CN103612230A - 精确测量孔径的辅助夹具 - Google Patents
精确测量孔径的辅助夹具 Download PDFInfo
- Publication number
- CN103612230A CN103612230A CN201310668825.6A CN201310668825A CN103612230A CN 103612230 A CN103612230 A CN 103612230A CN 201310668825 A CN201310668825 A CN 201310668825A CN 103612230 A CN103612230 A CN 103612230A
- Authority
- CN
- China
- Prior art keywords
- spring
- clamp
- aperture
- auxiliary
- screw
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING OR HOLDING
- B25B11/00—Work holders not covered by any preceding group in the subclass, e.g. magnetic work holders, vacuum work holders
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/08—Measuring arrangements characterised by the use of optical techniques for measuring diameters
- G01B11/12—Measuring arrangements characterised by the use of optical techniques for measuring diameters internal diameters
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B5/00—Measuring arrangements characterised by the use of mechanical techniques
- G01B5/08—Measuring arrangements characterised by the use of mechanical techniques for measuring diameters
- G01B5/12—Measuring arrangements characterised by the use of mechanical techniques for measuring diameters internal diameters
Abstract
本发明公开了一种精确测量孔径的辅助夹具,包括夹具体(1)、固紧螺钉(2)、加紧片(3)、弹簧(4),其特征在于:夹具体(1)上侧设置有螺纹孔(5),下侧设置有可视窗(6),螺纹孔(5)内装有固紧螺钉(2),夹具体(1)内部装有弹簧(4),弹簧(4)内侧装有加紧片(3),固紧螺钉(2)头部与弹簧(4)相接触。本发明结构简单、装卸方便、稳定实用。
Description
技术领域
本发明属于夹具技术领域,具体来说涉及一种精确测量孔径的辅助夹具。
背景技术
测量孔径通常可以用内径表、万能工具显微镜、三坐标测量机等进行测量,但对于精度要求高,孔径较小的零件用以上测量方式无法测量或达不到测量要求。立式光学计是一种精密长度计量仪器,利用标准量块与被测件相比较的方法来测量零件外形的微差尺寸,测量数据稳定可靠。涨簧式内径表是利用弹性测头经过尖端带锥度的探针推动指示表的精密内径尺寸的器具,测头头部为球状,能自动定心测量,测量方便、快速。内径表分度值较低,对高精度的孔径无法精确测量。现有技术中没有将立式光学计和涨簧式内径表成功夹装在一起得到高精确度测量孔径的装置的辅助夹具。
发明内容
本发明的目的在于克服上述缺点而提供的一种结构简单、装卸方便、稳定实用的精确测量孔径的辅助夹具。
本发明目的及解决其主要技术问题是采用以下技术方案来实现的:
本发明的精确测量孔径的辅助夹具,包括夹具体、固紧螺钉、加紧片、弹簧,其中:所述夹具体上侧设置有螺纹孔,下侧设置有可视窗,螺纹孔内装有固紧螺钉,夹具体内部装有弹簧,弹簧内侧装有加紧片,固紧螺钉头部与弹簧相接触。
上述精确测量孔径的辅助夹具,其中:所述可视窗截面为长方形。
上述精确测量孔径的辅助夹具,其中:所述弹簧为带缺口的弹簧。
上述精确测量孔径的辅助夹具,其中:所述加紧片为弧形。
上述精确测量孔径的辅助夹具,其中:所述螺纹孔和可视窗成错位分布。
本发明同现有技术相比具有明显的优点和有益效果。由以上技术方案可知,所述螺纹孔内装有固紧螺钉,弹簧内侧装有加紧片,固紧螺钉头部与弹簧相接触,有利于通过旋转固紧螺钉加压到弹簧,进而挤压加紧片实现紧固效果;夹具体下侧设置有可视窗,有助于通过该可视窗观察将立式光学计的测帽和表头的探针贴合。本发明通过提供夹具把涨簧式内径表表头安装在立式光学计上,使只能测量外尺寸的立式光学计上也能测量高精度的孔径尺寸,具有结构简单、装卸方便、稳定实用等特点。
附图说明
下面结合附图和具体实施方式对本发明作进一步的说明。
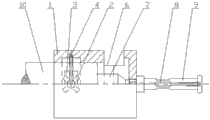
图1为本发明的结构示意图;
图2为图1的右视图;
图3为本发明的加紧片的结构示意图;
图4为本发明的弹簧的的结构示意图;
图5为本发明的使用状态图。
图中标识:
1、夹具体;2、固紧螺钉;3、加紧片;4、弹簧;5、螺纹孔;6、可视窗;7、测帽;8、顶杆; 9、涨簧测头;10、接杆。
具体实施方式
以下结合附图及较佳实施例,对依据本发明提出的精确测量孔径的辅助夹具具体实施方式、结构、特征及其功效,详细说明如后。
参见图1至图5,本发明的精确测量孔径的辅助夹具,包括夹具体1、固紧螺钉2、加紧片3、弹簧4,其中:所述夹具体1上侧设置有螺纹孔5,下侧设置有可视窗6,螺纹孔5内装有固紧螺钉2,夹具体1内部装有弹簧4,弹簧4内侧装有加紧片3,固紧螺钉2头部与弹簧4相接触。所述可视窗6截面为长方形。所述弹簧4为带缺口的弹簧。所述加紧片3为弧形。所述螺纹孔5和可视窗6成错位分布。
使用时,根据所要测量的孔径大小,选择内径表表头,将接杆10与夹具体1相连接,然后拧紧后固紧螺钉2;将涨簧测头9与夹具体1连接后,通过可视窗6将立式光学计的测帽7和涨簧测头9相贴合,即可开始测量,涨簧测头9经过尖端带锥度的探针推动测帽7即可从立式光学计目镜看到分划板刻度。
以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,任何未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
Claims (5)
1. 一种精确测量孔径的辅助夹具,包括夹具体(1)、固紧螺钉(2)、加紧片(3)、弹簧(4),其特征在于:所述夹具体(1)上侧设置有螺纹孔(5),下侧设置有可视窗(6),螺纹孔(5)内装有固紧螺钉(2),夹具体(1)内部装有弹簧(4),弹簧(4)内侧装有加紧片(3),固紧螺钉(2)头部与弹簧(4)相接触。
2.根据权利要求1所述的精确测量孔径的辅助夹具,其特征在于:所述螺纹孔(5)和可视窗(6)成错位分布。
3.根据权利要求1或2所述的精确测量孔径的辅助夹具,其特征在于:所述弹簧(4)为带缺口的弹簧。
4.根据权利要求1或2所述的精确测量孔径的辅助夹具,其特征在于:所述加紧片(3)为弧形。
5.根据权利要求1或2所述的精确测量孔径的辅助夹具,其特征在于:所述可视窗(6)截面为长方形。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201310668825.6A CN103612230A (zh) | 2013-12-11 | 2013-12-11 | 精确测量孔径的辅助夹具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201310668825.6A CN103612230A (zh) | 2013-12-11 | 2013-12-11 | 精确测量孔径的辅助夹具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN103612230A true CN103612230A (zh) | 2014-03-05 |
Family
ID=50162963
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201310668825.6A Pending CN103612230A (zh) | 2013-12-11 | 2013-12-11 | 精确测量孔径的辅助夹具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN103612230A (zh) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2085828C1 (ru) * | 1992-10-19 | 1997-07-27 | Научно-производственное объединение автоматики и приборостроения | Устройство для измерения диаметров и линейных величин |
| CN201130003Y (zh) * | 2007-09-28 | 2008-10-08 | 贵州群建齿轮有限公司 | 内槽底径检测装置 |
| CN201285271Y (zh) * | 2008-11-14 | 2009-08-05 | 齐齐哈尔二机床(集团)有限责任公司 | 端面浅孔测量量具 |
| US20100005676A1 (en) * | 2008-07-14 | 2010-01-14 | Mitutoyo Corporation | Inside diameter measuring tool |
| CN203203537U (zh) * | 2013-04-23 | 2013-09-18 | 吕品 | 汽车凸轮轴中心孔径深同时检测装置 |
| CN203712540U (zh) * | 2013-12-11 | 2014-07-16 | 中国航空工业标准件制造有限责任公司 | 精确测量孔径的辅助夹具 |
-
2013
- 2013-12-11 CN CN201310668825.6A patent/CN103612230A/zh active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2085828C1 (ru) * | 1992-10-19 | 1997-07-27 | Научно-производственное объединение автоматики и приборостроения | Устройство для измерения диаметров и линейных величин |
| CN201130003Y (zh) * | 2007-09-28 | 2008-10-08 | 贵州群建齿轮有限公司 | 内槽底径检测装置 |
| US20100005676A1 (en) * | 2008-07-14 | 2010-01-14 | Mitutoyo Corporation | Inside diameter measuring tool |
| CN201285271Y (zh) * | 2008-11-14 | 2009-08-05 | 齐齐哈尔二机床(集团)有限责任公司 | 端面浅孔测量量具 |
| CN203203537U (zh) * | 2013-04-23 | 2013-09-18 | 吕品 | 汽车凸轮轴中心孔径深同时检测装置 |
| CN203712540U (zh) * | 2013-12-11 | 2014-07-16 | 中国航空工业标准件制造有限责任公司 | 精确测量孔径的辅助夹具 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102338608B (zh) | 一种测量曲轴销孔轴向尺寸的检具及检测方法 | |
| CN103486932B (zh) | 检测曲轴几何形状的装置 | |
| CN101738152B (zh) | 一种改良的用于测量空心工件壁厚的测量仪 | |
| CN203824494U (zh) | 一种沉孔深度测量装置 | |
| CN202747979U (zh) | 一种零件中心孔大小检具 | |
| CN203274643U (zh) | 一种杠杆式深孔直径测量仪 | |
| CN202018255U (zh) | 专用游标卡尺 | |
| CN104422361A (zh) | 轴上环形槽到轴肩端面距离的测量装置 | |
| CN104567606A (zh) | 工件杠杆式内径检测装置 | |
| CN103307952A (zh) | 一种杠杆式深孔直径测量仪 | |
| CN203712540U (zh) | 精确测量孔径的辅助夹具 | |
| CN201569394U (zh) | 一种用于测量空心工件壁厚的测量仪 | |
| CN203657684U (zh) | 带轮内孔端面轴向长度测量装置 | |
| CN104374275A (zh) | 一种孔口直径的测量装置 | |
| CN103612230A (zh) | 精确测量孔径的辅助夹具 | |
| CN203758419U (zh) | 用于检测圆柱形工件内凹台阶高度的高精度检具 | |
| CN102865793A (zh) | 轴承垫圈内圆弧面的测量装置及测量方法 | |
| CN202177350U (zh) | 一种测量曲轴销孔轴向尺寸的检具 | |
| CN201476746U (zh) | 一种垂直孔间距的测量装置 | |
| CN203949605U (zh) | 薄壁圆筒件外圆测量装置 | |
| CN202083299U (zh) | 一种带表塞规 | |
| CN109405710A (zh) | 一种弦高测试装置 | |
| CN103542787A (zh) | 一种中心孔测量量具 | |
| CN204286314U (zh) | 工件杠杆式内径检测装置 | |
| CN204404968U (zh) | 一种锅炉受热面管表面凹槽深度测量仪 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20140305 |