CN107379517B - 通过增材制造打印的部分中的改进层间粘附 - Google Patents
通过增材制造打印的部分中的改进层间粘附 Download PDFInfo
- Publication number
- CN107379517B CN107379517B CN201710255595.9A CN201710255595A CN107379517B CN 107379517 B CN107379517 B CN 107379517B CN 201710255595 A CN201710255595 A CN 201710255595A CN 107379517 B CN107379517 B CN 107379517B
- Authority
- CN
- China
- Prior art keywords
- material applicator
- heater
- heating elements
- printing system
- applicator
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/115—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces by spraying molten metal, i.e. spray sintering, spray casting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/295—Heating elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
- B29C64/118—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using filamentary material being melted, e.g. fused deposition modelling [FDM]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/386—Data acquisition or data processing for additive manufacturing
- B29C64/393—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/40—Structures for supporting 3D objects during manufacture and intended to be sacrificed after completion thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/245—Platforms or substrates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2101/00—Use of unspecified macromolecular compounds as moulding material
- B29K2101/12—Thermoplastic materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
- B33Y50/02—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Coating Apparatus (AREA)
Abstract
一种三维物体打印系统,其改进物体的层间粘附。所述打印系统包含平台,三维物体构建在所述平台上。所述打印系统中的材料施用器排出材料以在所述平台上形成所述物体的层。所述材料施用器还包含加热器,所述加热器经配置以在所述材料施用器在第一方向及第二方向上移动时在所述材料施用器之前加热所述物体的所述层,两个方向均平行于所述平台。
Description
技术领域
本文档中揭示的系统和方法涉及产生三维物体的打印机,且更具体地说,涉及用于改进通过此类打印机打印的部分的层间粘附的装置和方法。
背景技术
数字三维制造(也称为数字增材制造)为由数字数据模型制成几乎任何形状的三维固体物体的过程。三维打印可区别于传统的物体形成技术,所述传统的物体形成技术主要依赖于通过减去过程(例如,切割或钻孔)从工件去除材料。举例来说,熔合长丝制造(FFF)打印为增材过程,其中一个或多个材料施用器挤出聚合物长丝以在衬底上形成呈不同形状的连续材料层。在一些实施例中,聚合物长丝包含填料,例如金属粒子或纤维;或聚合物长丝包括涂布有聚合物的金属线。
聚合物长丝通常从线圈解开且被馈入到材料施用器中以为层提供材料。如在下文中更详细地描述,在材料施用器中,将长丝加热到提高材料的柔软性的温度,从而使得能够在经控制速率下经由喷嘴将材料选择性地挤出到平台上。衬底通常支撑在平台上,且一个或多个材料施用器以操作方式连接到一个或多个致动器以供一个或多个材料施用器相对于平台的经控制移动从而产生形成物体的层。材料施用器通常经由数值上经控制的机构相对于平台垂直和水平地移动以在将材料沉积于衬底上之前将喷嘴定位在x维、y维和z维坐标处。在替代实施例中,相对于材料施用器移动平台。
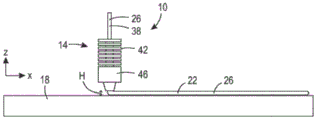
在图6A到6D中说明用于通过FFF打印系统10产生三维物体的一个过程。如图6A中所展示,在打印操作期间,相对于部件18定位至少一个材料施用器14以在z维度上使至少一个材料施用器14在部件18上方竖直地隔开高度H。当在x维度上相对于部件18驱动至少一个材料施用器14时,所述至少一个材料施用器14将具有长度L的材料26的层22(图6B中所展示)沉积于部件18上。
材料26作为由至少一个材料施用器14的熔化器42加热的长丝38被馈入到至少一个材料施用器14中。如上文所提及,熔化器42将长丝38加热到提高长丝材料26的聚合物的柔软性的温度。通常,长丝材料26的聚合物为热塑性的,其在高于某一温度(在下文中被称为“转变温度”)的情况下为柔软的材料且在低于转变温度的情况下充当固体。此外,一些热塑性物具有非晶形晶体结构,此甚至在低于转变温度的情况下防止材料“固化”或形成晶体结构。
当熔化器42将长丝材料26的热塑性聚合物加热高于转变温度时,材料26的分子间力减弱,且材料26变得更为柔软且粘性更低。在此升高温度下,材料26可选择性地挤出且在下文中被称为“可挤出”或呈“可挤出状态”。熔化器42并不将长丝38加热到使得材料26完全变为液体且流动的温度。实际上,熔化器42将长丝38加热到高于转变温度的温度,在所述温度下材料26为软的且韧性的,而非完全液体。在由熔化器42加热之后,通过至少一个材料施用器14的喷嘴46将可挤压材料26沉积于部件18上。在通过喷嘴46沉积之后,将部件18上之材料26冷却到低于转变温度的温度,使得层22变得较不柔软和更为粘性且充当固体。
如图6B中所展示,在将材料26的层22沉积于部件18上之后,在z维度上相对于部件18驱动至少一个材料施用器14以将至少一个材料施用器14重新定位在层22上方的高度H处。在z维度上重新定位至少一个材料施用器14适应部件18顶上的层22的厚度T以防止至少一个材料施用器14在x维度上的后续传递期间接触层22。在z维度上重新定位之后,在x维度上再次驱动至少一个材料施用器14以将物体34的另一层30沉积于层22顶部上。可在x维度上驱动至少一个材料施用器14以在与先前传递相同的方向上或与先前传递相反的方向上传递部件18。如果在相同的方向上驱动至少一个材料施用器14,那么在沉积另一层30之前也在x维度上重新定位至少一个材料施用器14。
如图6C和6D中所展示,也以与如上文所描述的相同的方式在y维度上相对于x维度驱动至少一个材料施用器14。因此,至少一个材料施用器14也将材料26沉积于部件18上以界定物体34之宽度W。至少一个材料施用器14可通过将呈层形式的材料26(其中每一层在y维度上具有宽度W)沉积于部件18上(图6C中所展示)或通过在x维度上将多个层沉积于部件18上以在y维度上构成宽度W(图6D中所展示)而界定物体34的宽度W。在一些打印系统中,可在x维度和y维度两者上均具有组件的方向上驱动至少一个材料施用器14。由于三维物体打印过程为增材过程,因此重复将材料26添加到物体34,且物体34的厚度T在整个过程中增大。可重复此过程与所必要的一样多的次数以形成物体34。
在通过FFF打印系统生产三维物体时产生的一个问题为不一致材料强度在整个物体中的可能性。具体来说,物体在沿着z维度的高度上可具有不一致材料强度。此不一致可归因于形成物体的材料层之间的弱接合而出现,从而导致在整个物体中的低且不一致的层间强度。通过层之间的较强粘附构建层的打印系统将为有益的。
发明内容
三维物体打印系统包含平台、材料施用器和加热器。平台界定平面表面,且材料施用器和平台经配置以在至少一第一方向和第二方向上相对于彼此移动。第一方向和第二方向平行于平面表面。材料施用器经配置以排出材料以在平台上形成物体层。加热器耦合到材料施用器且经配置以在材料施用器在所述第一和第二方向上移动时在材料施用器将材料排出到所述层的一部分上之前加热所述层的所述部分。加热器经配置以将所述层加热到高于在平台上形成物体的材料的转变温度的温度。
在三维打印系统中打印物体的方法包含从材料施用器排出材料以在与材料施用器相对定位的平台上形成物体层。所述方法进一步包含在至少一第一方向和第二方向上移动材料施用器。第一方向和第二方向平行于平台的平面表面。所述方法还包含在所述材料施用器在第一方向上移动时在所述材料施用器之前将所述层的第一部分加热到高于在所述平台上形成物体的所述材料的转变温度的温度。所述方法还包含在材料施用器在第二方向上移动时在材料施用器之前将所述层的第二部分加热到高于在平台上形成物体的材料的转变温度的温度。
附图说明
在以下描述中结合附图解释三维物体打印机和用于通过打印机形成物体以校正物体的不一致层间强度的方法的先前方面和其它特征。
图1A展示包含材料施用器和加热器的打印系统的侧视图。
图1B展示图1A的打印系统的一部分的俯视图。
图2展示包含温度测量装置的图1A的打印系统的俯视图。
图3展示与图1A的打印系统一起使用的加热器的另一替代实施例的俯视图。
图4展示与图1A的打印系统一起使用的加热器的另一替代实施例的俯视图。
图5A展示与图1A的打印系统一起使用的加热器的另一替代实施例的俯视图。
图5B展示与图1A的打印系统一起使用的图5A的加热器的侧视图。
图6A展示先前技术三维物体打印机在执行过程的第一部分以形成物体之前的俯视图。
图6B展示图6A的先前技术三维物体打印机在用以形成物体的过程的第一部分已完成之后的俯视图。
图6C展示图6A的先前技术三维物体打印机在用以形成物体的过程的第二部分已完成之后的侧视图。
图6D展示图6A的先前技术三维物体打印机在用以形成物体的过程的第三部分已完成之后的侧视图。
具体实施方式
对于本文中所揭示的系统和方法的环境以及对系统和方法的细节的一般理解,参考图式。在图式中,已经贯穿全文使用相同参考标号来指定相同元件。
在图1A和1B中展示三维物体打印系统100。打印系统100以类似于上文所描述和图6A到6D中所展示的打印系统10的操作的方式操作。与先前技术打印系统10相同,打印系统100包含具有平面表面108的衬底或部件104和经配置以将材料116沉积于平面表面108和随后形成的层上的至少一个材料施用器112。然而,打印系统100不同于先前技术打印系统10,由于打印系统100还包含耦合到材料施用器112且经配置以加热先前沉积于平面表面108和随后形成的层上的材料116的加热器120。
如图1A中所展示,打印系统100进一步包含控制器118和致动器122,且材料施用器112包含至少一个熔化器128和至少一个喷嘴132。致动器122以操作方式连接到材料施用器112和加热器120。控制器118以操作方式连接到致动器122以操作致动器122从而相对于部件104选择性地移动材料施用器112;在熔化器128内选择性地加热材料116;从喷嘴132选择性地排出材料116;和选择性地加热加热器120。应注意,致动器122可体现为以操作方式连接到相同控制器或不同控制器的多于一个致动器。举例来说,致动器122可包含经配置以相对于部件104选择性地移动材料施用器112的一个致动器、经配置以在熔化器128内选择性地加热材料116的一个致动器、经配置以从喷嘴132选择性地排出材料116的一个致动器和经配置以选择性地加热加热器120的另一致动器。
如图1A中所展示,如同打印系统10,打印系统100也是FFF打印系统。熔化器128接纳材料116的长丝130,且致动器122将长丝130选择性地加热到高于材料116的转变温度的温度以使材料116变为其可挤出状态。将可挤出材料116递送到喷嘴132,喷嘴132具有面向部件104的孔口134。致动器122经由孔口134选择性地排出材料116且排出到部件104的平面表面108上或排出到先前形成的层上以构建物体136。为了实现物体的此构建,致动器122还将材料施用器112定位在部件104上方的一位置处,此使得喷嘴132和材料施用器112能够通过物体136和部件104而不会接触物体136或部件104。
在替代实施例中,打印系统100可为另一类型的增材打印系统。举例来说,喷嘴132可由另一材料排出元件替换,例如打印头;且熔化器128可由经配置以从来源接纳材料116、将材料加热到其可挤出状态和将可挤出材料递送到打印头的另一熔融元件替换。打印头可包含喷射器,如同喷嘴132,所述喷射器经配置以将可挤出材料116沉积于部件104的平面表面108上。
如图1A和1B中所展示,如在打印系统10中,打印系统100的材料施用器112可在x维度、y维度和z维度上移动。以相同方式,z维度(图1A中所展示)垂直于部件104的平面表面108,x维度(图1A和1B中所展示)平行于部件104的平面表面108,且y维度(图1B中所展示)平行于部件104的平面表面108。
控制器118经配置以操作致动器122(图1A中所展示)从而在x维度、y维度和z维度上选择性地移动材料施用器112和从材料施用器112的喷嘴132选择性地排出材料116。材料施用器112可在x维度和y维度上的至少一第一方向和第二方向上移动,第一方向和第二方向中的每一者均平行于平面表面108。第一方向和第二方向可为沿着共用线的相反方向。举例来说,如图1B中所展示,材料施用器112可在x维度上沿着共用线向右和向左移动、或来回移动。然而,第一方向和第二方向也可为并非沿着共用线的相反方向的方向。举例来说,如图1B中所展示,材料施用器112可在x维度上的方向上向左和向右移动;可在y维度上的方向上向上和向下移动。这些方向并非沿着共用线的相反方向。此外,在一些实施例中,材料施用器112还可在x维度和y维度两者上均具有组件的方向上移动。举例来说,如图1B中所展示,材料施用器112可在具有向上或向下组件和具有向左或向右组件的方向上对角地移动。
致动器122在所述第一和第二方向上移动材料施用器112而不会改变材料施用器112的定向。换句话说,材料施用器112并不围绕材料施用器112的纵向轴线140(图1B中所展示)旋转,所述纵向轴线在z维度上延伸。然而,在替代实施例中,材料施用器112可为可围绕纵向轴线140旋转的。
加热器120以使得加热器120并不干扰被馈入到材料施用器112、熔化器128、喷嘴132中的长丝130或从喷嘴132挤出的可挤出材料116的方式耦合到材料施用器112。加热器120进一步经布置以将热引导到部件104的平面表面108。因此,当物体136存在于部件104上时,加热器120将热引导到物体136的最上部层144。如同材料施用器112,加热器120还经配置以将材料116加热到高于材料116的转变温度的温度。因此,加热器120减弱物体136的最上部层144上的材料116的分子间键合。
控制器118操作致动器122以选择性地加热加热器120从而加热材料116高于其转变温度。更具体来说,加热器120提高材料116的柔软性且降低材料116的粘性,但并不将材料116加热到使其完全变为液体的温度。由于并不将材料116加热到使其完全变为液体且流动的温度,因此物体136并不明显地失真或由于来自加热器120的热而变形。
在至少一个实施例中,控制器118操作致动器122以基于材料施用器112的移动速度调整加热器120的功率。因此,当材料施用器112更为缓慢地移动时,调整加热器120的功率以更为缓慢地加热物体136的最上部层144从而防止使最上部层144过热。相比之下,当材料施用器112更为迅速地移动时,调整加热器120的功率以更为迅速地加热物体136的最上部层144从而将最上部层144充分加热到高于材料116的转变温度的温度。
类似地,控制器118可经配置以操作致动器122从而基于材料施用器112的移动的持续时间调整加热器120的功率。因此,当材料施用器112产生小移动且保持在物体136的小区域上方时,调整加热器120的功率以更为缓慢地加热物体136的最上部层144从而防止使最上部层144的较小区域过热。相比之下,当材料施用器112产生较大移动且在物体136的大区域上方移动时,调整加热器120的功率以更为迅速地加热物体136的最上部层144从而将最上部层144的较大区域充分加热到高于材料116的转变温度的温度。
此外,控制器118可经配置以操作致动器122从而基于自从加热器120最后一次加热材料116的区域经过的时间调整加热器120的功率。如果加热器120最近已加热物体136的区域,那么所述区域中的材料116仍可高于转变温度且不可得益于额外加热或可变得过热。因此,控制器118可经配置以从正被打印的物体136的模型获得数据以确定多么近期地加热了物体136的区域且调整加热器120的功率以将更少热引导到更近加热的区域。当将材料施用器112移动到最近加热的区域时,调整加热器120的功率以更为缓慢地加热物体136的最上部层144从而防止使最上部层144的最近加热的区域过热。相比之下,当将材料施用器112移动到最近尚未加热的区域时,调整加热器120的功率以更为迅速地加热物体136的最上部层144从而将最上部层的较不最近加热的区域充分加热到高于材料116的转变温度的温度。
此外或替代地,打印系统100可包含温度测量装置,例如如图2中所展示的红外线热电偶150,其以操作方式连接到控制器118。在此类实施例中,控制器118经配置以操作致动器122以基于从红外线热电偶150接纳的物体136的所测量温度调整加热器120的功率。应注意,红外线热电偶150可体现为以操作方式连接到相同控制器或不同控制器的多于一个红外线热电偶。定位红外线热电偶150以便始终在加热器120之前测量在加热器120和材料施用器112的位置之前的一位置处的物体136的温度。红外线热电偶150测量在物体136的区域的表面处的温度且将温度测量信息发射到控制器118。控制器118经配置以基于从红外线热电偶150接收的温度测量信息调整加热器120的功率。
举例来说,如果控制器118从红外线热电偶150接收指示在物体136的区域的表面处的处于或高于转变温度的温度的温度测量信息,那么所述区域中的材料116不可得益于额外加热或可变得过热。因此,调整加热器120的功率以不将热引导到物体136的所述区域。如果控制器118从红外线热电偶150接收指示在物体136的区域的表面处的低于转变温度的温度的温度测量信息,那么调整加热器120的功率以将足够的热引导到物体136的所述区域从而将物体136的所述区域的表面的温度提高到材料116的转变温度。在各种实施例中,控制器118可独立地或结合经过的时间和物体模型数据使用来自红外线热电偶150的温度测量信息以调整加热器120的功率。
图1A和1B,加热器120耦合到材料施用器112以便在材料施用器112在第一方向和第二方向两者上移动时加热器120始终处于材料施用器112之前。举例来说,当材料施用器112在图1A中由箭头A指示的移动方向上相对于部件104移动时,加热器120在移动方向上始终定位在材料施用器112的喷嘴132前方。
因此,加热器120经配置以在材料施用器112在最上部层144顶上施用另一层148之前加热物体136的最上部层144。由于在经由喷嘴132挤出之前通过加热器120将最上部层144加热高于转变温度且通过熔化器128将下一层148加热高于转变温度,因此两个层均由具有减弱分子间键合的材料116组成。材料116的减弱分子间键合使得最上部层144和下一层148的材料116能够在接触之后立即掺混。具体来说,在最上部层144与下一层148之间的接口处的材料116的聚合物的聚合物股线重新布置且彼此相互作用。当将材料116冷却低于其转变温度时,最上部层144和另一层148的搀混材料116改进物体136的层间强度。
如上文所提及,致动器122在第一方向和第二方向上移动材料施用器112时维持材料施用器112相对于纵向轴线140的旋转位置。因此,为了将其位置维持在喷嘴132前方,加热器120围绕材料施用器112旋转或经定位以环绕材料施用器112。在图1A和1B中所展示的实施例中,加热器120包含反射器156内的热线152(图1A中所展示)。反射器156经配置以将由热线152产生的热朝向部件104的平面表面108引导。
加热器120围绕材料施用器112,且热线152和反射器156平行于平面表面108布置。因此,当材料施用器112在平行于平面表面108的第一方向上移动时,热线152和反射器156定位在喷嘴132前方。此外,当材料施用器112在平行于平面表面108的第二方向上移动时,热线152和反射器156仍定位在喷嘴132前方。由于加热器120围绕材料施用器112,因此无论在平行于平面表面108的哪一方向上材料施用器112移动,加热器120都经定位以在材料施用器112之前。在此实施例中,热线152和反射器156还定位在喷嘴132后方。
如图1B中所展示,从俯视图,在平行于平面表面108的平面中,材料施用器112界定周边160。在所展示实施例中,周边160为圆形。然而,在替代实施例中,周边160可具有其它形状。在图1A和1B中所展示的实施例中,加热器120大体上为圆柱形且界定与材料施用器112的纵向轴线140同轴的中心轴162。因此,加热器120围绕材料施用器112同心地定位。如图1B中所展示,从俯视图,加热器120完全环绕材料施用器112。在其它实施例中,加热器120可具有其它形状且可经定位以完全环绕材料施用器112,但具有并不与纵向轴线140同轴地定位的中心轴162。
图3描绘与打印系统100一起使用的加热器120'的替代实施例的俯视图。加热器120'在结构和功能上大体上类似于图1A和1B中所展示和上文所描述的加热器120。然而,加热器120'并不包含热线和反射器。实际上,加热器120'包含围绕材料施用器112定位的单独加热元件164。在此实施例中,致动器122经配置以基于材料施用器112的移动方向选择性地加热单独加热元件164。如图3中所示,当材料施用器112在x维度上通过箭头A指示的方向上移动时,致动器122选择性地仅操作沿着方向A定位的加热元件164。因此,通过致动器122加热的加热元件164加热喷嘴132前方和后方的材料116的最上部层144。在此实施例中,加热器120'并不消耗能量以在移动方向上发射来自加热器120'的并不布置在喷嘴132前方和后方的部分的热。
图4描绘与打印系统100一起使用的加热器120”的另一替代实施例的俯视图。加热器120”在结构和功能上大体上类似于图1A和1B中所展示和上文所描述的加热器120。然而,加热器120”并不包含热线和反射器。实际上,加热器120”包含可围绕材料施用器112旋转的单个加热元件168。加热器120”还包含经配置以基于材料施用器的移动方向选择性地旋转单个加热元件168的电机172。在此实施例中,致动器122以操作方式耦合到电机172以使得电机172能够选择性地旋转单个加热元件168。如图4中所展示,当材料施用器112在x维度和y维度上通过箭头B指示的方向上移动时,电机172将单个加热元件168从初始位置(通过虚线指示)旋转到与方向B对准的位置。因此,单个加热元件168选择性地经定位以加热喷嘴132前方的材料116的最上部层144。在此实施例中,加热器120”仅消耗能量以在移动方向B上发射来自单个加热元件168的热。
图5A和5B分别描绘与打印系统100一起使用的加热器120”'的另一替代实施例的俯视图和侧视图。加热器120”'在结构和功能上大体上类似于图1A和1B中所展示和上文所描述的加热器120。然而,加热器120”'并不包含热线和反射器。实际上,加热器120”'包含加热元件174、经加压空气源(例如,风扇或风机176)、管道180(各自展示于图5A中)和热分配器184。在此实施例中,如图5A中所展示,致动器122以操作方式连接到加热元件174和风扇或风机176且经配置以加热加热元件174和致动风扇或风机176。管道180耦合到加热元件174和热分配器184,且致动风扇或风机176以将由加热元件174产生的热气吹到热分配器184中且经由管道180吹到热分配器184。接着围绕材料施用器112从热分配器184排出热气以加热材料116的最上部层144。在所展示实施例中,热分配器184大体上为圆柱形且环绕材料施用器112。如同图1A和1B中所展示的加热器120的实施例,由于加热器120”'围绕材料施用器112以圆形形式在每一方向上发射热,因此当材料施用器112在平行于平面表面108的任何方向上移动时,加热器120”'加热喷嘴132前方和后方的材料116的最上部层144。加热器120”'的额外优点为由加热元件174产生的热气还可携载水分远离物体136的最上部层144,此可进一步辅助另一层148(图5B中所展示)与最上部层144的粘附。
加热器120、120'、120”和120”'仅给定为可与打印系统100一起使用的加热器的实例。另外的替代实施例可包含其它类型的加热器和其它布置的加热器从而以并非本文中特定地讨论的其它方式朝向部件104的平面表面108发射热。举例来说,在替代实施例中,打印系统100可包含使用热辐射金属长丝、陶瓷加热元件和/或经加热空气流以加热材料116的其它加热器。此外,打印系统100可包含使用其它元件和/或程序以加热材料116的其它加热器。
在所有实施例中,加热器经配置以在材料施用器112在第一方向上移动和在第二方向上移动时将材料施用器112之前的最上部层144加热到高于材料的转变温度的温度,从而使得从最上部层144顶上的材料施用器112的喷嘴132挤出的另一层148的材料116能够与最上部层144的经加热材料116掺混。
Claims (9)
1.一种三维物体打印系统,其包括:
平台,其界定平面表面;
材料施用器,所述材料施用器及所述平台经配置以在至少第一方向及第二方向上相对于彼此移动,所述第一方向和第二方向中的每一者平行于所述平面表面并且所述第一方向和所述第二方向不沿共用线彼此相对,所述材料施用器进一步经配置以排出材料以在所述平台上用排出的所述材料形成物体的层
加热器,其具有多个加热元件,第一数量的所述加热元件沿所述第一方向围绕所述加热器定位,第二数量的所述加热元件沿所述第二方向围绕所述加热器定位,所述多个加热元件被配置为与所述材料施用器一起移动;以及
控制器,其以操作方式连接到所述多个加热元件,所述控制器被配置为当所述材料施用器和所述平台在所述第一方向上相对于彼此移动时,操作沿所述第一方向对齐的第一数量的所述加热元件,而不是沿所述第二方向对齐的第二数量的所述加热元件并且当所述材料施用器和所述平台在所述第二方向上相对于彼此移动时,操作沿所述第二方向排列的第二数量的所述加热元件,而不是沿所述第一方向排列的第一数量的所述加热元件以在所述材料施用器沿所述第一方向和第二方向上移动时加热先前由所述材料施用器形成的所述层的一部分,所述加热器的第一数量的所述加热元件和第二数量的所述加热元件还被配置为将先前形成的所述层的所述部分加热到高于由所述材料施用器排出的所述材料的转变温度的温度,以使得在先前形成的所述层的所述部分被第一数量的所述加热元件或第二数量的所述加热元件加热以粘附到先前形成的所述层的所述加热的部分之后,由所述材料施用器排出的其他材料能够到达先前形成的所述层上并且所述控制器还被配置为使用自从先前形成的所述层的所述部分被预先加热以来所经过的时间来确定先前形成的所述层的所述部分的温度,并且参考先前形成的所述层的所述部分的所确定的所述温度来调节所述加热器的第一数量的所述加热元件或第二数量的所述加热元件加热先前形成的所述层的所述部分的速率。
2.根据权利要求1所述的打印系统,其进一步包括:
致动器,其以操作方式连接到所述材料施用器,所述致动器经配置以在所述第一方向及所述第二方向上移动所述材料施用器同时维持所述材料施用器围绕与所述平面表面正交的轴线的旋转定向。
3.根据权利要求2所述的打印系统,其进一步包括:
所述控制器以操作方式连接到所述致动器,所述控制器还经配置以选择性地操作所述致动器从而在所述第一方向及所述第二方向上移动所述材料施用器。
4.根据权利要求1所述的打印系统,其进一步包括:
致动器,其以操作方式连接到所述平台,所述致动器经配置以在所述第一方向及所述第二方向上移动所述平台同时维持所述材料施用器围绕与所述平面表面正交的轴线的旋转定向。
5.根据权利要求4所述的打印系统,其进一步包括:
所述控制器以操作方式连接到所述致动器,所述控制器还经配置以选择性地操作所述致动器从而在所述第一方向及所述第二方向上移动所述平台。
6.根据权利要求1所述的打印系统,所述材料施用器还包括:
喷嘴,其被配置为将从所述材料施用器排出的所述材料挤出。
7.根据权利要求1所述的打印系统,所述加热器被配置为加热所述材料施用器周围的所述层的区域。
8.根据权利要求1所述的打印系统,所述控制器还被配置为参考所述材料施用器移动的速度来调节所述加热器的第一数量的所述加热元件或所述加热器的第二数量的所述加热元件加热先前形成的所述层的所述部分的速率。
9.根据权利要求1所述的打印系统,所述控制器还被配置为使用温度测量装置确定所述先前形成的层的所述部分的所述温度。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US15/156,366 US10328637B2 (en) | 2016-05-17 | 2016-05-17 | Interlayer adhesion in a part printed by additive manufacturing |
| US15/156366 | 2016-05-17 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN107379517A CN107379517A (zh) | 2017-11-24 |
| CN107379517B true CN107379517B (zh) | 2020-09-22 |
Family
ID=60328950
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201710255595.9A Expired - Fee Related CN107379517B (zh) | 2016-05-17 | 2017-04-19 | 通过增材制造打印的部分中的改进层间粘附 |
Country Status (3)
| Country | Link |
|---|---|
| US (2) | US10328637B2 (zh) |
| JP (1) | JP6832223B2 (zh) |
| CN (1) | CN107379517B (zh) |
Families Citing this family (44)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101656094B1 (ko) * | 2012-03-22 | 2016-09-08 | 도요세이칸 그룹 홀딩스 가부시키가이샤 | 열 가소성 수지 제품의 성형 방법 및 그 성형 장치 |
| US10335991B2 (en) | 2015-12-08 | 2019-07-02 | Xerox Corporation | System and method for operation of multi-nozzle extrusion printheads in three-dimensional object printers |
| EP3433437A4 (en) * | 2016-07-22 | 2019-12-11 | Hewlett-Packard Development Company, L.P. | CONTROLLING HEATING IN GENERATIVE PRODUCTION |
| JP6843967B2 (ja) | 2016-08-22 | 2021-03-17 | ストラタシス,インコーポレイテッド | 局所熱サイクルを用いて3d部品を印刷する方法 |
| CN107791684A (zh) * | 2016-09-02 | 2018-03-13 | 三纬国际立体列印科技股份有限公司 | 平台移动式3d打印方法 |
| US10000011B1 (en) | 2016-12-02 | 2018-06-19 | Markforged, Inc. | Supports for sintering additively manufactured parts |
| IL266909B2 (en) | 2016-12-06 | 2024-01-01 | Markforged Inc | Additive manufacturing with heat flexible material feed |
| DE102017131463B4 (de) * | 2017-12-29 | 2022-08-11 | Apium Additive Technologies Gmbh | 3D-Druckvorrichtung |
| JP2019136977A (ja) * | 2018-02-13 | 2019-08-22 | 株式会社リコー | 造形装置 |
| JP7085854B2 (ja) * | 2018-02-13 | 2022-06-17 | エス.ラボ株式会社 | 造形装置 |
| JP7058141B2 (ja) * | 2018-02-22 | 2022-04-21 | エス.ラボ株式会社 | 造形装置、造形方法および造形システム |
| JP7058140B2 (ja) * | 2018-02-22 | 2022-04-21 | エス.ラボ株式会社 | 造形装置、造形方法および造形システム |
| JP7122794B2 (ja) * | 2018-02-22 | 2022-08-22 | エス.ラボ株式会社 | 造形装置、造形方法および造形システム |
| CN108908932B (zh) * | 2018-07-06 | 2020-06-09 | 中国科学院重庆绿色智能技术研究院 | 一种基于多区间连续控温的3d打印机辅热装置 |
| US11192298B2 (en) | 2018-08-17 | 2021-12-07 | Stratasys, Inc. | Laser preheating in three-dimensional printing |
| US12128631B2 (en) | 2018-08-17 | 2024-10-29 | Stratasys, Inc. | Method of analyzing and utilizing surface topology for targeted local thermal management in additive manufacturing systems |
| JP7493914B2 (ja) * | 2018-11-27 | 2024-06-03 | エス.ラボ株式会社 | 造形装置 |
| CN109605745A (zh) * | 2018-12-04 | 2019-04-12 | 华东理工大学 | 一种多功能3d打印系统 |
| US20220016840A1 (en) * | 2018-12-13 | 2022-01-20 | Biomedican, Inc. | 3d printer |
| CN113316512B (zh) * | 2018-12-19 | 2023-05-30 | 捷普有限公司 | 基于运动加热的用于增材制造打印丝的设备、系统和方法 |
| JP7264651B2 (ja) * | 2019-01-23 | 2023-04-25 | エス.ラボ株式会社 | 造形装置、システム、造形方法およびプログラム |
| JP7376320B2 (ja) * | 2019-02-18 | 2023-11-08 | エス.ラボ株式会社 | 造形装置、造形方法および造形システム |
| JP7263835B2 (ja) * | 2019-02-26 | 2023-04-25 | セイコーエプソン株式会社 | 三次元造形装置および三次元造形物の造形方法 |
| DE102019202942A1 (de) * | 2019-03-05 | 2020-09-10 | Aim3D Gmbh | 3D-Druckvorrichtung mit einer Temperaturregulationseinrichtung für aufgebrachtes Druckmaterial |
| US11040487B2 (en) | 2019-03-27 | 2021-06-22 | Xerox Corporation | Method for operating an extruder in a three-dimensional (3D) object printer to improve layer formation |
| US11602895B2 (en) * | 2019-04-04 | 2023-03-14 | Board Of Regents, The University Of Texas System | Systems and methods for heating layers of material deposited using additive manufacturing |
| JP7190746B2 (ja) * | 2019-08-27 | 2022-12-16 | 谷口 秀夫 | 3dプリンタ用のホットエンド、空気加熱装置、ユニット、及び3dプリンタ |
| EP3792040A1 (en) * | 2019-09-10 | 2021-03-17 | Nederlandse Organisatie voor toegepast- natuurwetenschappelijk Onderzoek TNO | Dispensing head for fused filament type additive manufacturing |
| EP3792039A1 (en) * | 2019-09-10 | 2021-03-17 | Nederlandse Organisatie voor toegepast- natuurwetenschappelijk Onderzoek TNO | Dispensing head for continuous fiber reinforced fused filament type additive manufacturing |
| JP7388072B2 (ja) * | 2019-09-12 | 2023-11-29 | セイコーエプソン株式会社 | 三次元造形装置、および、三次元造形物の製造方法 |
| JP7446794B2 (ja) * | 2019-11-29 | 2024-03-11 | キヤノン株式会社 | 三次元造形物の製造方法、および三次元造形装置 |
| JP2023529155A (ja) * | 2020-06-05 | 2023-07-07 | ディーシー プレシジョン セラミックス,エルエルシー | 三次元印刷のための製造システム及び方法 |
| US11338523B2 (en) | 2020-06-10 | 2022-05-24 | Xerox Corporation | System and method for operating a multi-nozzle extruder during additive manufacturing |
| US11731366B2 (en) | 2020-07-31 | 2023-08-22 | Xerox Corporation | Method and system for operating a metal drop ejecting three-dimensional (3D) object printer to form electrical circuits on substrates |
| EP3974159A1 (de) * | 2020-09-29 | 2022-03-30 | Siemens Aktiengesellschaft | Verfahren zur additiven fertigung eines dreidimensionalen druckobjekts |
| JP7593100B2 (ja) * | 2020-12-24 | 2024-12-03 | セイコーエプソン株式会社 | 三次元造形装置 |
| IT202100004481A1 (it) * | 2021-02-25 | 2022-08-25 | Caracol S R L | Metodo ed apparecchiatura perfezionati per stampa tridimensionale. |
| JP7666098B2 (ja) * | 2021-04-22 | 2025-04-22 | セイコーエプソン株式会社 | 三次元造形装置 |
| JP2022170965A (ja) * | 2021-04-30 | 2022-11-11 | セイコーエプソン株式会社 | 三次元造形装置、及び、三次元造形物の製造方法 |
| CN113400647A (zh) * | 2021-06-24 | 2021-09-17 | 西安交通大学 | 一种利用辐照加热提高层间连接强度的3d打印系统及方法 |
| US11897197B2 (en) * | 2021-09-17 | 2024-02-13 | Essentium Ipco, Llc | Heated plate for a three-dimensional printer |
| US11712854B2 (en) | 2021-09-07 | 2023-08-01 | Xerox Corporation | System and method for detecting errors during 3D printing |
| JP2023097689A (ja) * | 2021-12-28 | 2023-07-10 | セイコーエプソン株式会社 | 三次元造形装置 |
| US11890674B2 (en) | 2022-03-01 | 2024-02-06 | Xerox Corporation | Metal drop ejecting three-dimensional (3D) object printer and method of operation for forming support structures in 3D metal objects |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1674243A3 (en) * | 2004-12-27 | 2006-08-23 | Objet Geometries Ltd. | Apparatus and method for three dimensional model printing |
| CN105082543A (zh) * | 2015-08-21 | 2015-11-25 | 深圳马顿科技有限公司 | 3d打印设备及3d打印设备的效应器 |
| CN105458253A (zh) * | 2014-09-25 | 2016-04-06 | 精工爱普生株式会社 | 三维形成装置以及三维形成方法 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2597778B2 (ja) * | 1991-01-03 | 1997-04-09 | ストラタシイス,インコーポレイテッド | 三次元対象物組み立てシステム及び組み立て方法 |
| US5837960A (en) * | 1995-08-14 | 1998-11-17 | The Regents Of The University Of California | Laser production of articles from powders |
| US8246888B2 (en) * | 2008-10-17 | 2012-08-21 | Stratasys, Inc. | Support material for digital manufacturing systems |
| GB2489493B (en) * | 2011-03-31 | 2013-03-13 | Norsk Titanium Components As | Method and arrangement for building metallic objects by solid freeform fabrication |
| KR101620898B1 (ko) | 2011-09-23 | 2016-05-13 | 스트래터시스,인코포레이티드 | 적층 제조를 위한 레이어 트랜스퓨전 |
| US20140120196A1 (en) * | 2012-10-29 | 2014-05-01 | Makerbot Industries, Llc | Quick-release extruder |
| CN108381909B (zh) | 2012-11-09 | 2021-05-25 | 赢创运营有限公司 | 用于挤出式3d打印法的经涂布长丝的用途和制备 |
| CN103240883B (zh) | 2013-05-16 | 2015-02-18 | 浙江大学 | 基于多段温度控制的熔丝沉积成型3d打印喷头及温控方法 |
| US10130993B2 (en) * | 2013-12-18 | 2018-11-20 | Arcam Ab | Additive manufacturing of three-dimensional articles |
| US20150314532A1 (en) * | 2014-05-01 | 2015-11-05 | BlueBox 3D, LLC | Increased inter-layer bonding in 3d printing |
| EP3152519B1 (en) * | 2014-06-05 | 2022-04-27 | Commonwealth Scientific and Industrial Research Organisation | Distortion prediction and minimisation in additive manufacturing |
| CN106660268A (zh) * | 2014-06-16 | 2017-05-10 | 沙特基础工业全球技术有限公司 | 在材料挤出增材制造中用于增强粘结的方法和装置 |
| US9796140B2 (en) | 2014-06-19 | 2017-10-24 | Autodesk, Inc. | Automated systems for composite part fabrication |
| CN106660265A (zh) * | 2014-06-26 | 2017-05-10 | 株式会社理光 | 三维成形方法和三维成形装置 |
| KR101960861B1 (ko) * | 2014-07-22 | 2019-07-17 | 스트래터시스,인코포레이티드 | 적층 제조 시스템 용 기어 기반 액화기 어셈블리 및 그의 사용 방법 |
| US20160271732A1 (en) * | 2015-03-19 | 2016-09-22 | Dm3D Technology, Llc | Method of high rate direct material deposition |
| US10710353B2 (en) * | 2015-09-11 | 2020-07-14 | Arizona Board Of Regents On Behalf Of Arizona State University | Systems and methods for laser preheating in connection with fused deposition modeling |
| JP6529610B2 (ja) * | 2015-12-28 | 2019-06-12 | Dmg森精機株式会社 | 付加加工用ヘッドおよび加工機械 |
-
2016
- 2016-05-17 US US15/156,366 patent/US10328637B2/en active Active
-
2017
- 2017-04-19 CN CN201710255595.9A patent/CN107379517B/zh not_active Expired - Fee Related
- 2017-04-28 JP JP2017090132A patent/JP6832223B2/ja not_active Expired - Fee Related
-
2019
- 2019-05-15 US US16/412,883 patent/US20190263066A1/en not_active Abandoned
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1674243A3 (en) * | 2004-12-27 | 2006-08-23 | Objet Geometries Ltd. | Apparatus and method for three dimensional model printing |
| EP1674243B1 (en) * | 2004-12-27 | 2008-08-20 | Objet Geometries Ltd. | Method for three dimensional model printing |
| CN105458253A (zh) * | 2014-09-25 | 2016-04-06 | 精工爱普生株式会社 | 三维形成装置以及三维形成方法 |
| CN105082543A (zh) * | 2015-08-21 | 2015-11-25 | 深圳马顿科技有限公司 | 3d打印设备及3d打印设备的效应器 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6832223B2 (ja) | 2021-02-24 |
| JP2017206011A (ja) | 2017-11-24 |
| US10328637B2 (en) | 2019-06-25 |
| US20170334137A1 (en) | 2017-11-23 |
| CN107379517A (zh) | 2017-11-24 |
| US20190263066A1 (en) | 2019-08-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107379517B (zh) | 通过增材制造打印的部分中的改进层间粘附 | |
| JP6977080B2 (ja) | 3次元物体プリンタにおけるマルチノズル押出印刷ヘッドを動作させるシステムおよび方法 | |
| JP6932493B2 (ja) | 3次元物体プリンタ用の押出印刷ヘッド | |
| JP6761859B2 (ja) | 3d印刷装置 | |
| JP7053430B2 (ja) | 押出機の角度配向を基準にして付加製造中にマルチノズル押出機の速度を調整するためのシステム及び方法 | |
| US10456968B2 (en) | Three-dimensional object printer with multi-nozzle extruders and dispensers for multi-nozzle extruders and printheads | |
| CN109562569B (zh) | 构建材料颗粒分层 | |
| US10556386B2 (en) | Controlled heating for 3D printing | |
| CN107530954B (zh) | 用于产生三维对象的系统和方法 | |
| JP7005426B2 (ja) | 造形装置及び造形物の製造方法 | |
| JP6725694B2 (ja) | ヒートシンクの3d印刷 | |
| CN107984760B (zh) | 配置成便于热处理用于三维物体打印机中的挤出机头的细丝的细丝加热器 | |
| CN107379519A (zh) | 群填充fdm 3d打印法及其群喷口挤出机总成 | |
| JP2015189024A (ja) | 造形物の製造方法 | |
| CN108349165B (zh) | 构建层温度控制 | |
| CN110869192A (zh) | 三维物体成型中的温度控制 | |
| CN206344462U (zh) | 3d打印机挤出机结构 | |
| EP3418032B1 (en) | Method and device for additive manufacturing | |
| CN108000874B (zh) | 一种3d打印机 | |
| JP7154117B2 (ja) | 造形装置、造形方法、及び造形プログラム | |
| JP6866398B2 (ja) | マルチパス液体供給を使用する3d部品制御 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20200922 |