CN103394898A - 一种缓冲钉装配工装 - Google Patents
一种缓冲钉装配工装 Download PDFInfo
- Publication number
- CN103394898A CN103394898A CN201310326518XA CN201310326518A CN103394898A CN 103394898 A CN103394898 A CN 103394898A CN 201310326518X A CN201310326518X A CN 201310326518XA CN 201310326518 A CN201310326518 A CN 201310326518A CN 103394898 A CN103394898 A CN 103394898A
- Authority
- CN
- China
- Prior art keywords
- cylinder
- fixed head
- module
- clamping cylinder
- clamping
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 230000003139 buffering effect Effects 0.000 claims description 52
- 230000001105 regulatory effect Effects 0.000 claims description 4
- 238000000034 method Methods 0.000 abstract description 8
- 230000000694 effects Effects 0.000 abstract description 6
- 238000001514 detection method Methods 0.000 abstract description 3
- 230000006870 function Effects 0.000 abstract description 2
- 238000011068 loading method Methods 0.000 description 6
- 239000004033 plastic Substances 0.000 description 4
- 241000587161 Gomphocarpus Species 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 230000005489 elastic deformation Effects 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 229920002943 EPDM rubber Polymers 0.000 description 1
- 238000010923 batch production Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000007812 deficiency Effects 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 230000008447 perception Effects 0.000 description 1
Images








Landscapes
- Automatic Assembly (AREA)
- Dovetailed Work, And Nailing Machines And Stapling Machines For Wood (AREA)
Abstract
本发明涉及机械技术领域,具体地说是一种缓冲钉装配工装,其特征在于:在框架内设有左右两根导柱,沿导柱从上至下依次设有压入气缸模块、夹紧气缸模块、拉伸气缸模块,在压入气缸模块下表面设有若干缓冲钉的压头,在夹紧气缸模块的上方设有壳体定位胎具;所述的压入气缸模块控制压头沿导柱上下移动,所述的拉伸气缸模块控制夹紧气缸模块沿导柱上下移动。本发明同现有技术相比,采用自动装配模式,通过PLC自动控制压入气缸、夹紧气缸、拉伸气缸以及光电传感器,来实现缓冲钉的自动装配、缓冲钉的漏装检测、装配到位检测的一系列功能,提高装配过程的稳定性,减小产品的报废的效果,操作过程简单方便,减轻了操作人员工作强度。
Description
技术领域
本发明涉及机械技术领域,具体地说是一种缓冲钉装配工装。
背景技术
在目前的汽车头枕中,设计了一个缓冲机构,是由4个缓冲钉与一个塑料底座组装而成,起到给头部一个缓冲保护的作用,一般,操作人员采用手工把缓冲钉强制压入塑料底座的方式来装配缓冲钉,然而依靠纯手工的方法来装配缓冲钉会产生诸多的弊端:a、费力费时,一个缓冲钉的装配往往需要2分钟左右的时间,不适于批量生产;b、人工不能保证缓冲钉不出现漏装现象;c、缓冲钉材料是EPDM,通俗来讲就是橡胶,特征是比较软,弹性变形量大,人工不能保证缓冲钉装完全配到位。
发明内容
本发明的目的是克服现有技术的不足,设计一种装配工装来实现缓冲钉漏装检测,缓冲钉装配到位检测的效果,以提高缓冲钉装配过程的稳定性。
为实现上述目的,设计一种缓冲钉装配工装,包括壳体定位胎具、框架、压入气缸模块、夹紧气缸模块、拉伸气缸模块,其特征在于:在框架内设有左右两根导柱,沿导柱从上至下依次设有压入气缸模块、夹紧气缸模块、拉伸气缸模块,在压入气缸模块下表面设有若干缓冲钉的压头,在夹紧气缸模块的上方设有壳体定位胎具;所述的压入气缸模块控制压头沿导柱上下移动,所述的拉伸气缸模块控制夹紧气缸模块沿导柱上下移动。
所述的压入气缸模块为采用一水平放置的气缸固定板,且在气缸固定板的底面左右两侧分别固定导柱的顶端,滑动压头固定板的两侧分别套设在位于气缸固定板下方的左右两根导柱上,所述的若干压头设于滑动压头固定板的底面;一浮动接头的底端固定在滑动压头固定板的上表面,浮动接头的顶端贯穿气缸固定板后连接压入气缸底部的压入气缸杆。
所述的浮动接头采用浮动接头连接板固定连接于滑动压头固定板上。
所述的滑动压头固定板与导柱之间设有导套。
所述的夹紧气缸模块为采用一水平向布置的夹紧气缸固定板,夹紧气缸固定板的左右两侧分别套设在左右两根导柱的下部,在夹紧气缸固定板的底部分别采用支架固定若干夹紧气缸的侧壁,夹紧气缸顶部的夹紧气缸杆连接契形块,每个契形块与每个压头一一垂直对应;在夹紧气缸固定板的上表面对应每个夹紧气缸处设有夹抓机构;所述的夹抓机构为在夹紧气缸固定板上设有夹头固定板,夹头固定板的一侧设有U形缺口,一夹头位于夹头固定板的U形缺口内,夹头的左右两个夹臂分别采用水平向设置的转轴固定在夹头固定板上,且夹头的尾部贯穿夹紧气缸固定板;所述的契形块垂直对应于夹头的左右两个夹臂的中间;所述的拉伸气缸模块采用一底板,且底板上的左右两侧分别固定左右两根导柱的底端,在底板的底部固定有垂直向运动的拉伸气缸,拉伸气缸顶部的拉伸气缸杆垂直贯穿底板后连接另一浮动接头的底端,在底板上还设有若干通孔所构成;所述的另一浮动接头的顶端连接夹紧气缸固定板的底部。
位于契形块下方的夹紧气缸杆外套设有气缸限位调整块。
在夹头固定板的另一侧的上方销接一传感器固定板,所述的传感器固定板采用U形结构形成传感器固定板的前后两臂,传感器固定板一侧的前后两臂的上平面低于传感器固定板另一侧的上平面,传感器固定板的前后两臂分别位于夹头的前后两侧,传感器固定板的两臂上分别设有光电传感器,传感器固定板的另一侧上还设有调节光电传感器高度的千分调整旋钮。
所述的夹紧气缸固定板的上表面的左右两侧分别设另一导套,左右两根导柱的下部分别套入左右两个另一导套内。
若干夹抓机构分别位于壳体定位胎具的四周外壁的底部;所述的壳体定位胎具的底部还连接支撑柱的顶端,支撑柱的底端贯穿夹紧气缸固定板后固定于底板上。
所述的框架下设有电气控制模块,所述的电气控制模块采用将PLC控制系统的信号输出端分多路分别连接压入气缸的信号输入端、夹紧气缸的信号输入端、拉伸气缸的信号输入端、光电传感器的信号输入端,PLC控制系统的信号输入端连接操作界面模块的信号输入端;所述的操作界面模块设在电气控制模块的上方且位于框架的前侧。
本发明同现有技术相比,采用自动装配模式,通过PLC自动控制压入气缸、夹紧气缸、拉伸气缸以及光电传感器,来实现缓冲钉的自动装配、缓冲钉的漏装检测、装配到位检测的一系列功能,提高装配过程的稳定性,减小产品的报废的效果,操作过程简单方便,减轻了操作人员工作强度,提高生产效率和经济效益。
附图说明
图1为本发明结构示意图。
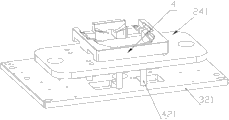
图2为本发明中压入气缸模块、夹紧气缸模块、拉伸气缸模块的组合结构示意图。
图3是本发明中压入气缸模块、夹紧气缸模块的组合结构示意图。
图4为本发明中压入气缸模块的结构示意图。
图5为本发明中夹紧气缸模块的结构示意图。
图6为本发明中夹抓机构的立体图。
图7为本发明中夹抓机构的主视图。
图8为本发明中拉伸气缸模块连接夹紧气缸固定板的结构示意图。
图9为本发明中壳体定位胎具、夹紧气缸固定板、底板的位置示意图。
具体实施方式
现结合附图对本发明作进一步地说明。
实施例1
参见图1~图9,本发明包括壳体定位胎具、框架、压入气缸模块、夹紧气缸模块、拉伸气缸模块,其特征在于:在框架5内设有左右两根导柱141,沿导柱141从上至下依次设有压入气缸模块1、夹紧气缸模块2、拉伸气缸模块3,在压入气缸模块1下表面设有若干压头151,该若干压头151分别一一对应待装配的缓冲钉的位置处,在夹紧气缸模块2的上方设有壳体定位胎具4;所述的压入气缸模块1控制压头151沿导柱141上下移动,所述的拉伸气缸模块3控制夹紧气缸模块2沿导柱141上下移动。
参见图4,本例中所述的压入气缸模块1为采用一水平放置的气缸固定板121,且在气缸固定板121的底面左右两侧分别固定导柱141的顶端,滑动压头固定板161的两侧分别套设在位于气缸固定板121下方的左右两根导柱141上;一浮动接头112的底端固定在滑动压头固定板161的上表面,浮动接头112的顶端贯穿气缸固定板121后连接压入气缸111底部的压入气缸杆;所述的若干压头151设于滑动压头固定板161的底面。所述的浮动接头112采用浮动接头连接板131固定连接于滑动压头固定板161上。所述的滑动压头固定板161与导柱141之间设有导套171。这里在压入气缸111的作用下控制滑动压头固定板161的上下移动,从而控制压头151的上下移动。
参见图5~图7,所述的夹紧气缸模块2为采用一水平向布置的夹紧气缸固定板241,夹紧气缸固定板241的左右两侧分别套设在左右两根导柱141的下部,在夹紧气缸固定板241的底部采用支架221固定若干夹紧气缸222的侧壁,本例中由于待装配的缓冲钉有四个,因此,本例中一共设有四个夹紧气缸222,夹紧气缸222顶部的夹紧气缸杆连接契形块224,每个契形块224与每个压头151一一垂直对应;在夹紧气缸固定板241的上表面对应每个夹紧气缸222处设有夹抓机构;所述的夹抓机构为在夹紧气缸固定板241上设夹头固定板213,夹头固定板213的一侧设有U形缺口,一夹头225位于夹头固定板213的U形缺口内,夹头225的左右两个夹臂分别采用水平向设置的转轴226固定在夹头固定板213上,两个转轴226之间设有一定的水平间距,该水平间距小于契形块224的最宽处的宽度,且夹头225的尾部贯穿夹紧气缸固定板241;所述的契形块224垂直对应于夹头225的左右两个夹臂的中间。这里夹紧气缸222控制契形块224的上下移动,当契形块224向上移直至穿入夹头225的两个夹臂的下部时,夹头225的顶部会闭合,从而方便夹住缓冲钉的尾部。
参见图8,所述的拉伸气缸模块3采用一底板321,且底板321上的左右两侧分别固定左右两根导柱141的底端,在底板321的底部固定有垂直向运动的拉伸气缸311,拉伸气缸311顶部的拉伸气缸杆垂直贯穿底板321后连接另一浮动接头312的底端,另一浮动接头312的顶端连接夹紧气缸固定板241的底部,在底板321上还设有若干通孔313,这些通孔313与夹紧气缸222一一对应,用于夹紧气缸222运动时的通过。位于契形块224下方的夹紧气缸杆外套设有气缸限位调整块223,从而防止契形块224旋转。
在夹头固定板213另一侧的上方采用销子228销接一传感器固定板212,所述的传感器固定板212采用U形结构形成传感器固定板212的前后两臂,传感器固定板212一侧的前后两臂的上平面低于传感器固定板212另一侧的上平面,这样设计有高度落差的若干个传感器固定板212可以围合成一个凹槽,这个凹槽可以方便壳体定位胎具4卡在里面,传感器固定板212的前后两臂分别位于夹头225的前后两侧,传感器固定板212的前后两臂上分别设有光电传感器231,光电传感器231可以用来感知是否装入缓冲钉或缓冲钉是否装配到位,传感器固定板212的另一侧上还设有调节光电传感器231高度的千分调整旋钮211,这里千分调整旋钮211通过调节传感器固定板212的高度从而来调节光电传感器231的高度。
所述的夹紧气缸固定板241的上表面的左右两侧分别设另一导套227,左右两根导柱141的下部分别套入左右两个另一导套227内。
参见图2,若干夹抓机构分别位于壳体定位胎具4的四周外壁的底部;参见图9,在位于四个夹抓机构之间空隙处的壳体定位胎具4的底部还连接支撑柱421的顶端,支撑柱421的底端贯穿夹紧气缸固定板241后固定于底板321上。
所述的框架5下设有电气控制模块7,所述的电气控制模块7采用将PLC控制系统的信号输出端分多路分别连接压入气缸111的信号输入端、夹紧气缸222的信号输入端、拉伸气缸311的信号输入端、光电传感器231的信号输入端,PLC控制系统的信号输入端连接操作界面模块6的信号输入端;所述的操作界面模块6设在电气控制模块7的上方且位于框架5的前侧。
本例中操作界面模块6由自动操作开关、手动操作开关、报警指示灯、急停按钮等组成,由PLC控制系统自动控制,分别起到自动模式与手动模式的切换、缓冲钉漏装报警提示、缓冲钉没装配到位报警提示、工装急停的作用。
以往装配缓冲钉的过程中,由于缓冲钉材料是橡胶,弹性变形量大,自动装配时易产生两种情况,首先压头方向有偏差,压头会使缓冲钉头部倾斜,作用力没有作用到缓冲钉尾部,导致缓冲钉装不到位,其次,压头垂直下降时,虽然压头行程到位,但由于缓冲钉头部的反弹,导致缓冲钉尾部不一定完全到位。所以本发明设计了压入气缸模块、夹紧气缸模块、拉伸气缸模块来相互配合推拉来解决这两个问题,并完成组装:第一步,压入气缸模块下降时,压头151头部仿形加工,使缓冲钉有一个导正,然后夹紧气缸模块夹紧缓冲钉的尾部,再由拉伸气缸模块把缓冲钉拉拽到位,具体操作方法如下:
1、将塑料壳体和四个缓冲钉手工预装,放入壳体定位胎具4中。
2、启动操作界面模块6上的自动操作开关,压入气缸111自动下压,使四个压头151分别一一对应压紧四个缓冲钉的头部在塑料底座上,并且此时的缓冲钉的尾部嵌入夹头225的左右夹臂内,然后夹紧气缸222上移,使契形块224从下方嵌入夹头225的左右夹臂的底部之间,从而使夹头225的顶部夹紧缓冲钉的尾部,最后拉伸气缸311带动夹紧气缸固定板241向下移动,也即夹紧气缸固定板241带动夹抓机构向下移,从而把缓冲钉拉拽到位。
3、如果缓冲钉漏装或没装到位,缓冲钉装配工装则报警,并停止工作。
4、如果缓冲钉无漏装或已装到位,缓冲钉装配工装中压入气缸111带动压头151一起上移、夹紧气缸222带动契形块224一起下移,从而夹头225松开缓冲钉。
5、手工取出装配好的缓冲机构。
Claims (10)
1.一种缓冲钉装配工装,包括壳体定位胎具、框架、压入气缸模块、夹紧气缸模块、拉伸气缸模块,其特征在于:在框架(5)内设有左右两根导柱(141),沿导柱(141)从上至下依次设有压入气缸模块(1)、夹紧气缸模块(2)、拉伸气缸模块(3),在压入气缸模块(1)下表面设有若干缓冲钉的压头(151),在夹紧气缸模块(2)的上方设有壳体定位胎具(4);所述的压入气缸模块(1)控制压头(151)沿导柱(141)上下移动,所述的拉伸气缸模块(3)控制夹紧气缸模块(2)沿导柱(141)上下移动。
2.如权利要求1所述的一种缓冲钉装配工装,其特征在于:所述的压入气缸模块(1)为采用一水平放置的气缸固定板(121),且在气缸固定板(121)的底面左右两侧分别固定导柱(141)的顶端,滑动压头固定板(161)的两侧分别套设在位于气缸固定板(121)下方的左右两根导柱(141)上,所述的若干压头(151)设于滑动压头固定板(161)的底面;一浮动接头(112)的底端固定在滑动压头固定板(161)的上表面,浮动接头(112)的顶端贯穿气缸固定板(121)后连接压入气缸(111)底部的压入气缸杆。
3.如权利要求2所述的一种缓冲钉装配工装,其特征在于:所述的浮动接头(112)采用浮动接头连接板(131)固定连接于滑动压头固定板(161)上。
4.如权利要求2所述的一种缓冲钉装配工装,其特征在于:所述的滑动压头固定板(161)与导柱(141)之间设有导套(171)。
5.如权利要求1所述的一种缓冲钉装配工装,其特征在于:所述的夹紧气缸模块(2)为采用一水平向布置的夹紧气缸固定板(241),夹紧气缸固定板(241)的左右两侧分别套设在左右两根导柱(141)的下部,在夹紧气缸固定板(241)的底部分别采用支架(221)固定若干夹紧气缸(222)的侧壁,夹紧气缸(222)顶部的夹紧气缸杆连接契形块(224),每个契形块(224)与每个压头(151)一一垂直对应;在夹紧气缸固定板(241)的上表面对应每个夹紧气缸(222)处设有夹抓机构;所述的夹抓机构为在夹紧气缸固定板(241)上设有夹头固定板(213),夹头固定板(213)的一侧设有U形缺口,一夹头(225)位于夹头固定板(213)的U形缺口内,夹头(225)的左右两个夹臂分别采用水平向设置的转轴(226)固定在夹头固定板(213)上,且夹头(225)的尾部贯穿夹紧气缸固定板(241);所述的契形块(224)垂直对应于夹头(225)的左右两个夹臂的中间;所述的拉伸气缸模块(3)采用一底板(321),且底板(321)上的左右两侧分别固定左右两根导柱(141)的底端,在底板(321)的底部固定有垂直向运动的拉伸气缸(311),拉伸气缸(311)顶部的拉伸气缸杆垂直贯穿底板(321)后连接另一浮动接头(312)的底端,在底板(321)上还设有若干通孔(313)所构成;所述的另一浮动接头(312)的顶端连接夹紧气缸固定板(241)的底部。
6.如权利要求5所述的一种缓冲钉装配工装,其特征在于:位于契形块(224)下方的夹紧气缸杆外套设有气缸限位调整块(223)。
7.如权利要求5所述的一种缓冲钉装配工装,其特征在于:在夹头固定板(213)的另一侧的上方销接一传感器固定板(212),所述的传感器固定板(212)采用U形结构形成传感器固定板(212)的前后两臂,传感器固定板(212)一侧的前后两臂的上平面低于传感器固定板(212)另一侧的上平面,传感器固定板(212)的前后两臂分别位于夹头(225)的前后两侧,传感器固定板(212)的两臂上分别设有光电传感器(231),传感器固定板(212)的另一侧上还设有调节光电传感器高度的千分调整旋钮(211)。
8.如权利要求5所述的一种缓冲钉装配工装,其特征在于:所述的夹紧气缸固定板(241)的上表面的左右两侧分别设另一导套(227),左右两根导柱(141)的下部分别套入左右两个另一导套(227)内。
9.如权利要求5所述的一种缓冲钉装配工装,其特征在于:若干夹抓机构分别位于壳体定位胎具(4)的四周外壁的底部;所述的壳体定位胎具(4)的底部还连接支撑柱(421)的顶端,支撑柱(421)的底端贯穿夹紧气缸固定板(241)后固定于底板(321)上。
10.如权利要求1所述的一种缓冲钉装配工装,其特征在于:所述的框架(5)下设有电气控制模块(7),所述的电气控制模块(7)采用将PLC控制系统的信号输出端分多路分别连接压入气缸(111)的信号输入端、夹紧气缸(222)的信号输入端、拉伸气缸(311)的信号输入端、光电传感器(231)的信号输入端,PLC控制系统的信号输入端连接操作界面模块(6)的信号输入端;所述的操作界面模块(6)设在电气控制模块(7)的上方且位于框架(5)的前侧。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201310326518.XA CN103394898B (zh) | 2013-07-30 | 2013-07-30 | 一种缓冲钉装配工装 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201310326518.XA CN103394898B (zh) | 2013-07-30 | 2013-07-30 | 一种缓冲钉装配工装 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN103394898A true CN103394898A (zh) | 2013-11-20 |
| CN103394898B CN103394898B (zh) | 2015-06-03 |
Family
ID=49558722
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201310326518.XA Active CN103394898B (zh) | 2013-07-30 | 2013-07-30 | 一种缓冲钉装配工装 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN103394898B (zh) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104842508A (zh) * | 2015-05-25 | 2015-08-19 | 延锋伟世通(烟台)汽车饰件系统有限公司 | 一种集自动取件与自动放件于一体的机械爪 |
| CN104942577A (zh) * | 2015-05-28 | 2015-09-30 | 宁波继峰汽车零部件股份有限公司 | 一种头枕骨架组装工装 |
| CN106042096A (zh) * | 2015-04-28 | 2016-10-26 | 广州誉恒专用设备有限公司 | 车轮罩打钉装置 |
| CN108673392A (zh) * | 2018-07-17 | 2018-10-19 | 张家港孚冈汽车部件有限公司 | 抬头显示保护壳体的弹簧夹装配工装 |
| CN110977415A (zh) * | 2020-01-07 | 2020-04-10 | 巴士麦普科技(武汉)有限公司 | 用于汽车遮阳板轴合件组装的压合工装 |
| CN111496402A (zh) * | 2020-05-19 | 2020-08-07 | 江铃汽车股份有限公司 | 一种车架纵梁反变形焊接夹具及其使用方法 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3217807A1 (de) * | 1982-05-12 | 1983-11-17 | WFN-Gerätebau GmbH, 5030 Hürth | Maschine zum selbstschneidenden einschrauben von gewindeteilen in werkstuecke |
| JPH10109234A (ja) * | 1996-09-30 | 1998-04-28 | Nitto Seiko Co Ltd | 自動ねじ締め機 |
| CN100999048A (zh) * | 2007-01-09 | 2007-07-18 | 钱国钧 | 自动装配螺钉机 |
| CN101284355A (zh) * | 2008-05-28 | 2008-10-15 | 南京聚星机械装备有限公司 | 缸头自动压入气门导管、座圈专用机床 |
| CN201783811U (zh) * | 2010-08-26 | 2011-04-06 | 英杰精密模塑股份有限公司 | 一种自动安装螺丝钉装置 |
| CN201970083U (zh) * | 2011-03-22 | 2011-09-14 | 苏州市凯丽保姆电器有限公司 | 一种自动打螺钉机 |
| CN202114454U (zh) * | 2011-05-27 | 2012-01-18 | 周众 | 压装机 |
| CN102350630A (zh) * | 2011-11-08 | 2012-02-15 | 天津通广集团专用设备有限公司 | 螺钉自动装配机 |
| CN202292493U (zh) * | 2011-09-08 | 2012-07-04 | 北京星航机电设备厂 | 一种浅槽螺钉拆装工装 |
-
2013
- 2013-07-30 CN CN201310326518.XA patent/CN103394898B/zh active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3217807A1 (de) * | 1982-05-12 | 1983-11-17 | WFN-Gerätebau GmbH, 5030 Hürth | Maschine zum selbstschneidenden einschrauben von gewindeteilen in werkstuecke |
| JPH10109234A (ja) * | 1996-09-30 | 1998-04-28 | Nitto Seiko Co Ltd | 自動ねじ締め機 |
| CN100999048A (zh) * | 2007-01-09 | 2007-07-18 | 钱国钧 | 自动装配螺钉机 |
| CN101284355A (zh) * | 2008-05-28 | 2008-10-15 | 南京聚星机械装备有限公司 | 缸头自动压入气门导管、座圈专用机床 |
| CN201783811U (zh) * | 2010-08-26 | 2011-04-06 | 英杰精密模塑股份有限公司 | 一种自动安装螺丝钉装置 |
| CN201970083U (zh) * | 2011-03-22 | 2011-09-14 | 苏州市凯丽保姆电器有限公司 | 一种自动打螺钉机 |
| CN202114454U (zh) * | 2011-05-27 | 2012-01-18 | 周众 | 压装机 |
| CN202292493U (zh) * | 2011-09-08 | 2012-07-04 | 北京星航机电设备厂 | 一种浅槽螺钉拆装工装 |
| CN102350630A (zh) * | 2011-11-08 | 2012-02-15 | 天津通广集团专用设备有限公司 | 螺钉自动装配机 |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106042096A (zh) * | 2015-04-28 | 2016-10-26 | 广州誉恒专用设备有限公司 | 车轮罩打钉装置 |
| CN106042096B (zh) * | 2015-04-28 | 2018-05-04 | 广州誉恒专用设备有限公司 | 车轮罩打钉装置 |
| CN104842508A (zh) * | 2015-05-25 | 2015-08-19 | 延锋伟世通(烟台)汽车饰件系统有限公司 | 一种集自动取件与自动放件于一体的机械爪 |
| CN104842508B (zh) * | 2015-05-25 | 2017-05-31 | 延锋汽车饰件系统(烟台)有限公司 | 一种集自动取件与自动放件于一体的机械爪 |
| CN104942577A (zh) * | 2015-05-28 | 2015-09-30 | 宁波继峰汽车零部件股份有限公司 | 一种头枕骨架组装工装 |
| CN104942577B (zh) * | 2015-05-28 | 2017-05-24 | 宁波继峰汽车零部件股份有限公司 | 一种头枕骨架组装工装 |
| CN108673392A (zh) * | 2018-07-17 | 2018-10-19 | 张家港孚冈汽车部件有限公司 | 抬头显示保护壳体的弹簧夹装配工装 |
| CN108673392B (zh) * | 2018-07-17 | 2023-09-29 | 张家港孚冈汽车部件有限公司 | 抬头显示保护壳体的弹簧夹装配工装 |
| CN110977415A (zh) * | 2020-01-07 | 2020-04-10 | 巴士麦普科技(武汉)有限公司 | 用于汽车遮阳板轴合件组装的压合工装 |
| CN111496402A (zh) * | 2020-05-19 | 2020-08-07 | 江铃汽车股份有限公司 | 一种车架纵梁反变形焊接夹具及其使用方法 |
| CN111496402B (zh) * | 2020-05-19 | 2023-08-08 | 江铃汽车股份有限公司 | 一种车架纵梁反变形焊接夹具及其使用方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN103394898B (zh) | 2015-06-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103394898A (zh) | 一种缓冲钉装配工装 | |
| CN104289603B (zh) | 自动卷圆模 | |
| CN104708306B (zh) | 发动机皮带张紧轮压装机 | |
| CN203437901U (zh) | 一种缓冲钉装配装置 | |
| CN205309723U (zh) | 一种车用灯具压合工装 | |
| CN105711900A (zh) | 插排包装机的转盘包装机构 | |
| CN205834648U (zh) | 电子排水阀控制器装配机的组合机构 | |
| CN102079100A (zh) | 一种橡胶冲孔机 | |
| CN204760485U (zh) | 圆柱电池封装机 | |
| CN106346225A (zh) | 限位盒组装设备的海绵垫上料装置 | |
| CN104953161A (zh) | 圆柱电池封装机 | |
| CN205363145U (zh) | 用于管件焊接的夹具 | |
| CN203003445U (zh) | 浮动式卡环压紧设备 | |
| CN203092122U (zh) | 一种装配汽车水箱用斜面工作台 | |
| CN205554763U (zh) | 插排包装机的转盘包装机构 | |
| CN204668218U (zh) | 键盘半成品自动装配机 | |
| CN204076638U (zh) | 注塑机机器人搬运系统的抓取机构 | |
| CN211333005U (zh) | 一种密封圈压合装置 | |
| CN210110612U (zh) | 电脑键盘生产过程自动装配键帽装置 | |
| CN203508812U (zh) | 一种模切机模板固定装置 | |
| CN206662173U (zh) | 一种定转子自动铆压机构 | |
| CN110434212A (zh) | 座椅座板冲压工艺及其专用冲压模具 | |
| CN206551310U (zh) | 一种高精度塑胶成型模具 | |
| CN205733678U (zh) | 限位开关部分组装机的隔水环上料机构 | |
| CN201566032U (zh) | 全自动双向施压制砖机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| TR01 | Transfer of patent right |
Effective date of registration: 20231227 Address after: Building 4, No. 1333 Haigang Road, Dushangang Town, Pinghu City, Jiaxing City, Zhejiang Province, 314200 Patentee after: Novaris (Pinghu) Automotive Parts Co.,Ltd. Address before: No. 200, Kanghua Road, Kangqiao Industrial Zone, Pudong New Area, Shanghai, 201315 Patentee before: SHANGHAI KEY AUTOMOTIVE PLASTIC COMPONENT Co.,Ltd. |
|
| TR01 | Transfer of patent right |