cessation
- 1999-08-31 ID ID990828A patent/ID23702A/id unknown
- 1999-08-31 JP JP24418499A patent/JP3868158B2/ja not_active Expired - Lifetime
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4896702A (en) * | 1988-12-01 | 1990-01-30 | Niagara Lockport Industries Inc. | Seam construction for papermaking fabrics |
| US5360656A (en) * | 1990-12-17 | 1994-11-01 | Albany International Corp. | Press felt and method of manufacturing it |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105484088A (zh) * | 2005-04-28 | 2016-04-13 | 阿尔巴尼国际公司 | 多轴向织物及其形成方法 |
| CN105484088B (zh) * | 2005-04-28 | 2018-06-01 | 阿尔巴尼国际公司 | 多轴向织物及其形成方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| NO985117D0 (no) | 1998-11-02 |
| US5939176A (en) | 1999-08-17 |
| EP0984098A3 (en) | 2000-04-05 |
| ES2198640T3 (es) | 2004-02-01 |
| AU712007B1 (en) | 1999-10-28 |
| NZ332949A (en) | 1999-02-25 |
| ATE243277T1 (de) | 2003-07-15 |
| KR20000022004A (ko) | 2000-04-25 |
| JP3868158B2 (ja) | 2007-01-17 |
| TW438672B (en) | 2001-06-07 |
| CN1246550A (zh) | 2000-03-08 |
| BR9900548B1 (pt) | 2009-01-13 |
| EP0984098A2 (en) | 2000-03-08 |
| CA2253048C (en) | 2001-01-02 |
| NO315091B1 (no) | 2003-07-07 |
| DE69815680T2 (de) | 2003-12-11 |
| NO985117L (no) | 2000-03-02 |
| KR100474031B1 (ko) | 2005-07-18 |
| DE69815680D1 (de) | 2003-07-24 |
| BR9900548A (pt) | 2000-01-11 |
| ZA9810582B (en) | 1999-05-25 |
| EP0984098B1 (en) | 2003-06-18 |
| JP2000080586A (ja) | 2000-03-21 |
| ID23702A (id) | 2000-05-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1074484C (zh) | 用于造纸机压榨部的在机器上可缝合的多轴向压榨织物 | |
| CN1246411A (zh) | 预成型缝合织物 | |
| CN1243641C (zh) | 多层叠置的缝合织物 | |
| EP1477608B1 (en) | Method for joining nonwoven mesh products | |
| CN1225587C (zh) | 用于造纸机抄纸用织物的层压结构 | |
| US6776878B2 (en) | Laminated multiaxial press fabric | |
| CN1461367A (zh) | 接缝造纸机织物的基本构件 | |
| JP2001040595A (ja) | 成型糸を有している多軸プレス布 | |
| US7407564B2 (en) | Stratified press fabric | |
| JP2001040594A (ja) | 角度のついた織を持つ多軸プレス布 | |
| CN1320207C (zh) | 使织造的双层多轴织物连接强度增加、不均匀性减少的方法及由此方法制得的织物 | |
| AU2003225757C1 (en) | Laminated multiaxial press fabric | |
| MXPA98010083A (en) | Point fabric sewing with urdim | |
| MXPA98009852A (es) | Tela cosida preformada | |
| MXPA00006700A (en) | Multi-axial press fabric | |
| MXPA98009853A (en) | Cosas, laminated, multip layer |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C06 | Publication | ||
| PB01 | Publication | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CX01 | Expiry of patent term | ||
| CX01 | Expiry of patent term |
Granted publication date: 20011107 |