CN103832012A - 3d立体防爆玻璃的制作方法 - Google Patents
3d立体防爆玻璃的制作方法 Download PDFInfo
- Publication number
- CN103832012A CN103832012A CN201210475249.9A CN201210475249A CN103832012A CN 103832012 A CN103832012 A CN 103832012A CN 201210475249 A CN201210475249 A CN 201210475249A CN 103832012 A CN103832012 A CN 103832012A
- Authority
- CN
- China
- Prior art keywords
- dimensional
- plastic tab
- template
- glass
- implosion guard
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


















Abstract
本发明是关于一种3D立体防爆玻璃的制作方法,在此专指先在3D立体玻璃上涂上UV接着胶或将UV接着胶设置附着于塑料薄片,再将3D立体玻璃与塑料薄片分别置入高压及真空成型装置的第二模板与第一模板上,接续将第一模板与第二模板合模,并将塑料薄片的第一侧面与第二侧面同时抽真空,该塑料薄片被真空吸力所吸取而贴附在第一模板,进而被第一模板加热而软化,再停止塑料薄片第一侧面抽真空,接续于塑料薄片的第一侧面注入高压空气,第二侧面继续抽真空,该塑料薄片因压差力量向第二侧面推挤,而顺利贴覆于玻璃3D立体的变化曲面上,此时,打开UV照射灯,据以将3D立体玻璃与塑料薄片之间的UV接着胶快速硬化并胶合在一起,达到一贯作业的制程,令贴覆完成的3D立体防爆玻璃的硬度更佳、防爆效果更好。
Description
技术领域
本发明涉及一种3D立体防爆玻璃的制作方法,尤指可将塑料薄片快速顺利的完整贴覆于任何尺寸、形状或变化曲面的3D立体玻璃上,并利用UV照射灯进行照射快速固化UV接着胶,不但提高3D立体防爆玻璃的硬度及防爆效果,更可达到一贯作业的精简制程的3D立体防爆玻璃的制作方法。
背景技术
全球信息产品的兴起,各种智能型手机、平板计算机俨然已成为现代人日常常生活中不可获缺的一部份,然而对于手机,甚至平板计算机的机壳或外壳、外盖其仅保护作用的传统2D平板玻璃已不再满足消费者的需求,为了因应消费市场追求日新月异完美创新的需求,许多3C业者乃不断地推陈出新,近期更突破现有技术,以具优美弧形曲线的2.5D玻璃为手机外盖,而创造了智能型手机热卖的风潮,然而随着3D立体玻璃技术的成熟,不但可使该玻璃在弯折后仍能达到高精密度的厚度均匀性,且其薄度甚至已经可达到0.1mm,因此,3D立体保护玻璃的设计应用层面将不仅局限在中小型尺寸的产品,对于手机外盖、外壳或后盖,甚至平板计算机机壳,采用3D立体保护玻璃的创新设计已逐渐成为未来的主流趋势;但是,如何能使优美曲线的3D立体玻璃同时具备防爆的特性,能够于消费者不慎摔落手机或平板计算机而使3D立体玻璃破裂时,完全不会让玻璃碎片四处飞散,避免造成割伤的危险情况发生,乃必须于3D立体玻璃上贴覆防爆膜,使破裂的玻璃碎片黏贴于该防爆膜上,然而,传统技术乃是使用滚筒将防爆膜贴覆于平面玻璃上,但因滚筒的滚动压合只限于平面部位,对于有变化的曲面或深度部位根本无法适用贴合,且于贴覆过程中,常常因为使用的力道不平均,而导致气泡残留于塑料薄膜与玻璃之间,造成不良率居高不下的困扰,且为了使其贴合的接着胶硬化,又必须经过加热器传导加热,才能完成固化制程,然而在加热过程中,容易发生污染以及碰撞的情况,以至于造成产品的瑕痴,影响了质量,更因繁琐的制程,而导致工时的损耗,使制造成本居高不下,实在不符合经济效益,由以上得知,传统技术仍存在诸多缺失;有鉴于此,如何能缩短制程的时间,简化繁琐的加工步骤,而以快速的方法将塑料薄片贴覆于具有不同大小、形状或曲面弧形变化的3D立体玻璃上,并使接着胶快速固化,达到确实防爆的功效,并可同时于3D立体玻璃上形成所需要的图样或纹路,提高美观的价值性及优良的质量、降低制造成本,乃是当前从事此一相关业者所亟欲研发及突破的技术及课题。
发明内容
本发明人有鉴于前述玻璃的防爆薄膜贴覆加工过程的诸项缺失,而乃潜心加以精心研究,再积极的研发、创造,经多年从事于此一行业的专业经验与心得,于是创造出本案的发明。
本发明的主要目的乃在于提供一种3D立体防爆玻璃的制作方法,该制作方法可将塑料薄片完整平顺地快速贴覆在任何尺寸、形状或变化曲面的3D立体玻璃上,并利用UV照射灯进行照射快速固化,使3D立体玻璃与塑料薄片之间的UV接着胶快速硬化并胶合在一起,不但可达到有效防爆的功效,更可缩短制程的时间,提高一贯作业的经济效益。
本发明的另一主要目的乃在于提供一种3D立体防爆玻璃的制作方法,该制作方法在贴覆过程中,乃由抽真空的动作方法,避免气泡残留在塑料薄片与3D立体玻璃之间,降低不良率,提高塑料薄片贴覆于3D立体玻璃上的质量。
本发明的次要目的乃在于提供一种3D立体防爆玻璃的制作方法,该制作方法在贴覆过程中同时将所需要的图样颜色或纹路直接贴覆于3D立体玻璃上,不但可增加3D立体防爆玻璃的美观与价值性,更可节省加工成本,提高量产的效率。
为达成上述目的,本发明提供一种3D立体防爆玻璃的制作方法,其方法包含以下步骤:步骤1:在3D立体玻璃上涂上UV接着胶;步骤2:将3D立体玻璃置入高压及真空成型装置的第二模板;步骤3:将塑料薄片置入高压及真空成型装置的第一模板;步骤4:将高压及真空成型装置的第一模板与第二模板合模;步骤5:将塑料薄片的第一侧面与第二侧面同时抽真空;步骤6:停止塑料薄片的第一侧面抽真空;步骤7:塑料薄片的第一侧面注入高压空气,且塑料薄片的第二侧面继续抽真空;步骤8:打开UV照射灯;步骤9:开启高压及真空成型装置的第一模板与第二模板;步骤10:取出贴覆完成的3D立体防爆玻璃,以上步骤完成3D立体防爆玻璃的制作方法;本发明另提供一种3D立体防爆玻璃的制作方法,其方法包含以下步骤:步骤1:将3D立体玻璃置入高压及真空成型装置的第二模板;步骤2:将塑料薄片置入高压及真空成型装置的第一模板;步骤3:将高压及真空成型装置的第一模板与第二模板合模;步骤4:将塑料薄片的第一侧面与第二侧面同时抽真空;步骤5:停止塑料薄片的第一侧面抽真空;步骤6:塑料薄片的第一侧面注入高压空气,且塑料薄片的第二侧面继续抽真空;步骤7:打开UV照射灯;步骤8:开启高压及真空成型装置的第一模板与第二模板;步骤9:取出贴覆完成的3D立体防爆玻璃,以上步骤完成3D立体防爆玻璃的制作方法;本发明再提供一种3D立体防爆玻璃的制作方法,其方法包含以下步骤:步骤1:将塑料薄片置入高压及真空成型装置的第一模板;步骤2:在3D立体玻璃上涂上UV接着胶;步骤3:将3D立体玻璃置入高压及真空成型装置的第二模板;步骤4:将高压及真空成型装置的第一模板与第二模板合模;步骤5:将塑料薄片第一侧面与第二侧面同时抽真空;步骤6:停止塑料薄片的第一侧面抽真空;步骤7:塑料薄片的第一侧面注入高压空气,且塑料薄片的第二侧面继续抽真空;步骤8:打开UV照射灯;步骤9:开启高压及真空成型装置的第一模板与第二模板;步骤10:取出贴覆完成的3D立体防爆玻璃,以上步骤完成3D立体防爆玻璃的制作方法;本发明又提供一种3D立体防爆玻璃的制作方法,其方法包含以下步骤:步骤1:将塑料薄片置入高压及真空成型装置的第一模板;步骤2:将3D立体玻璃置入高压及真空成型装置的第二模板;步骤3:将高压及真空成型装置的第一模板与第二模板合模;步骤4:将塑料薄片的第一侧面与第二侧面同时抽真空;步骤5:停止塑料薄片的第一侧面抽真空;步骤6:塑料薄片的第一侧面注入高压空气,且塑料薄片的第二侧面继续抽真空;步骤7:打开UV照射灯;步骤8:开启高压及真空成型装置的第一模板与第二模板;步骤9:取出贴覆完成的3D立体防爆玻璃,以上步骤完成3D立体防爆玻璃的制作方法;其中,UV照射灯设置于第一模板上方或第二模板下方;其中,第一模板为透明材料所制成;其中,第二模板为透明材料所制成;其中,打开UV照射灯利用UV照射灯进行照射,使3D立体玻璃与塑料薄片之间的UV接着胶快速硬化并胶合在一起,或使UV接着胶快速硬化胶合于3D立体玻璃上,接续即可开启高压及真空成型装置的第一模板与第二模板;其中,第一模板具有软化塑料薄片的温度;其中,步骤4或步骤5于塑料薄片的第一侧面与第二侧面同时抽真空,该塑料薄片会被真空吸力所吸取而贴附在第一模板,由第一模板的温度,使塑料薄片被加热而软化;其中,步骤5的真空值达到-150mmHg以上后,即进行步骤6,停止塑料薄片的第一侧面抽真空;并接续步骤7的动作于塑料薄片的第一侧面注入高压空气,且塑料薄片的第二侧面继续抽真空,使该塑料薄片因压差力量向第二侧面推挤,据此贴覆于3D立体玻璃上;其中,步骤4的真空值达到-150mmHg以上后,即进行步骤5,停止塑料薄片的第一侧面抽真空;并接续步骤6的动作将塑料薄片的第一侧面注入高压空气,且塑料薄片的第二侧面继续抽真空,使该塑料薄片因压差力量向第二侧面推挤,据此贴覆于3D立体玻璃上;其中,塑料薄片由一薄膜底面设置有涂料层所组成;其中,涂料层为印刷层,该印刷层为所需要的颜色、图样或纹路;其中,塑料薄片由一薄膜上面设置有涂料层所组成;其中,涂料层为印刷层,该印刷层为所需要的颜色、图样或纹路;其中,塑料薄片由一薄膜底面设置有具隔离效果的离型层,该离型层相反于薄膜的另一底面上设置有涂料层所组成,使离型层位于薄膜与涂料层之间;其中,涂料层为印刷层,该印刷层为所需要的颜色、图样或纹路;其中,塑料薄片由一薄膜底面设置有涂料层,且该涂料层相反于薄膜的另一面上设置有接着胶所组成;其中,涂料层为印刷层,该印刷层为所需要的颜色、图样或纹路;其中,塑料薄片与3D立体玻璃贴合的一面为设置有接着胶的一面;其中,塑料薄片由一薄膜上面设置有涂料层,且该薄膜相反于涂料层的另一面上设置有接着胶所组成;其中,涂料层为印刷层,该印刷层为所需要的颜色、图样或纹路;其中,塑料薄片与3D立体玻璃贴合的一面为设置有接着胶的一面;其中,塑料薄片由最下层的接着胶的上面设置有涂料层,该涂料层相反于接着胶的另一面上设置具有隔离效果的离型层,且离型层相反于涂料层的另一面上设置有薄膜所组成;其中,涂料层为印刷层,该印刷层为所需要的颜色、图样或纹路;其中,塑料薄片与3D立体玻璃贴合的一面为设置有接着胶的一面;其中,薄膜与离型层可于完成塑料薄片贴覆于3D立体玻璃的制作加工方法后,被撕开脱离3D立体玻璃;由以上的技术手段及实施方法得知,本发明的3D立体防爆玻璃的制作方法以简化的加工步骤,快速将塑料薄片贴覆于具有不同大小、形状或曲面弧形变化的3D立体玻璃上,并利用UV照射灯进行照射,使3D立体玻璃与塑料薄片之间的UV接着胶快速硬化并胶合在一起,不但可强化3D立体玻璃的硬度,更可达到防爆、安全的功效,且加工快速、良率又高,确实可达到本发明的预期目的。
为使审查委员能进一步了解本发明的结构、制造方法、特征及功效所在,兹附以图式及较佳实施例的详细说明如下。
附图说明
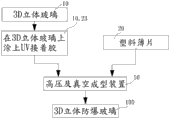
图1为本发明较佳实施例概略流程示意图;
图2为本发明较佳实施例概略流程示意图;
图3为本发明较佳实施例3D立体玻璃示意图;
图4A为本发明较佳实施例塑料薄片示意图;
图4B为本发明较佳实施例塑料薄片示意图;
图5A为本发明较佳实施例塑料薄片示意图;
图5B为本发明较佳实施例塑料薄片示意图;
图6A为本发明较佳实施例塑料薄片示意图;
图6B为本发明较佳实施例塑料薄片示意图;
图7为本发明较佳实施例的制作流程示意图;
图8为本发明较佳实施例的制作流程示意图;
图9为本发明较佳实施例的制作流程示意图;
图10为本发明较佳实施例的制作流程示意图;
图11A为本发明较佳实施例模具合模前示意图;
图11B为本发明另一较佳实施例模具合模前示意图;
图12A为本发明较佳实施例模具合模后示意图;
图12B为本发明较佳实施例模具合模后示意图;
图13A为本发明较佳实施例模具合模后示意图;
图13B为本发明较佳实施例模具合模后示意图;
图14A为本发明较佳实施例模具开模后示意图;
图14B为本发明较佳实施例未裁切塑料薄片的3D立体防爆玻璃示意图;
图14C为本发明较佳实施例已裁切塑料薄片的3D立体防爆玻璃示意图。
附图标记说明
(10)3D立体玻璃(100)3D立体防爆玻璃(20)塑料薄片
(201)第一侧面(202)第二侧面(21)薄膜(22)涂料层
(23)UV接着胶(25)离型层(50)高压及真空成型装置
(51)第一模板(52)第二模板(521)3D立体玻璃治具
(60)UV照射灯(S11)在3D立体玻璃上涂上UV接着胶
(S12)将3D立体玻璃置入高压及真空成型装置的第二模板
(S13)将塑料薄片置入高压及真空成型装置的第一模板
(S20)将高压及真空成型装置的第一模板与第二模板合模
(S30)将塑料薄片的第一侧面与第二侧面同时抽真空
(S40)停止塑料薄片的第一侧面抽真空
(S50)塑料薄片的第一侧面注入高压空气,且塑料薄片的第二侧面继续抽真空
(S60)打开UV照射灯
(S70)开启高压及真空成型装置的第一模板与第二模板
(S80)取出贴覆完成的3D立体防爆玻璃
具体实施方式
以下径提出本发明的特殊结构及制造方法的详细说明:
请参阅图1、图2、图3、图4A、图4B、图5A、图5B、图6A、图6B所示,本发明较佳实施例的概略流程示意图,其可如图1所示,先直接于3D立体玻璃(10)上涂上UV接着胶(23),或选择不于3D立体玻璃(10)上涂上UV接着胶(23),而如图2所示,将UV接着胶(23)设置于塑料薄片(20)的最下层;再由高压及真空成型装置(60)进行加热、抽真空并以加压空气来推动塑料薄片(20),利用压差的力量,以将塑料薄片(20)平顺地完整贴覆在3D立体玻璃(10)上,使该3D立体玻璃(10)成为具有防爆功效的3D立体防爆玻璃(100);该3D立体玻璃(10)为具有曲面变化或各种形状的玻璃;其中,塑料薄片(20)主要由透明的薄膜(21)、涂料层(22)、接着胶(23)或离型层(25)所组成;当本发明的实施步骤将UV接着胶(23)设置涂于塑料薄片(20)上时,本发明的塑料薄片(20)可由以下3种不同层状顺序所组成:第一种(如图4A所示):薄膜(21)底面设置有一涂料层(22),该涂料层(22)相反于薄膜(21)的另一面上附着设置有UV接着胶(23),使UV接着胶(23)设置于最下层,由以上3种层状结构及顺序组成第一种塑料薄片(20);第二种(如图5A所示):薄膜(21)上面设置有一涂料层(22),该薄膜(21)相反于涂料层(22)的另一面上附着设置有UV接着胶(23),使薄膜(21)位于涂料层(22)与UV接着胶(23)层之间,且UV接着胶(23)亦设置于最下层,由以上3种层状结构及顺序组成第二种塑料薄片(20);第三种(如图6A所示):最下层的UV接着胶(23)的上面设置有一涂料层(22),涂料层(22)相反于UV接着胶(23)的另一面上设置有具有隔离效果的离型层(25),离型层(25)相反于涂料层(22)的另一面上设置有薄膜(21),由以上3种层状结构及顺序组成第三种塑料薄片(20);本发明所述的涂料层(22)为印刷层,该印刷层可依据需要为各种有颜色的图样或纹路,而离型层(25)为有隔离作用的离型剂,且最好为硅胶;当本发明的实施步骤将UV接着胶(23)直接涂于3D立体玻璃(10)上,而不设置涂于塑料薄片(20)上时;本发明的塑料薄片(20)可由没有UV接着胶(23)的以下3种不同层状顺序所组成:第一种(如图4B所示):薄膜(21)底面设置有一涂料层(22),由以上2种层状结构及顺序组成第一种塑料薄片(20);第二种(如图5B所示):薄膜(21)上面设置有一涂料层(22),由以上2种层状结构及顺序组成第二种塑料薄片(20);第三种(如图6B所示):薄膜(21)底面设置有一具隔离效果的离型层(25),离型层(25)相反于薄膜(21)的另一底面上设置有涂料层(22),使离型层(25)位于薄膜(21)与涂料层(22)之间,由以上3种层状结构及顺序组成第三种塑料薄片(20)。
请参阅图7、图8、图9、图10、图11A、图11B、图12A、图12B、图13A、图13B、图14A、图14B、图14C所示,本发明较佳实施例的制作流程示意图,其实施方法包含以下步骤:
步骤(S11):在3D立体玻璃(10)上涂上UV接着胶(23)(请参阅图7所示);本发明的实施方法亦可将UV接着胶(23)设置附着于塑料薄片(20)最下层,而不在3D立体玻璃(10)上涂上UV接着胶(23),此时,即可如图8所示,省略步骤(S11),直接进行步骤(S12);
步骤(S12):将3D立体玻璃(10)置入高压及真空成型装置(50)的第二模板(52)的3D立体玻璃治具(521)内(请同时参阅图11A或图11B所示);本发明的高压及真空成型装置(50)主要由第一模板(51)与第二模板(52)所构成,且该第一模板(51)与第二模板(52)均可为透明材料所制成,以提供UV照射灯(60)的光线穿透,例如玻璃或石英等各种透明材料;
步骤(S13):将塑料薄片(20)置入高压及真空成型装置(50)的第一模板(51);本发明若选用如图7所示的实施步骤方法,在3D立体玻璃(10)上涂上UV接着胶(23),此时,步骤(S13)所述的塑料薄片(20)即为没有设置UV接着胶(23);若选用如图8所示的实施步骤方法,不在3D立体玻璃(10)上涂上UV接着胶(23),此时,步骤(S13)所述的塑料薄片(20)其最下层即设置附着有UV接着胶(23);该第一模板(51)具有可软化塑料薄片(20)的适当温度;请再参阅图9所示,本发明较佳实施例的另一制作流程示意图,可先将没有设置UV接着胶(23)的塑料薄片(20)置入高压及真空成型装置(50)的第一模板(51),再于3D立体玻璃上涂上UV接着胶(23)后,才将3D立体玻璃(10)置入高压及真空成型装置(50)的第二模板(52)的3D立体玻璃治具(521)内;本发明若选用如图10所示的制作流程,先将设置附着有UV接着胶(23)的塑料薄片(20)置入高压及真空成型装置(50)的第一模板(51),此时,可省略步骤(S11),不用在3D立体玻璃(10)上涂上UV接着胶(23),即可在步骤(S13)之后,接续进行步骤(S12);完成以上步骤(S11)、(S12)以及(S13)后,即可进行步骤(S20);
步骤(S20):将高压及真空成型装置(50)的第一模板(51)与第二模板(52)合模,使塑料薄片(20)第一侧面(201)与第二侧面(202)形成密封的模腔(请同时参阅图12A或图12B所示);
步骤(S30):将塑料薄片(20)的第一侧面(201)与第二侧面(202)同时抽真空;此时,塑料薄片(20)会被真空吸力向上吸,并贴附在第一模板(51),由第一模板(51)的温度,使塑料薄片(20)被加热而软化;
步骤(S40):停止塑料薄片(20)的第一侧面(201)抽真空;当真空值达到-150mmHg以上后,即停止塑料薄片(20)的第一侧面(201)抽真空;
步骤(S50):塑料薄片(20)的第一侧面(201)注入高压空气,且塑料薄片(20)的第二侧面(202)继续抽真空;由塑料薄片(20)的第一侧面(201)使用空气加压的方式,同时,该塑料薄片(20)的第二侧面(202)继续抽真空,进而让塑料薄片(20)两侧面产生压差,该压差力量向第二侧面(202)推挤,使塑料薄片(20)因压差的力量而贴覆在玻璃3D立体的变化曲面上(请同时参阅图13A或图13B所示);本发明的制造过程中,由于塑料薄片(20)的第二侧面(202)持续抽真空,以至于,塑料薄片(20)与3D立体玻璃(10)之间完成没有残留多余的气泡,让塑料薄片(20)平顺完整地贴覆于3D立体玻璃(10)的变化曲面上;
步骤(S60):打开UV照射灯(60);前述步骤(S50)塑料薄片(20)的第一侧面(201)使用空气加压的方式,并将塑料薄片(20)的第二侧面(202)继续抽真空,进而让塑料薄片(20)两侧面产生压差,该压差力量向第二侧面(202)推挤,使塑料薄片(20)因压差的力量而贴覆在玻璃3D立体的变化曲面上,此时,即可进行步骤(S60),打开第一模板(51)上方或第二模板(52)下方的UV照射灯(60)约3~10秒(请同时参阅图13A或图13B所示);该UV照射灯(60)的光线可穿透第一模板(51)由上往下照射在贴覆有塑料薄片(20)的3D立体玻璃(10)上;当本发明的UV照射灯(60)设置在第二模板(52)下方时,该UV照射灯(60)的光线亦可穿透第二模板(52)由下往上照射在贴覆有塑料薄片(20)的3D立体玻璃(10)上,均可将3D立体玻璃(10)与塑料薄片(20)之间的UV接着胶(23)快速硬化并胶合在一起,或使UV接着胶(23)快速硬化胶合于3D立体玻璃(10)上,不但能达到一贯作业的制程,有效缩短制程的时间,更令贴覆完成的3D立体防爆玻璃(100)的硬度更佳、防爆效果更好;
步骤(S70):开启高压及真空成型装置(50)的第一模板(51)与第二模板(52)(如图14A所示);
步骤(S80):取出贴覆完成的3D立体防爆玻璃(100);开启高压及真空成型装置(50)的第一模板(51)与第二模板(52)之后,即可取出贴覆完成的3D立体防爆玻璃(100)(如图14B所示),再经过加工裁切,将不必要的塑料薄片(20)予以裁切,以进一步完成如图14D所示,更完整的3D立体防爆玻璃(100)。
当本发明的实施步骤选择将UV接着胶(23)设置附着于塑料薄片(20)最底层时,即不用在3D立体玻璃(10)上涂上UV接着胶(23),此时,该塑料薄片(20)朝向3D立体玻璃(10)的一面为设置附着有UV接着胶(23)的一面;本发明的UV接着胶(23)无论是直接涂于3D立体玻璃(10)上或设置附着于塑料薄片(20)最下层,均于塑料薄片(20)贴覆于3D立体玻璃(10)上后,由UV照射灯(60)将UV接着胶(23)快速固化于3D立体玻璃(10)上,不但可强化塑料薄片(20)贴覆于3D立体玻璃(10)上的稳固性,更可增加3D立体防爆玻璃(100)的硬度;且未设置有离型层(25)的塑料薄片(20),以本发明上述的制作方法贴覆于3D立体玻璃(10)上后,连同薄膜(21)都是留在3D立体玻璃(10)上作为防爆的用途,因此,当加工完毕的3D立体防爆玻璃(100)不但可强化玻璃的硬度,更可于不慎破裂时,该玻璃碎片仍黏着于塑料薄片(20)上,有效防止玻璃碎片四处飞散;而当塑料薄片(20)设置有离型层(25)时,由离型层(25)具有隔离的效果,可将薄膜(21)与离型层(25)同时撕开,只留下涂料层(22)及UV接着胶(23)在3D立体玻璃(10)上,该涂料层(22)及UV接着胶(23)的强度仍可作为防爆的用途,因此,加工完毕的3D立体防爆玻璃(100)不但同样可强化玻璃的硬度,亦可于不慎破裂时,有效防止玻璃碎片四处飞散,更因此而减少贴覆的厚度,达到更佳状态的薄度;本发明按上述的制作方法将塑料薄片(20)贴覆于3D立体玻璃(10)上后,无论是否将薄膜(21)或离型层(25)撕开,仍于贴覆过程中同时将所需要的颜色图样或纹路的涂料层(22)贴覆于3D立体玻璃(10)上,以提高3D立体防爆玻璃(100)的美观与优越性。
综合上述制造方法说明得知,本发明的新颖性、进步性及创造性汇整有以下特点:
一、增进产业的利用价值
本发明制造方法可选用将UV接着胶直接涂于3D立体玻璃或设置附着于塑料薄片最底层,并于塑料薄片贴覆于3D立体玻璃上后,由UV照射灯快速照射约3~10秒,即可将3D立体玻璃与塑料薄片之间的UV接着胶快速硬化并胶合在一起,或使UV接着胶快速硬化胶合于3D立体玻璃上,不但能达到一贯作业的制程,有效缩短制程的时间,提高制作的质量,更可增进塑料薄片贴覆于3D立体玻璃上的稳固性,强化3D立体防爆玻璃的硬度。
二、提高产品的安全性、适用性与应用范围
本发明的制作方法以高压及真空成型装置进行加热、抽真空并再加压空气来推动塑料薄片,利用压差的力量,据以将塑料薄片快速平顺地完整贴覆在具有曲面变化或各种形状的3D立体玻璃上,使该3D立体玻璃成为具有防爆功效的3D立体防爆玻璃,以提高产品的安全性,令产品的适用性与应用范围大为提升。
三、节省制造成本、提高质量及产量
本发明制作方法利用抽真空的动作,以避免气泡残留在塑料薄片与玻璃之间,不但降低制造过程的损耗、节省制造成本,更可提高质量及生产线的产量。
四、提升产品视觉效果
本发明的制作方法在塑料薄片贴覆过程中同时将所需要的图样颜色或纹路直接贴覆于3D立体玻璃上,不但可美化3D立体防爆玻璃的外观造型,更可提升产品视觉效果的变化多样性。
五、增进产品优越性
本发明的塑料薄片完成贴覆在3D立体玻璃上的加工过程后,利用塑料薄片的离型层具有隔离的效果,再将薄膜与离型层撕开,只留下涂料层及接着胶在玻璃上,该涂料层及接着胶的强度仍可达到防爆的功效,更因此而减少贴覆的厚度,足以增进3D立体防爆玻璃的优越性。
以上所述,仅为本发明技术思想及特点的其中的较佳实施例而已,并非用来限定本发明的实施范畴,其它举凡依本发明相同精神下及权利要求范围内所做的任何变化与修饰或均等性的安排,皆为本发明保护的技术范畴及权利要求范围所涵盖。
本发明基于以上特点而为一相当杰出且优异的设计;其未见于刊物或公开使用,满足发明专利的申请要件,依法提出申请。
Claims (20)
1.一种3D立体防爆玻璃的制作方法,其方法包含以下步骤:
步骤1:在3D立体玻璃上涂上UV接着胶;
步骤2:将3D立体玻璃置入高压及真空成型装置的第二模板;
步骤3:将塑料薄片置入高压及真空成型装置的第一模板;
步骤4:将高压及真空成型装置的第一模板与第二模板合模;
步骤5:将塑料薄片的第一侧面与第二侧面同时抽真空;
步骤6:停止塑料薄片的第一侧面抽真空;
步骤7:塑料薄片的第一侧面注入高压空气,且塑料薄片的第二侧面继续抽真空;
步骤8:打开UV照射灯;
步骤9:开启高压及真空成型装置的第一模板与第二模板;
步骤10:取出贴覆完成的3D立体防爆玻璃;
以上步骤完成3D立体防爆玻璃的制作方法。
2.一种3D立体防爆玻璃的制作方法,其方法包含以下步骤:
步骤1:将3D立体玻璃置入高压及真空成型装置的第二模板;
步骤2:将塑料薄片置入高压及真空成型装置的第一模板;
步骤3:将高压及真空成型装置的第一模板与第二模板合模;
步骤4:将塑料薄片的第一侧面与第二侧面同时抽真空;
步骤5:停止塑料薄片的第一侧面抽真空;
步骤6:塑料薄片的第一侧面注入高压空气,且塑料薄片的第二侧面继续抽真空;
步骤7:打开UV照射灯;
步骤8:开启高压及真空成型装置的第一模板与第二模板;
步骤9:取出贴覆完成的3D立体防爆玻璃;
以上步骤完成3D立体防爆玻璃的制作方法。
3.一种3D立体防爆玻璃的制作方法,其方法包含以下步骤:
步骤1:将塑料薄片置入高压及真空成型装置的第一模板;
步骤2:在3D立体玻璃上涂上UV接着胶;
步骤3:将3D立体玻璃置入高压及真空成型装置的第二模板;
步骤4:将高压及真空成型装置的第一模板与第二模板合模;
步骤5:将塑料薄片的第一侧面与第二侧面同时抽真空;
步骤6:停止塑料薄片的第一侧面抽真空;
步骤7:塑料薄片的第一侧面注入高压空气,且塑料薄片的第二侧面继续抽真空;
步骤8:打开UV照射灯;
步骤9:开启高压及真空成型装置的第一模板与第二模板;
步骤10:取出贴覆完成的3D立体防爆玻璃;
以上步骤完成3D立体防爆玻璃的制作方法。
4.一种3D立体防爆玻璃的制作方法,其方法包含以下步骤:
步骤1:将塑料薄片置入高压及真空成型装置的第一模板;
步骤2:将3D立体玻璃置入高压及真空成型装置的第二模板;
步骤3:将高压及真空成型装置的第一模板与第二模板合模;
步骤4:将塑料薄片的第一侧面与第二侧面同时抽真空;
步骤5:停止塑料薄片的第一侧面抽真空;
步骤6:塑料薄片的第一侧面注入高压空气,且塑料薄片的第二侧面继续抽真空;
步骤7:打开UV照射灯;
步骤8:开启高压及真空成型装置的第一模板与第二模板;
步骤9:取出贴覆完成的3D立体防爆玻璃;
以上步骤完成3D立体防爆玻璃的制作方法。
5.如权利要求1或2或3或4所述的3D立体防爆玻璃的制作方法,其中,UV照射灯设置于第一模板上方或第二模板下方。
6.如权利要求1或2或3或4所述的3D立体防爆玻璃的制作方法,其中,第一模板为透明材料所制成。
7.如权利要求1或2或3或4所述的3D立体防爆玻璃的制作方法,其中,第二模板为透明材料所制成。
8.如权利要求1或2或3或4所述的3D立体防爆玻璃的制作方法,其中,打开UV照射灯利用UV照射灯进行照射,使3D立体玻璃与塑料薄片之间的UV接着胶快速硬化并胶合在一起,或使UV接着胶快速硬化胶合于3D立体玻璃上,接续即可开启高压及真空成型装置的第一模板与第二模板。
9.如权利要求1或3项所述的3D立体防爆玻璃的制作方法,其中,步骤5将塑料薄片的第一侧面与第二侧面同时抽真空,该塑料薄片会被真空吸力所吸取而贴附在第一模板,由第一模板的温度,使塑料薄片被加热而软化。
10.如权利要求2或4所述的3D立体防爆玻璃的制作方法,其中,步骤4将塑料薄片的第一侧面与第二侧面同时抽真空,该塑料薄片会被真空吸力所吸取而贴附在第一模板,由第一模板的温度,使塑料薄片被加热而软化。
11.如权利要求1或3所述的3D立体防爆玻璃的制作方法,其中,步骤5的真空值达到-150mmHg以上后,即进行步骤6,停止塑料薄片的第一侧面抽真空;并接续步骤7的动作将塑料薄片的第一侧面注入高压空气,且塑料薄片的第二侧面继续抽真空,使该塑料薄片因压差力量向第二侧面推挤,据此贴覆于3D立体玻璃上。
12.如权利要求2或4所述的3D立体防爆玻璃的制作方法,其中,步骤4的真空值达到-150mmHg以上后,即进行步骤5,停止塑料薄片的第一侧面抽真空;并接续步骤6的动作将塑料薄片的第一侧面注入高压空气,且塑料薄片的第二侧面继续抽真空,使该塑料薄片因压差力量向第二侧面推挤,据此贴覆于3D立体玻璃上。
13.如权利要求1或3所述的3D立体防爆玻璃的制作方法,其中,塑料薄片由一薄膜底面设置有涂料层所组成;其中,涂料层为印刷层,该印刷层为所需要的颜色、图样或纹路。
14.如权利要求1或3所述的3D立体防爆玻璃的制作方法,其中,塑料薄片由一薄膜上面设置有涂料层所组成;其中,涂料层为印刷层,该印刷层为所需要的颜色、图样或纹路。
15.如权利要求1或3所述的3D立体防爆玻璃的制作方法,其中,塑料薄片由一薄膜底面设置有具隔离效果的离型层,该离型层相反于薄膜的另一底面上设置有涂料层所组成的,使离型层位于薄膜与涂料层之间;其中,涂料层为印刷层,该印刷层为所需要的颜色、图样或纹路。
16.如权利要求15所述的3D立体防爆玻璃的制作方法,其中,薄膜与离型层可于完成塑料薄片贴覆于3D立体玻璃的制作加工方法后,被撕开脱离3D立体玻璃。
17.如权利要求2或4所述的3D立体防爆玻璃的制作方法,其中,塑料薄片由一薄膜底面设置有涂料层,且该涂料层相反于薄膜的另一面上设置有接着胶所组成;其中,涂料层为印刷层,该印刷层为所需要的颜色、图样或纹路;其中,塑料薄片与3D立体玻璃贴合的一面为设置有接着胶的一面。
18.如权利要求2或4所述的3D立体防爆玻璃的制作方法,其中,塑料薄片由一薄膜上面设置有涂料层,且该薄膜相反于涂料层的另一面上设置有接着胶所组成;其中,涂料层为印刷层,该印刷层为所需要的颜色、图样或纹路;其中,塑料薄片与3D立体玻璃贴合的一面为设置有接着胶的一面。
19.如权利要求2或4所述的3D立体防爆玻璃的制作方法,其中,塑料薄片由最下层的接着胶的上面设置有涂料层,该涂料层相反于接着胶的另一面上设置具有隔离效果的离型层,且离型层相反于涂料层的另一面上设置有薄膜所组成;其中,涂料层为印刷层,该印刷层为所需要的颜色、图样或纹路;其中,塑料薄片与3D立体玻璃贴合的一面为设置有接着胶的一面。
20.如权利要求19所述的3D立体防爆玻璃的制作方法,其中,薄膜与离型层可于完成塑料薄片贴覆于3D立体玻璃的制作加工方法后,被撕开脱离3D立体玻璃。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201210475249.9A CN103832012A (zh) | 2012-11-21 | 2012-11-21 | 3d立体防爆玻璃的制作方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201210475249.9A CN103832012A (zh) | 2012-11-21 | 2012-11-21 | 3d立体防爆玻璃的制作方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN103832012A true CN103832012A (zh) | 2014-06-04 |
Family
ID=50796054
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201210475249.9A Pending CN103832012A (zh) | 2012-11-21 | 2012-11-21 | 3d立体防爆玻璃的制作方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN103832012A (zh) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016149861A1 (en) * | 2015-03-20 | 2016-09-29 | Schott Glass Technologies (Suzhou) Co. Ltd. | Shaped glass article and method for producing such a shaped glass article |
| CN107074639A (zh) * | 2014-10-17 | 2017-08-18 | 旭硝子株式会社 | 盖构件 |
| CN107324668A (zh) * | 2017-06-07 | 2017-11-07 | 吴秀兰 | 用于热弯玻璃表面平整度修复的方法 |
| CN110027201A (zh) * | 2019-04-17 | 2019-07-19 | 吴东胜 | 一种玻璃材质水桶防爆贴膜抽真空贴合工艺 |
| US11850823B2 (en) | 2019-05-10 | 2023-12-26 | Innolux Corporation | Electronic device and method for manufacturing the same |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN201154566Y (zh) * | 2007-11-14 | 2008-11-26 | 开瑞福电子材料(深圳)有限公司 | 用于移动通信设备的透明保护屏 |
| CN101786368A (zh) * | 2009-01-22 | 2010-07-28 | 苏州海尔信息科技有限公司 | 为电子产品增加保护膜的方法及其笔记本电脑 |
| TW201113196A (en) * | 2009-10-12 | 2011-04-16 | Jin-Zi Qiu | Protective film wrapping machine |
| TWM430380U (en) * | 2012-02-10 | 2012-06-01 | Fu-Lai Yao | Vacuum laminating device for touch-controlled substrate |
| TWM433952U (en) * | 2012-03-02 | 2012-07-21 | Sheng-Xin Zheng | Colored drawing protection film |
| CN202463104U (zh) * | 2012-03-16 | 2012-10-03 | 蒋亮亮 | 触控屏的软膜压合装置 |
-
2012
- 2012-11-21 CN CN201210475249.9A patent/CN103832012A/zh active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN201154566Y (zh) * | 2007-11-14 | 2008-11-26 | 开瑞福电子材料(深圳)有限公司 | 用于移动通信设备的透明保护屏 |
| CN101786368A (zh) * | 2009-01-22 | 2010-07-28 | 苏州海尔信息科技有限公司 | 为电子产品增加保护膜的方法及其笔记本电脑 |
| TW201113196A (en) * | 2009-10-12 | 2011-04-16 | Jin-Zi Qiu | Protective film wrapping machine |
| TWM430380U (en) * | 2012-02-10 | 2012-06-01 | Fu-Lai Yao | Vacuum laminating device for touch-controlled substrate |
| TWM433952U (en) * | 2012-03-02 | 2012-07-21 | Sheng-Xin Zheng | Colored drawing protection film |
| CN202463104U (zh) * | 2012-03-16 | 2012-10-03 | 蒋亮亮 | 触控屏的软膜压合装置 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107074639A (zh) * | 2014-10-17 | 2017-08-18 | 旭硝子株式会社 | 盖构件 |
| WO2016149861A1 (en) * | 2015-03-20 | 2016-09-29 | Schott Glass Technologies (Suzhou) Co. Ltd. | Shaped glass article and method for producing such a shaped glass article |
| US10941067B2 (en) | 2015-03-20 | 2021-03-09 | Schott Glass Technologies (Suzhou) Co. Ltd. | Shaped glass article and method for producing such a shaped glass article |
| CN107324668A (zh) * | 2017-06-07 | 2017-11-07 | 吴秀兰 | 用于热弯玻璃表面平整度修复的方法 |
| CN110027201A (zh) * | 2019-04-17 | 2019-07-19 | 吴东胜 | 一种玻璃材质水桶防爆贴膜抽真空贴合工艺 |
| US11850823B2 (en) | 2019-05-10 | 2023-12-26 | Innolux Corporation | Electronic device and method for manufacturing the same |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103832012A (zh) | 3d立体防爆玻璃的制作方法 | |
| CN103991252A (zh) | 3d立体防爆玻璃的防爆膜及其制作方法 | |
| CN108274866B (zh) | 一种薄壁3d曲面复合壳体及其制备方法 | |
| CN105522790A (zh) | 电子装置以及制造用于该电子装置的外观构件的方法 | |
| EP1857251A4 (en) | METHOD FOR MANUFACTURING AN ENCLOSURE FOR ELECTRONIC EQUIPMENT | |
| WO2006060583A3 (en) | Method of manufacturing an upper for an article of footwear | |
| CN104842592A (zh) | 一种曲面屏幕保护膜及其制造方法 | |
| US8242396B2 (en) | Keypad assembly and method for making the same | |
| CN103722739A (zh) | 3d立体防爆玻璃之制造方法 | |
| KR101217801B1 (ko) | 이동통신단말기용 윈도우일체형 케이스 및 그 제조방법 | |
| JP5245003B1 (ja) | 加飾フィルムおよびその製造方法 | |
| TW201431680A (zh) | 3d立體防爆玻璃之防爆膜及其製作方法 | |
| CN201913952U (zh) | 复合玻璃书写板材料以及用该板材制作的书写板 | |
| CN112976551B (zh) | 壳体基体母板、壳体基体及制备方法、壳体、模具、电子设备 | |
| CN103029305A (zh) | 碳纤外壳制作方法 | |
| CN102386011B (zh) | 一种手机按键及其加工方法 | |
| CN101786323A (zh) | 新型模内装饰注塑工艺用薄膜成型方法 | |
| CN103753757A (zh) | 一种复合面板的双面覆膜成型工艺和设备 | |
| CN107984816B (zh) | 一种具立体镭射装饰效果的装饰贴膜及其生产工艺 | |
| KR101217802B1 (ko) | 이동통신단말기용 윈도우일체형 케이스 및 그 제조방법 | |
| CN2846171Y (zh) | 透光石材拼图复合板 | |
| CN201054360Y (zh) | 可表面贴焊的led器件 | |
| CN202142451U (zh) | 按键装置 | |
| CN204229383U (zh) | 触摸屏的玻璃面板 | |
| CN202796587U (zh) | 一种具有导光功能的按键结构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20140604 |